Способ нанесения многослойного коррозионно-стойкого покрытия
Номер патента: 16701
Опубликовано: 30.06.2012
Авторы: Латушкина Светлана Дмитриевна, Вершина Алексей Константинович

Формула / Реферат
Способ нанесения многослойного коррозионно-стойкого покрытия, включающий последовательное нанесение на поверхность изделия слоя титана и нескольких слоев его тугоплавких соединений путем ионной бомбардировки каждого слоя ионами титана до достижения на поверхности изделия температуры 200-400°С и осаждения соответственно слоя титана либо нескольких слоев его тугоплавких соединений, охлаждение поверхности изделия до комнатной температуры после осаждения каждого слоя, отличающийся тем, что перед осаждением слоев тугоплавких соединений титана проводят дополнительный нагрев поверхности изделия до температуры 500-600°С, которую затем поддерживают постоянной или меняют периодически в пределах 500-600°С от верхнего значения к нижнему и обратно по линейному закону с цикличностью 0,25 ч.
Текст
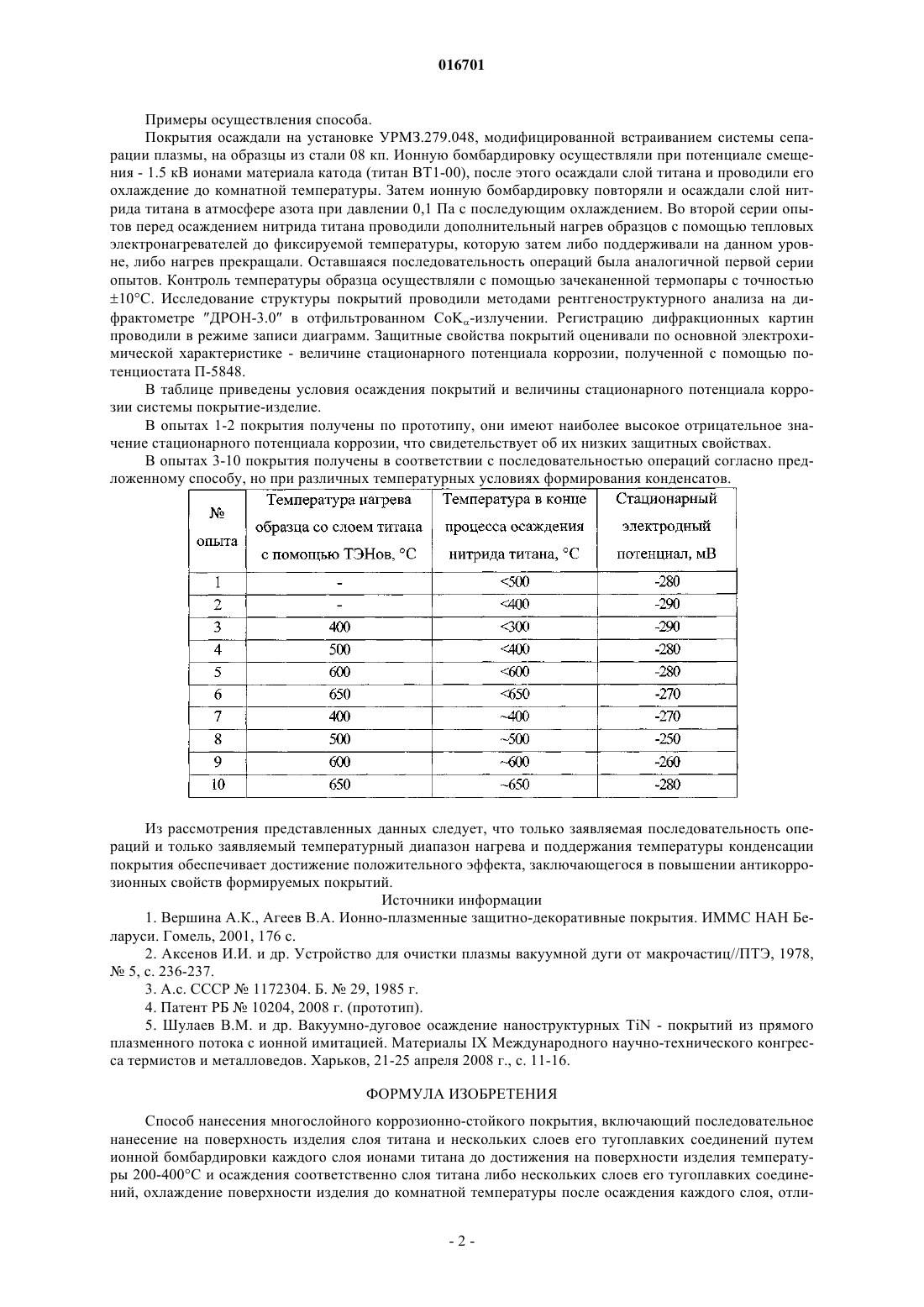
СПОСОБ НАНЕСЕНИЯ МНОГОСЛОЙНОГО КОРРОЗИОННО-СТОЙКОГО ПОКРЫТИЯ Предлагаемое изобретение относится к технологии осаждения электродуговых покрытий в вакууме и может быть использовано для получения покрытий с высокими защитными свойствами на металлических изделиях. Технической задачей предлагаемого изобретения является повышение коррозионной стойкости металлических изделий с покрытием за счет формирования текстурированного покрытия с минимальной пористостью. Для достижения поставленной технической задачи в способе нанесения многослойного коррозионно-стойкого покрытия, включающем последовательное нанесение на поверхность изделия слоя титана и нескольких слоев его тугоплавких соединений путем ионной бомбардировки каждого слоя ионами титана до достижения на поверхности изделия температуры 200-400 С и осаждения соответственно слоя титана либо нескольких слоев его тугоплавких соединений, охлаждение поверхности изделия до комнатной температуры после осаждения каждого слоя, перед осаждением слоев тугоплавких соединений титана проводят дополнительный нагрев поверхности изделия до температуры 500-600 С, которую затем поддерживают постоянной или меняют периодически в пределах 500-600 С от верхнего значения к нижнему и обратно по линейному закону с цикличностью 0,25 ч. Дополнительный нагрев поверхности изделия и поддержание постоянной либо изменяющейся температуры на этапе осаждения тугоплавкого соединения осуществляют с помощью теплоизлучающих устройств, например тепловых электронагревателей либо теплоизлучающих ламп.(71)(73) Заявитель и патентовладелец: ГОСУДАРСТВЕННОЕ НАУЧНОЕ УЧРЕЖДЕНИЕ "ФИЗИКОТЕХНИЧЕСКИЙ ИНСТИТУТ НАЦИОНАЛЬНОЙ АКАДЕМИИ НАУК БЕЛАРУСИ" (BY) 016701 Изобретение относится к технологии осаждения электродуговых покрытий в вакууме и может быть использовано для получения покрытий с высокими защитными свойствами на металлических изделиях. Продукты эрозии катода вакуумной дуги наряду с нейтральной и заряженной компонентами содержат значительное количество макрочастиц в виде капель, кластеров и твердых осколков материала катода. Их присутствие в плазменном потоке приводит к образованию в формируемых конденсатах пор и кратероподобных лунок, что отрицательно сказывается на защитных и, в частности, антикоррозионных свойствах покрытий [1]. Известен способ нанесения защитных покрытий, не содержащих макрочастиц, включающий распыление материала катода, сепарацию образованного потока путем транспортировки его вдоль криволинейной плазмооптической системы и осаждение покрытия на изделие [2]. Недостатком данного способа является формирование столбчатой структуры в покрытии, что снижает его коррозионную стойкость. Известен способ нанесения защитных покрытий с помощью низковольтного электрического разряда при пониженном давлении, включающий нанесение на поверхность изделия многослойного покрытия на основе титана и его тугоплавких соединений с последующей ионной бомбардировкой каждого слоя потоком ионов титана высокой энергии [3]. Недостатком данного способа является также низкая коррозионная стойкость формируемого покрытия вследствие его столбчатой структуры. Наиболее близким по технической сущности к заявляемому способу является способ электродугового нанесения в вакууме коррозионно-стойкого многослойного покрытия, принятый за прототип, включающий последовательное нанесение на поверхность изделия слоя титана и нескольких слоев его тугоплавких соединений с ионной бомбардировкой каждого слоя ионами титана высокой энергии, а также охлаждение поверхности изделия до комнатной температуры после осаждения каждого слоя покрытия[4]. Недостатком данного способа является низкая коррозионная стойкость осажденного конденсата вследствие формирования пористого нетекстурированного слоя соединений титана из-за низкой температуры поверхности конденсации, а также низкая адгезионная прочность покрытия. Технической задачей предлагаемого изобретения является повышение коррозионной стойкости металлических изделий с покрытием за счет формирования текстурированного покрытия с минимальной пористостью. Для достижения поставленной технической задачи в способе нанесения многослойного коррозионностойкого покрытия, включающем последовательное нанесение на поверхность изделия слоя титана и нескольких слоев его тугоплавких соединений путем ионной бомбардировки каждого слоя ионами титана до достижения на поверхности изделия температуры 200-400 С и осаждения соответственно слоя титана либо нескольких слоев его тугоплавких соединений, охлаждение поверхности изделия до комнатной температуры после осаждения каждого слоя, перед осаждением слоев тугоплавких соединений титана проводят дополнительный нагрев поверхности изделия до температуры 500-600 С, которую затем поддерживают постоянной или меняют периодически в пределах 500-600 С от верхнего значения к нижнему и обратно по линейному закону с цикличностью 0,25 ч. Дополнительный нагрев поверхности изделия и поддержание постоянной либо изменяющейся температуры на этапе осаждения тугоплавкого соединения осуществляют с помощью теплоизлучающих устройств, например тепловых электронагревателей либо теплоизлучающих ламп. В процессе ионной бомбардировки обрабатываемая поверхность изделия подвергается не только ионной очистке, но и интенсивному разогреву. В дальнейшем при переходе к этапу конденсации покрытия наблюдается уменьшение температуры в системе изделие-покрытие, что обусловлено с одной стороны снижением энергии частиц, взаимодействующих с поверхностью конденсации, а с другой - охлаждением изделия в вакуумном технологическом объеме вследствие излучения и конвективных потерь. Поэтому температура изделия оказывается недостаточной для протекания плазмохимических реакций образования соединений титана на его поверхности, и последние формируются не в результате гетерогенной реакции на поверхности конденсации, а в газовой среде. В последующем они осаждаются на изделие в виде пористого, практически нетекстурированного слоя, обладающего как низкой коррозионной стойкостью, так и низкой адгезией к подложке. Следовательно, для формирования покрытий с высокими физико-механическими характеристиками и адгезионной прочностью необходимо поддерживать температуру изделия на заданном уровне, который для нитридтитановых покрытий составляет порядка 500 С [5]. Повышение температуры нагрева изделия выше 600 С не приводит к дополнительному положительному эффекту, а также не желательно из-за соображений энергосбережения. Кроме того, для осаждения покрытий заданного фазового состава и стехиометрии температуру конденсации необходимо поддерживать постоянной (при формировании однокомпонентных покрытий), либо изменять ее в некотором интервале в соответствии с известными значениями энергии активации образования требуемого соединения (при формировании многокомпонентных покрытий). При необходимости осаждения покрытий, представляющих собой тугоплавкие соединения титана, последнее условие наиболее просто удовлетворяется изменением температуры поверхности конденсации по линейному закону с цикличностью 0,25 ч.-1 016701 Примеры осуществления способа. Покрытия осаждали на установке УРМЗ.279.048, модифицированной встраиванием системы сепарации плазмы, на образцы из стали 08 кп. Ионную бомбардировку осуществляли при потенциале смещения - 1.5 кВ ионами материала катода (титан ВТ 1-00), после этого осаждали слой титана и проводили его охлаждение до комнатной температуры. Затем ионную бомбардировку повторяли и осаждали слой нитрида титана в атмосфере азота при давлении 0,1 Па с последующим охлаждением. Во второй серии опытов перед осаждением нитрида титана проводили дополнительный нагрев образцов с помощью тепловых электронагревателей до фиксируемой температуры, которую затем либо поддерживали на данном уровне, либо нагрев прекращали. Оставшаяся последовательность операций была аналогичной первой серии опытов. Контроль температуры образца осуществляли с помощью зачеканенной термопары с точностью 10 С. Исследование структуры покрытий проводили методами рентгеноструктурного анализа на дифрактометре ДРОН-3.0 в отфильтрованном CoK-излучении. Регистрацию дифракционных картин проводили в режиме записи диаграмм. Защитные свойства покрытий оценивали по основной электрохимической характеристике - величине стационарного потенциала коррозии, полученной с помощью потенциостата П-5848. В таблице приведены условия осаждения покрытий и величины стационарного потенциала коррозии системы покрытие-изделие. В опытах 1-2 покрытия получены по прототипу, они имеют наиболее высокое отрицательное значение стационарного потенциала коррозии, что свидетельствует об их низких защитных свойствах. В опытах 3-10 покрытия получены в соответствии с последовательностью операций согласно предложенному способу, но при различных температурных условиях формирования конденсатов. Из рассмотрения представленных данных следует, что только заявляемая последовательность операций и только заявляемый температурный диапазон нагрева и поддержания температуры конденсации покрытия обеспечивает достижение положительного эффекта, заключающегося в повышении антикоррозионных свойств формируемых покрытий. Источники информации 1. Вершина А.К., Агеев В.А. Ионно-плазменные защитно-декоративные покрытия. ИММС НАН Беларуси. Гомель, 2001, 176 с. 2. Аксенов И.И. и др. Устройство для очистки плазмы вакуумной дуги от макрочастиц//ПТЭ, 1978, 5, с. 236-237. 3. А.с. СССР 1172304. Б.29, 1985 г. 4. Патент РБ 10204, 2008 г. (прототип). 5. Шулаев В.М. и др. Вакуумно-дуговое осаждение наноструктурных TiN - покрытий из прямого плазменного потока с ионной имитацией. Материалы IX Международного научно-технического конгресса термистов и металловедов. Харьков, 21-25 апреля 2008 г., с. 11-16. ФОРМУЛА ИЗОБРЕТЕНИЯ Способ нанесения многослойного коррозионно-стойкого покрытия, включающий последовательное нанесение на поверхность изделия слоя титана и нескольких слоев его тугоплавких соединений путем ионной бомбардировки каждого слоя ионами титана до достижения на поверхности изделия температуры 200-400 С и осаждения соответственно слоя титана либо нескольких слоев его тугоплавких соединений, охлаждение поверхности изделия до комнатной температуры после осаждения каждого слоя, отли-2 016701 чающийся тем, что перед осаждением слоев тугоплавких соединений титана проводят дополнительный нагрев поверхности изделия до температуры 500-600 С, которую затем поддерживают постоянной или меняют периодически в пределах 500-600 С от верхнего значения к нижнему и обратно по линейному закону с цикличностью 0,25 ч.
МПК / Метки
МПК: C23C 14/48, C23C 28/00, C23C 14/02
Метки: многослойного, способ, нанесения, коррозионно-стойкого, покрытия
Код ссылки
<a href="https://eas.patents.su/4-16701-sposob-naneseniya-mnogoslojjnogo-korrozionno-stojjkogo-pokrytiya.html" rel="bookmark" title="База патентов Евразийского Союза">Способ нанесения многослойного коррозионно-стойкого покрытия</a>
Способ нанесения двухслойного гальванического покрытия на медные гильзы и плиты кристаллизаторов
Номер патента: 8676
Опубликовано: 29.06.2007
Авторы: Гуненков Валентин Юрьевич, Николаев Владимир Александрович, Жуков Владимир Викторович, Андрианов Николай Викторович, Маточкин Виктор Аркадьевич, Борщов Сергей Михайлович, Демин Александр Владимирович
МПК: C25D 5/12, B22D 11/059
Метки: кристаллизаторов, двухслойного, плиты, гальванического, медные, гильзы, способ, нанесения, покрытия
Формула / Реферат:
Способ нанесения двухслойного гальванического покрытия на медные изделия, представляющие собой гильзы или плиты кристаллизаторов, включающий следующие операции: промывку поверхности изделия и формирование двухслойного электрохимического покрытия, отличающийся тем, что изделие предварительно обрабатывают в электролите, содержащем гидроксид натрия концентрации 170-230 г/дм3 при температуре 18-20шС и плотности тока от 3 до 10 А/дм2, затем...
Суспензия, содержащая фибриноген, тромбин и спирт, способ её получения, способ нанесения покрытия, способ сушки покрытия и коллагеновая губка с покрытием
Номер патента: 6686
Опубликовано: 24.02.2006
Автор: Шауфлер Альфред
МПК: A61L 24/10, A61L 15/32
Метки: получения, губка, суспензия, покрытием, способ, спирт, сушки, содержащая, тромбин, фибриноген, покрытия, коллагеновая, нанесения
Формула / Реферат:
1. Суспензия, содержащая фибриноген, тромбин и спирт, причем способ, которым указанную суспензию получают, включает в себя следующее: приготовление смеси фибриногена и спирта; приготовление смеси тромбина и спирта; смешивание смеси фибриногена и смеси тромбина для получения указанной суспензии, причем указанная суспензия содержит частицы фибриногена и тромбина со средним диаметром частиц по Folk Ward в пределах 25-100 мкм. 2. Суспензия по п.1,...
Передатчик энергии для использования в агрегатах для нанесения покрытий и/или в сушильных установках, в частности, для нанесения лакового покрытия
Номер патента: 7500
Опубликовано: 27.10.2006
Автор: Райхельт Хельмут
Метки: энергии, использования, покрытия, сушильных, установках, агрегатах, лакового, передатчик, частности, нанесения, покрытий
Формула / Реферат:
1. Передатчик энергии для использования в агрегатах для нанесения покрытия и/или в сушильных установках, в частности, для нанесения лакового покрытия, содержащий по меньшей мере один плоский элемент, который содержит несущую пластину, имеющую на задней поверхности излучающий слой, причем соответствующий излучающий слой посредством устройства управления возбуждается для излучения по меньшей мере в одной полосе частот и полоса частот перекрывает...
Материал покрытия, способ его приготовления и нанесения на деревянную подложку
Номер патента: 8511
Опубликовано: 29.06.2007
Авторы: Бенни Стефано, Спанья Алессандро, Нанни Алессандро, Карелли Роберто
МПК: B27K 3/52, C09D 15/00, B27K 3/34...
Метки: способ, деревянную, приготовления, покрытия, материал, нанесения, подложку
Формула / Реферат:
1. Система для покрытия деревянных поверхностей, включающая грунтовку, содержащую акриловые смолы или дериватизированные акриловые смолы в водной дисперсии; антиоксидантное соединение для дерева; компоненты отделочного слоя, представляющие собой акриловые смолы в водной дисперсии; антиоксидантное соединение для покрытия, выбранное из пиперидильных производных; поглощающее ультрафиолетовые лучи соединение, выбранное из...
Способ и устройство для нанесения на стекло теплоотражающего покрытия
Номер патента: 15085
Опубликовано: 30.06.2011
Авторы: Асиккала Кай, Раяла Маркку, Ховинен Ансси
МПК: C03C 17/245, C03B 37/014, C03C 17/02...
Метки: устройство, покрытия, теплоотражающего, способ, нанесения, стекло
Формула / Реферат:
1. Способ нанесения на стекло теплоотражающего покрытия на основе SnO2, ZnO или их комбинации с использованием метода химического осаждения из паровой фазы (CVD), в котором при осаждении покрытия по меньшей мере часть покрывающего материала подают в виде твердых частиц, состав которых, по существу, совпадает с составом покрытия, которое должно быть нанесено, и диаметр которых составляет менее 200 нм.2. Способ по п.1, отличающийся тем, что состав...
Предыдущий патент: Способ ионно-лучевой обработки деталей и инструмента из углеродистых и легированных сплавов
Следующий патент: Способ изготовления охлаждающего канала поршня двигателя внутреннего сгорания
Случайный патент: Пирролопиримидины и их применение