Способ получения автоклавированных пищевых продуктов в контейнере из листового композита с внешним слоем из окрашенного сшитого полимера высокого давления
Формула / Реферат
1. Способ изготовления по меньшей мере из одного листового композита (7) закрытого контейнера (3), имеющего по меньшей мере одно ребро (4), заполненного пищевым продуктом и отделяющего внутреннее пространство (1) от окружающей среды (2), включающий стадии:
a) обеспечения листового композита (7), включающего:
а1) по меньшей мере один внешний слой (9) сшитого цветного пластика, содержащего красящий агент (20);
а2) несущий слой (6) и
а3) слой (37) термопластичного пластика;
b) формования листового композита (7) с образованием открытого контейнера (14), в котором слой (9) цветного пластика находится со стороны окружающей среды (2), а слой (37) термопластичного пластика находится со стороны внутреннего пространства (1);
c) заполнения открытого контейнера (14) пищевым продуктом;
d) закрытия открытого контейнера (14) с образованием закрытого заполненного контейнера (3);
e) консервирования пищевого продукта в закрытом заполненном контейнере (3) в камере высокого давления при давлении в камере более 1 бар и температуре в диапазоне от более 100 до 140°С в присутствии пара.
2. Способ по п.1, отличающийся тем, что внешний слой цветного пластика представляет собой самый внешний слой цветного пластика.
3. Способ по п.1 или 2, отличающийся тем, что композит (7) получают при помощи стадий, включающих
обеспечение заготовки (10) композита с поверхностью (11), содержащей несущий слой (6);
нанесение жидкого предшественника (12) цветного слоя на поверхность (11) и
отверждение предшественника (12) цветного слоя с образованием слоя (9) цветного пластика.
4. Способ по п.3, отличающийся тем, что по меньшей мере в начале отверждения предшественник цветного слоя находится в атмосфере инертного газа.
5. Способ по п.3 или 4, отличающийся тем, что отверждение осуществляют под действием излучения.
6. Способ по п.5, отличающийся тем, что после обработки излучением проводят тепловую обработку при температуре в диапазоне от 80 до 160°С.
7. Способ по любому из пп.3-6, отличающийся тем, что поверхность (11) обрабатывают плазмой перед нанесением жидкого предшественника (12) цветного слоя на поверхность (11).
8. Способ по п.3 или 7, отличающийся тем, что поверхность (11) имеет поверхностное натяжение в диапазоне от 38 до 44 дин.
9. Способ по любому из пп.3-8, отличающийся тем, что жидкий предшественник (12) цветного слоя имеет вязкость в диапазоне от 0,3 до 0,6 Па·с.
10. Способ по любому из пп.3-9, отличающийся тем, что жидкий предшественник (12) цветного слоя содержит в качестве компонентов:
v1) сшивающий компонент в количестве от 30 до 80 мас.%;
v2) по меньшей мере 16,89 мас.% компонента, способного взаимодействовать со сшивающим компонентом и отличного от компонента v1;
v3) красящий агент в количестве от 3 до 25 мас.%;
v4) инициатор полимеризации и
v5) по меньшей мере одну добавку, отличную от компонентов v1-v4, в количестве от 0,01 до 5 мас%;
при этом сумма процентных содержаний всех компонентов равна 100 мас.%.
11. Способ по любому из пп.3-10, отличающийся тем, что жидкий предшественник (12) цветного слоя наносят на поверхность (11) при помощи эластичной поверхности (22).
12. Способ по любому из пп.3-11, отличающийся тем, что поверхность (11) представляет собой слой (21) сшитой пластиковой грунтовки.
13. Способ по любому из пп.1-12, отличающийся тем, что слой (9) цветного пластика имеет массу поверхности в диапазоне от 0,4 до 15 г/см2.
14. Способ по любому из пп.1-13, отличающийся тем, что слой (9) цветного пластика имеет толщину в диапазоне от 0,5 до 2 мкм.
15. Способ по любому из пп.1-14, отличающийся тем, что по меньшей мере 70% объема внутреннего пространства (1) контейнера (3) заполнено пищевым продуктом.
16. Способ по любому из пп.1-15, отличающийся тем, что контейнер изготовлен из единственного несущего слоя (6), являющегося частью листового композита (7).
17. Способ по любому из пп.1-16, отличающийся тем, что контейнер полностью изготовлен из несущего слоя (6), являющегося частью листового композита (7).
18. Способ по любому из пп.1-17, отличающийся тем, что пищевой продукт консервируют до величины F0 от 0,01 до 50.
19. Способ по любому из пп.1-18, отличающийся тем, что в закрытом заполненном контейнере (3) осуществляют перемешивание во время консервирования.
20. Листовой композит (7), содержащий:
v1. по меньшей мере один внешний слой (9) сшитого цветного пластика, содержащего красящий агент (20);
v2. несущий слой (6) и
v3. слой (37) термопластичного пластика;
при этом между слоем (9) цветного пластика и несущим слоем (6) расположен слой (21) сшитой пластиковой грунтовки.
21. Листовой композит (7) по п.20, отличающийся тем, что слой (9) цветного пластика имеет поверхность с контактным углом более 50°.
22. Контейнер (3), по меньшей мере, частично изготовленный из листового композита (7) по п.20 или 21.
23. Контейнер (3) по п.22, отличающийся тем, что контейнер содержит пищевой продукт.

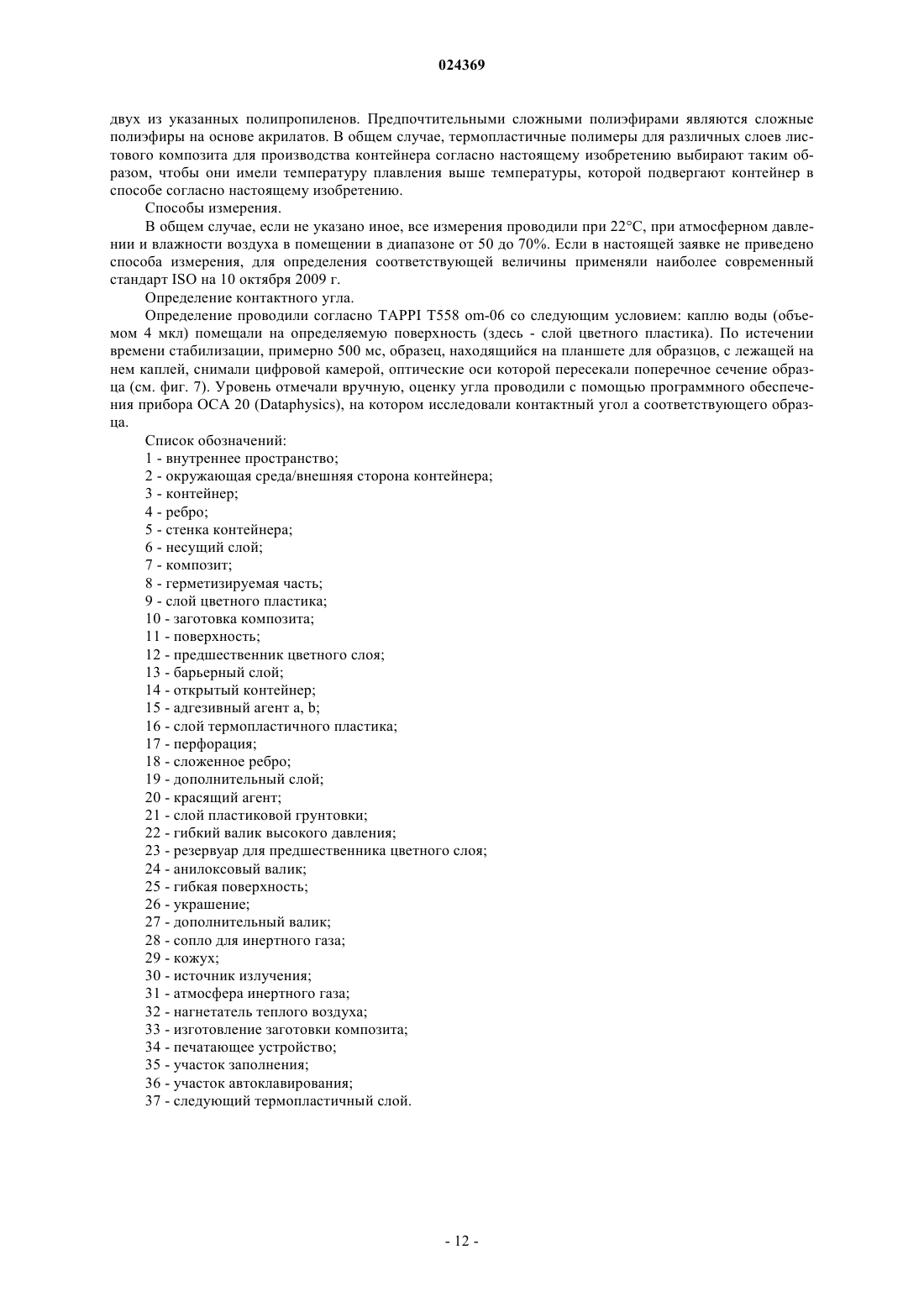
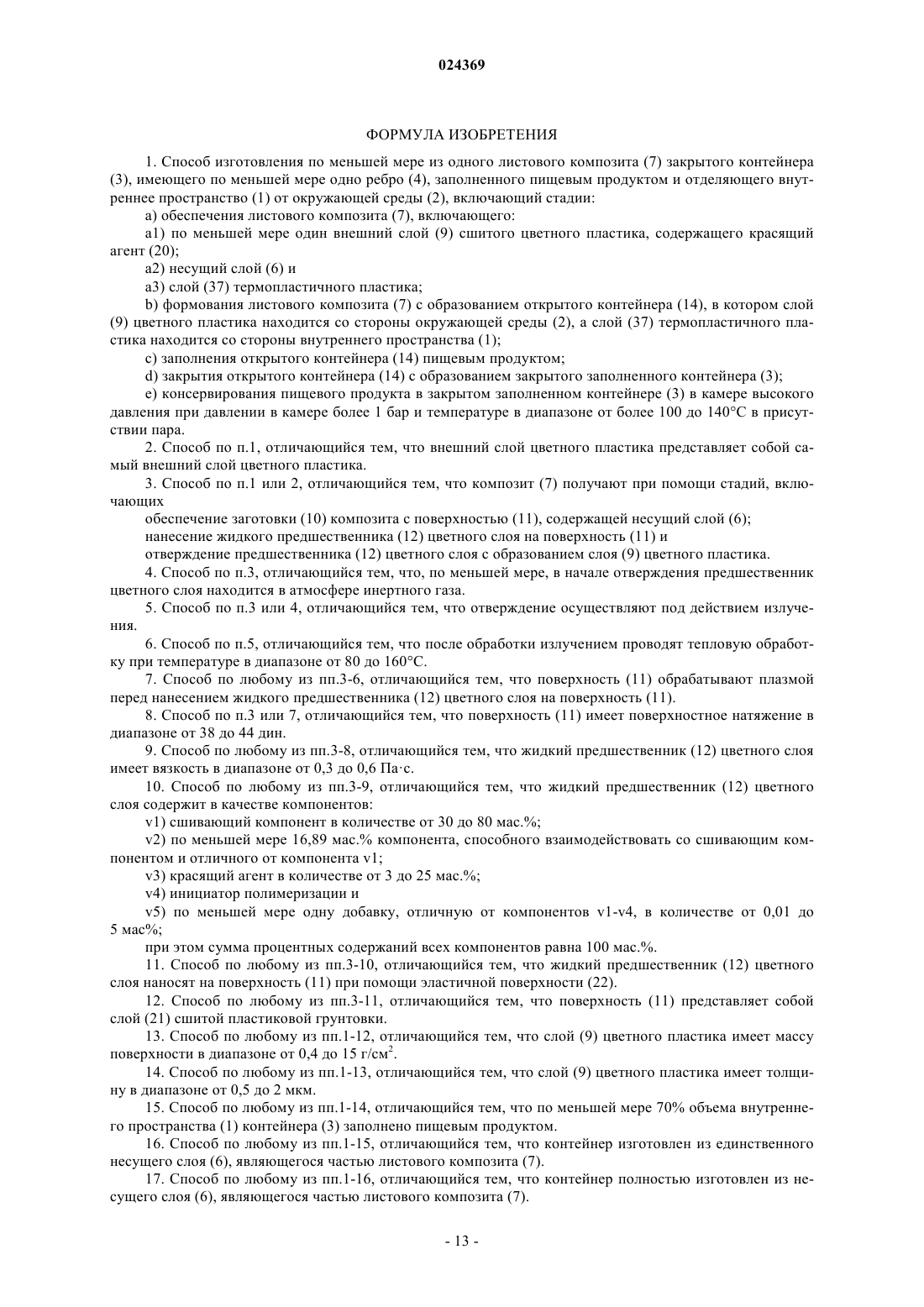
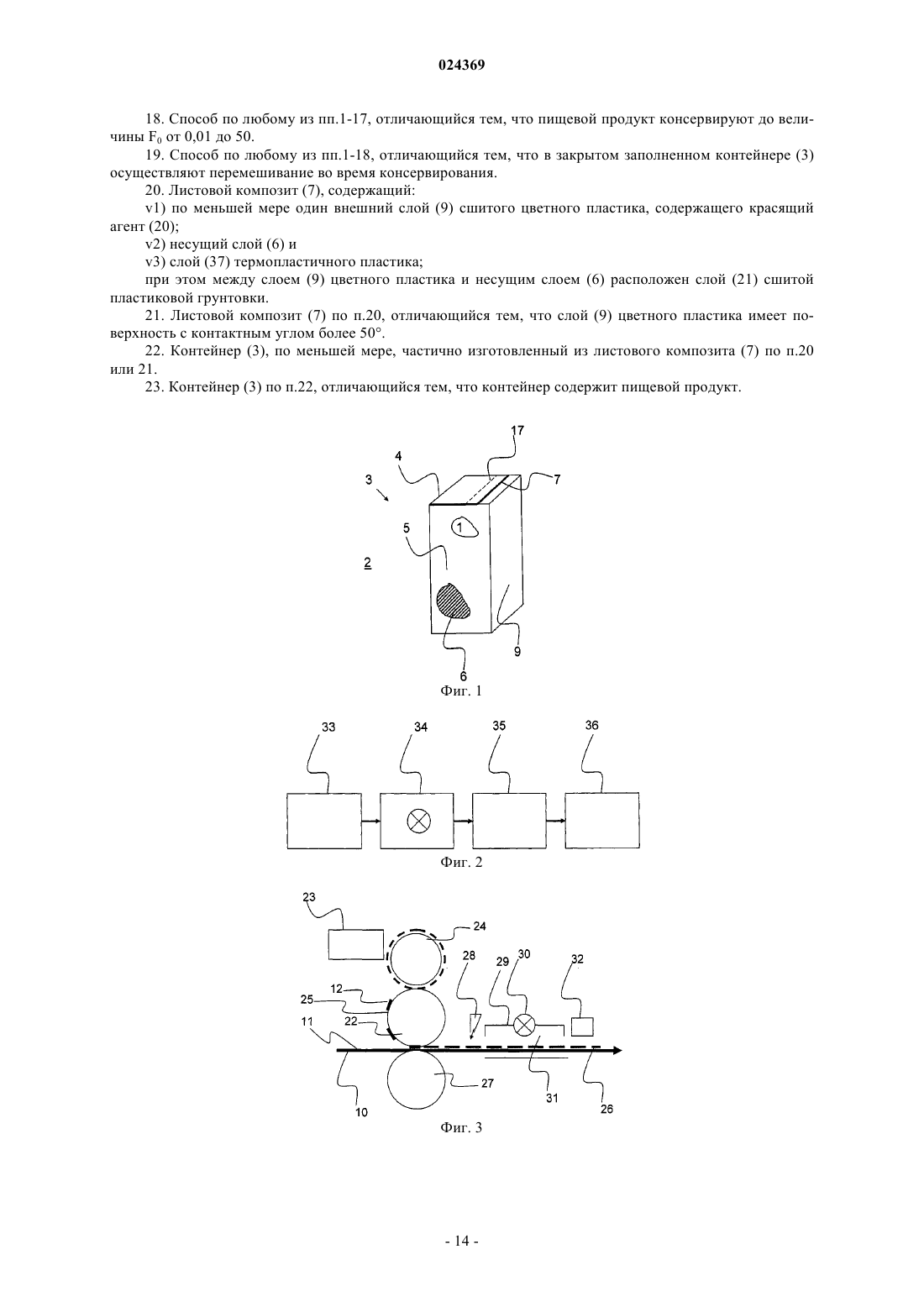
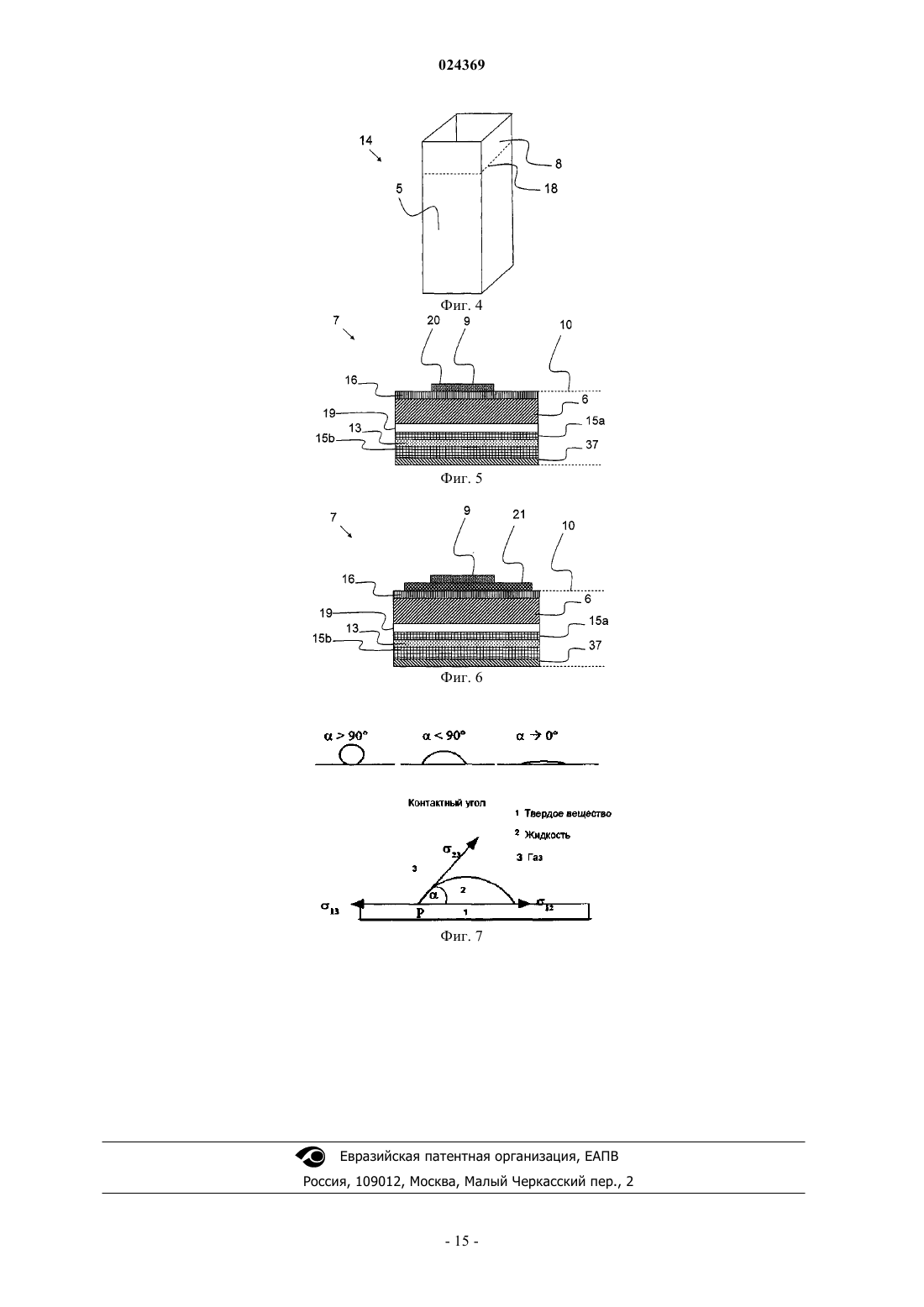
Текст
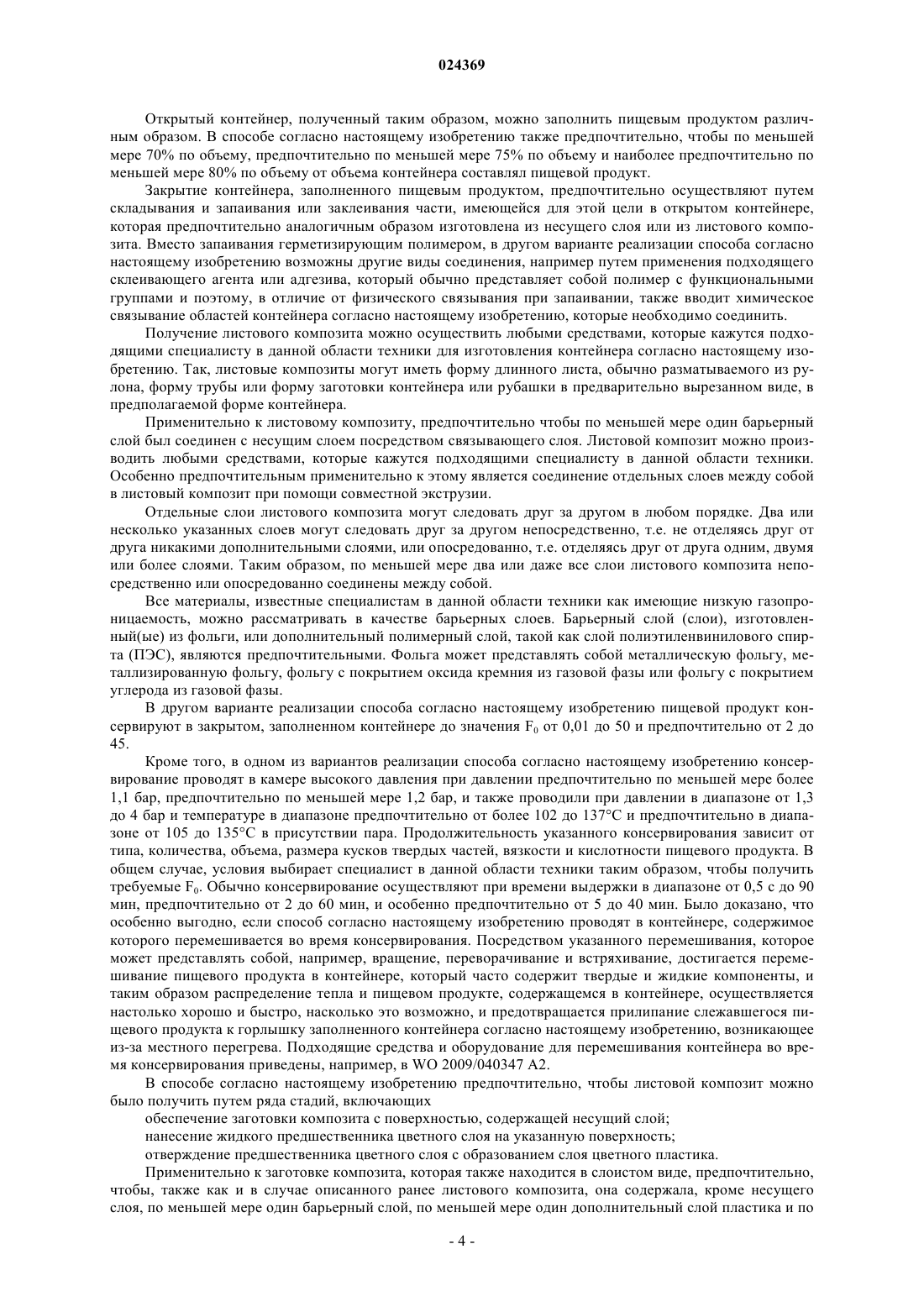
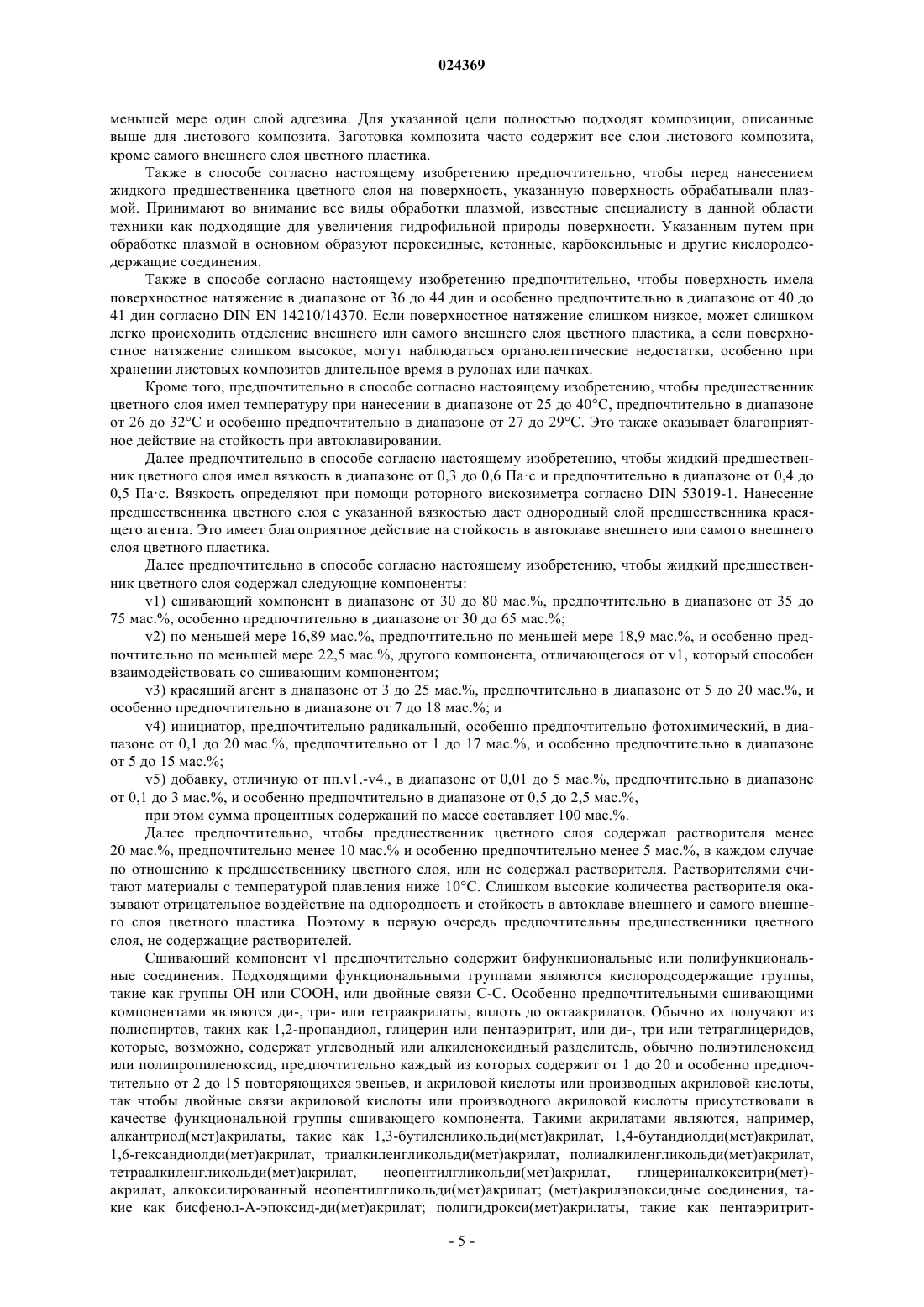
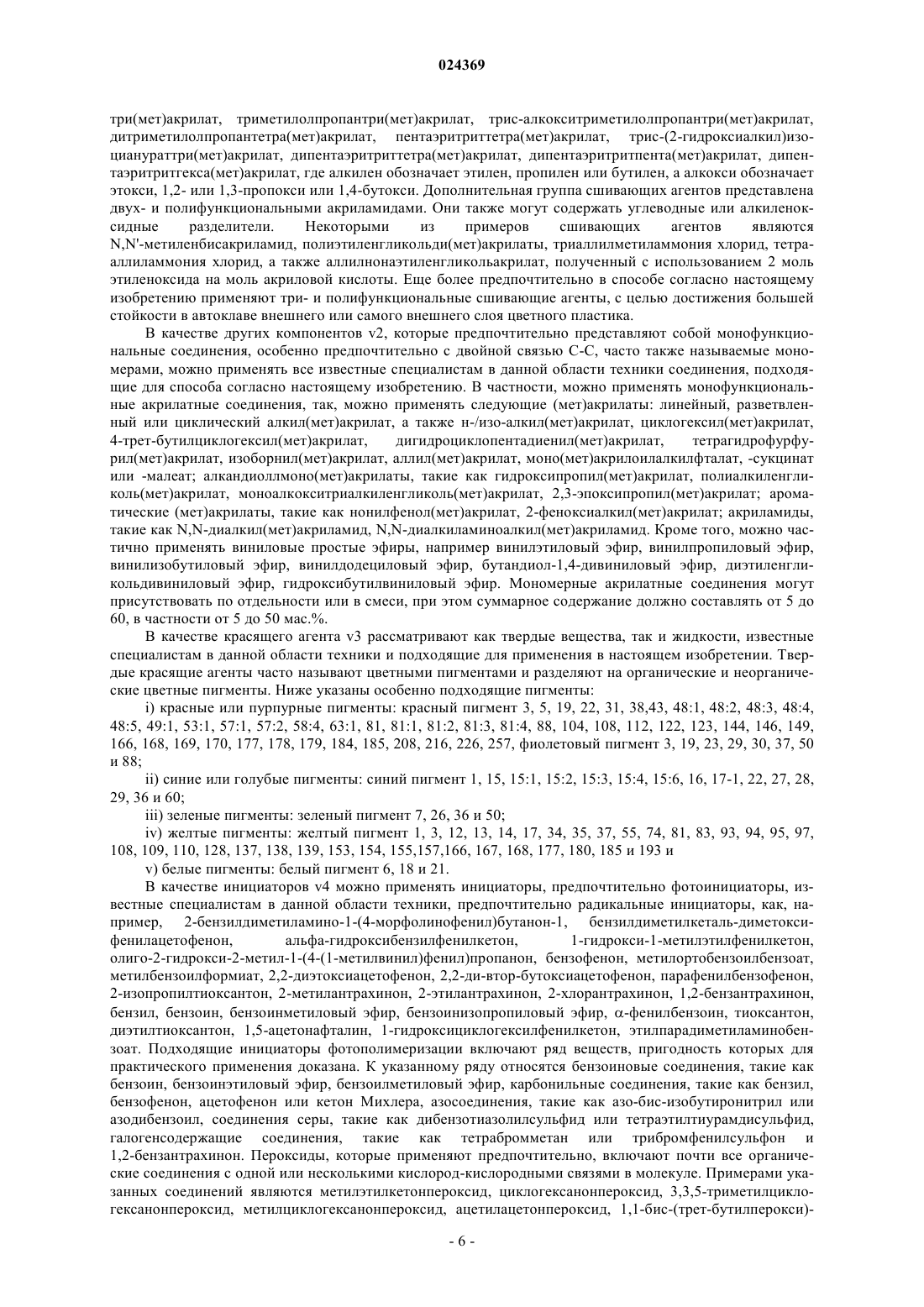
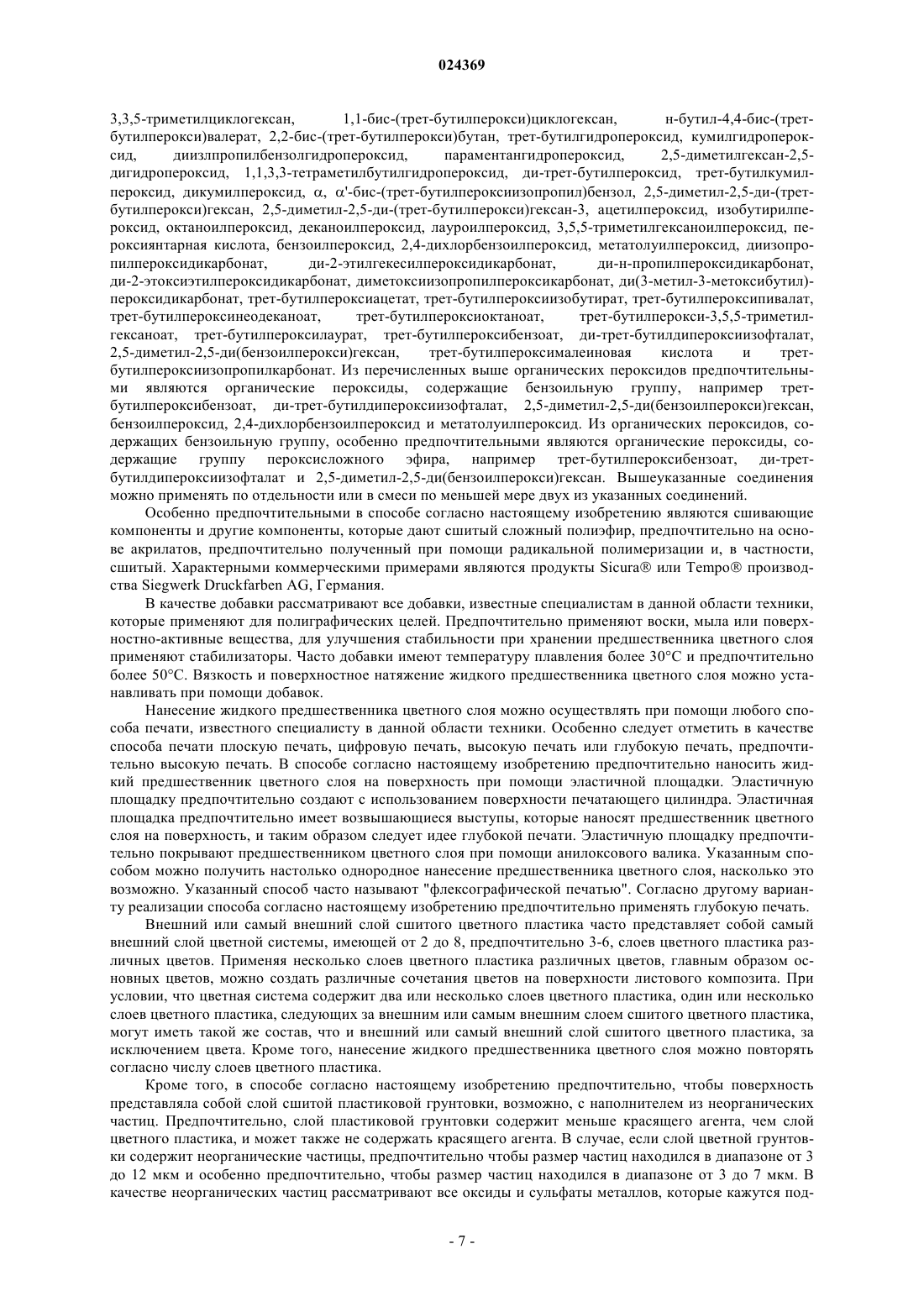
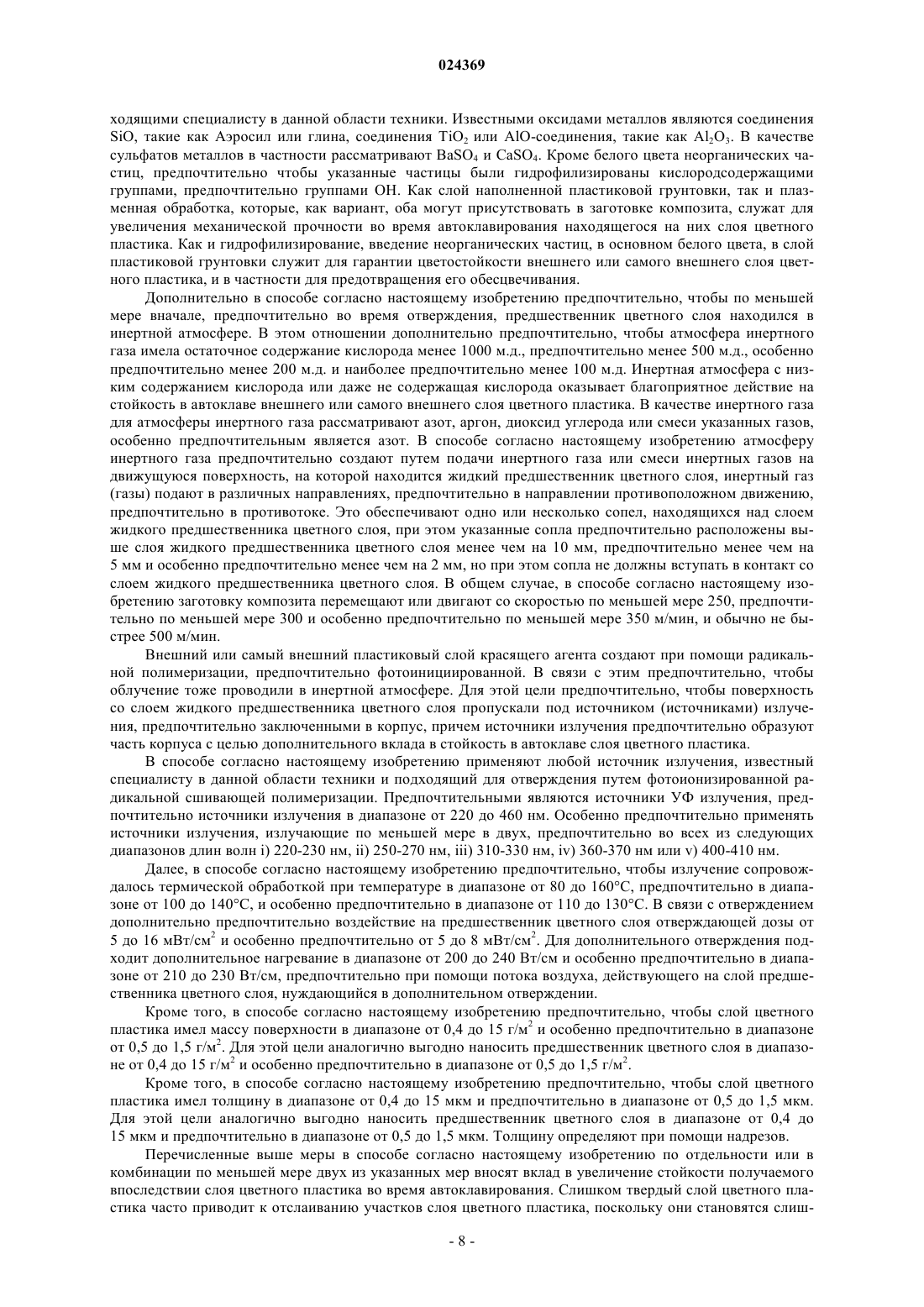
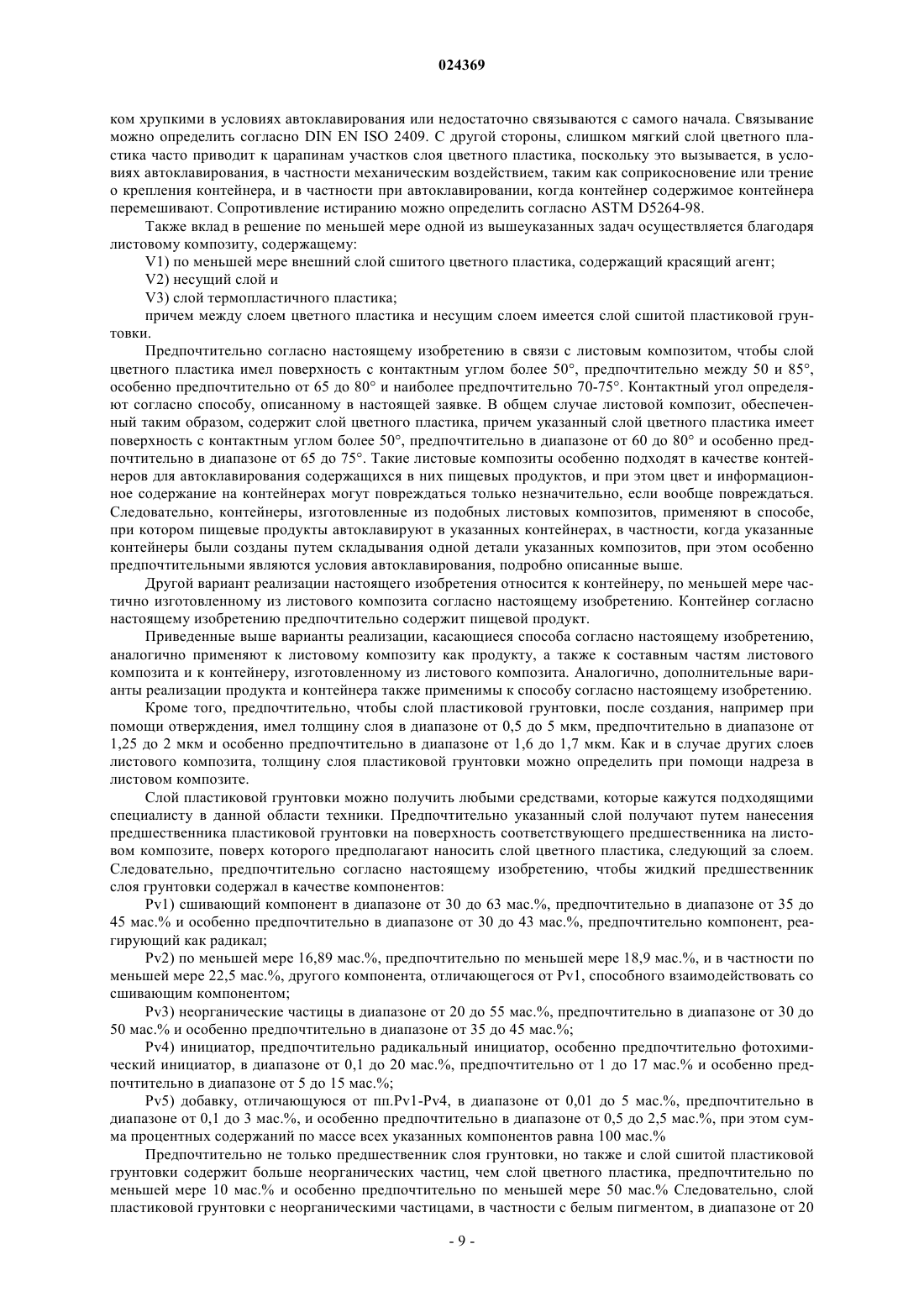
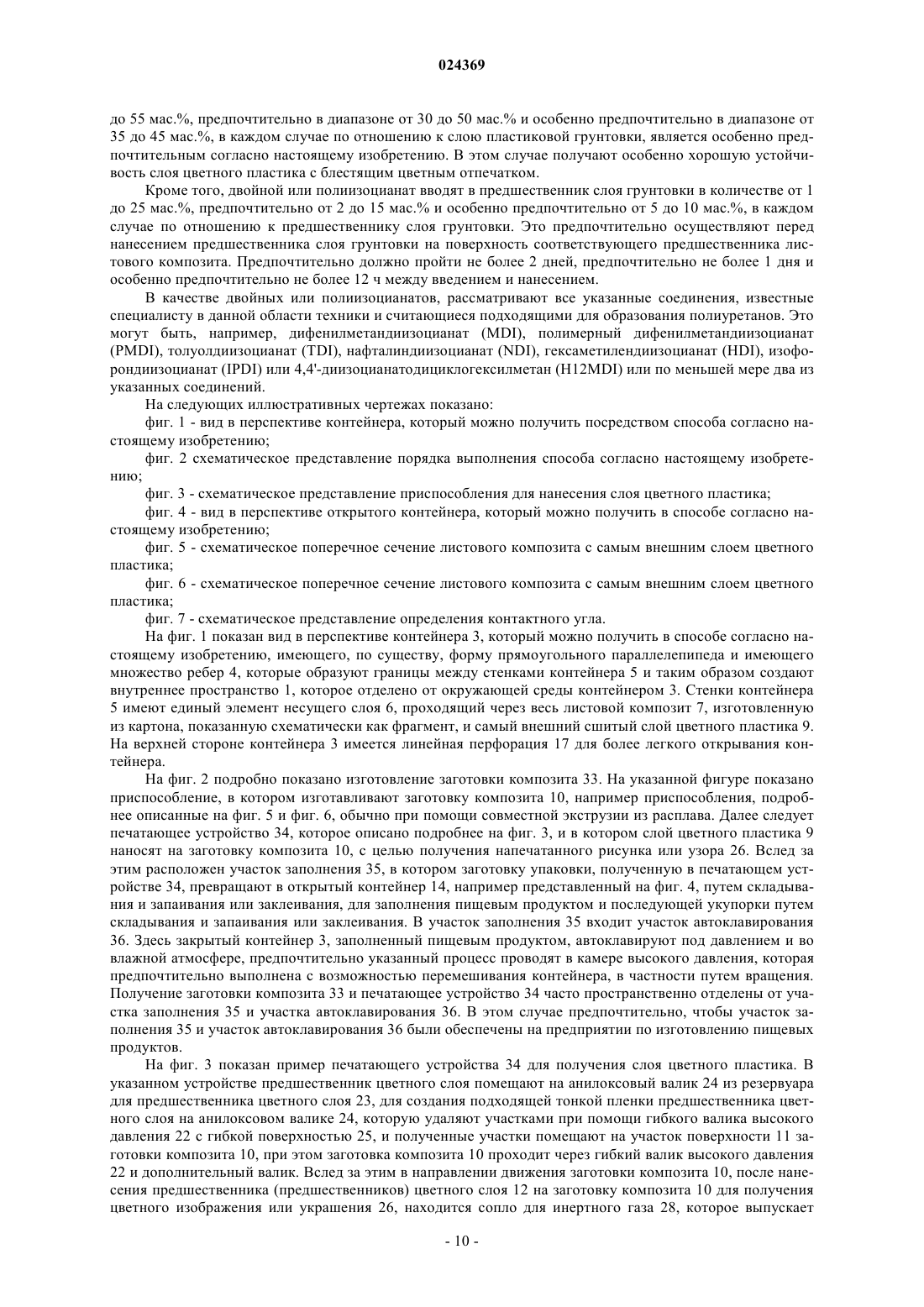
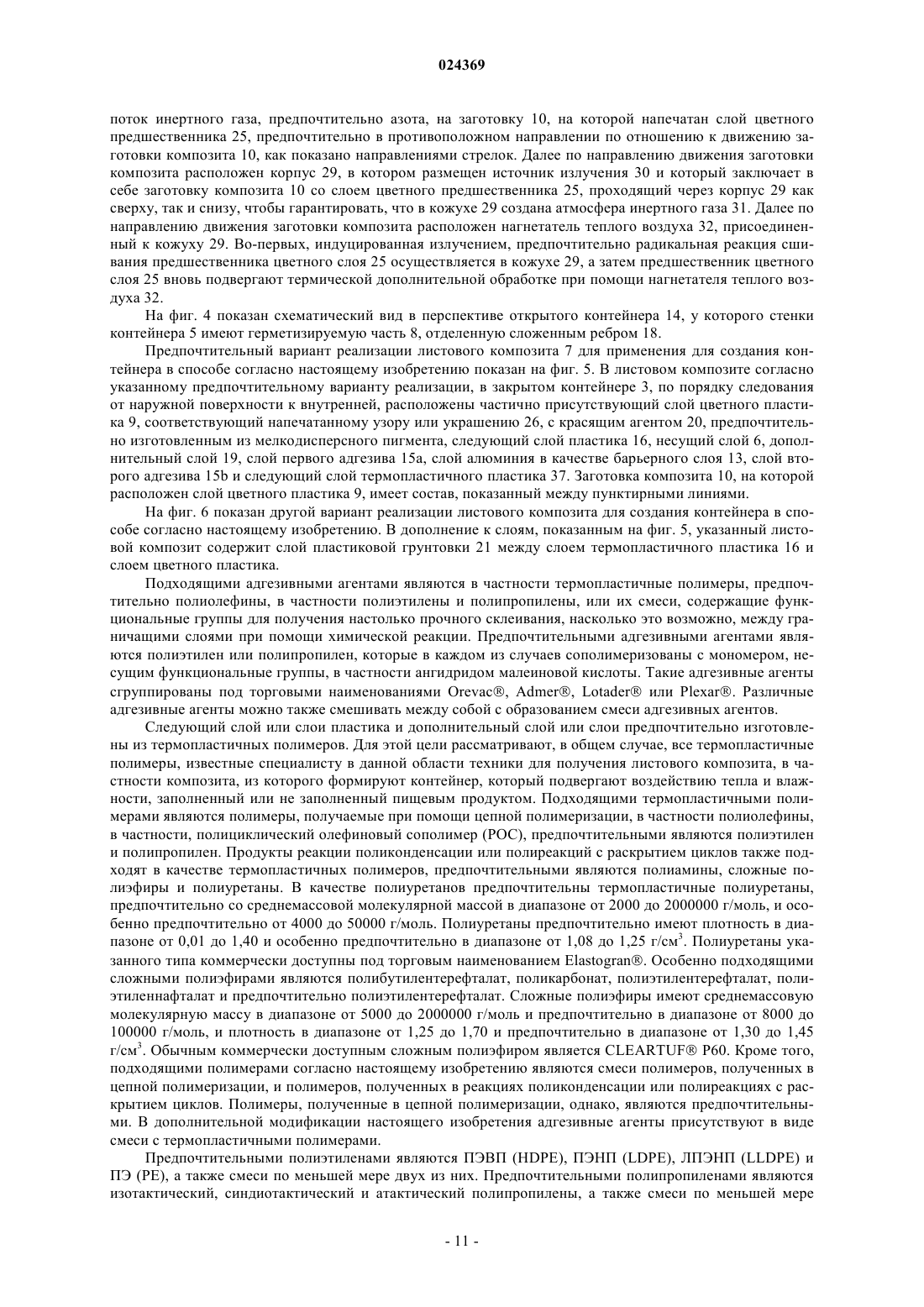
СПОСОБ ПОЛУЧЕНИЯ АВТОКЛАВИРОВАННЫХ ПИЩЕВЫХ ПРОДУКТОВ В КОНТЕЙНЕРЕ ИЗ ЛИСТОВОГО КОМПОЗИТА С ВНЕШНИМ СЛОЕМ ИЗ ОКРАШЕННОГО СШИТОГО ПОЛИМЕРА ВЫСОКОГО ДАВЛЕНИЯ Настоящее изобретение относится к способу получения закрытого контейнера (3), отделяющего внутреннее пространство (1) от окружающей среды (2), заполненного пищевым продуктом, по меньшей мере из одного листового композита (7), имеющего по меньшей мере одно ребро (4),включающему стадии a) обеспечения листового композита (7), содержащего a1) по меньшей мере один слой сшитого цветного пластика (9), содержащего красящий агент (20); а 2) несущий слой (6) и а 3) слой термопластичного пластика (37); b) формования листового композита (7) с образованием открытого контейнера (14), в котором слой цветного пластика (9) обращен в окружающую среду (2), а слой термопластичного пластика (37) обращен во внутреннее пространство (1); c) заполнения открытого контейнера (14) пищевым продуктом; d) закрытия открытого контейнера (14) с образованием закрытого заполненного контейнера (3); e) консервирования пищевого продукта в закрытом заполненном контейнере (3) в камере высокого давления при давлении в камере более 1 бар и температуре в диапазоне от более 100 до 140 С в присутствии пара.(71)(73) Заявитель и патентовладелец: СИГ ТЕКНОЛОДЖИ АГ (CH) В целом настоящее изобретение относится к способу получения закрытого заполненного контейнера, по меньшей мере, из листового композита, имеющего по меньшей мере одно ребро, включающему стадии: обеспечения листового композита, содержащего a1) по меньшей мере, внешний слой сшитого цветного пластика, содержащего красящий агент; а 2) несущий слой и а 3) слой термопластичного пластика; формования листового композита с образованием открытого контейнера; заполнения контейнера пищевым продуктом; закрытия контейнера с образованием закрытого заполненного контейнера; а также консервирования указанного контейнера. В течение длительного времени консервирование пищевых продуктов, включая как пищевые продукты для употребления человеком, так и продукты для кормления животных, осуществляли путем хранения в жестяной консервной банке или в стеклянной банке, закрытой крышкой. В связи с этим одним из путей достижения срока хранения является раздельная стерилизация, насколько это возможно, как пищевого продукта, так и контейнера, в данном случае стеклянной банки или жестяной консервной банки,и затем заполнение контейнера пищевым продуктом и герметизация контейнера. Согласно другому подходу стеклянную банку или жестяную консервную банку заполняют пищевым продуктом, а затем стерилизуют, насколько это возможно, при помощи тепловой обработки и герметизируют указанную банку. Согласно другому подходу стеклянную банку или жестяную консервную банку заполняют пищевым продуктом и герметизируют указанную банку. Вслед за этим герметизированную или закрытую банку с находящимся в ней пищевым продуктом подвергают термообработке, называемой пастеризацией, стерилизацией или автоклавированием, предпочтительно автоклавированию, в основном при помощи перегретого пара, для стерилизации, насколько это возможно, пищевого продукта, а также внутренних стенок контейнера, обращенных к пищевому продукту, и той стороны герметизирующей стенки жестяной консервной банки или крышки стеклянной банки, которая обращена к пищевому продукту. Однако указанные меры увеличения срока хранения пищевых продуктов, имеющие доказанную временем ценность,имеют и ряд недостатков. Недостатки жестяных консервных банок и стеклянных банок обусловлены их,по существу, цилиндрической формой, благодаря чему невозможна плотная, экономящая пространство упаковка. Кроме того, сами по себе жестяные консервные банки и стеклянные банки имеют значительную массу, что приводит к повышенным затратам энергии при транспортировке. Кроме того, производство стекла, олова или алюминия, даже если исходное сырье получено путем вторичной переработки,требует очень больших затрат энергии. Также недостатком является то, что в случае стеклянных банок,дополнительно имеются повышенные транспортные расходы. Стеклянные банки обычно производят на стекольных заводах, откуда их необходимо перевозить на завод, расфасовывающий пищевые продукты,при этом банки при перевозке занимают значительный объем. Кроме того, стеклянные банки или жестяные консервные банки можно открыть, только приложив значительные усилия, или при помощи инструментов, т.е. трудоемким способом. В случае жестяных консервных банок дополнительно также существует высокий риск повреждения острыми краями, получаемыми при открывании. Снова и снова при применении стеклянных банок осколки стекла попадают в пищевой продукт во время заполнения стеклянных банок или открывания заполненных стеклянных банок, что в наихудшем случае может привести к внутренним повреждениям при употреблении пищевого продукта. Другой подход к длительному хранению пищевых продуктов известен из уровня техники. Известно применение контейнеров, изготовленных из многослойного слоистого композита, часто называемого ламинатом, в котором, в частности, плотная бумага, картон или тонкий картон образуют конструкционный слой, который отвечает за стабильность указанных упаковок. Указанный тип упаковок описан, например, в WO 97/02140, где представлен способ получения сложенного, устойчивого к температуре и влажности контейнера, который подвергают так называемому способу "горячего заполнения" (cf. Ullmann's Encyclopaedia of Industrial Chemistry, Vol. A 11, "FOODS", 2. "Food Technology", 1988, sides 549and 552, VCH Verlagsgesellschaft Weinheim). Другой контейнер, изготовленный из листового композита, в котором конструкционный слой представлен твердым картоном, описан в WO 97/02181. Другой принцип изготовления контейнера, также принадлежащего к указанной группе контейнеров из листовых композитов с тонким картоном в качестве конструкционного слоя, описан в DE-OS-2412447. В WO 03/059622 А 2 также описан принцип изготовления контейнера из листового композита с тонким картоном в качестве конструкционного слоя, который применяют для автоклавирования. Указанные контейнеры часто снабжают напечатанными изображениями или цветными украшениями, которые, также как и представленная информация о содержимом контейнера, также предназначены,чтобы производить важное эстетическое впечатление на конечного потребителя пищевого продукта, содержащегося в контейнере. Особенно невыгодно, если указанные напечатанные изображения страдают от наиболее сильнодействующих условий при консервировании путем автоклавирования. Для предотвращения повреждений, по меньшей мере частично, в WO 02/22462 А 1 предложено применение защитной отделки, наносимой поверх окрашенного слоя. Подобные идеи защитного слоя поверх цветного также были предложены в DE 10252553 В 4, WO 98/51493 А 1 и в WO 2008/094085 А 1. В целом, задача настоящего изобретения заключается, по меньшей мере частично, в устранении недостатков, присущих решениям, известным из уровня техники. Также задачей настоящего изобретения является создание способа, позволяющего получить закрытый, заполненный и проавтоклавированный контейнер с минимальной стоимостью и с наименьшими из возможных повреждениями напечатанных изображений или цветных украшений. Царапин и отслойки напечатанных изображений или цветных украшений, так же как и смывания красителя во время автоклавирования необходимо избегать настолько, насколько это возможно, чтобы гарантировать такую высокую устойчивость к автоклавированию. В связи с этим скорость проведения процесса должна быть настолько высокой, насколько это возможно, а получение должно занимать настолько мало печатных средств, насколько это возможно, предпочтительно только одно печатное средство, предпочтительно непрерывного действия, что также позволяет гарантировать хорошую приспособленность контейнера к приему пищевых продуктов. Вклад в решение по меньшей мере одной из задач настоящего изобретения сделан благодаря тому,что изложено в независимых пунктах формулы изобретения и последующих вариантах реализации. Содержание зависимых пунктов формулы изобретения, которые зависят от независимых пунктов формулы изобретения, представляет предпочтительные варианты реализации указанного вклада в решение. Вклад в решение по меньшей мере одной из задач настоящего изобретения вносит способ получения закрытого контейнера, заполненного пищевым продуктом и закрывающего внутреннее пространство от окружающей среды, который изготовлен, по меньшей мере, из листового композита, имеющего по меньшей мере одно ребро, при этом указанный способ включает следующие стадии:a1) по меньшей мере один внешний, предпочтительно самый внешний, слой сшитого пластика, содержащий красящие агенты,а 2) несущий слой и а 3) слой термопластичного пластика;b) формование листового композита с образованием открытого контейнера, в котором слой цветного пластика обращен в окружающую среду, а слой пластика обращен во внутреннее пространство;c) заполнение открытого контейнера пищевым продуктом;d) закрытие открытого контейнера с образованием закрытого заполненного контейнера;e) консервирования пищевого продукта в закрытом заполненном контейнере в камере высокого давления при давлении в камере более 1 бар и температуре в диапазоне от более 100 до 140C в присутствии пара. Согласно настоящему изобретению внешний слой может любым образом содержать дополнительные слои между внешним слоем и окружающей средой. Самый внешний слой, однако, согласно настоящему изобретению, находится в непосредственном контакте с окружающей средой, и между самым внешним слоем и окружающей средой отсутствуют какие-либо дополнительные слои, в частности защитные слои. Внешний слой цветного пластика и самый внешний слой цветного пластика, вместе с соответствующим листовым композитом, незаполненный и заполненный контейнер, полученный из указанных композитов, и способ консервирования, каждый представляют собой отдельные варианты реализации настоящего изобретения. Контейнеры согласно настоящему изобретению обычно имеют от 6 до 16 ребер, предпочтительно от 7 до 12 ребер. Согласно настоящему изобретению под ребрами, в частности, понимают области, возникающие при складывании поверхности, в которой две части указанной поверхности перекрываются. Например, вытянутые области контакта, в каждом случае между двумя поверхностями стенок, в контейнере, имеющем по существу, форму прямоугольного параллелепипеда, называют ребрами. Такой контейнер в форме прямоугольного параллелепипеда имеет, как общее правило, 12 ребер. В контейнере согласно настоящему изобретению стенки контейнера предпочтительно представляют собой поверхности контейнера, ограниченные ребрами. В стенках контейнера согласно настоящему изобретению предпочтительно по меньшей мере 50%, предпочтительно по меньшей мере 70% и наиболее предпочтительно 90% площади указанных стенок образовано несущим слоем. В целом, несущий слой контейнера согласно настоящему изобретению может быть изготовлен из материалов, которые, как известно специалисту в данной области техники, подходят для указанной цели,имеющих жесткость и прочность, достаточные для придания контейнеру такой стойкости, чтобы указанный контейнер, по существу, сохранял свою форму при заполнении. Наряду с рядом пластиков предпочтительными также являются волокнистые материалы, в частности целлюлоза, особенно слоистая клееная целлюлоза, особенно предпочтительным является тонкий картон. В контейнере согласно настоящему изобретению несущий слой образует часть листового композита, который также можно называть ламинатом, и его разворачивают в виде арки, рубашки или длинного листа во время получения контейнера. Обычно листовой композит содержит по меньшей мере один слой термопластичного пластика, или несколько, а также от 1 до 4 дополнительных слоев термопластичного пластика. Рассматривают все пластики, хорошо известные специалисту в данной области техники, которые можно экструдировать из расплава и которые не способствуют расслоению листового композита в условиях автоклавирования. В таком контексте предпочтительными термопластиками являются такие полимеры, как полиэтилен (ПЭ),-2 024369 полипропилен (ПП), полиамид (ПА), полиэтилентерефталат (ПЭТФ), этиленвиниловый спирт (ЭВС),и/или жидкокристаллические полимеры (ЖКП), или смесь по меньшей мере двух из указанных полимеров. Кроме того, предпочтительно чтобы следующий пластиковый слой (слои) имел массу на единицу поверхности в диапазоне от 2 до 120 г/м 2, предпочтительно в диапазоне от 5 до 75 г/м 2, и особенно предпочтительно в диапазоне от 10 до 55 г/м 2. Также предпочтительно, чтобы следующий пластиковый слой(слои) имел толщину в диапазоне от 10 до 100 мкм, предпочтительно в диапазоне от 15 до 75 мкм и особенно предпочтительно в диапазоне от 20 до 50 мкм. Кроме того, листовой композит может содержать один или более слоев адгезивов. Они в частности служат для лучшего связывания несущего слоя с барьерным слоем, который обычно имеется. В принципе, все известные специалисту в данной области техники материалы, подходящие для склеивания путем образования химических связей, можно рассматривать в качестве адгезивов, в частности материалы, несущие функциональные группы OH-, NH2-, COOH- или ангидридные группы, предпочтительно пластики,поддающиеся экструзии из расплава, в частности сополимеры малеиновой кислоты и этилена. Такие адгезивы выпускают под торговыми названиями Orevac, Admer, Lotader или Plexar. Также можно смешивать различные адгезивные агенты с получением смешанного адгезивного агента. Также предпочтительно, чтобы контейнер согласно настоящему изобретению был выполнен с возможностью герметичного закрывания с использованием части стенки контейнера. Одним из путей достижения этого является соответствующая область стенки контейнера, имеющая складываемые или сгибаемые области, посредством которых можно герметично закрыть контейнер, при помощи предварительно согнутой и складывающейся крышки, а также закрепления сложенной крышечной части стенки контейнера. Закрепление, позволяющее герметично закрыть контейнер, можно обеспечить путем запаивания или заклеивания, или комбинации обеих этих мер, и настолько надежно, что герметизированный таким образом контейнер невозможно легко открыть в указанной области, что обеспечивает длительный срок хранения пищевого продукта. Таким образом, наиболее легким может быть открывание контейнера по перфорации перед использованием пищевого продукта. Согласно другому варианту реализации контейнера в способе согласно настоящему изобретению предпочтительно, чтобы по меньшей мере 70% объема, предпочтительно по меньшей мере 75% объема,и более предпочтительно по меньшей мере 80% объема, от объема контейнера занимал пищевой продукт со значением F0 от 0,01 до 50 и предпочтительно в диапазоне от 2 до 45. Кроме того, согласно другому варианту реализации контейнера в способе согласно настоящему изобретению стенка контейнера образована единственным несущим слоем, являющимся частью листового композита. Так, указанный контейнер может также, например, иметь боковые стенки, образованные из листового композита, содержащего только один несущий слой, при этом композитный слой закреплен на верхней и нижней сторонах при помощи крышки и дна, изготовленных из другого материала. В другой форме контейнера в способе согласно настоящему изобретению контейнер образован полностью, предпочтительно в виде одного элемента, из единственного несущего слоя, являющегося частью листового композита. Согласно настоящему изобретению предпочтительно чтобы по меньшей мере полиамидный слой, предпочтительно по меньшей мере один другой слой, и особенно предпочтительно по меньшей мере один полиамидный слой и несущий слой присутствовали в виде одного элемента в листовом композите контейнера согласно настоящему изобретению. Это применимо в частности к контейнерам в форме прямоугольного параллелепипеда, также называемых "кирпичами", а также к контейнерам в форме прямоугольного параллелепипеда, имеющим так называемый "гребешок", который обычно применяют для открывания. Согласно другому варианту реализации, контейнер в герметизированном состоянии подходит для хранения пищевых продуктов. Такие контейнеры согласно настоящему изобретению, которые закрыты и заполнены пищевым продуктом, обеспечивают возможность хранения указанного пищевого продукта в течение особенно длительного периода времени. Формование листового композита и получение открытого контейнера можно осуществить любым способом, который кажется подходящим специалисту в данной области техники. В частности, формование можно осуществить, складывая заготовки контейнеров в виде листов, в предварительно разрезанном виде, уже принимая во внимание формование контейнера таким образом, что посредством рубашки получают открытый контейнер согласно настоящему изобретению. В общем случае, это осуществляют следующим образом. После складывания указанной заготовки контейнера, длинные ребра которого запаивают или загибают в корпус, так чтобы сформировать боковые стенки, одну сторону корпуса закрывают путем складывания и последующего закрепления, в частности запаивания или заклеивания. В другом варианте реализации способа согласно настоящему изобретению сначала создают трубчатую структуру с закрепленным продольным швом путем складывания и запаивания или заклеивания перекрывающихся краев. Полученную трубчатую структуру сжимают с боков, закрепляют и разделяют, и таким образом получают открытый контейнер аналогичным образом путем складывания и запаивания или заклеивания. Так, пищевой продукт может уже присутствовать после закрепления и перед разделением. Открытый контейнер, полученный таким образом, можно заполнить пищевым продуктом различным образом. В способе согласно настоящему изобретению также предпочтительно, чтобы по меньшей мере 70% по объему, предпочтительно по меньшей мере 75% по объему и наиболее предпочтительно по меньшей мере 80% по объему от объема контейнера составлял пищевой продукт. Закрытие контейнера, заполненного пищевым продуктом, предпочтительно осуществляют путем складывания и запаивания или заклеивания части, имеющейся для этой цели в открытом контейнере,которая предпочтительно аналогичным образом изготовлена из несущего слоя или из листового композита. Вместо запаивания герметизирующим полимером, в другом варианте реализации способа согласно настоящему изобретению возможны другие виды соединения, например путем применения подходящего склеивающего агента или адгезива, который обычно представляет собой полимер с функциональными группами и поэтому, в отличие от физического связывания при запаивании, также вводит химическое связывание областей контейнера согласно настоящему изобретению, которые необходимо соединить. Получение листового композита можно осуществить любыми средствами, которые кажутся подходящими специалисту в данной области техники для изготовления контейнера согласно настоящему изобретению. Так, листовые композиты могут иметь форму длинного листа, обычно разматываемого из рулона, форму трубы или форму заготовки контейнера или рубашки в предварительно вырезанном виде, в предполагаемой форме контейнера. Применительно к листовому композиту, предпочтительно чтобы по меньшей мере один барьерный слой был соединен с несущим слоем посредством связывающего слоя. Листовой композит можно производить любыми средствами, которые кажутся подходящими специалисту в данной области техники. Особенно предпочтительным применительно к этому является соединение отдельных слоев между собой в листовый композит при помощи совместной экструзии. Отдельные слои листового композита могут следовать друг за другом в любом порядке. Два или несколько указанных слоев могут следовать друг за другом непосредственно, т.е. не отделяясь друг от друга никакими дополнительными слоями, или опосредованно, т.е. отделяясь друг от друга одним, двумя или более слоями. Таким образом, по меньшей мере два или даже все слои листового композита непосредственно или опосредованно соединены между собой. Все материалы, известные специалистам в данной области техники как имеющие низкую газопроницаемость, можно рассматривать в качестве барьерных слоев. Барьерный слой (слои), изготовленный(ые) из фольги, или дополнительный полимерный слой, такой как слой полиэтиленвинилового спирта (ПЭС), являются предпочтительными. Фольга может представлять собой металлическую фольгу, металлизированную фольгу, фольгу с покрытием оксида кремния из газовой фазы или фольгу с покрытием углерода из газовой фазы. В другом варианте реализации способа согласно настоящему изобретению пищевой продукт консервируют в закрытом, заполненном контейнере до значения F0 от 0,01 до 50 и предпочтительно от 2 до 45. Кроме того, в одном из вариантов реализации способа согласно настоящему изобретению консервирование проводят в камере высокого давления при давлении предпочтительно по меньшей мере более 1,1 бар, предпочтительно по меньшей мере 1,2 бар, и также проводили при давлении в диапазоне от 1,3 до 4 бар и температуре в диапазоне предпочтительно от более 102 до 137C и предпочтительно в диапазоне от 105 до 135C в присутствии пара. Продолжительность указанного консервирования зависит от типа, количества, объема, размера кусков твердых частей, вязкости и кислотности пищевого продукта. В общем случае, условия выбирает специалист в данной области техники таким образом, чтобы получить требуемые F0. Обычно консервирование осуществляют при времени выдержки в диапазоне от 0,5 с до 90 мин, предпочтительно от 2 до 60 мин, и особенно предпочтительно от 5 до 40 мин. Было доказано, что особенно выгодно,если способ согласно настоящему изобретению проводят в контейнере, содержимое которого перемешивается во время консервирования. Посредством указанного перемешивания, которое может представлять собой, например, вращение, переворачивание и встряхивание, достигается перемешивание пищевого продукта в контейнере, который часто содержит твердые и жидкие компоненты, и таким образом распределение тепла и пищевом продукте, содержащемся в контейнере, осуществляется настолько хорошо и быстро, насколько это возможно, и предотвращается прилипание слежавшегося пищевого продукта к горлышку заполненного контейнера согласно настоящему изобретению, возникающее из-за местного перегрева. Подходящие средства и оборудование для перемешивания контейнера во время консервирования приведены, например, в WO 2009/040347 А 2. В способе согласно настоящему изобретению предпочтительно, чтобы листовой композит можно было получить путем ряда стадий, включающих обеспечение заготовки композита с поверхностью, содержащей несущий слой; нанесение жидкого предшественника цветного слоя на указанную поверхность; отверждение предшественника цветного слоя с образованием слоя цветного пластика. Применительно к заготовке композита, которая также находится в слоистом виде, предпочтительно,чтобы, также как и в случае описанного ранее листового композита, она содержала, кроме несущего слоя, по меньшей мере один барьерный слой, по меньшей мере один дополнительный слой пластика и по меньшей мере один слой адгезива. Для указанной цели полностью подходят композиции, описанные выше для листового композита. Заготовка композита часто содержит все слои листового композита,кроме самого внешнего слоя цветного пластика. Также в способе согласно настоящему изобретению предпочтительно, чтобы перед нанесением жидкого предшественника цветного слоя на поверхность, указанную поверхность обрабатывали плазмой. Принимают во внимание все виды обработки плазмой, известные специалисту в данной области техники как подходящие для увеличения гидрофильной природы поверхности. Указанным путем при обработке плазмой в основном образуют пероксидные, кетонные, карбоксильные и другие кислородсодержащие соединения. Также в способе согласно настоящему изобретению предпочтительно, чтобы поверхность имела поверхностное натяжение в диапазоне от 36 до 44 дин и особенно предпочтительно в диапазоне от 40 до 41 дин согласно DIN EN 14210/14370. Если поверхностное натяжение слишком низкое, может слишком легко происходить отделение внешнего или самого внешнего слоя цветного пластика, а если поверхностное натяжение слишком высокое, могут наблюдаться органолептические недостатки, особенно при хранении листовых композитов длительное время в рулонах или пачках. Кроме того, предпочтительно в способе согласно настоящему изобретению, чтобы предшественник цветного слоя имел температуру при нанесении в диапазоне от 25 до 40C, предпочтительно в диапазоне от 26 до 32C и особенно предпочтительно в диапазоне от 27 до 29C. Это также оказывает благоприятное действие на стойкость при автоклавировании. Далее предпочтительно в способе согласно настоящему изобретению, чтобы жидкий предшественник цветного слоя имел вязкость в диапазоне от 0,3 до 0,6 Пас и предпочтительно в диапазоне от 0,4 до 0,5 Пас. Вязкость определяют при помощи роторного вискозиметра согласно DIN 53019-1. Нанесение предшественника цветного слоя с указанной вязкостью дает однородный слой предшественника красящего агента. Это имеет благоприятное действие на стойкость в автоклаве внешнего или самого внешнего слоя цветного пластика. Далее предпочтительно в способе согласно настоящему изобретению, чтобы жидкий предшественник цветного слоя содержал следующие компоненты:v2) по меньшей мере 16,89 мас.%, предпочтительно по меньшей мере 18,9 мас.%, и особенно предпочтительно по меньшей мере 22,5 мас.%, другого компонента, отличающегося от v1, который способен взаимодействовать со сшивающим компонентом;v5) добавку, отличную от пп.v1.-v4., в диапазоне от 0,01 до 5 мас.%, предпочтительно в диапазоне от 0,1 до 3 мас.%, и особенно предпочтительно в диапазоне от 0,5 до 2,5 мас.%,при этом сумма процентных содержаний по массе составляет 100 мас.%. Далее предпочтительно, чтобы предшественник цветного слоя содержал растворителя менее 20 мас.%, предпочтительно менее 10 мас.% и особенно предпочтительно менее 5 мас.%, в каждом случае по отношению к предшественнику цветного слоя, или не содержал растворителя. Растворителями считают материалы с температурой плавления ниже 10C. Слишком высокие количества растворителя оказывают отрицательное воздействие на однородность и стойкость в автоклаве внешнего и самого внешнего слоя цветного пластика. Поэтому в первую очередь предпочтительны предшественники цветного слоя, не содержащие растворителей. Сшивающий компонент v1 предпочтительно содержит бифункциональные или полифункциональные соединения. Подходящими функциональными группами являются кислородсодержащие группы,такие как группы OH или COOH, или двойные связи C-C. Особенно предпочтительными сшивающими компонентами являются ди-, три- или тетраакрилаты, вплоть до октаакрилатов. Обычно их получают из полиспиртов, таких как 1,2-пропандиол, глицерин или пентаэритрит, или ди-, три или тетраглицеридов,которые, возможно, содержат углеводный или алкиленоксидный разделитель, обычно полиэтиленоксид или полипропиленоксид, предпочтительно каждый из которых содержит от 1 до 20 и особенно предпочтительно от 2 до 15 повторяющихся звеньев, и акриловой кислоты или производных акриловой кислоты,так чтобы двойные связи акриловой кислоты или производного акриловой кислоты присутствовали в качестве функциональной группы сшивающего компонента. Такими акрилатами являются, например,алкантриол(мет)акрилаты, такие как 1,3-бутиленликольди(мет)акрилат, 1,4-бутандиолди(мет)акрилат,1,6-гександиолди(мет)акрилат, триалкиленгликольди(мет)акрилат, полиалкиленгликольди(мет)акрилат,тетраалкиленгликольди(мет)акрилат,неопентилгликольди(мет)акрилат,глицериналкокситри(мет)акрилат, алкоксилированный неопентилгликольди(мет)акрилат; (мет)акрилэпоксидные соединения, такие как бисфенол-А-эпоксид-ди(мет)акрилат; полигидрокси(мет)акрилаты, такие как пентаэритрит-5 024369 три(мет)акрилат, триметилолпропантри(мет)акрилат, трис-алкокситриметилолпропантри(мет)акрилат,дитриметилолпропантетра(мет)акрилат, пентаэритриттетра(мет)акрилат, трис-(2-гидроксиалкил)изоцианураттри(мет)акрилат, дипентаэритриттетра(мет)акрилат, дипентаэритритпента(мет)акрилат, дипентаэритритгекса(мет)акрилат, где алкилен обозначает этилен, пропилен или бутилен, а алкокси обозначает этокси, 1,2- или 1,3-пропокси или 1,4-бутокси. Дополнительная группа сшивающих агентов представлена двух- и полифункциональными акриламидами. Они также могут содержать углеводные или алкиленоксидные разделители. Некоторыми из примеров сшивающих агентов являютсяN,N'-метиленбисакриламид, полиэтиленгликольди(мет)акрилаты, триаллилметиламмония хлорид, тетрааллиламмония хлорид, а также аллилнонаэтиленгликольакрилат, полученный с использованием 2 моль этиленоксида на моль акриловой кислоты. Еще более предпочтительно в способе согласно настоящему изобретению применяют три- и полифункциональные сшивающие агенты, с целью достижения большей стойкости в автоклаве внешнего или самого внешнего слоя цветного пластика. В качестве других компонентов v2, которые предпочтительно представляют собой монофункциональные соединения, особенно предпочтительно с двойной связью C-C, часто также называемые мономерами, можно применять все известные специалистам в данной области техники соединения, подходящие для способа согласно настоящему изобретению. В частности, можно применять монофункциональные акрилатные соединения, так, можно применять следующие (мет)акрилаты: линейный, разветвленный или циклический алкил(мет)акрилат, а также н-/изо-алкил(мет)акрилат, циклогексил(мет)акрилат,4-трет-бутилциклогексил(мет)акрилат,дигидроциклопентадиенил(мет)акрилат,тетрагидрофурфурил(мет)акрилат, изоборнил(мет)акрилат, аллил(мет)акрилат, моно(мет)акрилоилалкилфталат, -сукцинат или -малеат; алкандиоллмоно(мет)акрилаты, такие как гидроксипропил(мет)акрилат, полиалкиленгликоль(мет)акрилат, моноалкокситриалкиленгликоль(мет)акрилат, 2,3-эпоксипропил(мет)акрилат; ароматические (мет)акрилаты, такие как нонилфенол(мет)акрилат, 2-феноксиалкил(мет)акрилат; акриламиды,такие как N,N-диалкил(мет)акриламид, N,N-диалкиламиноалкил(мет)акриламид. Кроме того, можно частично применять виниловые простые эфиры, например винилэтиловый эфир, винилпропиловый эфир,винилизобутиловый эфир, винилдодециловый эфир, бутандиол-1,4-дивиниловый эфир, диэтиленгликольдивиниловый эфир, гидроксибутилвиниловый эфир. Мономерные акрилатные соединения могут присутствовать по отдельности или в смеси, при этом суммарное содержание должно составлять от 5 до 60, в частности от 5 до 50 мас.%. В качестве красящего агента v3 рассматривают как твердые вещества, так и жидкости, известные специалистам в данной области техники и подходящие для применения в настоящем изобретении. Твердые красящие агенты часто называют цветными пигментами и разделяют на органические и неорганические цветные пигменты. Ниже указаны особенно подходящие пигменты:i) красные или пурпурные пигменты: красный пигмент 3, 5, 19, 22, 31, 38,43, 48:1, 48:2, 48:3, 48:4,48:5, 49:1, 53:1, 57:1, 57:2, 58:4, 63:1, 81, 81:1, 81:2, 81:3, 81:4, 88, 104, 108, 112, 122, 123, 144, 146, 149,166, 168, 169, 170, 177, 178, 179, 184, 185, 208, 216, 226, 257, фиолетовый пигмент 3, 19, 23, 29, 30, 37, 50 и 88;ii) синие или голубые пигменты: синий пигмент 1, 15, 15:1, 15:2, 15:3, 15:4, 15:6, 16, 17-1, 22, 27, 28,29, 36 и 60;v) белые пигменты: белый пигмент 6, 18 и 21. В качестве инициаторов v4 можно применять инициаторы, предпочтительно фотоинициаторы, известные специалистам в данной области техники, предпочтительно радикальные инициаторы, как, например, 2-бензилдиметиламино-1-(4-морфолинофенил)бутанон-1, бензилдиметилкеталь-диметоксифенилацетофенон,альфа-гидроксибензилфенилкетон,1-гидрокси-1-метилэтилфенилкетон,олиго-2-гидрокси-2-метил-1-(4-(1-метилвинил)фенил)пропанон, бензофенон, метилортобензоилбензоат,метилбензоилформиат, 2,2-диэтоксиацетофенон, 2,2-ди-втор-бутоксиацетофенон, парафенилбензофенон,2-изопропилтиоксантон, 2-метилантрахинон, 2-этилантрахинон, 2-хлорантрахинон, 1,2-бензантрахинон,бензил, бензоин, бензоинметиловый эфир, бензоинизопропиловый эфир, -фенилбензоин, тиоксантон,диэтилтиоксантон, 1,5-ацетонафталин, 1-гидроксициклогексилфенилкетон, этилпарадиметиламинобензоат. Подходящие инициаторы фотополимеризации включают ряд веществ, пригодность которых для практического применения доказана. К указанному ряду относятся бензоиновые соединения, такие как бензоин, бензоинэтиловый эфир, бензоилметиловый эфир, карбонильные соединения, такие как бензил,бензофенон, ацетофенон или кетон Михлера, азосоединения, такие как азо-бис-изобутиронитрил или азодибензоил, соединения серы, такие как дибензотиазолилсульфид или тетраэтилтиурамдисульфид,галогенсодержащие соединения, такие как тетрабромметан или трибромфенилсульфон и 1,2-бензантрахинон. Пероксиды, которые применяют предпочтительно, включают почти все органические соединения с одной или несколькими кислород-кислородными связями в молекуле. Примерами указанных соединений являются метилэтилкетонпероксид, циклогексанонпероксид, 3,3,5-триметилциклогексанонпероксид, метилциклогексанонпероксид, ацетилацетонпероксид, 1,1-бис-(трет-бутилперокси)-6 024369 3,3,5-триметилциклогексан,1,1-бис-(трет-бутилперокси)циклогексан,н-бутил-4,4-бис-(третбутилперокси)валерат, 2,2-бис-(трет-бутилперокси)бутан, трет-бутилгидропероксид, кумилгидропероксид,диизлпропилбензолгидропероксид,параментангидропероксид,2,5-диметилгексан-2,5 дигидропероксид, 1,1,3,3-тетраметилбутилгидропероксид, ди-трет-бутилпероксид, трет-бутилкумилпероксид, дикумилпероксид, , '-бис-(трет-бутилпероксиизопропил)бензол, 2,5-диметил-2,5-ди-(третбутилперокси)гексан, 2,5-диметил-2,5-ди-(трет-бутилперокси)гексан-3, ацетилпероксид, изобутирилпероксид, октаноилпероксид, деканоилпероксид, лауроилпероксид, 3,5,5-триметилгексаноилпероксид, пероксиянтарная кислота, бензоилпероксид, 2,4-дихлорбензоилпероксид, метатолуилпероксид, диизопропилпероксидикарбонат,ди-2-этилгекесилпероксидикарбонат,ди-н-пропилпероксидикарбонат,ди-2-этоксиэтилпероксидикарбонат, диметоксиизопропилпероксикарбонат, ди(3-метил-3-метоксибутил)пероксидикарбонат, трет-бутилпероксиацетат, трет-бутилпероксиизобутират, трет-бутилпероксипивалат,трет-бутилпероксинеодеканоат,трет-бутилпероксиоктаноат,трет-бутилперокси-3,5,5-триметилгексаноат, трет-бутилпероксилаурат, трет-бутилпероксибензоат, ди-трет-бутилдипероксиизофталат,2,5-диметил-2,5-ди(бензоилперокси)гексан,трет-бутилпероксималеиновая кислота и третбутилпероксиизопропилкарбонат. Из перечисленных выше органических пероксидов предпочтительными являются органические пероксиды, содержащие бензоильную группу, например третбутилпероксибензоат, ди-трет-бутилдипероксиизофталат, 2,5-диметил-2,5-ди(бензоилперокси)гексан,бензоилпероксид, 2,4-дихлорбензоилпероксид и метатолуилпероксид. Из органических пероксидов, содержащих бензоильную группу, особенно предпочтительными являются органические пероксиды, содержащие группу пероксисложного эфира, например трет-бутилпероксибензоат, ди-третбутилдипероксиизофталат и 2,5-диметил-2,5-ди(бензоилперокси)гексан. Вышеуказанные соединения можно применять по отдельности или в смеси по меньшей мере двух из указанных соединений. Особенно предпочтительными в способе согласно настоящему изобретению являются сшивающие компоненты и другие компоненты, которые дают сшитый сложный полиэфир, предпочтительно на основе акрилатов, предпочтительно полученный при помощи радикальной полимеризации и, в частности,сшитый. Характерными коммерческими примерами являются продукты Sicura или Tempo производства Siegwerk Druckfarben AG, Германия. В качестве добавки рассматривают все добавки, известные специалистам в данной области техники,которые применяют для полиграфических целей. Предпочтительно применяют воски, мыла или поверхностно-активные вещества, для улучшения стабильности при хранении предшественника цветного слоя применяют стабилизаторы. Часто добавки имеют температуру плавления более 30C и предпочтительно более 50C. Вязкость и поверхностное натяжение жидкого предшественника цветного слоя можно устанавливать при помощи добавок. Нанесение жидкого предшественника цветного слоя можно осуществлять при помощи любого способа печати, известного специалисту в данной области техники. Особенно следует отметить в качестве способа печати плоскую печать, цифровую печать, высокую печать или глубокую печать, предпочтительно высокую печать. В способе согласно настоящему изобретению предпочтительно наносить жидкий предшественник цветного слоя на поверхность при помощи эластичной площадки. Эластичную площадку предпочтительно создают с использованием поверхности печатающего цилиндра. Эластичная площадка предпочтительно имеет возвышающиеся выступы, которые наносят предшественник цветного слоя на поверхность, и таким образом следует идее глубокой печати. Эластичную площадку предпочтительно покрывают предшественником цветного слоя при помощи анилоксового валика. Указанным способом можно получить настолько однородное нанесение предшественника цветного слоя, насколько это возможно. Указанный способ часто называют "флексографической печатью". Согласно другому варианту реализации способа согласно настоящему изобретению предпочтительно применять глубокую печать. Внешний или самый внешний слой сшитого цветного пластика часто представляет собой самый внешний слой цветной системы, имеющей от 2 до 8, предпочтительно 3-6, слоев цветного пластика различных цветов. Применяя несколько слоев цветного пластика различных цветов, главным образом основных цветов, можно создать различные сочетания цветов на поверхности листового композита. При условии, что цветная система содержит два или несколько слоев цветного пластика, один или несколько слоев цветного пластика, следующих за внешним или самым внешним слоем сшитого цветного пластика,могут иметь такой же состав, что и внешний или самый внешний слой сшитого цветного пластика, за исключением цвета. Кроме того, нанесение жидкого предшественника цветного слоя можно повторять согласно числу слоев цветного пластика. Кроме того, в способе согласно настоящему изобретению предпочтительно, чтобы поверхность представляла собой слой сшитой пластиковой грунтовки, возможно, с наполнителем из неорганических частиц. Предпочтительно, слой пластиковой грунтовки содержит меньше красящего агента, чем слой цветного пластика, и может также не содержать красящего агента. В случае, если слой цветной грунтовки содержит неорганические частицы, предпочтительно чтобы размер частиц находился в диапазоне от 3 до 12 мкм и особенно предпочтительно, чтобы размер частиц находился в диапазоне от 3 до 7 мкм. В качестве неорганических частиц рассматривают все оксиды и сульфаты металлов, которые кажутся под-7 024369 ходящими специалисту в данной области техники. Известными оксидами металлов являются соединенияSiO, такие как Аэросил или глина, соединения TiO2 или AlO-соединения, такие как Al2O3. В качестве сульфатов металлов в частности рассматривают BaSO4 и CaSO4. Кроме белого цвета неорганических частиц, предпочтительно чтобы указанные частицы были гидрофилизированы кислородсодержащими группами, предпочтительно группами OH. Как слой наполненной пластиковой грунтовки, так и плазменная обработка, которые, как вариант, оба могут присутствовать в заготовке композита, служат для увеличения механической прочности во время автоклавирования находящегося на них слоя цветного пластика. Как и гидрофилизирование, введение неорганических частиц, в основном белого цвета, в слой пластиковой грунтовки служит для гарантии цветостойкости внешнего или самого внешнего слоя цветного пластика, и в частности для предотвращения его обесцвечивания. Дополнительно в способе согласно настоящему изобретению предпочтительно, чтобы по меньшей мере вначале, предпочтительно во время отверждения, предшественник цветного слоя находился в инертной атмосфере. В этом отношении дополнительно предпочтительно, чтобы атмосфера инертного газа имела остаточное содержание кислорода менее 1000 м.д., предпочтительно менее 500 м.д., особенно предпочтительно менее 200 м.д. и наиболее предпочтительно менее 100 м.д. Инертная атмосфера с низким содержанием кислорода или даже не содержащая кислорода оказывает благоприятное действие на стойкость в автоклаве внешнего или самого внешнего слоя цветного пластика. В качестве инертного газа для атмосферы инертного газа рассматривают азот, аргон, диоксид углерода или смеси указанных газов,особенно предпочтительным является азот. В способе согласно настоящему изобретению атмосферу инертного газа предпочтительно создают путем подачи инертного газа или смеси инертных газов на движущуюся поверхность, на которой находится жидкий предшественник цветного слоя, инертный газ(газы) подают в различных направлениях, предпочтительно в направлении противоположном движению,предпочтительно в противотоке. Это обеспечивают одно или несколько сопел, находящихся над слоем жидкого предшественника цветного слоя, при этом указанные сопла предпочтительно расположены выше слоя жидкого предшественника цветного слоя менее чем на 10 мм, предпочтительно менее чем на 5 мм и особенно предпочтительно менее чем на 2 мм, но при этом сопла не должны вступать в контакт со слоем жидкого предшественника цветного слоя. В общем случае, в способе согласно настоящему изобретению заготовку композита перемещают или двигают со скоростью по меньшей мере 250, предпочтительно по меньшей мере 300 и особенно предпочтительно по меньшей мере 350 м/мин, и обычно не быстрее 500 м/мин. Внешний или самый внешний пластиковый слой красящего агента создают при помощи радикальной полимеризации, предпочтительно фотоинициированной. В связи с этим предпочтительно, чтобы облучение тоже проводили в инертной атмосфере. Для этой цели предпочтительно, чтобы поверхность со слоем жидкого предшественника цветного слоя пропускали под источником (источниками) излучения, предпочтительно заключенными в корпус, причем источники излучения предпочтительно образуют часть корпуса с целью дополнительного вклада в стойкость в автоклаве слоя цветного пластика. В способе согласно настоящему изобретению применяют любой источник излучения, известный специалисту в данной области техники и подходящий для отверждения путем фотоионизированной радикальной сшивающей полимеризации. Предпочтительными являются источники УФ излучения, предпочтительно источники излучения в диапазоне от 220 до 460 нм. Особенно предпочтительно применять источники излучения, излучающие по меньшей мере в двух, предпочтительно во всех из следующих диапазонов длин волн i) 220-230 нм, ii) 250-270 нм, iii) 310-330 нм, iv) 360-370 нм или v) 400-410 нм. Далее, в способе согласно настоящему изобретению предпочтительно, чтобы излучение сопровождалось термической обработкой при температуре в диапазоне от 80 до 160C, предпочтительно в диапазоне от 100 до 140C, и особенно предпочтительно в диапазоне от 110 до 130C. В связи с отверждением дополнительно предпочтительно воздействие на предшественник цветного слоя отверждающей дозы от 5 до 16 мВт/см 2 и особенно предпочтительно от 5 до 8 мВт/см 2. Для дополнительного отверждения подходит дополнительное нагревание в диапазоне от 200 до 240 Вт/см и особенно предпочтительно в диапазоне от 210 до 230 Вт/см, предпочтительно при помощи потока воздуха, действующего на слой предшественника цветного слоя, нуждающийся в дополнительном отверждении. Кроме того, в способе согласно настоящему изобретению предпочтительно, чтобы слой цветного пластика имел массу поверхности в диапазоне от 0,4 до 15 г/м 2 и особенно предпочтительно в диапазоне от 0,5 до 1,5 г/м 2. Для этой цели аналогично выгодно наносить предшественник цветного слоя в диапазоне от 0,4 до 15 г/м 2 и особенно предпочтительно в диапазоне от 0,5 до 1,5 г/м 2. Кроме того, в способе согласно настоящему изобретению предпочтительно, чтобы слой цветного пластика имел толщину в диапазоне от 0,4 до 15 мкм и предпочтительно в диапазоне от 0,5 до 1,5 мкм. Для этой цели аналогично выгодно наносить предшественник цветного слоя в диапазоне от 0,4 до 15 мкм и предпочтительно в диапазоне от 0,5 до 1,5 мкм. Толщину определяют при помощи надрезов. Перечисленные выше меры в способе согласно настоящему изобретению по отдельности или в комбинации по меньшей мере двух из указанных мер вносят вклад в увеличение стойкости получаемого впоследствии слоя цветного пластика во время автоклавирования. Слишком твердый слой цветного пластика часто приводит к отслаиванию участков слоя цветного пластика, поскольку они становятся слиш-8 024369 ком хрупкими в условиях автоклавирования или недостаточно связываются с самого начала. Связывание можно определить согласно DIN EN ISO 2409. С другой стороны, слишком мягкий слой цветного пластика часто приводит к царапинам участков слоя цветного пластика, поскольку это вызывается, в условиях автоклавирования, в частности механическим воздействием, таким как соприкосновение или трение о крепления контейнера, и в частности при автоклавировании, когда контейнер содержимое контейнера перемешивают. Сопротивление истиранию можно определить согласно ASTM D5264-98. Также вклад в решение по меньшей мере одной из вышеуказанных задач осуществляется благодаря листовому композиту, содержащему:V1) по меньшей мере внешний слой сшитого цветного пластика, содержащий красящий агент;V3) слой термопластичного пластика; причем между слоем цветного пластика и несущим слоем имеется слой сшитой пластиковой грунтовки. Предпочтительно согласно настоящему изобретению в связи с листовым композитом, чтобы слой цветного пластика имел поверхность с контактным углом более 50, предпочтительно между 50 и 85,особенно предпочтительно от 65 до 80 и наиболее предпочтительно 70-75. Контактный угол определяют согласно способу, описанному в настоящей заявке. В общем случае листовой композит, обеспеченный таким образом, содержит слой цветного пластика, причем указанный слой цветного пластика имеет поверхность с контактным углом более 50, предпочтительно в диапазоне от 60 до 80 и особенно предпочтительно в диапазоне от 65 до 75. Такие листовые композиты особенно подходят в качестве контейнеров для автоклавирования содержащихся в них пищевых продуктов, и при этом цвет и информационное содержание на контейнерах могут повреждаться только незначительно, если вообще повреждаться. Следовательно, контейнеры, изготовленные из подобных листовых композитов, применяют в способе,при котором пищевые продукты автоклавируют в указанных контейнерах, в частности, когда указанные контейнеры были созданы путем складывания одной детали указанных композитов, при этом особенно предпочтительными являются условия автоклавирования, подробно описанные выше. Другой вариант реализации настоящего изобретения относится к контейнеру, по меньшей мере частично изготовленному из листового композита согласно настоящему изобретению. Контейнер согласно настоящему изобретению предпочтительно содержит пищевой продукт. Приведенные выше варианты реализации, касающиеся способа согласно настоящему изобретению,аналогично применяют к листовому композиту как продукту, а также к составным частям листового композита и к контейнеру, изготовленному из листового композита. Аналогично, дополнительные варианты реализации продукта и контейнера также применимы к способу согласно настоящему изобретению. Кроме того, предпочтительно, чтобы слой пластиковой грунтовки, после создания, например при помощи отверждения, имел толщину слоя в диапазоне от 0,5 до 5 мкм, предпочтительно в диапазоне от 1,25 до 2 мкм и особенно предпочтительно в диапазоне от 1,6 до 1,7 мкм. Как и в случае других слоев листового композита, толщину слоя пластиковой грунтовки можно определить при помощи надреза в листовом композите. Слой пластиковой грунтовки можно получить любыми средствами, которые кажутся подходящими специалисту в данной области техники. Предпочтительно указанный слой получают путем нанесения предшественника пластиковой грунтовки на поверхность соответствующего предшественника на листовом композите, поверх которого предполагают наносить слой цветного пластика, следующий за слоем. Следовательно, предпочтительно согласно настоящему изобретению, чтобы жидкий предшественник слоя грунтовки содержал в качестве компонентов:Pv2) по меньшей мере 16,89 мас.%, предпочтительно по меньшей мере 18,9 мас.%, и в частности по меньшей мере 22,5 мас.%, другого компонента, отличающегося от Pv1, способного взаимодействовать со сшивающим компонентом;Pv4) инициатор, предпочтительно радикальный инициатор, особенно предпочтительно фотохимический инициатор, в диапазоне от 0,1 до 20 мас.%, предпочтительно от 1 до 17 мас.% и особенно предпочтительно в диапазоне от 5 до 15 мас.%;Pv5) добавку, отличающуюся от пп.Pv1-Pv4, в диапазоне от 0,01 до 5 мас.%, предпочтительно в диапазоне от 0,1 до 3 мас.%, и особенно предпочтительно в диапазоне от 0,5 до 2,5 мас.%, при этом сумма процентных содержаний по массе всех указанных компонентов равна 100 мас.% Предпочтительно не только предшественник слоя грунтовки, но также и слой сшитой пластиковой грунтовки содержит больше неорганических частиц, чем слой цветного пластика, предпочтительно по меньшей мере 10 мас.% и особенно предпочтительно по меньшей мере 50 мас.% Следовательно, слой пластиковой грунтовки с неорганическими частицами, в частности с белым пигментом, в диапазоне от 20 до 55 мас.%, предпочтительно в диапазоне от 30 до 50 мас.% и особенно предпочтительно в диапазоне от 35 до 45 мас.%, в каждом случае по отношению к слою пластиковой грунтовки, является особенно предпочтительным согласно настоящему изобретению. В этом случае получают особенно хорошую устойчивость слоя цветного пластика с блестящим цветным отпечатком. Кроме того, двойной или полиизоцианат вводят в предшественник слоя грунтовки в количестве от 1 до 25 мас.%, предпочтительно от 2 до 15 мас.% и особенно предпочтительно от 5 до 10 мас.%, в каждом случае по отношению к предшественнику слоя грунтовки. Это предпочтительно осуществляют перед нанесением предшественника слоя грунтовки на поверхность соответствующего предшественника листового композита. Предпочтительно должно пройти не более 2 дней, предпочтительно не более 1 дня и особенно предпочтительно не более 12 ч между введением и нанесением. В качестве двойных или полиизоцианатов, рассматривают все указанные соединения, известные специалисту в данной области техники и считающиеся подходящими для образования полиуретанов. Это могут быть, например, дифенилметандиизоцианат (MDI), полимерный дифенилметандиизоцианат(PMDI), толуолдиизоцианат (TDI), нафталиндиизоцианат (NDI), гексаметилендиизоцианат (HDI), изофорондиизоцианат (IPDI) или 4,4'-диизоцианатодициклогексилметан (H12MDI) или по меньшей мере два из указанных соединений. На следующих иллюстративных чертежах показано: фиг. 1 - вид в перспективе контейнера, который можно получить посредством способа согласно настоящему изобретению; фиг. 2 схематическое представление порядка выполнения способа согласно настоящему изобретению; фиг. 3 - схематическое представление приспособления для нанесения слоя цветного пластика; фиг. 4 - вид в перспективе открытого контейнера, который можно получить в способе согласно настоящему изобретению; фиг. 5 - схематическое поперечное сечение листового композита с самым внешним слоем цветного пластика; фиг. 6 - схематическое поперечное сечение листового композита с самым внешним слоем цветного пластика; фиг. 7 - схематическое представление определения контактного угла. На фиг. 1 показан вид в перспективе контейнера 3, который можно получить в способе согласно настоящему изобретению, имеющего, по существу, форму прямоугольного параллелепипеда и имеющего множество ребер 4, которые образуют границы между стенками контейнера 5 и таким образом создают внутреннее пространство 1, которое отделено от окружающей среды контейнером 3. Стенки контейнера 5 имеют единый элемент несущего слоя 6, проходящий через весь листовой композит 7, изготовленную из картона, показанную схематически как фрагмент, и самый внешний сшитый слой цветного пластика 9. На верхней стороне контейнера 3 имеется линейная перфорация 17 для более легкого открывания контейнера. На фиг. 2 подробно показано изготовление заготовки композита 33. На указанной фигуре показано приспособление, в котором изготавливают заготовку композита 10, например приспособления, подробнее описанные на фиг. 5 и фиг. 6, обычно при помощи совместной экструзии из расплава. Далее следует печатающее устройство 34, которое описано подробнее на фиг. 3, и в котором слой цветного пластика 9 наносят на заготовку композита 10, с целью получения напечатанного рисунка или узора 26. Вслед за этим расположен участок заполнения 35, в котором заготовку упаковки, полученную в печатающем устройстве 34, превращают в открытый контейнер 14, например представленный на фиг. 4, путем складывания и запаивания или заклеивания, для заполнения пищевым продуктом и последующей укупорки путем складывания и запаивания или заклеивания. В участок заполнения 35 входит участок автоклавирования 36. Здесь закрытый контейнер 3, заполненный пищевым продуктом, автоклавируют под давлением и во влажной атмосфере, предпочтительно указанный процесс проводят в камере высокого давления, которая предпочтительно выполнена с возможностью перемешивания контейнера, в частности путем вращения. Получение заготовки композита 33 и печатающее устройство 34 часто пространственно отделены от участка заполнения 35 и участка автоклавирования 36. В этом случае предпочтительно, чтобы участок заполнения 35 и участок автоклавирования 36 были обеспечены на предприятии по изготовлению пищевых продуктов. На фиг. 3 показан пример печатающего устройства 34 для получения слоя цветного пластика. В указанном устройстве предшественник цветного слоя помещают на анилоксовый валик 24 из резервуара для предшественника цветного слоя 23, для создания подходящей тонкой пленки предшественника цветного слоя на анилоксовом валике 24, которую удаляют участками при помощи гибкого валика высокого давления 22 с гибкой поверхностью 25, и полученные участки помещают на участок поверхности 11 заготовки композита 10, при этом заготовка композита 10 проходит через гибкий валик высокого давления 22 и дополнительный валик. Вслед за этим в направлении движения заготовки композита 10, после нанесения предшественника (предшественников) цветного слоя 12 на заготовку композита 10 для получения цветного изображения или украшения 26, находится сопло для инертного газа 28, которое выпускает поток инертного газа, предпочтительно азота, на заготовку 10, на которой напечатан слой цветного предшественника 25, предпочтительно в противоположном направлении по отношению к движению заготовки композита 10, как показано направлениями стрелок. Далее по направлению движения заготовки композита расположен корпус 29, в котором размещен источник излучения 30 и который заключает в себе заготовку композита 10 со слоем цветного предшественника 25, проходящий через корпус 29 как сверху, так и снизу, чтобы гарантировать, что в кожухе 29 создана атмосфера инертного газа 31. Далее по направлению движения заготовки композита расположен нагнетатель теплого воздуха 32, присоединенный к кожуху 29. Во-первых, индуцированная излучением, предпочтительно радикальная реакция сшивания предшественника цветного слоя 25 осуществляется в кожухе 29, а затем предшественник цветного слоя 25 вновь подвергают термической дополнительной обработке при помощи нагнетателя теплого воздуха 32. На фиг. 4 показан схематический вид в перспективе открытого контейнера 14, у которого стенки контейнера 5 имеют герметизируемую часть 8, отделенную сложенным ребром 18. Предпочтительный вариант реализации листового композита 7 для применения для создания контейнера в способе согласно настоящему изобретению показан на фиг. 5. В листовом композите согласно указанному предпочтительному варианту реализации, в закрытом контейнере 3, по порядку следования от наружной поверхности к внутренней, расположены частично присутствующий слой цветного пластика 9, соответствующий напечатанному узору или украшению 26, с красящим агентом 20, предпочтительно изготовленным из мелкодисперсного пигмента, следующий слой пластика 16, несущий слой 6, дополнительный слой 19, слой первого адгезива 15 а, слой алюминия в качестве барьерного слоя 13, слой второго адгезива 15b и следующий слой термопластичного пластика 37. Заготовка композита 10, на которой расположен слой цветного пластика 9, имеет состав, показанный между пунктирными линиями. На фиг. 6 показан другой вариант реализации листового композита для создания контейнера в способе согласно настоящему изобретению. В дополнение к слоям, показанным на фиг. 5, указанный листовой композит содержит слой пластиковой грунтовки 21 между слоем термопластичного пластика 16 и слоем цветного пластика. Подходящими адгезивными агентами являются в частности термопластичные полимеры, предпочтительно полиолефины, в частности полиэтилены и полипропилены, или их смеси, содержащие функциональные группы для получения настолько прочного склеивания, насколько это возможно, между граничащими слоями при помощи химической реакции. Предпочтительными адгезивными агентами являются полиэтилен или полипропилен, которые в каждом из случаев сополимеризованы с мономером, несущим функциональные группы, в частности ангидридом малеиновой кислоты. Такие адгезивные агенты сгруппированы под торговыми наименованиями Orevac, Admer, Lotader или Plexar. Различные адгезивные агенты можно также смешивать между собой с образованием смеси адгезивных агентов. Следующий слой или слои пластика и дополнительный слой или слои предпочтительно изготовлены из термопластичных полимеров. Для этой цели рассматривают, в общем случае, все термопластичные полимеры, известные специалисту в данной области техники для получения листового композита, в частности композита, из которого формируют контейнер, который подвергают воздействию тепла и влажности, заполненный или не заполненный пищевым продуктом. Подходящими термопластичными полимерами являются полимеры, получаемые при помощи цепной полимеризации, в частности полиолефины,в частности, полициклический олефиновый сополимер (РОС), предпочтительными являются полиэтилен и полипропилен. Продукты реакции поликонденсации или полиреакций с раскрытием циклов также подходят в качестве термопластичных полимеров, предпочтительными являются полиамины, сложные полиэфиры и полиуретаны. В качестве полиуретанов предпочтительны термопластичные полиуретаны,предпочтительно со среднемассовой молекулярной массой в диапазоне от 2000 до 2000000 г/моль, и особенно предпочтительно от 4000 до 50000 г/моль. Полиуретаны предпочтительно имеют плотность в диапазоне от 0,01 до 1,40 и особенно предпочтительно в диапазоне от 1,08 до 1,25 г/см 3. Полиуретаны указанного типа коммерчески доступны под торговым наименованием Elastogran. Особенно подходящими сложными полиэфирами являются полибутилентерефталат, поликарбонат, полиэтилентерефталат, полиэтиленнафталат и предпочтительно полиэтилентерефталат. Сложные полиэфиры имеют среднемассовую молекулярную массу в диапазоне от 5000 до 2000000 г/моль и предпочтительно в диапазоне от 8000 до 100000 г/моль, и плотность в диапазоне от 1,25 до 1,70 и предпочтительно в диапазоне от 1,30 до 1,45 г/см 3. Обычным коммерчески доступным сложным полиэфиром является CLEARTUF P60. Кроме того,подходящими полимерами согласно настоящему изобретению являются смеси полимеров, полученных в цепной полимеризации, и полимеров, полученных в реакциях поликонденсации или полиреакциях с раскрытием циклов. Полимеры, полученные в цепной полимеризации, однако, являются предпочтительными. В дополнительной модификации настоящего изобретения адгезивные агенты присутствуют в виде смеси с термопластичными полимерами. Предпочтительными полиэтиленами являются ПЭВП (HDPE), ПЭНП (LDPE), ЛПЭНП (LLDPE) и ПЭ (РЕ), а также смеси по меньшей мере двух из них. Предпочтительными полипропиленами являются изотактический, синдиотактический и атактический полипропилены, а также смеси по меньшей мере двух из указанных полипропиленов. Предпочтительными сложными полиэфирами являются сложные полиэфиры на основе акрилатов. В общем случае, термопластичные полимеры для различных слоев листового композита для производства контейнера согласно настоящему изобретению выбирают таким образом, чтобы они имели температуру плавления выше температуры, которой подвергают контейнер в способе согласно настоящему изобретению. Способы измерения. В общем случае, если не указано иное, все измерения проводили при 22C, при атмосферном давлении и влажности воздуха в помещении в диапазоне от 50 до 70%. Если в настоящей заявке не приведено способа измерения, для определения соответствующей величины применяли наиболее современный стандарт ISO на 10 октября 2009 г. Определение контактного угла. Определение проводили согласно TAPPI T558 om-06 со следующим условием: каплю воды (объемом 4 мкл) помещали на определяемую поверхность (здесь - слой цветного пластика). По истечении времени стабилизации, примерно 500 мс, образец, находящийся на планшете для образцов, с лежащей на нем каплей, снимали цифровой камерой, оптические оси которой пересекали поперечное сечение образца (см. фиг. 7). Уровень отмечали вручную, оценку угла проводили с помощью программного обеспечения прибора ОСА 20 (Dataphysics), на котором исследовали контактный угол а соответствующего образца. Список обозначений: 1 - внутреннее пространство; 2 - окружающая среда/внешняя сторона контейнера; 3 - контейнер; 4 - ребро; 5 - стенка контейнера; 6 - несущий слой; 7 - композит; 8 - герметизируемая часть; 9 - слой цветного пластика; 10 - заготовка композита; 11 - поверхность; 12 - предшественник цветного слоя; 13 - барьерный слой; 14 - открытый контейнер; 15 - адгезивный агент a, b; 16 - слой термопластичного пластика; 17 - перфорация; 18 - сложенное ребро; 19 - дополнительный слой; 20 - красящий агент; 21 - слой пластиковой грунтовки; 22 - гибкий валик высокого давления; 23 - резервуар для предшественника цветного слоя; 24 - анилоксовый валик; 25 - гибкая поверхность; 26 - украшение; 27 - дополнительный валик; 28 - сопло для инертного газа; 29 - кожух; 30 - источник излучения; 31 - атмосфера инертного газа; 32 - нагнетатель теплого воздуха; 33 - изготовление заготовки композита; 34 - печатающее устройство; 35 - участок заполнения; 36 - участок автоклавирования; 37 - следующий термопластичный слой. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ изготовления по меньшей мере из одного листового композита (7) закрытого контейнера(3), имеющего по меньшей мере одно ребро (4), заполненного пищевым продуктом и отделяющего внутреннее пространство (1) от окружающей среды (2), включающий стадии:a) обеспечения листового композита (7), включающего: а 1) по меньшей мере один внешний слой (9) сшитого цветного пластика, содержащего красящий агент (20); а 2) несущий слой (6) и а 3) слой (37) термопластичного пластика;b) формования листового композита (7) с образованием открытого контейнера (14), в котором слой(9) цветного пластика находится со стороны окружающей среды (2), а слой (37) термопластичного пластика находится со стороны внутреннего пространства (1);c) заполнения открытого контейнера (14) пищевым продуктом;d) закрытия открытого контейнера (14) с образованием закрытого заполненного контейнера (3);e) консервирования пищевого продукта в закрытом заполненном контейнере (3) в камере высокого давления при давлении в камере более 1 бар и температуре в диапазоне от более 100 до 140C в присутствии пара. 2. Способ по п.1, отличающийся тем, что внешний слой цветного пластика представляет собой самый внешний слой цветного пластика. 3. Способ по п.1 или 2, отличающийся тем, что композит (7) получают при помощи стадий, включающих обеспечение заготовки (10) композита с поверхностью (11), содержащей несущий слой (6); нанесение жидкого предшественника (12) цветного слоя на поверхность (11) и отверждение предшественника (12) цветного слоя с образованием слоя (9) цветного пластика. 4. Способ по п.3, отличающийся тем, что, по меньшей мере, в начале отверждения предшественник цветного слоя находится в атмосфере инертного газа. 5. Способ по п.3 или 4, отличающийся тем, что отверждение осуществляют под действием излучения. 6. Способ по п.5, отличающийся тем, что после обработки излучением проводят тепловую обработку при температуре в диапазоне от 80 до 160C. 7. Способ по любому из пп.3-6, отличающийся тем, что поверхность (11) обрабатывают плазмой перед нанесением жидкого предшественника (12) цветного слоя на поверхность (11). 8. Способ по п.3 или 7, отличающийся тем, что поверхность (11) имеет поверхностное натяжение в диапазоне от 38 до 44 дин. 9. Способ по любому из пп.3-8, отличающийся тем, что жидкий предшественник (12) цветного слоя имеет вязкость в диапазоне от 0,3 до 0,6 Пас. 10. Способ по любому из пп.3-9, отличающийся тем, что жидкий предшественник (12) цветного слоя содержит в качестве компонентов:v2) по меньшей мере 16,89 мас.% компонента, способного взаимодействовать со сшивающим компонентом и отличного от компонента v1;v5) по меньшей мере одну добавку, отличную от компонентов v1-v4, в количестве от 0,01 до 5 мас%; при этом сумма процентных содержаний всех компонентов равна 100 мас.%. 11. Способ по любому из пп.3-10, отличающийся тем, что жидкий предшественник (12) цветного слоя наносят на поверхность (11) при помощи эластичной поверхности (22). 12. Способ по любому из пп.3-11, отличающийся тем, что поверхность (11) представляет собой слой (21) сшитой пластиковой грунтовки. 13. Способ по любому из пп.1-12, отличающийся тем, что слой (9) цветного пластика имеет массу поверхности в диапазоне от 0,4 до 15 г/см 2. 14. Способ по любому из пп.1-13, отличающийся тем, что слой (9) цветного пластика имеет толщину в диапазоне от 0,5 до 2 мкм. 15. Способ по любому из пп.1-14, отличающийся тем, что по меньшей мере 70% объема внутреннего пространства (1) контейнера (3) заполнено пищевым продуктом. 16. Способ по любому из пп.1-15, отличающийся тем, что контейнер изготовлен из единственного несущего слоя (6), являющегося частью листового композита (7). 17. Способ по любому из пп.1-16, отличающийся тем, что контейнер полностью изготовлен из несущего слоя (6), являющегося частью листового композита (7). 18. Способ по любому из пп.1-17, отличающийся тем, что пищевой продукт консервируют до величины F0 от 0,01 до 50. 19. Способ по любому из пп.1-18, отличающийся тем, что в закрытом заполненном контейнере (3) осуществляют перемешивание во время консервирования. 20. Листовой композит (7), содержащий:v1) по меньшей мере один внешний слой (9) сшитого цветного пластика, содержащего красящий агент (20);v3) слой (37) термопластичного пластика; при этом между слоем (9) цветного пластика и несущим слоем (6) расположен слой (21) сшитой пластиковой грунтовки. 21. Листовой композит (7) по п.20, отличающийся тем, что слой (9) цветного пластика имеет поверхность с контактным углом более 50. 22. Контейнер (3), по меньшей мере, частично изготовленный из листового композита (7) по п.20 или 21. 23. Контейнер (3) по п.22, отличающийся тем, что контейнер содержит пищевой продукт.
МПК / Метки
МПК: B65D 5/42, B65B 55/02, B65D 77/00, B65D 65/00, B32B 27/10
Метки: листового, способ, окрашенного, сшитого, высокого, давления, внешним, полимера, композита, продуктов, контейнере, пищевых, получения, автоклавированных, слоем
Код ссылки
<a href="https://eas.patents.su/16-24369-sposob-polucheniya-avtoklavirovannyh-pishhevyh-produktov-v-kontejjnere-iz-listovogo-kompozita-s-vneshnim-sloem-iz-okrashennogo-sshitogo-polimera-vysokogo-davleniya.html" rel="bookmark" title="База патентов Евразийского Союза">Способ получения автоклавированных пищевых продуктов в контейнере из листового композита с внешним слоем из окрашенного сшитого полимера высокого давления</a>
Способ продления срока хранения скоропортящихся сельскохозяйственных продуктов и/или пищевых продуктов
Номер патента: 8233
Опубликовано: 27.04.2007
Автор: Штеффен Ханспетер
МПК: A23L 3/3418, B65D 77/20, A23L 3/3445...
Метки: способ, продуктов, скоропортящихся, хранения, пищевых, сельскохозяйственных, продления, срока
Формула / Реферат:
1. Способ продления срока хранения скоропортящихся сельскохозяйственных и/или пищевых продуктов, причем этот способ имеет этапы укладки сельскохозяйственных продуктов и/или пищевых продуктов в упаковочный контейнер (10), создания в упаковочном контейнере (10) модифицированной атмосферы и закрывания упаковочного контейнера (10), отличающийся тем, что модифицированная атмосфера создается таким образом, что она имеет повышенную по сравнению с...
Сахарозаменяющая композиция, способ ее получения и её применение в изготовлении пищевых продуктов
Номер патента: 14269
Опубликовано: 29.10.2010
Автор: Де Батс Софи
МПК: A23L 1/0528, A21D 13/08, A23G 9/32...
Метки: изготовлении, композиция, сахарозаменяющая, получения, продуктов, пищевых, способ, применение
Формула / Реферат:
1. Сахарозаменяющая композиция, содержащая объемную волокнистую композицию и подслащивающую композицию, причемуказанная объемная волокнистая композиция содержит полисахарид в количестве от 30 до 75 мас.%, предпочтительно от 45 до 65 мас.% от общей массы композиции и олигосахарид в количестве от 5 до 45 мас.%, предпочтительно от 10 до 30 мас.% от общей массы объемной волокнистой композиции, где указанный полисахарид содержит полидекстрозу в...
Способы получения закусочных пищевых продуктов и полученные ими продукты
Номер патента: 15313
Опубликовано: 30.06.2011
Авторы: Смит Дюрвард А., Ашурян Джамшид, Килер Лори Дж.
МПК: A23L 1/212, A23L 1/216
Метки: способы, пищевых, закусочных, получения, полученные, продукты, продуктов, ими
Формула / Реферат:
1. Способ получения закусочного пищевого продукта, в котором:(a) получают множество нарезанных или отформованных кусочков пищевого продукта;(b) обрабатывают кусочки пищевого продукта раствором, содержащим один или более ферментов, один или более катионов или их комбинации, так, чтобы покрыть их поверхность;(c) после этого бланшируют кусочки пищевого продукта в течение времени, достаточного для инактивации любых ферментов на поверхности кусочков...
Пекарное устройство для выпекания пищевых продуктов на основе теста и способ выпекания таких продуктов
Номер патента: 22517
Опубликовано: 29.01.2016
Автор: Пель Филипп
МПК: A21B 3/15, A21B 1/44, A21B 1/50...
Метки: устройство, пекарное, продуктов, способ, пищевых, теста, таких, основе, выпекания
Формула / Реферат:
1. Пекарное устройство (1) для выпекания пищевых продуктов на основе теста, содержащеепечь (2) и тележку (3),при этом печь (2) содержит пекарную камеру (21), пекарный модуль (22), который содержит несколько пекарных подов (220) из материала с хорошей теплопроводностью, расположенных друг над другом и отстоящих друг от друга, и средства (23) нагрева указанных подов, причем пекарный модуль (22) расположен внутри указанной пекарной камеры...
Способ производства пара высокого давления из отработанной воды
Номер патента: 9398
Опубликовано: 28.12.2007
Авторы: Минних Кит Р., Николсон Марк К., Шоэн Ричард М., Карлапуди Рамкумар
МПК: F22B 1/08, C02F 1/04, E21B 43/24...
Метки: способ, пара, отработанной, производства, высокого, давления, воды
Формула / Реферат:
1. Способ генерации пара для инжекции в скважину в способе извлечения нефти путем нагнетания пара в пласт, который включает: (а) нагревание потока очищенной от нефти отработанной воды, содержащего воду, растворенные вещества и растворенные газы, причем названные растворенные вещества дополнительно включают по меньшей мере один вид молекул, которые имеют низкий уровень ионизации в растворе при значениях рН, близких к нейтральным, (б) увеличение...
Предыдущий патент: Процесс получения соединений для применения в качестве ингибиторов sglt2
Следующий патент: Способ получения порошкового полиэтиленового продукта
Случайный патент: Биомаркеры для ингибиторов с антиангиогенной активностью