Способ нанесения упрочняющего покрытия на металлические изделия
Номер патента: 24887
Опубликовано: 31.10.2016
Авторы: Сенько Сергей Федорович, Латушкина Светлана Дмитриевна, Емельянов Антон Викторович, Пискунова Ольга Юрьевна, Комаровская Виктория Маратовна, Емельянов Виктор Андреевич
Формула / Реферат
Способ нанесения упрочняющего покрытия на металлические изделия, включающий нанесение слоя титана, его ионную бомбардировку и последующее осаждение слоя соединений титана требуемой толщины, отличающийся тем, что ионную бомбардировку осуществляют ионами хрома, или циркония, или молибдена до достижения концентрации примеси 0,5-3,0% и толщины легированного слоя 20-500 нм.
Текст
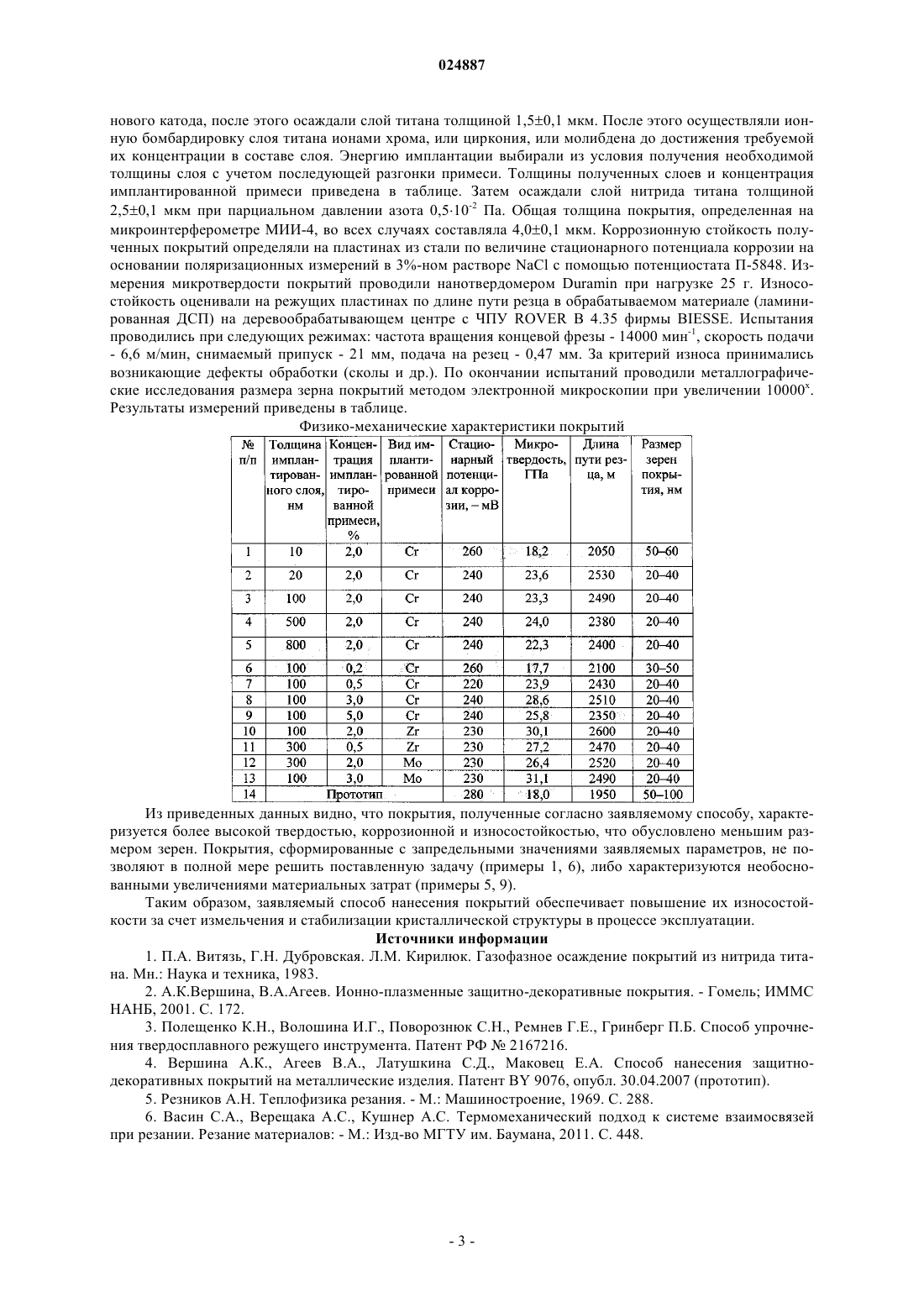
СПОСОБ НАНЕСЕНИЯ УПРОЧНЯЮЩЕГО ПОКРЫТИЯ НА МЕТАЛЛИЧЕСКИЕ ИЗДЕЛИЯ Заявляемое изобретение относится к области материаловедения в машиностроении, в частности к технологии осаждения вакуумных покрытий, и может быть использовано для упрочнения режущего инструмента. Задачей заявляемого изобретения является повышение износостойкости покрытия за счет стабилизации его структуры в процессе эксплуатации. Поставленная задача решается тем, что в способе нанесения упрочняющего покрытия на металлические изделия,включающем нанесение слоя титана, его ионную бомбардировку и последующее осаждение слоя соединений титана требуемой толщины, ионную бомбардировку осуществляют ионами хрома, или циркония, или молибдена до достижения концентрации примеси 0,5-3,0% и толщины легированного слоя 20-500 нм. Сущность заявляемого технического решения заключается в образовании мелкозернистых твердых растворов титана и хрома, или циркония, или молибдена,которые стабильны при термоциклическом воздействии в процессе эксплуатации покрытия.(71)(73) Заявитель и патентовладелец: ГОСУДАРСТВЕННОЕ НАУЧНОЕ УЧРЕЖДЕНИЕ "ФИЗИКОТЕХНИЧЕСКИЙ ИНСТИТУТ НАЦИОНАЛЬНОЙ АКАДЕМИИ НАУК БЕЛАРУСИ" (BY) Заявляемое изобретение относится к области материаловедения в машиностроении, в частности к технологии осаждения вакуумных покрытий, и может быть использовано для упрочнения режущего инструмента. Наиболее эффективным методом борьбы с абразивным износом инструмента является нанесение упрочняющих покрытий, характеризующихся высокой твердостью. Для этих целей используют покрытия на основе соединений тугоплавких металлов, формируемых различными методами. Толщина покрытия определяется видом и назначением инструмента и может составлять от долей микрометра до величин порядка миллиметра. Первоначально наибольшую популярность приобрели покрытия из нитрида титана TiN [1]. Известный способ формирования такого покрытия включает испарение титана в плазме азота и последующую конденсацию образующегося нитрида титана на основание [2]. Недостатком рассматриваемого покрытия является его столбчатая структура, обусловленная преимущественным ростом зерен в направлении по нормали к поверхности, упрочняющая пленка в целом получается довольно крупнозернистой. Это обусловливает относительно высокую пористость и пониженную коррозионную стойкость покрытия и не позволяет достичь максимальных значений его твердости и износостойкости. Кроме того, нитрид титана характеризуется сравнительно невысокой адгезией к металлическим основаниям, что является причиной отслоения покрытия в процессе эксплуатации изделий. Известен способ осаждения защитных покрытий на поверхность изделия, включающий нанесение пленки TiN, TiC, TiAl толщиной 0,1-4,0 мкм с последующим облучением ионным пучком состава C+ и H+ с энергией 200-400 кэВ, плотностью тока ионов в пределах 50-200 А/см 2, дозой ионов 1012-1014 ион/см 2 и термической обработкой инструмента в вакуумной камере в среде инертного газа при температуре 600C в течение 1 ч [3]. Введение дополнительного облучения упрочняющего покрытия позволяет измельчить и модифицировать его структуру, что обеспечивает некоторое повышение его эксплуатационных свойств. К недостаткам способа относятся высокая энергозатратность процесса, его многостадийность, причем повышение микротвердости инструмента происходит только на 20%. К тому же, адгезия полученного покрытия к основанию также остается невысокой. Наиболее близким по технической сущности к заявляемому, его прототипом является способ нанесения защитно-декоративных покрытий на металлические изделия, включающий нанесение слоя титана,его ионную бомбардировку ионами титана с энергией 1-3 кэВ до уменьшения толщины этого слоя на 1020%, и последующее осаждение слоя соединений титана требуемой толщины [4]. Использование промежуточного слоя титана позволяет существенно повысить адгезию упрочняющего покрытия к основанию и за счет этого заметно улучшить его эксплуатационные характеристики. Облучение этого слоя ионами титана позволяет несколько измельчить его структуру и структуру наносимого сверху слоя соединения титана, что повышает твердость, коррозионную и износостойкость покрытия в целом. Однако формирование покрытия проводится при достаточно высокой температуре, поэтому слой титана непрерывно рекристаллизуется, и после прекращения ионной бомбардировки пленка в основном восстанавливает свою столбчатую структуру. Осаждаемый на этот слой титана слой соединения титана наследует его столбчатую структуру, и покрытие в целом получается также довольно крупнозернистым. В связи с этим облучение промежуточного слоя титана ионами титана дает лишь незначительный эффект. Кроме того, в процессе эксплуатации покрытие подвергается значительным термоциклическим нагрузкам. Известно, что температура в зоне резания может достигать 1000C и более [5, 6]. Это приводит к дальнейшей рекристаллизации структуры с укрупнением размера зерна и существенным снижением коррозионной стойкости, обусловленной быстрым сопутствующим образованием пор в покрытии. Поскольку конденсация слоев покрытия проводится при относительно высокой температуре, после его охлаждения до комнатной температуры на границах зерен концентрируются механические напряжения. Причем, чем больше размер зерна, тем выше напряжения на его границах. Это заметно ухудшает прочность сцепления зерен друг с другом за счет уменьшения энергии химической связи между атомами различных зерен, приводит к образованию сквозных пор в покрытии, а также повышает химическую активность межзеренных границ. Понижение энергии химической связи между зернами в покрытии приводит к снижению его прочности и, следовательно, к снижению износостойкости. Образование пор способствует возникновению очагов коррозии и ее быстрому распространению. Высокая химическая активность межзеренных границ способствует их быстрому окислению при воздействии агрессивных факторов, т.е. коррозии, и возникновению все новых пор. Поскольку при последовательном формировании слоев покрытия их структура носит наследственный характер, т.е. размер зерен каждого последующего слоя соответствует размеру зерна предыдущего слоя, то наличие даже большого количества слоев и значительное увеличение их толщины не может устранить рассмотренные недостатки, в целом обуславливающие относительно низкую коррозионную и износостойкость прототипа. Задачей заявляемого изобретения является повышение износостойкости покрытия за счет стабилизации его структуры в процессе эксплуатации. Поставленная задача решается тем, что в способе нанесения упрочняющего покрытия на металлические изделия, включающем нанесение слоя титана, его ионную бомбардировку, и последующее осаждение слоя соединений титана требуемой толщины, ионную бомбардировку осуществляют ионами хрома, или циркония, или молибдена до достижения концентрации примеси 0,5-3,0% и толщины легированного слоя 20-500 нм. Сущность заявляемого технического решения заключается в образовании мелкозернистых твердых растворов титана и хрома, или циркония, или молибдена, которые стабильны при термоциклическом воздействии в процессе эксплуатации покрытия. Хром, цирконий и молибден обладают электрохимическими свойствами, близкими к свойствам титана, а их атомные радиусы отличаются от радиуса атомов титана не более чем на 12%, что обеспечивает образование твердых растворов замещения в широком интервале концентраций. Легирование слоя титана в процессе формирования покрытия обеспечивает изначальное измельчение его структуры, как и в случае прототипа. Присутствие инородных атомов при перекристаллизации слоя титана в результате воздействия термоциклических нагрузок при эксплуатации также препятствует образованию крупных зерен. Структура этого слоя изначально вместо столбчатой формируется мелкозернистой. Использование в качестве легирующих элементов хрома, или циркония, или молибдена обеспечивает сохранение этой структуры в процессе всего срока эксплуатации. Кроме того, рассматриваемые твердые растворы характеризуются более высокой твердостью по сравнению с чистым титаном. Хотя слой титана в составе покрытия служит для обеспечения адгезии к основанию и не несет основную прочностную нагрузку, его упрочнение благотворно сказывается на износостойкости покрытия в целом. Такая совокупность свойств рассматриваемых легирующих элементов позволяет получать высокопрочные пленки легированных слоев при одновременном уменьшении размеров зерен. Наличие промежуточного слоя легированного титана с измельченной структурой обеспечивает формирование и заметно лучшее сохранение в процессе эксплуатации мелкозернистого верхнего слоя покрытия из соединения титана, что также обусловлено факторами наследственности структуры конденсированной пленки. Легирование слоя титана обеспечивает снижение пористости покрытия в целом, а также снижение химической активности межзеренных границ верхнего слоя соединения титана, например его нитрида или карбида. Снижение количества пор в покрытии обеспечивает соответствующее уменьшение количества очагов коррозии. Снижение химической активности при эксплуатации изделия в условиях комбинированного воздействия агрессивной среды и механических частиц (коррозионно-абразивный износ) обеспечивает значительно большую энергию активации для вступления внешнего слоя в химическую реакцию с агрессивной средой, что проявляется в уменьшении скорости появления новых пор и значительном возрастании коррозионной стойкости. Аналогично и с воздействием абразивных частиц - увеличение силы химической связи между отдельными зернами покрытия требует увеличения силы их отрыва. Таким образом, износостойкость покрытия также возрастает. Влияние легирования титана на механические напряжения в получаемых пленках проявляется в двух аспектах. С одной стороны, появление в структуре кристаллической решетки инородных атомов способствует росту напряжений, обусловленных изменением длины химических связей. С другой уменьшение размеров зерен сопровождается уменьшением напряжений на его границах, что приводит к уменьшению напряжений в целом по структуре всего слоя. Экспериментально установлено, что снижение напряжений, обусловленное измельчением структуры, значительно превышает повышение напряжений, обусловленное изменением длины химической связи. Это приводит к повышению прочности химической связи между отдельными зернами и значительному снижению пористости, что в свою очередь обеспечивает повышение прочности покрытия и увеличение его коррозионной стойкости. Заявляемый интервал концентрации легирующих примесей обеспечивает требуемые стабильность структуры и механические свойства слоя легированного титана. Концентрация примеси менее 0,5%, например 0,2%, не позволяет измельчить структуру слоя до уровня, обеспечивающего заметное изменение коррозионной и износостойкости. Вследствие диффузии легирующей примеси под воздействием высокой температуры этот слой "размывается" по толщине покрытия и перестает "работать". Использование концентрации более 3,0%, например 5,0%, нецелесообразно в связи с тем, что при этом заметно снижается устойчивость покрытия к термоциклическим нагрузкам в процессе эксплуатации. Толщина промежуточного слоя легированного титана обусловлена следующими факторами. При толщинах менее 20 нм, например 10 нм, легирующие элементы ввиду небольшой концентрации и малой толщины слоя не в состоянии обеспечить необходимую его сплошность. Этот слой практически растворяется в процессе формирования покрытия в соседних слоях титана и его соединения вследствие диффузии легирующей примеси. Использование толщины более 500 нм, например 800 нм, также нецелесообразно, так как затраты на формирование этого слоя возрастают, а дополнительные преимущества не появляются. Заявляемый способ реализовали следующим образом. Покрытия осаждали на установке УРМ 3.279.048, модифицированной встроенной системой сепарации плазмы при двухкатодном распылении на пластины, изготовленные из стали 12 Х 18 Н 10 Т, а также на твердосплавные пластины для деревообрабатывающих фрез. Ионную очистку осуществляли при потенциале смещения - 1,5 кВ ионами тита-2 024887 нового катода, после этого осаждали слой титана толщиной 1,50,1 мкм. После этого осуществляли ионную бомбардировку слоя титана ионами хрома, или циркония, или молибдена до достижения требуемой их концентрации в составе слоя. Энергию имплантации выбирали из условия получения необходимой толщины слоя с учетом последующей разгонки примеси. Толщины полученных слоев и концентрация имплантированной примеси приведена в таблице. Затем осаждали слой нитрида титана толщиной 2,50,1 мкм при парциальном давлении азота 0,510-2 Па. Общая толщина покрытия, определенная на микроинтерферометре МИИ-4, во всех случаях составляла 4,00,1 мкм. Коррозионную стойкость полученных покрытий определяли на пластинах из стали по величине стационарного потенциала коррозии на основании поляризационных измерений в 3%-ном растворе NaCl с помощью потенциостата П-5848. Измерения микротвердости покрытий проводили нанотвердомером Duramin при нагрузке 25 г. Износостойкость оценивали на режущих пластинах по длине пути резца в обрабатываемом материале (ламинированная ДСП) на деревообрабатывающем центре с ЧПУ ROVER В 4.35 фирмы BIESSE. Испытания проводились при следующих режимах: частота вращения концевой фрезы - 14000 мин-1, скорость подачи- 6,6 м/мин, снимаемый припуск - 21 мм, подача на резец - 0,47 мм. За критерий износа принимались возникающие дефекты обработки (сколы и др.). По окончании испытаний проводили металлографические исследования размера зерна покрытий методом электронной микроскопии при увеличении 10000 х. Результаты измерений приведены в таблице. Физико-механические характеристики покрытий Из приведенных данных видно, что покрытия, полученные согласно заявляемому способу, характеризуется более высокой твердостью, коррозионной и износостойкостью, что обусловлено меньшим размером зерен. Покрытия, сформированные с запредельными значениями заявляемых параметров, не позволяют в полной мере решить поставленную задачу (примеры 1, 6), либо характеризуются необоснованными увеличениями материальных затрат (примеры 5, 9). Таким образом, заявляемый способ нанесения покрытий обеспечивает повышение их износостойкости за счет измельчения и стабилизации кристаллической структуры в процессе эксплуатации. Источники информации 1. П.А. Витязь, Г.Н. Дубровская. Л.М. Кирилюк. Газофазное осаждение покрытий из нитрида титана. Мн.: Наука и техника, 1983. 2. А.К.Вершина, В.А.Агеев. Ионно-плазменные защитно-декоративные покрытия. - Гомель; ИММС НАНБ, 2001. С. 172. 3. Полещенко К.Н., Волошина И.Г., Поворознюк С.Н., Ремнев Г.Е., Гринберг П.Б. Способ упрочнения твердосплавного режущего инструмента. Патент РФ 2167216. 4. Вершина А.К., Агеев В.А., Латушкина С.Д., Маковец Е.А. Способ нанесения защитнодекоративных покрытий на металлические изделия. Патент BY 9076, опубл. 30.04.2007 (прототип). 5. Резников А.Н. Теплофизика резания. - М.: Машиностроение, 1969. С. 288. 6. Васин С.А., Верещака А.С., Кушнер А.С. Термомеханический подход к системе взаимосвязей при резании. Резание материалов: - М.: Изд-во МГТУ им. Баумана, 2011. С. 448. ФОРМУЛА ИЗОБРЕТЕНИЯ Способ нанесения упрочняющего покрытия на металлические изделия, включающий нанесение слоя титана, его ионную бомбардировку и последующее осаждение слоя соединений титана требуемой толщины, отличающийся тем, что ионную бомбардировку осуществляют ионами хрома, или циркония,или молибдена до достижения концентрации примеси 0,5-3,0% и толщины легированного слоя 20-500 нм.
МПК / Метки
МПК: C23C 14/48, C23C 14/16, C22C 14/00, C23C 14/24
Метки: металлические, нанесения, покрытия, изделия, способ, упрочняющего
Код ссылки
<a href="https://eas.patents.su/5-24887-sposob-naneseniya-uprochnyayushhego-pokrytiya-na-metallicheskie-izdeliya.html" rel="bookmark" title="База патентов Евразийского Союза">Способ нанесения упрочняющего покрытия на металлические изделия</a>
Способ нанесения многослойного коррозионно-стойкого покрытия
Номер патента: 16701
Опубликовано: 30.06.2012
Авторы: Вершина Алексей Константинович, Латушкина Светлана Дмитриевна
МПК: C23C 28/00, C23C 14/48, C23C 14/02...
Метки: способ, коррозионно-стойкого, покрытия, нанесения, многослойного
Формула / Реферат:
Способ нанесения многослойного коррозионно-стойкого покрытия, включающий последовательное нанесение на поверхность изделия слоя титана и нескольких слоев его тугоплавких соединений путем ионной бомбардировки каждого слоя ионами титана до достижения на поверхности изделия температуры 200-400°С и осаждения соответственно слоя титана либо нескольких слоев его тугоплавких соединений, охлаждение поверхности изделия до комнатной температуры после...
Способ нанесения покрытия на изделия
Номер патента: 16816
Опубликовано: 30.07.2012
Авторы: Хаутваст Франсискус Виктор Паулус, Бремер Леонардус Герардус Бернардус
МПК: C08J 7/04
Метки: нанесения, изделия, способ, покрытия
Формула / Реферат:
1. Способ нанесения покрытия на изделия, включающийконтактирование изделий, представляющих собой полимерные частицы, с композицией, содержащей добавку, пленкообразующее связующее и диспергирующее вещество при температуре ниже температуры Tp размягчения полимерных частиц и при температуре пленкообразования связующего;образование и отверждение, включая удаление диспергирующего вещества, слоя связующего, содержащего добавку, на поверхности...
Способ нанесения двухслойного гальванического покрытия на медные гильзы и плиты кристаллизаторов
Номер патента: 8676
Опубликовано: 29.06.2007
Авторы: Николаев Владимир Александрович, Андрианов Николай Викторович, Жуков Владимир Викторович, Маточкин Виктор Аркадьевич, Борщов Сергей Михайлович, Демин Александр Владимирович, Гуненков Валентин Юрьевич
МПК: B22D 11/059, C25D 5/12
Метки: двухслойного, гальванического, покрытия, способ, гильзы, кристаллизаторов, плиты, медные, нанесения
Формула / Реферат:
Способ нанесения двухслойного гальванического покрытия на медные изделия, представляющие собой гильзы или плиты кристаллизаторов, включающий следующие операции: промывку поверхности изделия и формирование двухслойного электрохимического покрытия, отличающийся тем, что изделие предварительно обрабатывают в электролите, содержащем гидроксид натрия концентрации 170-230 г/дм3 при температуре 18-20шС и плотности тока от 3 до 10 А/дм2, затем...
Шихта для изготовления защитно-упрочняющего композиционного керамического покрытия
Номер патента: 16416
Опубликовано: 30.04.2012
Авторы: Подболотов Кирилл Борисович, Волочко Александр Тихонович, Дятлова Евгения Михайловна
МПК: C04B 41/85, C04B 35/14
Метки: покрытия, защитно-упрочняющего, композиционного, изготовления, шихта, керамического
Формула / Реферат:
Шихта для изготовления защитно-упрочняющего композиционного керамического покрытия, включающая диоксид кремния и алюминиевую пудру, отличающаяся тем, что дополнительно содержит сажу и модифицирующую добавку, состоящую из диоксида титана, борной кислоты, доломита, кремнефтористого натрия или их смесей в различном соотношении при следующем соотношении компонентов, мас.%: алюминиевая пудра - 20-40; сажа - 5-20; модифицирующая добавка - 1-15;...
Композиция для покрытия замороженного кондитерского изделия, способ получения замороженного кондитерского изделия с покрытием и замороженное кондитерское изделие
Номер патента: 21099
Опубликовано: 30.04.2015
Авторы: Дилли Кевин Майкл, Андердаун Джеффри, Макдугалл Мэри Элизабет, Смит Кевин Уоррен
МПК: A23G 9/00, A23D 9/00, A23G 9/04...
Метки: способ, изделие, композиция, замороженного, покрытия, изделия, замороженное, кондитерское, получения, покрытием, кондитерского
Формула / Реферат:
1. Композиция для покрытия замороженного кондитерского изделия, содержащая от 63 до 70 мас.% жирового компонента, включающегоот 70 до 95 мас.% фракции пальмового масла или смеси фракций пальмового масла, которая содержит не более 8 мас.% триглицеридов S3 и которая имеет соотношение S2U:SU2>2,5;от 5 до 15% жидкого масла;до 15% масла какао иот 30 до 37 мас.% традиционно используемых добавок, обеспечивающих желаемые свойства замороженному...
Предыдущий патент: Устройство для вакуумного нанесения металлического покрытия на частицы порошка абразивного материала
Следующий патент: Способ обработки водоемов
Случайный патент: Способ сохранения и/или увеличения антиоксидантной активности массы темного шоколада при коншировании (варианты) и продукты, получаемые этим способом