Устройство для вакуумного нанесения металлического покрытия на частицы порошка абразивного материала
Номер патента: 24886
Опубликовано: 31.10.2016
Авторы: Сенько Сергей Федорович, Гордиенко Анатолий Илларионович
Формула / Реферат
Устройство для вакуумного нанесения металлического покрытия на частицы порошка абразивного материала, содержащее вакуумную камеру, в которой размещены анод, распыляемый катод и контейнер для порошка абразивного материала, снабженный телами качения диаметром от 5 до 12 мм и плотностью от 1,8 до 2,6ρ, где ρ - плотность абразивного материала, установленный под углом к вертикали с возможностью вращения с частотой от 10 до 20 об/мин, отличающееся тем, что ось вращения контейнера расположена под углом 5-10° к его собственной оси и точкой пересечения осей вблизи верха контейнера.
Текст
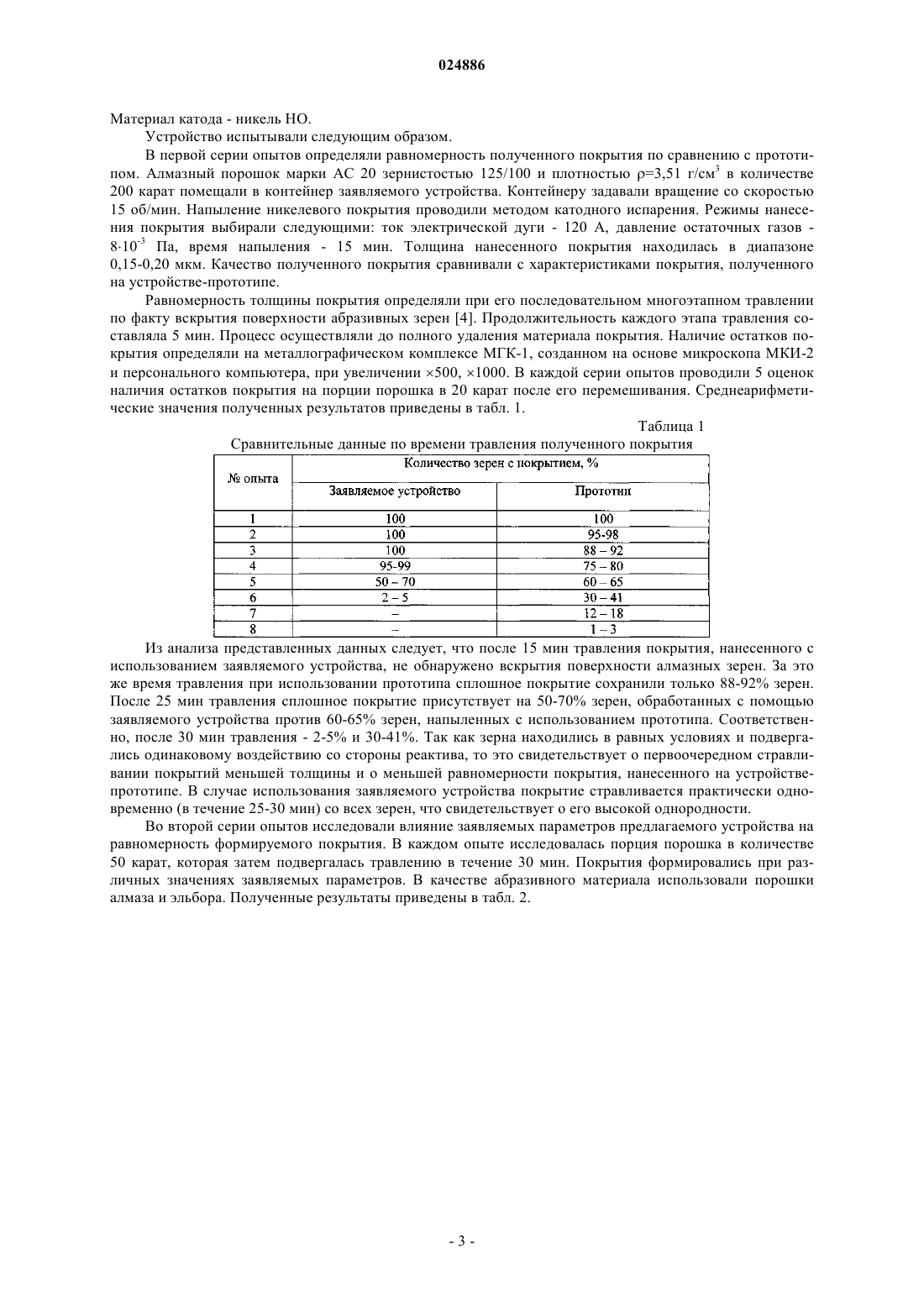
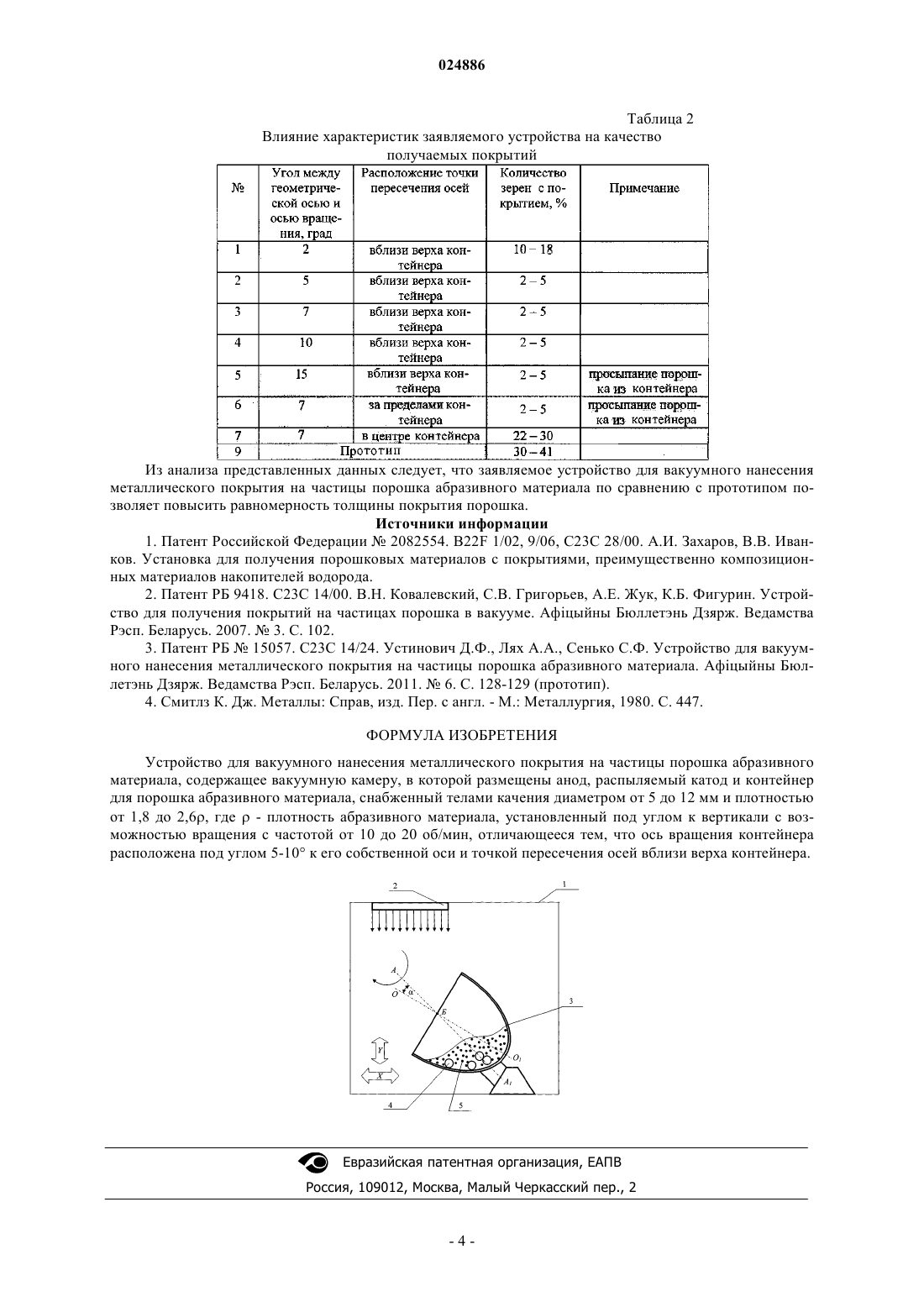
УСТРОЙСТВО ДЛЯ ВАКУУМНОГО НАНЕСЕНИЯ МЕТАЛЛИЧЕСКОГО ПОКРЫТИЯ НА ЧАСТИЦЫ ПОРОШКА АБРАЗИВНОГО МАТЕРИАЛА Изобретение относится к области вакуумной техники и может быть использовано для получения металлических покрытий на порошках абразивных материалов. В основу изобретения положена задача дальнейшего повышения равномерности покрытия порошков абразивных материалов. Поставленная задача решается тем, что в устройстве для вакуумного нанесения металлического покрытия на частицы порошка абразивного материала, содержащем вакуумную камеру, в которой размещены анод, распыляемый катод и контейнер для порошка абразивного материала,снабженный телами качения диаметром от 5 до 12 мм и плотностью от 1,8 до 2,6 , где- плотность абразивного материала, установленный под углом к вертикали с возможностью вращения с частотой от 10 до 20 об/мин, ось вращения контейнера расположена под углом 5-10 к его собственной оси и точкой пересечения осей вблизи верха контейнера. Сущность заявляемого технического решения заключается в интенсификации перемешивания частиц порошка за счет увеличения числа степеней свободы перемещения тел качения.(71)(73) Заявитель и патентовладелец: ГОСУДАРСТВЕННОЕ НАУЧНОЕ УЧРЕЖДЕНИЕ "ФИЗИКОТЕХНИЧЕСКИЙ ИНСТИТУТ НАЦИОНАЛЬНОЙ АКАДЕМИИ НАУК БЕЛАРУСИ" (BY) Заявляемое изобретение относится к области вакуумной техники и может быть использовано для получения металлических покрытий на порошках абразивных материалов. Известно устройство для вакуумного нанесения металлических покрытий на порошок абразивного материала, включающее вакуумную камеру с размещенными в ней анодом, распыляемым катодом и вибрирующим контейнером [1]. Катод испаряется в электрической дуге, и материал катода конденсируется на порошок абразивного материала. Вибрация контейнера позволяет постоянно перемешивать порошок,обеспечивая тем самым формирование покрытия на всех зернах. Недостатком данного устройства является значительная неравномерность напыляемого покрытия,обусловленная различной интенсивностью перемешивания слоев порошка на поверхности и на дне контейнера. Под воздействием колебательных движений контейнера происходит перемешивание частиц на поверхности порошковой массы и в слоях, непосредственно прилегающих к поверхности. Амплитуда колебаний порошка на дне контейнера является незначительной. Поверхностные слои оказывают на расположенные под ними слои порошка экранирующее действие, вследствие чего нанесение покрытия на порошок, находящийся в нижней части контейнера, практически не происходит. Известно устройство для вакуумного нанесения металлических покрытий на порошок абразивного материала, включающее вакуумную камеру с размещенными в ней анодом, распыляемым катодом и контейнером для порошка, выполненным в виде вращающегося барабана с перемешивающими лопатками[2]. Материал катода испаряется в электрической дуге и конденсируется на порошок абразивного материала, перемешиваемый путем вращения контейнера, установленного под углом к вертикали. Перемешивающие лопатки, закрепленные на стенках вращающегося барабана, повышают интенсивность перемешивания порошка и, следовательно, равномерность толщины наносимого покрытия. Данное устройство позволяет несколько повысить равномерность нанесения покрытия, однако она остается недостаточно высокой. Это обусловлено низкой интенсивностью перемешивания порошка в нижней части контейнера. При вращении контейнера порошок захватывается лопастями, поднимается на некоторую высоту, и высыпается на поверхность. С каждым оборотом захватываются все новые порции порошка, за счет чего и осуществляется его перемешивание. В верхней части контейнера, где его диаметр максимальный, а заполнение порошком (высота слоя порошка от стенки контейнера до поверхности слоя по вертикали, учитывая наклон контейнера) минимальное, перемешивание происходит достаточно интенсивно. Однако в донной части контейнера ввиду более полного его заполнения порошком перекатывание частиц осуществляется на значительно меньшее расстояние, поскольку диаметр контейнера в этой части значительно меньше, хотя угол поворота тот же. Перемешивание частиц порошка в этой части контейнера осуществляется преимущественно внутри общей массы. Вероятность перемещения частиц на поверхность для воздействия потоку распыляемого катода значительно падает как из-за большего заполнения этой части контейнера, так и из-за меньшей интенсивности перемешивания. Порошок скапливается на дне контейнера и экранируется верхними перемешиваемыми слоями, что не позволяет обеспечить выход его наверх и произвести на него конденсацию покрытия. Устранение этого положения за счет увеличения угла наклона контейнера приводит к высыпанию порошка из контейнера и к потерям порошка. В результате частицы порошка в верхней и нижней части контейнера имеют разную толщину покрытия. Кроме этого, низкая интенсивность перемешивания порошковой массы способствует интенсивному сращиванию частиц между собой и образованию агрегатов, что снижает эксплуатационные показатели получаемых абразивных композитов. Наиболее близким к заявляемому техническому решению, его прототипом является устройство для вакуумного нанесения металлического покрытия на частицы порошка абразивного материала, содержащее вакуумную камеру, в которой размещены анод, распыляемый катод и контейнер для порошка абразивного материала, причем контейнер установлен под углом к вертикали с возможностью вращения с частотой от 10 до 20 об/мин, при этом в контейнер помещены тела качения в количестве от 6 до 15% от его рабочего объема, выполненные из материала, плотность которого составляет от 1,8 до 2,6 ,где- плотность абразивного материала, а диаметр каждого тела качения составляет от 5 до 12 мм [3]. Недостатком прототипа также является недостаточная однородность толщины наносимого покрытия, что связано с малым количеством степеней свободы перемещения тел качения. При вращении контейнера порошковая масса с телами качения под действием сил трения между ней и стенками контейнера перемещается вверх. Затем верхние и приповерхностные слои порошковой массы под действием силы тяжести начинают движение вниз, обнажая нижележащие слои порошка. По мере поворота контейнера нижние слои порошка перемещаются наверх и далее снова пересыпаются вниз под действием силы тяжести. Относительно высокая плотность тел качения, необходимая для интенсификации перемешивания порошка, приводит к тому, что они перемещаются преимущественно в придонной области контейнера. При этом частицы порошка, находящиеся в придонной области, выталкиваются преимущественно не на поверхность общей массы порошка, а в ее середину. При достаточно длительном процессе нанесения покрытия, например 1 ч, этот недостаток нивелируется, поскольку с течением времени все большая часть частиц порошка выталкивается телами качения сначала в середину общей массы, а затем и на ее поверхность. Однако если процесс конденсации длится менее 15 мин, вся масса порошка не успевает переме-1 024886 шаться полностью. Значительная доля частиц преимущественное время находится в глубине контейнера,и не подвергается воздействию потока конденсируемого материала. Процесс конденсации покрытия в данном случае можно рассматривать как непрерывно-последовательную экспозицию факелу распыления определенных порций порошка абразивного материала с большим временем обновления этих порций. Таким образом, прототип также характеризуется недостаточно высокой равномерностью полученных покрытий. Задачей заявляемого изобретения является дальнейшее повышение равномерности покрытия порошков абразивных материалов. Поставленная задача решается тем, что в устройстве для вакуумного нанесения металлического покрытия на частицы порошка абразивного материала, содержащем вакуумную камеру, в которой размещены анод, распыляемый катод и контейнер для порошка абразивного материала, снабженный телами качения диаметром от 5 до 12 мм и плотностью от 1,8 до 2,6 , где- плотность абразивного материала,установленный под углом к вертикали с возможностью вращения с частотой от 10 до 20 об/мин, ось вращения контейнера расположена под углом 5-10 к его собственной оси и точкой пересечения осей вблизи верха контейнера. Сущность заявляемого технического решения заключается в интенсификации перемешивания частиц порошка за счет увеличения числа степеней свободы перемещения тел качения. Увеличение числа степеней свободы перемещения тел качения достигается за счет появления дополнительного качения контейнера при его вращении. Если в случае прототипа преимущественное перемещение тел качения совершалось в вертикальной плоскости при фиксированном положении оси контейнера, то в заявляемом устройстве появляется дополнительная составляющая качения в горизонтальной плоскости за счет постоянного перемещения геометрической оси контейнера относительно оси вращения. Интенсивность перемешивания порошка значительно возрастает, что и обеспечивает дальнейшее повышение равномерности конденсации покрытия. Скорость обновления порций порошка, подвергаемых напылению, заметно возрастает, что позволяет формировать достаточно тонкие слои равномерной толщины. Выбор точки пересечения осей вблизи поверхности контейнера обоснован тем, что в этом положении факел распыления охватывает максимальную площадь внутри контейнера и достигается максимальная производительность процесса. Если точка пересечения осей находится далеко за пределами контейнера, то появляется риск просыпания порошка за счет увеличения амплитуды качения контейнера. А если точка пересечения осей находится в глубине контейнера, то снижается производительность процесса,а также равномерность покрытия за счет экранирования части поверхности порошковой массы стенками контейнера. Выбор угла между геометрической осью контейнера и осью его вращения обоснован как увеличением амплитуды движения тел качения, так и сохранностью обрабатываемого материала. При угле менее 5, например 2, увеличение амплитуды движения тел качения недостаточно для заметного повышения равномерности конденсации покрытия, а при угле более 10, например 15, угол наклона контейнера в крайнем положении не обеспечивает сохранность содержимого контейнера, обрабатываемый порошок просыпается. Заявляемое изобретение поясняется чертежом, где показана схема устройства. Устройство состоит из вакуумной камеры 1 с расположенными в ней распыляемым катодом 2 и вращающимся контейнером 3, служащим одновременно анодом. В контейнер помещают тела качения 4 и абразивный порошок 5. Геометрическая ось контейнера ОО 1 наклонена к оси его вращения АА 1 под угломи пересекается с ней в точке Б, расположенной вблизи или в плоскости открытой поверхности контейнера. Устройство работает следующим образом. Вращение контейнера с заданной скоростью приводит в движение находящиеся в нем тела качения и порошковую массу. Поскольку тела качения имеют больший вес по сравнению с частицами порошка, при вращении контейнера они скатываются с его внутренней поверхности при меньшем угле поворота, чем частицы порошка, удерживаемые друг с другом силами трения. Вращение контейнера вокруг своей оси OO1 приводит к перемещению тел качения преимущественно в плоскости Y, а смещение оси вращения AA1 по отношению к геометрической оси ОО 1 на уголприводит к дополнительному перемещению тел качения в горизонтальной плоскости X и интенсификации процесса перемешивания. Поскольку тела качения вследствие своего большего веса и большей плотности в процессе напыления покрытия совершают движение во всевозможных направлениях преимущественно в нижней части контейнера, это приводит к подъему порошка из нижней части контейнера в верхнюю и его интенсивному перемешиванию. Материал распыляемого катода конденсируется на постоянно возобновляемой поверхности порошковой массы, что обеспечивает высокую равномерность наносимого покрытия. Заявляемое устройство было изготовлено на базе установки ионно-плазменного напыления ВУ-1 Б,в вакуумной камере которой был установлен чашеобразный контейнер, приводимый во вращение с помощью электродвигателя. Угол наклона оси вращения контейнера составлял 452. В контейнер помещали тела вращения в форме шаров диаметром 8 мм из стали плотностью 7,8 г/см 3 в количестве 10 шт. Материал катода - никель НО. Устройство испытывали следующим образом. В первой серии опытов определяли равномерность полученного покрытия по сравнению с прототипом. Алмазный порошок марки АС 20 зернистостью 125/100 и плотностью =3,51 г/см 3 в количестве 200 карат помещали в контейнер заявляемого устройства. Контейнеру задавали вращение со скоростью 15 об/мин. Напыление никелевого покрытия проводили методом катодного испарения. Режимы нанесения покрытия выбирали следующими: ток электрической дуги - 120 А, давление остаточных газов 810-3 Па, время напыления - 15 мин. Толщина нанесенного покрытия находилась в диапазоне 0,15-0,20 мкм. Качество полученного покрытия сравнивали с характеристиками покрытия, полученного на устройстве-прототипе. Равномерность толщины покрытия определяли при его последовательном многоэтапном травлении по факту вскрытия поверхности абразивных зерен [4]. Продолжительность каждого этапа травления составляла 5 мин. Процесс осуществляли до полного удаления материала покрытия. Наличие остатков покрытия определяли на металлографическом комплексе МГК-1, созданном на основе микроскопа МКИ-2 и персонального компьютера, при увеличении 500, 1000. В каждой серии опытов проводили 5 оценок наличия остатков покрытия на порции порошка в 20 карат после его перемешивания. Среднеарифметические значения полученных результатов приведены в табл. 1. Таблица 1 Сравнительные данные по времени травления полученного покрытия Из анализа представленных данных следует, что после 15 мин травления покрытия, нанесенного с использованием заявляемого устройства, не обнаружено вскрытия поверхности алмазных зерен. За это же время травления при использовании прототипа сплошное покрытие сохранили только 88-92% зерен. После 25 мин травления сплошное покрытие присутствует на 50-70% зерен, обработанных с помощью заявляемого устройства против 60-65% зерен, напыленных с использованием прототипа. Соответственно, после 30 мин травления - 2-5% и 30-41%. Так как зерна находились в равных условиях и подвергались одинаковому воздействию со стороны реактива, то это свидетельствует о первоочередном стравливании покрытий меньшей толщины и о меньшей равномерности покрытия, нанесенного на устройствепрототипе. В случае использования заявляемого устройства покрытие стравливается практически одновременно (в течение 25-30 мин) со всех зерен, что свидетельствует о его высокой однородности. Во второй серии опытов исследовали влияние заявляемых параметров предлагаемого устройства на равномерность формируемого покрытия. В каждом опыте исследовалась порция порошка в количестве 50 карат, которая затем подвергалась травлению в течение 30 мин. Покрытия формировались при различных значениях заявляемых параметров. В качестве абразивного материала использовали порошки алмаза и эльбора. Полученные результаты приведены в табл. 2. Таблица 2 Влияние характеристик заявляемого устройства на качество получаемых покрытий Из анализа представленных данных следует, что заявляемое устройство для вакуумного нанесения металлического покрытия на частицы порошка абразивного материала по сравнению с прототипом позволяет повысить равномерность толщины покрытия порошка. Источники информации 1. Патент Российской Федерации 2082554. B22F 1/02, 9/06, С 23 С 28/00. А.И. Захаров, В.В. Иванков. Установка для получения порошковых материалов с покрытиями, преимущественно композиционных материалов накопителей водорода. 2. Патент РБ 9418. С 23 С 14/00. В.Н. Ковалевский, С.В. Григорьев, А.Е. Жук, К.Б. Фигурин. Устройство для получения покрытий на частицах порошка в вакууме. Афiцыйны Бюллетэнь Дзярж. Ведамства Рэсп. Беларусь. 2007.3. С. 102. 3. Патент РБ 15057. С 23 С 14/24. Устинович Д.Ф., Лях А.А., Сенько С.Ф. Устройство для вакуумного нанесения металлического покрытия на частицы порошка абразивного материала. Афiцыйны Бюллетэнь Дзярж. Ведамства Рэсп. Беларусь. 2011.6. С. 128-129 (прототип). 4. Смитлз К. Дж. Металлы: Справ, изд. Пер. с англ. - М.: Металлургия, 1980. С. 447. ФОРМУЛА ИЗОБРЕТЕНИЯ Устройство для вакуумного нанесения металлического покрытия на частицы порошка абразивного материала, содержащее вакуумную камеру, в которой размещены анод, распыляемый катод и контейнер для порошка абразивного материала, снабженный телами качения диаметром от 5 до 12 мм и плотностью от 1,8 до 2,6, где- плотность абразивного материала, установленный под углом к вертикали с возможностью вращения с частотой от 10 до 20 об/мин, отличающееся тем, что ось вращения контейнера расположена под углом 5-10 к его собственной оси и точкой пересечения осей вблизи верха контейнера.
МПК / Метки
МПК: C23C 14/24
Метки: абразивного, устройство, материала, нанесения, покрытия, вакуумного, частицы, порошка, металлического
Код ссылки
<a href="https://eas.patents.su/5-24886-ustrojjstvo-dlya-vakuumnogo-naneseniya-metallicheskogo-pokrytiya-na-chasticy-poroshka-abrazivnogo-materiala.html" rel="bookmark" title="База патентов Евразийского Союза">Устройство для вакуумного нанесения металлического покрытия на частицы порошка абразивного материала</a>
Способ вакуумного нанесения металлического покрытия на частицы порошка абразивного материала
Номер патента: 24836
Опубликовано: 31.10.2016
Авторы: Гордиенко Анатолий Илларионович, Сенько Сергей Федорович
МПК: B22F 1/02, C23C 14/24
Метки: вакуумного, частицы, нанесения, порошка, абразивного, покрытия, металлического, способ, материала
Формула / Реферат:
Способ вакуумного нанесения металлического покрытия на частицы порошка абразивного материала, включающий испарение материала покрытия и его последующую конденсацию на частицы порошка, непрерывно перемешиваемого во вращающемся с частотой от 10 до 20 об/мин контейнере, содержащем тела качения диаметром от 5 до 12 мм и плотностью от 1,8ρ до 2,6ρ, где ρ - плотность абразивного материала, в количестве от 6 до 15 об.%, отличающийся тем,...
Устройство и способ для обработки и/или нанесения покрытия на поверхности подложек методом вакуумного напыления
Номер патента: 23891
Опубликовано: 29.07.2016
Автор: Фидлер Марио
МПК: C23C 14/35, C23C 14/56
Метки: устройство, вакуумного, напыления, покрытия, подложек, поверхности, методоm, способ, нанесения, обработки
Формула / Реферат:
1. Устройство для обработки и/или нанесения покрытия на поверхности подложек методом вакуумного напыления, содержащее вакуумную камеру, в которой установлены несколько держателей (26) подложек, выполненных с возможностью приведения во вращение, по меньшей мере одно экранирующее приспособление (48, 50, 52, 54) и несколько блоков (12, 14, 16) обработки и/или нанесения покрытия, включающих по меньшей мере один из источника испарения, катода,...
Технологическое устройство для нанесения покрытия на частицы
Номер патента: 21341
Опубликовано: 29.05.2015
Авторы: Срциц Станко, Перпар Матьяз, Савиц Славислав, Дреу Рок, Лустрик Матевз, Зун Изток, Грегорка Матия, Сибанц Рок
Метки: устройство, нанесения, покрытия, технологическое, частицы
Формула / Реферат:
1. Технологическое устройство для нанесения покрытия на частицы, в котором на внутренней стенке (1) установлен один или более блоков, причем каждый блок состоит из дискообразного элемента (4) для формирования вихревого потока, вокруг которого расположена прямая или изогнутая в сечении перфорированная пластина (3) и дутьевая трубка (5), причем через центр дискообразного элемента (4) для формирования вихревого потока проходит одно- или двухфазное...
Способ нанесения покрытия на полимерные частицы и получения полимерных изделий из этих частиц
Номер патента: 15444
Опубликовано: 31.08.2011
Автор: Бремер Леонардус Герардус Бернардус
МПК: C08J 7/04
Метки: получения, частицы, покрытия, изделий, полимерных, полимерные, способ, нанесения, частиц, этих
Формула / Реферат:
1. Способ нанесения покрытия на полимерные частицы, включающийконтактирование частиц с композицией, содержащей добавку, пленкообразующее связующее, которое является смешиваемым с полимером, и диспергирующее вещество,удаление диспергирующего вещества при температуре частиц, при которой связующее может образовывать пленку и которая ниже температуры размягчения Tp полимера, иобразование и отверждение слоя связующего, содержащего добавку на...
Способ и устройство для получения металлического порошка
Номер патента: 21918
Опубликовано: 30.09.2015
Авторы: Ниеминен Вилле, Виртанен Хенри
Метки: металлического, устройство, порошка, получения, способ
Формула / Реферат:
1. Способ производства металлического порошка, в котором раствор, содержащий соль целевого металла, смешивают с раствором, содержащим по меньшей мере одну соль вспомогательного металла, для осаждения целевого металла в виде порошка, отличающийся тем, чтов одну из камер электролитической ячейки, которая является анодным пространством, помещают целевой металл в качестве анода и кислоту в качестве электролита;в другую камеру электролитической...
Предыдущий патент: Способ локации радиоузла и средства локации радиоузла
Следующий патент: Способ нанесения упрочняющего покрытия на металлические изделия
Случайный патент: Устройство для доставки лекарств