Способ оснащения листов эластизированными областями и лист, полученный этим способом
Формула / Реферат
1. Способ оснащения листа на основе термопластического полимера для подгузника одноразового использования на расстоянии от внешней наружной кромки этого листа эластизированной областью, выполненной с возможностью растягивания и стягивания в направлении толщины листа, путем использования неподвижного и подвижного формующих блоков, каждый из которых имеет формующие лопасти, отличающийся тем, что формующие лопасти размещают таким образом, что проекции форм их поперечных сечений на лист образованы подобными кривыми линиями и/или подобными изогнутыми линиями, расположенными вокруг центра подобия, при этом указанные формующие лопасти проходят в направлении толщины листа от неподвижного и подвижного формующих блоков с возможностью быть вставленными друг в друга, но не приходить в контакт друг с другом, а указанный способ включает
этап размещения листа между неподвижным и подвижным формующими блоками и
этап растягивания листа, на котором формующие лопасти неподвижного и подвижного формующих блоков вставляют друг в друга для растягивания листа между удаленными концами каждой пары смежных формующих лопастей.
2. Способ по п.1, согласно которому на этапе растягивания листа формующие лопасти удерживают во взаимно вставленном состоянии в течение заданного промежутка времени.
3. Способ по п.2, согласно которому на этапе растягивания листа формующие лопасти удерживают во взаимно вставленном состоянии в течение заданного промежутка времени при температуре, меньшей температуры плавления листа на основе термопластического полимера, но большей температуры окружающей среды.
4. Способ по любому из пп.1-3, согласно которому после размещения лист фиксируют в направлении его толщины между неподвижным и подвижным формующими блоками в наружной области, проходящей вокруг области, в которой расположены удаленные концы формующих лопастей, и/или центральной области, ограниченной областью, в которой расположены удаленные концы формующих лопастей.
5. Способ по любому из пп.1-4, согласно которому лист может быть оснащен частичной областью, в которой при вставлении формующих лопастей друг в друга глубина вставления непрерывно изменяется.
6. Лист на основе термопластического полимера, оснащенный эластизированной областью согласно способу по любому из пп.1-5, содержащий пленки на основе термопластического полимера и/или волокнистые нетканые материалы на основе термопластического полимера.
7. Лист по п.6, в котором пленки и/или нетканые материалы выполнены эластичными.
8. Лист по любому из п.6 или 7, содержащий слоистый лист, имеющий по меньшей мере два типа пленок и нетканых материалов соответственно.

Текст
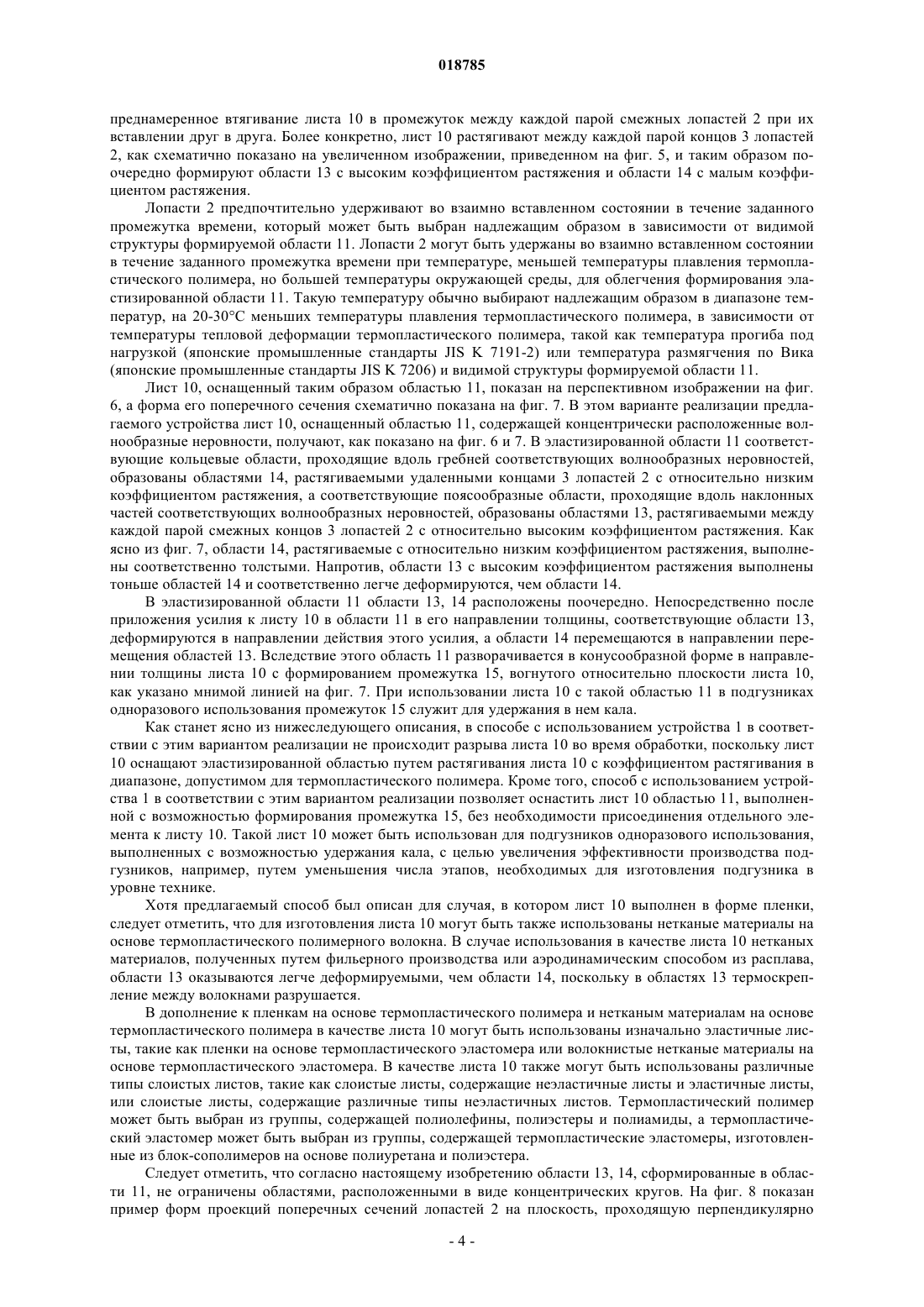
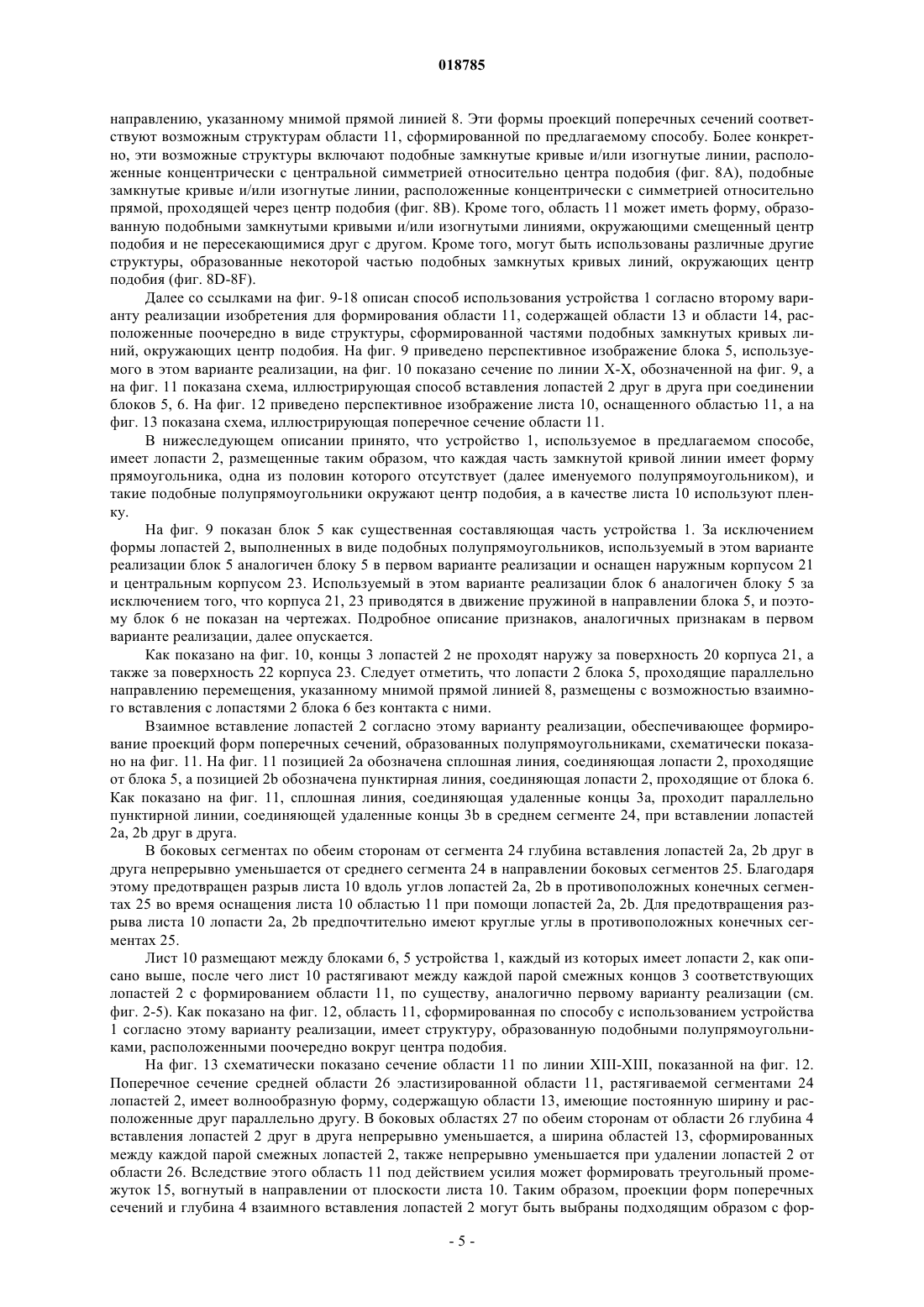
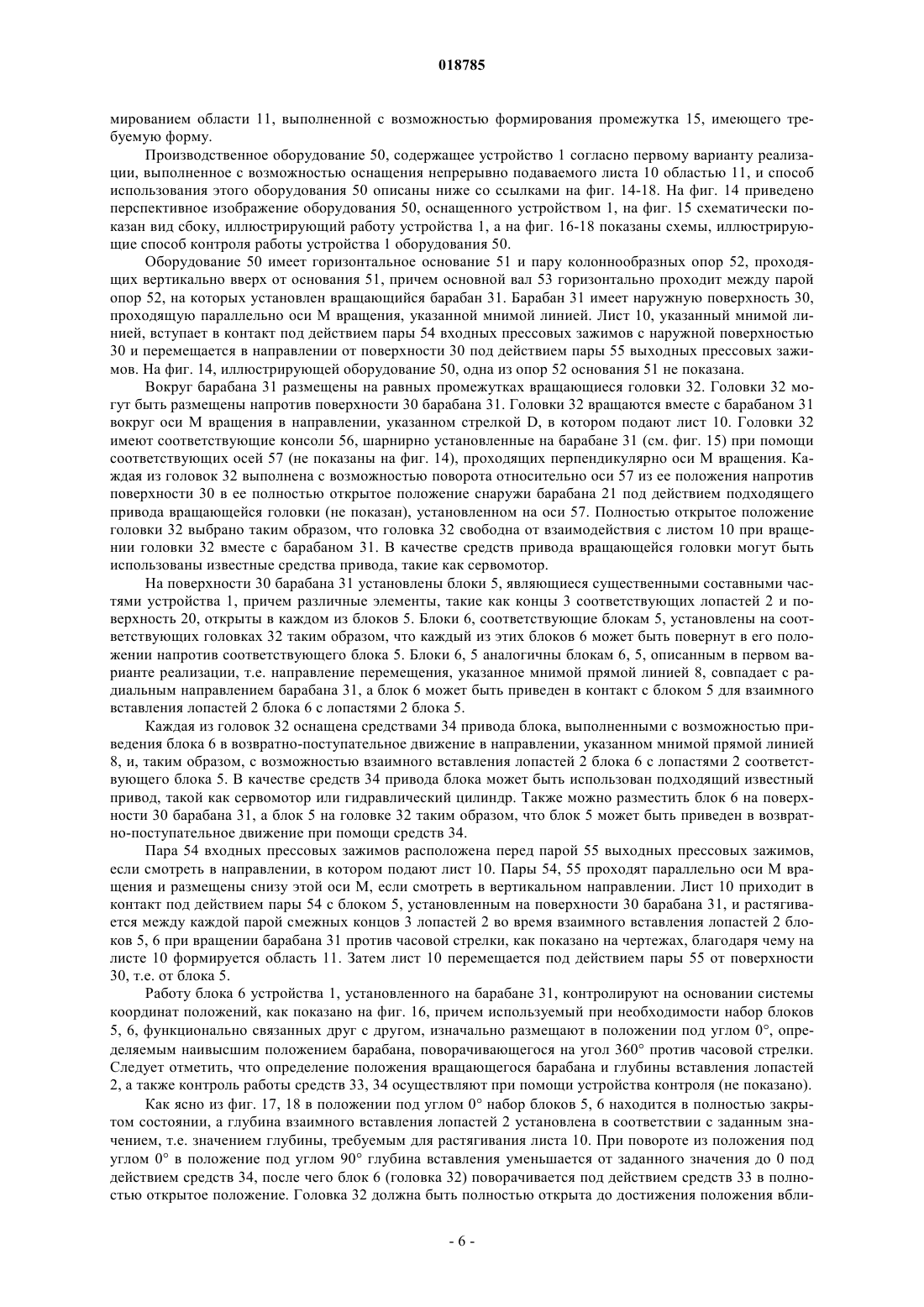
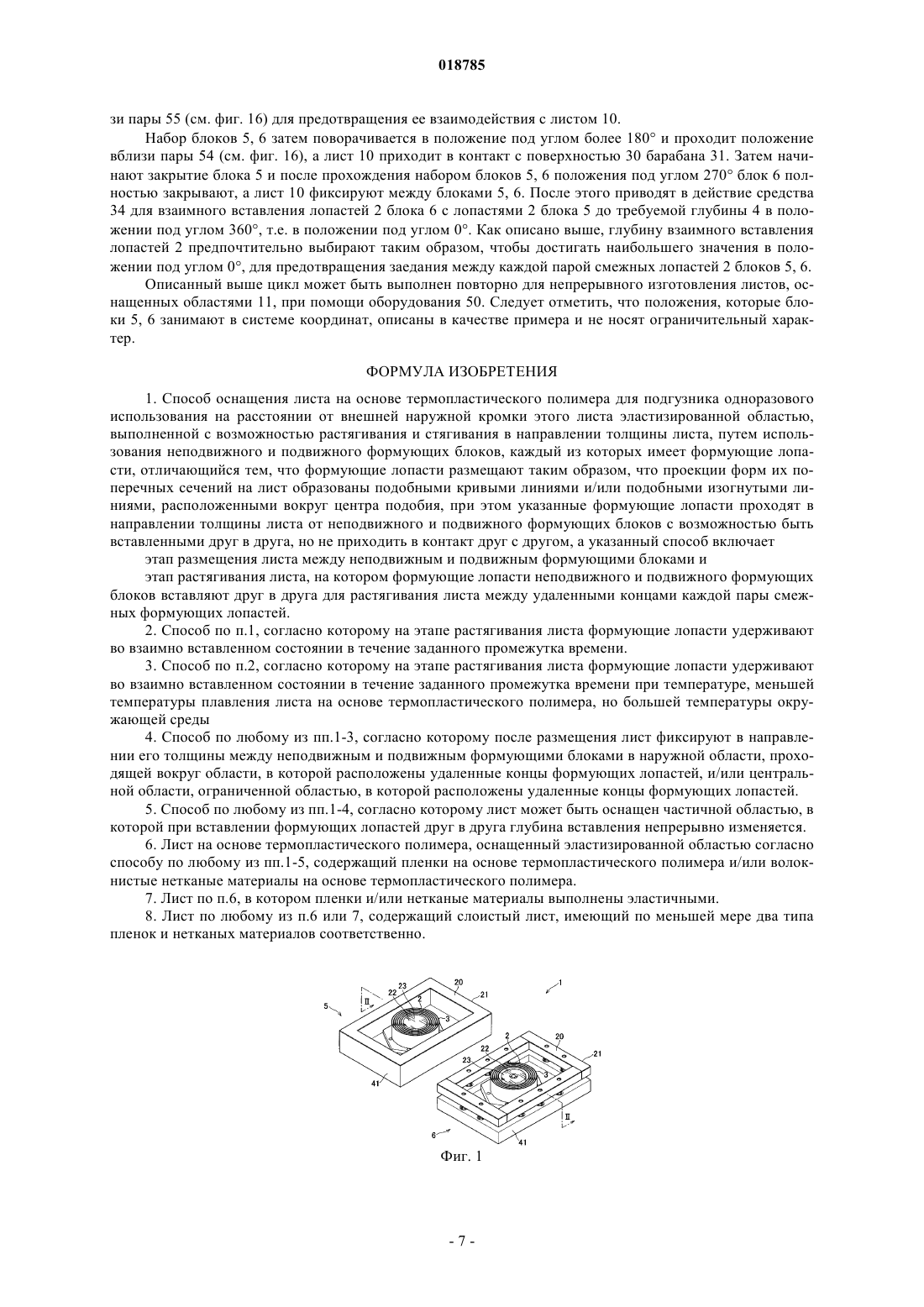
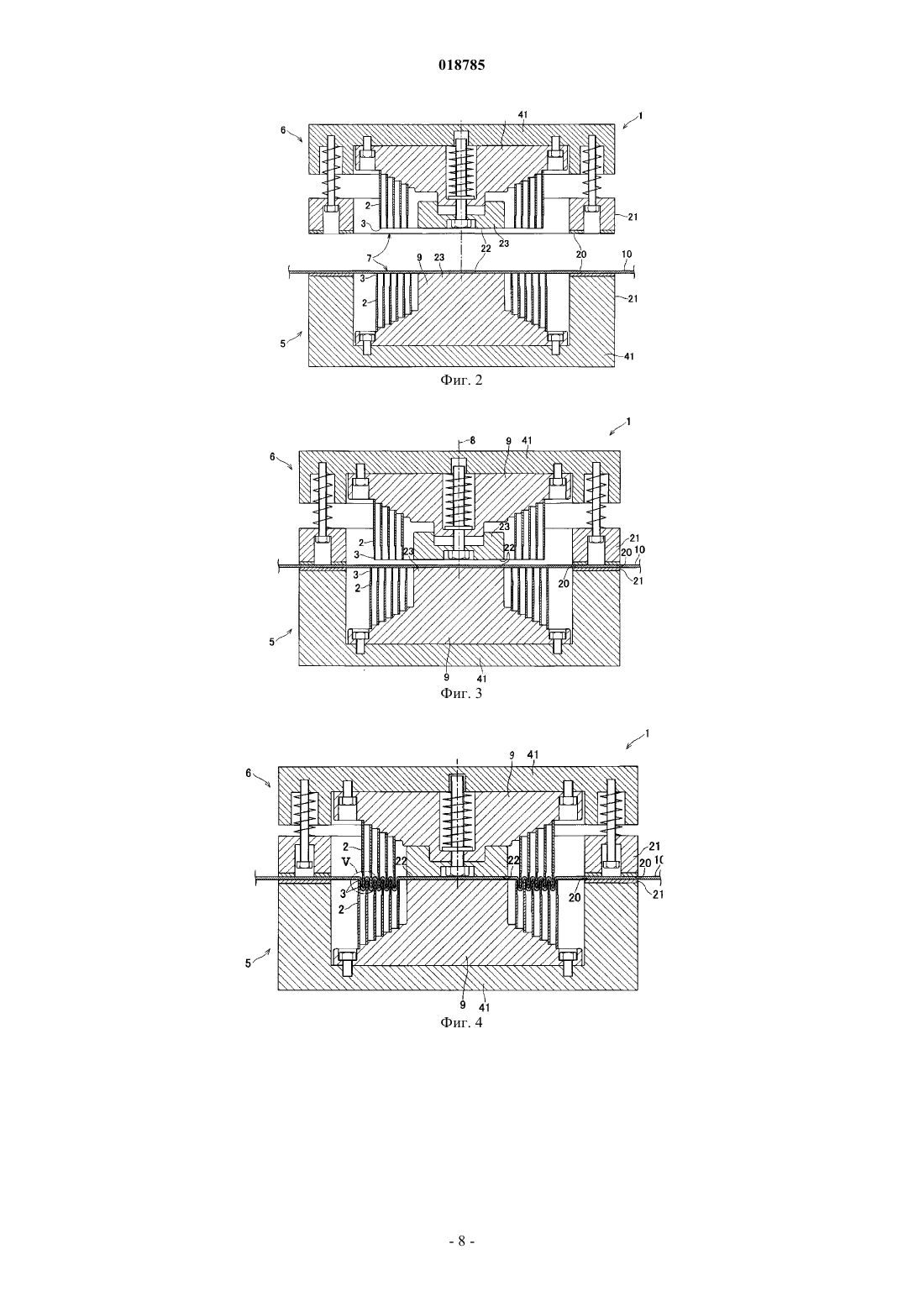
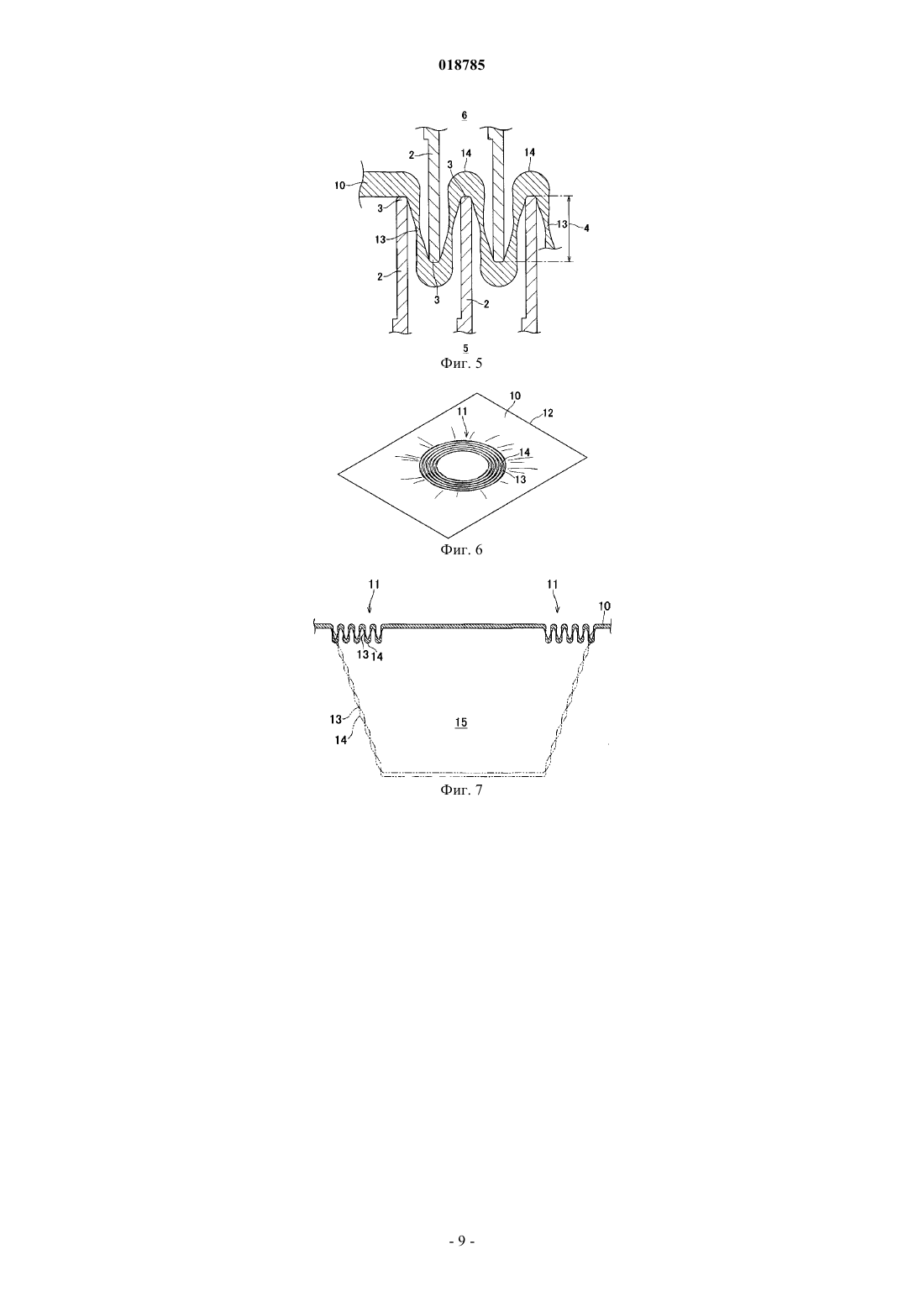
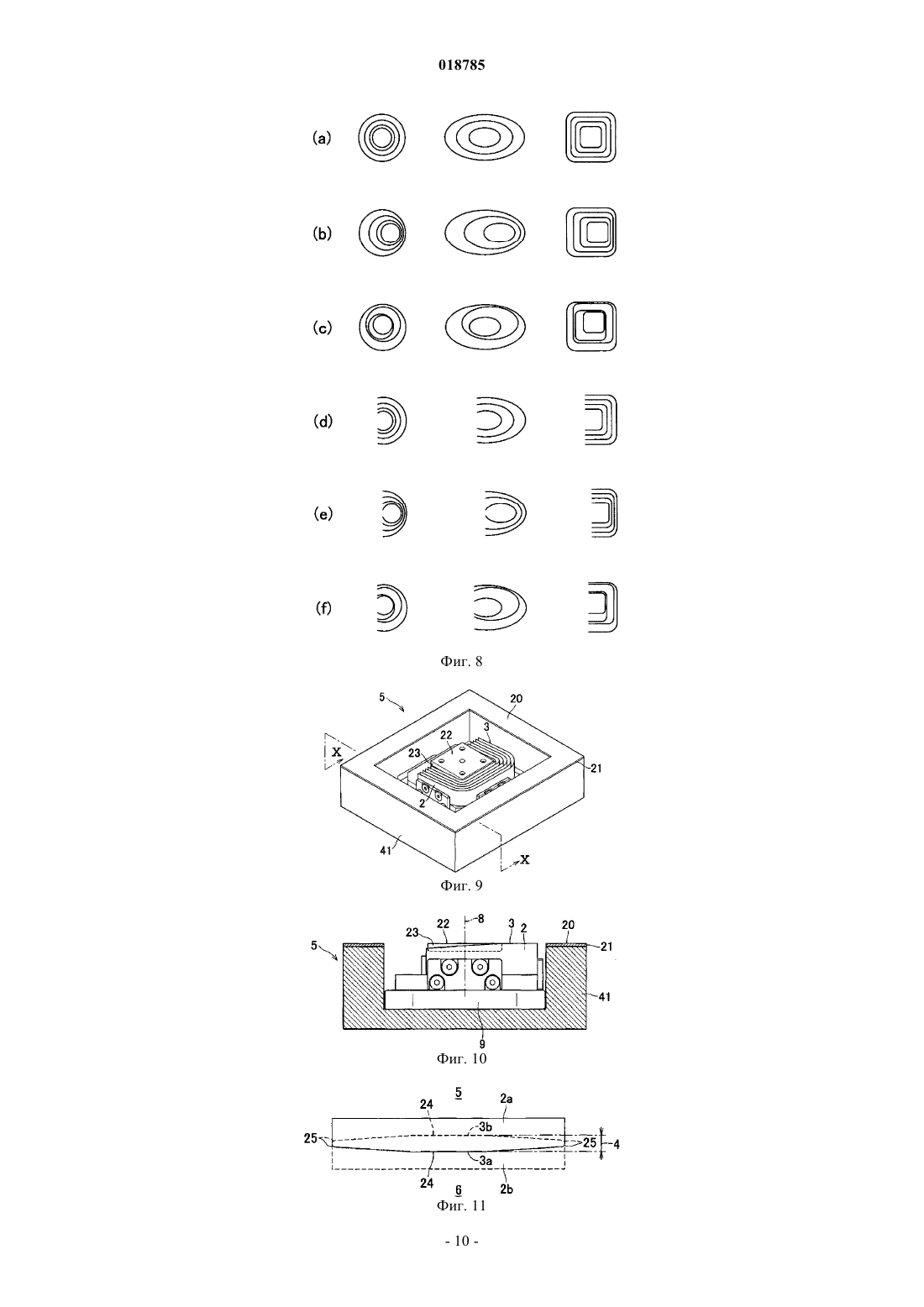
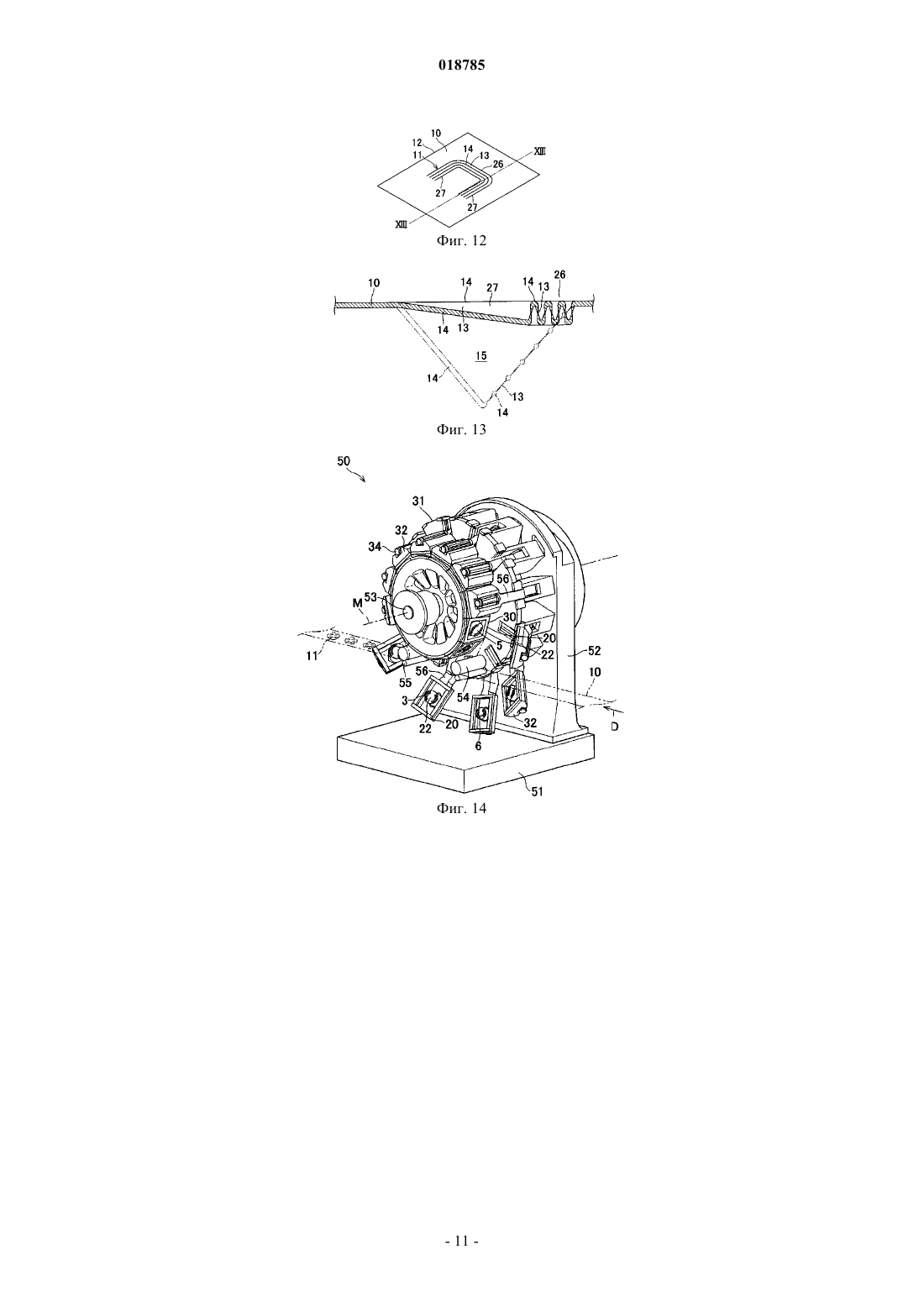
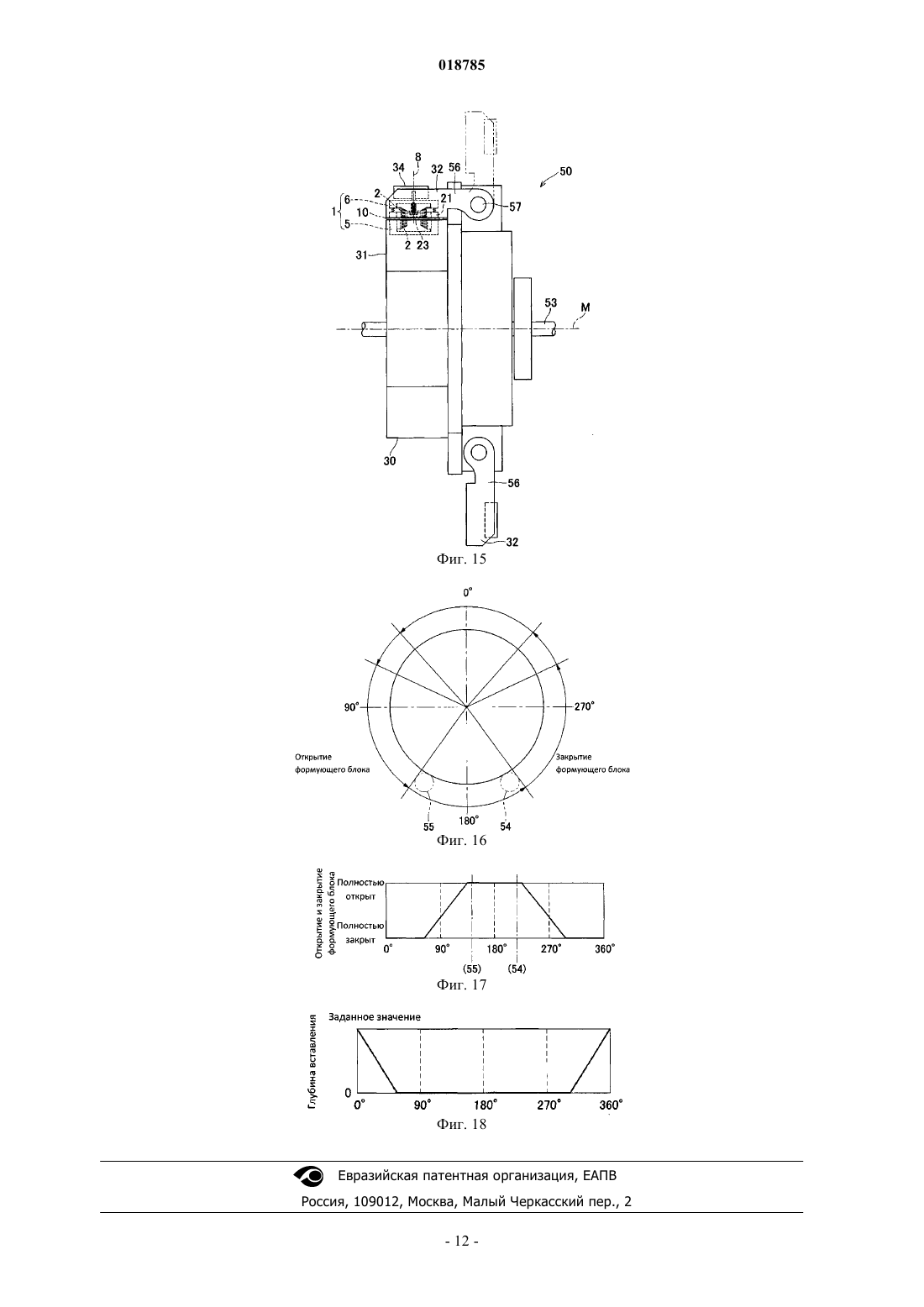
СПОСОБ ОСНАЩЕНИЯ ЛИСТОВ ЭЛАСТИЗИРОВАННЫМИ ОБЛАСТЯМИ И ЛИСТ,ПОЛУЧЕННЫЙ ЭТИМ СПОСОБОМ Задачей изобретения является создание способа оснащения листа на основе термопластического полимера эластизированной областью, выполненной с возможностью растягивания и стягивания в ее направлении толщины, без опасности разрыва листа на основе термопластического полимера и к листам, полученным по этому способу. Настоящим изобретением предложен способ оснащения листа (10) на основе термопластического полимера на расстоянии от его внешней наружной кромки(12) эластизированной областью (11), выполненной с возможностью растягивания и стягивания в направлении толщины листа, путем использования неподвижного формующего блока (5) и подвижного формующего блока (6), каждый из которых имеет формующие лопасти (2), при этом указанный способ отличается тем, что формующие лопасти размещены таким образом,что проекции их поперечных сечений на лист образованы подобными кривыми линиями и/или изогнутыми линиями, расположенными вокруг центра подобия, причем указанные формующие лопасти проходят в направлении толщины листа от неподвижного и подвижного формующих блоков с возможностью быть вставленными друг в друга, но не приходить в контакт друг с другом, а способ включает этап размещения листа между неподвижным и подвижным формующими блоками и этап вставления формующих лопастей неподвижного и подвижного формующих блоков друг в друга для растягивания листа между удаленными концами каждой пары смежных формующих лопастей. Также предложен лист, полученный этим способом. Область техники Настоящее изобретение в целом относится к способу оснащения листов на основе термопластического полимера эластизированными областями, выполненными с возможностью растягивания и стягивания в их направлениях толщины, и к листам, полученным по этому способу. Уровень техники В JP 2000-342625A раскрыт влагопроницаемый внутренний лист, предназначенный для изделия,поглощающего телесную жидкость, и оснащенный в требуемой части эластизированной областью, выполненной с возможностью растягивания и стягивания в вертикальном направлении относительно плоскости листа. Эта эластизированная область образована складками в виде расходящихся линий, проходящих от наружной области в направлении центральной области. Согласно описанию JP 2000-342625A в эластизированной области не формируются нежелательные тонкие складки, благодаря чему пользователи не испытывают дискомфорт. Кроме того, этот лист может быть использован для изготовления подгузника одноразового использования, поскольку эластизированная область формирует вогнутую поверхность, выполненную с возможностью приема и удержания кала. Патентный документ 1: JP 2000-342625A. Раскрытие изобретения Задача, решаемая изобретением Эластизированная область, раскрытая в JP 2000-342625A, может быть получена путем обработки листа посредством зубчатого механизма. Однако выполняемое при этом протягивание может быть связано с такими недостатками, как заедание и разрыв листа вследствие заедания зубчатых колес. Ввиду указанных недостатков основной задачей настоящего изобретения является создание, во-первых, не имеющего вышеуказанных недостатков способа оснащения листов эластизированными областями, выполненными с возможностью растягивания и стягивания в направлениях толщины листов, и, во-вторых, листа,изготовленного по этому способу. Решение указанной задачи Согласно настоящему изобретению вышеуказанная задача решена благодаря созданию способа оснащения листа на основе термопластического полимера на расстоянии от его наружной кромки эластизированной областью, выполненной с возможностью растягивания и стягивания в направлении толщины листа, путем использования неподвижного и подвижного формующих блоков, каждый из которых имеет формующие лопасти, при этом указанный способ отличается тем, что формующие лопасти размещены таким образом, что проекции их поперечных сечений на лист образованы подобными кривыми и/или изогнутыми линиями, расположенными вокруг центра подобия, причем указанные формующие лопасти проходят в направлении толщины листа от неподвижного и подвижного формующих блоков с возможностью быть вставленными друг в друга, но не приходить в контакт друг с другом, а способ включает этап размещения листа между неподвижным и подвижным формующими блоками и этап вставления формующих лопастей неподвижного и подвижного блоков друг в друга для растягивания листа между удаленными концами каждой пары смежных формующих лопастей. Используемые в настоящем описании термины "кривые и/или изогнутые линии" включают замкнутые кривые и/или изогнутые линии (т.е. кривые и/или изогнутые линии, не имеющие начальных и конечных точек) и части кривых и/или изогнутых линий (т.е. кривые и/или изогнутые линии, имеющие начальные и конечные точки). В соответствии с предлагаемым способом формующие лопасти предпочтительно удерживают во взаимно вставленном состоянии в течение заданного промежутка времени. В альтернативном варианте формующие лопасти предпочтительно удерживают во взаимно вставленном состоянии в течение заданного промежутка времени при температуре, меньшей температуры плавления листа на основе термопластического полимера, но большей температуры окружающей среды (японские промышленные стандартыJIS K 6900, от 15 до 35 С). После размещения лист предпочтительно фиксируют в направлении его толщины между неподвижным и подвижным формующими блоками в наружной области, проходящей вокруг области, в которой расположены удаленные концы формующих лопастей, и/или центральной области, ограниченной областью, в которой расположены удаленные концы формующих лопастей. Кроме того, лист может быть оснащен частичной областью, в которой при вставлении формующих лопастей друг в друга глубина вставления непрерывно изменяется. Для изготовления листа на основе термопластического полимера, обрабатываемого в предлагаемом способе, используют пленку на основе термопластического полимера и/или волокнистый нетканый материал на основе термопластического полимера. Хотя в некоторых случаях термины "лист" и "пленка" различают в зависимости от толщины, в описании настоящего изобретения термины "лист" и "пленка" не различаются в зависимости от толщины, а термин "лист" включает как пленку, так и нетканый материал. Согласно настоящему изобретению могут быть использованы как пленки, так и нетканые материалы,обладающие эластичностью. Лист на основе термопластического полимера может содержать слоистый лист, содержащий по меньшей мере два типа пленок и нетканых материалов соответственно. Технический результат Способ согласно настоящему изобретению включает этап вставления формующих лопастей друг в друга с формированием эластизированной области. Таким образом, предлагаемый способ устраняет недостаток, связанный с взаимодействием зубчатых валов. Кроме того, глубина вставления формующих лопастей может быть выбрана таким образом, чтобы растягивать лист без разрыва. Формующие лопасти могут быть удержаны во взаимно вставленном состоянии в течение заданного промежутка времени при нагревании или в отсутствие нагревания для облегчения формирования эластизированной области. Лист может быть зафиксирован в направлении его толщины в наружной области,проходящей вокруг области, в которой расположены удаленные концы формующих лопастей, и/или в центральной области, ограниченной областью, в которой расположены удаленные концы формующих лопастей, для предотвращения провисания листа между каждой парой смежных формующих лопастей при вставлении их друг в друга. Кроме того, может быть сформирована частичная область, в которой при растягивании эластизированной области в направлении толщины листа глубина вставления непрерыво изменяется для соответствующего изменения формы эластизированной области. В случае, если проекциями форм поперечных сечений формующих лопастей на лист являются части замкнутых кривых линий, как описано выше, глубина взаимного вставления в начальных и конечных точках такой формы может быть выбрана относительно малой для предотвращения разрыва листа вблизи этих точек. Краткое описание чертежей На фиг. 1 показано перспективное изображение формующего устройства в открытом положении. На фиг. 2 показана схема, иллюстрирующая этап размещения листа между неподвижным блоком и подвижными формующими блоками. На фиг. 3 показана схема, иллюстрирующая этап фиксации листа между парой внешних наружных корпусов. На фиг. 4 показана схема, иллюстрирующая этап оснащения листа эластизированной областью. На фиг. 5 приведено увеличенное изображение существенной части, показанной на фиг. 4. На фиг. 6 показано перспективное изображение листа, оснащенного эластизированной областью. На фиг. 7 показана схема, иллюстрирующая форму поперечного сечения листа, оснащенного эластизированной областью. На фиг. 8 показана схема, иллюстрирующая формы поперечных сечений формующих лопастей. На фиг. 9 показано перспективное изображение неподвижного формующего блока в устройстве согласно второму варианту реализации изобретения. На фиг. 10 показано сечение по линии Х-Х, обозначенной на фиг. 9. На фиг. 11 показана схема, иллюстрирующая способ вставления друг в друга формующих лопастей,используемых в способе согласно второму варианту реализации изобретения. На фиг. 12 показано перспективное изображение листа, полученного по способу с использованием устройства согласно второму варианту реализации изобретения. На фиг. 13 показана схема, иллюстрирующая форму поперечного сечения эластизированной области, сформированной в листе посредством способа с использованием устройства согласно второму варианту реализации изобретения. На фиг. 14 показано перспективное изображение производственного оборудования, оснащенного формующим устройством. На фиг. 15 показана схема, иллюстрирующая работу производственного оборудования. На фиг. 16 показана схема, иллюстрирующая способ контроля работы производственного оборудования. На фиг. 17 показана схема, иллюстрирующая способ контроля работы производственного оборудования. На фиг. 18 показана схема, иллюстрирующая способ контроля работы производственного оборудования. Обозначения на чертежах На фигурах приняты следующие сокращения: 2 - формующая лопасть; 3 - удаленный конец формующей лопасти; 4 - глубина вставления; 5 - подвижный формующий блок; 6 - неподвижный формующий блок; 8 - направление перемещения, указанное мнимой прямой линией (направление толщины листа); 10 - лист на основе термопластического полимера; 11 - эластизированная область; 12 - внешняя наружная кромка. Описание наилучшего способа работы изобретения Ниже приведено описание со ссылками на фиг. 1-5 способа оснащения термопластического полимерного листа 10 (именуемого в дальнейшем листом 10) эластизированной областью 11 путем использования формующего устройства 1 согласно первому варианту реализации настоящего изобретения, которое оснащено формующими лопастями 2, размещенными в виде концентрических окружностей. На фиг. 1 показано перспективное изображение устройства 1 в открытом состоянии, а на фиг. 2 приведено сечение по линии II-II, обозначенной на фиг. 1, на котором показаны размещенные друг напротив друга неподвижный формующий блок 5 и подвижный формующий блок 6. Как показано на фиг. 1, устройство 1 содержит неподвижный блок 5 и подвижный блок 6, каждый из которых оснащен лопастями 2, размещенными соответственно в виде концентрических окружностей. Другими словами, лопасти 2 размещены таким образом, что проекции их поперечных сечений на лист 10 описывают соответственно замкнутые кривые. Кроме лопастей 2, устройство 1 содержит два внешних наружных корпуса 21 и два центральных корпуса 23. Как ясно из фиг. 2, во время работы устройства 1 подвижный блок 6 расположен напротив неподвижного блока 5 и приводится в движение при помощи привода (не показан) в направлении, указанном мнимой прямой 8, к неподвижному блоку 5 или от него. Во время формования направление, указанное мнимой прямой линией 8, совпадает с направлением толщины листа 10. Как ясно из фиг. 2, лопасти 2 проходят параллельно направлению, указанному мнимой прямой линией 8, и вертикально установлены на соответствующих основаниях 9, 9, размещенных внутри блоков 5,6. Лопасти 2 блоков 5, 6 размещены с возможностью вставления друг в друга (см. фиг. 3 и 4), но не контактируют при перемещении блока 6 к блоку 5 в направлении, указанном мнимой прямой 8. Удаленные концы 3 лопастей 2 в блоках 5, 6 расположены в одной плоскости перпендикулярно направлению, указанному мнимой прямой 8. Расстояние между каждой парой смежных лопастей больше толщины лопасти 2. Такой выбор размеров обеспечивает правильное взаимное вставление лопастей 2 блока 6 и лопастей 2 блока 5 без контакта между ними. Противоположные поверхности 7 блоков 5, 6, проходящие перпендикулярно направлению, указанному мнимой прямой линией 8, образованы внешними наружными поверхностями 20 пары прямоугольных внешних наружных корпусов 21, расположенных вокруг области, в которой расположены концы 3 лопастей 2, и центральными поверхностями 22 пары круговых центральных корпусов 23, расположенных в области, в которой расположены концы 3 лопастей 2. В положении, в котором лопасти 2 блока 6 и лопасти 2 блока 7 не вставлены друг в друга, концы 3 не проходят наружу за поверхности 20 и 22. Внешние корпуса 21 и центральные корпуса 23 установлены совместно с соответствующими основаниями 9 на основаниях 41. Согласно варианту реализации, показанному на фиг. 2, корпуса 21, 23 блока 6 перемещаются под действием пружины в направлении корпусов 21, 23 блока 5 до достижения положения, в котором эти поверхности 20, 22 приходят в контакт с поверхностями 20, 22 блока 5 соответственно. В альтернативном варианте корпуса 21, 23 блока 5 могут перемещаться под действием пружины в направлении корпусов 21, 23 блока 6 либо корпуса 21 и 23 блоков 5 и 6 соответственно могут перемещаться под действием пружины в направлении корпусов 21 и 23 противоположных блоков 6, 5 соответственно. Формы корпусов 21, 23 не ограничены приведенными примерами форм и могут быть выбраны подходящим образом в зависимости от формы эластизируемой области 11. Например, корпус 21 может иметь кольцеобразную форму. Кроме того, можно не использовать корпус 23. Поверхности 20 предпочтительно проходят наружу за концы 3 лопастей 2 для предотвращения непреднамеренного втягивания листа 10 в промежутки между каждой парой вставленных друг в друга смежных лопастей 2 и неправильного формования, как подробно описано далее. Далее со ссылкой на фиг. 2-5 описан способ оснащения листа 10, выполненного в виде пленки, областью 11. На фиг. 2 показан этап размещения листа 10 между блоками 5, 6, на фиг. 3 показан этап надежной фиксации листа 10 между корпусами 21, 21 блоков 5, 6, а на фиг. 4 показан этап растягивания листа 10, на котором вставляют лопасти 2 и таким образом оснащают лист 10 эластизированной областью 11. На фиг. 5 приведено схематическое увеличенное изображение части, показанной на фиг. 4. В нижеследующем описании принято, что блок 6 перемещается в направлении, указанном мнимой прямой линией 8, к блоку 5 и от него. На этапе размещения лист 10 размещают между блоками 5, 6, как показано на фиг. 2. После перемещения блока 6 в направлении блока 5 лист 10 надежно фиксируют между поверхностями 20, 20 корпусов 21, 21 блоков 5, 6 в наружной области, проходящей вдоль области, в которой расположены концы 3 лопастей 2, как показано на фиг. 3. Благодаря этому предотвращено смещение листа 10 в направлении,перпендикулярном направлению, указанному мнимой линией 8, и обеспечено формирование эластизированной области 11 в заданной части листа 10. При последующем перемещении блока 6 лопасти 2 вставляются друг в друга, как показано на фиг. 4. При вставлении лопастей 2 друг в друга лист 10 фиксируют под давлением между поверхностями 20,20 и между поверхностями 22, 22 и таким образом удерживают его от смещения в направлении, перпендикулярном направлению, указанному мнимой прямой линией 8. Благодаря этому предотвращено не-3 018785 преднамеренное втягивание листа 10 в промежуток между каждой парой смежных лопастей 2 при их вставлении друг в друга. Более конкретно, лист 10 растягивают между каждой парой концов 3 лопастей 2, как схематично показано на увеличенном изображении, приведенном на фиг. 5, и таким образом поочередно формируют области 13 с высоким коэффициентом растяжения и области 14 с малым коэффициентом растяжения. Лопасти 2 предпочтительно удерживают во взаимно вставленном состоянии в течение заданного промежутка времени, который может быть выбран надлежащим образом в зависимости от видимой структуры формируемой области 11. Лопасти 2 могут быть удержаны во взаимно вставленном состоянии в течение заданного промежутка времени при температуре, меньшей температуры плавления термопластического полимера, но большей температуры окружающей среды, для облегчения формирования эластизированной области 11. Такую температуру обычно выбирают надлежащим образом в диапазоне температур, на 20-30 С меньших температуры плавления термопластического полимера, в зависимости от температуры тепловой деформации термопластического полимера, такой как температура прогиба под нагрузкой (японские промышленные стандарты JIS K 7191-2) или температура размягчения по Вика(японские промышленные стандарты JIS K 7206) и видимой структуры формируемой области 11. Лист 10, оснащенный таким образом областью 11, показан на перспективном изображении на фиг. 6, а форма его поперечного сечения схематично показана на фиг. 7. В этом варианте реализации предлагаемого устройства лист 10, оснащенный областью 11, содержащей концентрически расположенные волнообразные неровности, получают, как показано на фиг. 6 и 7. В эластизированной области 11 соответствующие кольцевые области, проходящие вдоль гребней соответствующих волнообразных неровностей,образованы областями 14, растягиваемыми удаленными концами 3 лопастей 2 с относительно низким коэффициентом растяжения, а соответствующие поясообразные области, проходящие вдоль наклонных частей соответствующих волнообразных неровностей, образованы областями 13, растягиваемыми между каждой парой смежных концов 3 лопастей 2 с относительно высоким коэффициентом растяжения. Как ясно из фиг. 7, области 14, растягиваемые с относительно низким коэффициентом растяжения, выполнены соответственно толстыми. Напротив, области 13 с высоким коэффициентом растяжения выполнены тоньше областей 14 и соответственно легче деформируются, чем области 14. В эластизированной области 11 области 13, 14 расположены поочередно. Непосредственно после приложения усилия к листу 10 в области 11 в его направлении толщины, соответствующие области 13,деформируются в направлении действия этого усилия, а области 14 перемещаются в направлении перемещения областей 13. Вследствие этого область 11 разворачивается в конусообразной форме в направлении толщины листа 10 с формированием промежутка 15, вогнутого относительно плоскости листа 10,как указано мнимой линией на фиг. 7. При использовании листа 10 с такой областью 11 в подгузниках одноразового использования промежуток 15 служит для удержания в нем кала. Как станет ясно из нижеследующего описания, в способе с использованием устройства 1 в соответствии с этим вариантом реализации не происходит разрыва листа 10 во время обработки, поскольку лист 10 оснащают эластизированной областью путем растягивания листа 10 с коэффициентом растягивания в диапазоне, допустимом для термопластического полимера. Кроме того, способ с использованием устройства 1 в соответствии с этим вариантом реализации позволяет оснастить лист 10 областью 11, выполненной с возможностью формирования промежутка 15, без необходимости присоединения отдельного элемента к листу 10. Такой лист 10 может быть использован для подгузников одноразового использования,выполненных с возможностью удержания кала, с целью увеличения эффективности производства подгузников, например, путем уменьшения числа этапов, необходимых для изготовления подгузника в уровне технике. Хотя предлагаемый способ был описан для случая, в котором лист 10 выполнен в форме пленки,следует отметить, что для изготовления листа 10 могут быть также использованы нетканые материалы на основе термопластического полимерного волокна. В случае использования в качестве листа 10 нетканых материалов, полученных путем фильерного производства или аэродинамическим способом из расплава,области 13 оказываются легче деформируемыми, чем области 14, поскольку в областях 13 термоскрепление между волокнами разрушается. В дополнение к пленкам на основе термопластического полимера и нетканым материалам на основе термопластического полимера в качестве листа 10 могут быть использованы изначально эластичные листы, такие как пленки на основе термопластического эластомера или волокнистые нетканые материалы на основе термопластического эластомера. В качестве листа 10 также могут быть использованы различные типы слоистых листов, такие как слоистые листы, содержащие неэластичные листы и эластичные листы,или слоистые листы, содержащие различные типы неэластичных листов. Термопластический полимер может быть выбран из группы, содержащей полиолефины, полиэстеры и полиамиды, а термопластический эластомер может быть выбран из группы, содержащей термопластические эластомеры, изготовленные из блок-сополимеров на основе полиуретана и полиэстера. Следует отметить, что согласно настоящему изобретению области 13, 14, сформированные в области 11, не ограничены областями, расположенными в виде концентрических кругов. На фиг. 8 показан пример форм проекций поперечных сечений лопастей 2 на плоскость, проходящую перпендикулярно направлению, указанному мнимой прямой линией 8. Эти формы проекций поперечных сечений соответствуют возможным структурам области 11, сформированной по предлагаемому способу. Более конкретно, эти возможные структуры включают подобные замкнутые кривые и/или изогнутые линии, расположенные концентрически с центральной симметрией относительно центра подобия (фиг. 8 А), подобные замкнутые кривые и/или изогнутые линии, расположенные концентрически с симметрией относительно прямой, проходящей через центр подобия (фиг. 8 В). Кроме того, область 11 может иметь форму, образованную подобными замкнутыми кривыми и/или изогнутыми линиями, окружающими смещенный центр подобия и не пересекающимися друг с другом. Кроме того, могут быть использованы различные другие структуры, образованные некоторой частью подобных замкнутых кривых линий, окружающих центр подобия (фиг. 8D-8F). Далее со ссылками на фиг. 9-18 описан способ использования устройства 1 согласно второму варианту реализации изобретения для формирования области 11, содержащей области 13 и области 14, расположенные поочередно в виде структуры, сформированной частями подобных замкнутых кривых линий, окружающих центр подобия. На фиг. 9 приведено перспективное изображение блока 5, используемого в этом варианте реализации, на фиг. 10 показано сечение по линии Х-Х, обозначенной на фиг. 9, а на фиг. 11 показана схема, иллюстрирующая способ вставления лопастей 2 друг в друга при соединении блоков 5, 6. На фиг. 12 приведено перспективное изображение листа 10, оснащенного областью 11, а на фиг. 13 показана схема, иллюстрирующая поперечное сечение области 11. В нижеследующем описании принято, что устройство 1, используемое в предлагаемом способе,имеет лопасти 2, размещенные таким образом, что каждая часть замкнутой кривой линии имеет форму прямоугольника, одна из половин которого отсутствует (далее именуемого полупрямоугольником), и такие подобные полупрямоугольники окружают центр подобия, а в качестве листа 10 используют пленку. На фиг. 9 показан блок 5 как существенная составляющая часть устройства 1. За исключением формы лопастей 2, выполненных в виде подобных полупрямоугольников, используемый в этом варианте реализации блок 5 аналогичен блоку 5 в первом варианте реализации и оснащен наружным корпусом 21 и центральным корпусом 23. Используемый в этом варианте реализации блок 6 аналогичен блоку 5 за исключением того, что корпуса 21, 23 приводятся в движение пружиной в направлении блока 5, и поэтому блок 6 не показан на чертежах. Подробное описание признаков, аналогичных признакам в первом варианте реализации, далее опускается. Как показано на фиг. 10, концы 3 лопастей 2 не проходят наружу за поверхность 20 корпуса 21, а также за поверхность 22 корпуса 23. Следует отметить, что лопасти 2 блока 5, проходящие параллельно направлению перемещения, указанному мнимой прямой линией 8, размещены с возможностью взаимного вставления с лопастями 2 блока 6 без контакта с ними. Взаимное вставление лопастей 2 согласно этому варианту реализации, обеспечивающее формирование проекций форм поперечных сечений, образованных полупрямоугольниками, схематически показано на фиг. 11. На фиг. 11 позицией 2 а обозначена сплошная линия, соединяющая лопасти 2, проходящие от блока 5, а позицией 2b обозначена пунктирная линия, соединяющая лопасти 2, проходящие от блока 6. Как показано на фиг. 11, сплошная линия, соединяющая удаленные концы 3 а, проходит параллельно пунктирной линии, соединяющей удаленные концы 3b в среднем сегменте 24, при вставлении лопастей 2 а, 2b друг в друга. В боковых сегментах по обеим сторонам от сегмента 24 глубина вставления лопастей 2 а, 2b друг в друга непрерывно уменьшается от среднего сегмента 24 в направлении боковых сегментов 25. Благодаря этому предотвращен разрыв листа 10 вдоль углов лопастей 2 а, 2b в противоположных конечных сегментах 25 во время оснащения листа 10 областью 11 при помощи лопастей 2 а, 2b. Для предотвращения разрыва листа 10 лопасти 2 а, 2b предпочтительно имеют круглые углы в противоположных конечных сегментах 25. Лист 10 размещают между блоками 6, 5 устройства 1, каждый из которых имеет лопасти 2, как описано выше, после чего лист 10 растягивают между каждой парой смежных концов 3 соответствующих лопастей 2 с формированием области 11, по существу, аналогично первому варианту реализации (см. фиг. 2-5). Как показано на фиг. 12, область 11, сформированная по способу с использованием устройства 1 согласно этому варианту реализации, имеет структуру, образованную подобными полупрямоугольниками, расположенными поочередно вокруг центра подобия. На фиг. 13 схематически показано сечение области 11 по линии XIII-XIII, показанной на фиг. 12. Поперечное сечение средней области 26 эластизированной области 11, растягиваемой сегментами 24 лопастей 2, имеет волнообразную форму, содержащую области 13, имеющие постоянную ширину и расположенные друг параллельно другу. В боковых областях 27 по обеим сторонам от области 26 глубина 4 вставления лопастей 2 друг в друга непрерывно уменьшается, а ширина областей 13, сформированных между каждой парой смежных лопастей 2, также непрерывно уменьшается при удалении лопастей 2 от области 26. Вследствие этого область 11 под действием усилия может формировать треугольный промежуток 15, вогнутый в направлении от плоскости листа 10. Таким образом, проекции форм поперечных сечений и глубина 4 взаимного вставления лопастей 2 могут быть выбраны подходящим образом с фор-5 018785 мированием области 11, выполненной с возможностью формирования промежутка 15, имеющего требуемую форму. Производственное оборудование 50, содержащее устройство 1 согласно первому варианту реализации, выполненное с возможностью оснащения непрерывно подаваемого листа 10 областью 11, и способ использования этого оборудования 50 описаны ниже со ссылками на фиг. 14-18. На фиг. 14 приведено перспективное изображение оборудования 50, оснащенного устройством 1, на фиг. 15 схематически показан вид сбоку, иллюстрирующий работу устройства 1, а на фиг. 16-18 показаны схемы, иллюстрирующие способ контроля работы устройства 1 оборудования 50. Оборудование 50 имеет горизонтальное основание 51 и пару колоннообразных опор 52, проходящих вертикально вверх от основания 51, причем основной вал 53 горизонтально проходит между парой опор 52, на которых установлен вращающийся барабан 31. Барабан 31 имеет наружную поверхность 30,проходящую параллельно оси М вращения, указанной мнимой линией. Лист 10, указанный мнимой линией, вступает в контакт под действием пары 54 входных прессовых зажимов с наружной поверхностью 30 и перемещается в направлении от поверхности 30 под действием пары 55 выходных прессовых зажимов. На фиг. 14, иллюстрирующей оборудование 50, одна из опор 52 основания 51 не показана. Вокруг барабана 31 размещены на равных промежутках вращающиеся головки 32. Головки 32 могут быть размещены напротив поверхности 30 барабана 31. Головки 32 вращаются вместе с барабаном 31 вокруг оси М вращения в направлении, указанном стрелкой D, в котором подают лист 10. Головки 32 имеют соответствующие консоли 56, шарнирно установленные на барабане 31 (см. фиг. 15) при помощи соответствующих осей 57 (не показаны на фиг. 14), проходящих перпендикулярно оси М вращения. Каждая из головок 32 выполнена с возможностью поворота относительно оси 57 из ее положения напротив поверхности 30 в ее полностью открытое положение снаружи барабана 21 под действием подходящего привода вращающейся головки (не показан), установленном на оси 57. Полностью открытое положение головки 32 выбрано таким образом, что головка 32 свободна от взаимодействия с листом 10 при вращении головки 32 вместе с барабаном 31. В качестве средств привода вращающейся головки могут быть использованы известные средства привода, такие как сервомотор. На поверхности 30 барабана 31 установлены блоки 5, являющиеся существенными составными частями устройства 1, причем различные элементы, такие как концы 3 соответствующих лопастей 2 и поверхность 20, открыты в каждом из блоков 5. Блоки 6, соответствующие блокам 5, установлены на соответствующих головках 32 таким образом, что каждый из этих блоков 6 может быть повернут в его положении напротив соответствующего блока 5. Блоки 6, 5 аналогичны блокам 6, 5, описанным в первом варианте реализации, т.е. направление перемещения, указанное мнимой прямой линией 8, совпадает с радиальным направлением барабана 31, а блок 6 может быть приведен в контакт с блоком 5 для взаимного вставления лопастей 2 блока 6 с лопастями 2 блока 5. Каждая из головок 32 оснащена средствами 34 привода блока, выполненными с возможностью приведения блока 6 в возвратно-поступательное движение в направлении, указанном мнимой прямой линией 8, и, таким образом, с возможностью взаимного вставления лопастей 2 блока 6 с лопастями 2 соответствующего блока 5. В качестве средств 34 привода блока может быть использован подходящий известный привод, такой как сервомотор или гидравлический цилиндр. Также можно разместить блок 6 на поверхности 30 барабана 31, а блок 5 на головке 32 таким образом, что блок 5 может быть приведен в возвратно-поступательное движение при помощи средств 34. Пара 54 входных прессовых зажимов расположена перед парой 55 выходных прессовых зажимов,если смотреть в направлении, в котором подают лист 10. Пары 54, 55 проходят параллельно оси М вращения и размещены снизу этой оси М, если смотреть в вертикальном направлении. Лист 10 приходит в контакт под действием пары 54 с блоком 5, установленным на поверхности 30 барабана 31, и растягивается между каждой парой смежных концов 3 лопастей 2 во время взаимного вставления лопастей 2 блоков 5, 6 при вращении барабана 31 против часовой стрелки, как показано на чертежах, благодаря чему на листе 10 формируется область 11. Затем лист 10 перемещается под действием пары 55 от поверхности 30, т.е. от блока 5. Работу блока 6 устройства 1, установленного на барабане 31, контролируют на основании системы координат положений, как показано на фиг. 16, причем используемый при необходимости набор блоков 5, 6, функционально связанных друг с другом, изначально размещают в положении под углом 0, определяемым наивысшим положением барабана, поворачивающегося на угол 360 против часовой стрелки. Следует отметить, что определение положения вращающегося барабана и глубины вставления лопастей 2, а также контроль работы средств 33, 34 осуществляют при помощи устройства контроля (не показано). Как ясно из фиг. 17, 18 в положении под углом 0 набор блоков 5, 6 находится в полностью закрытом состоянии, а глубина взаимного вставления лопастей 2 установлена в соответствии с заданным значением, т.е. значением глубины, требуемым для растягивания листа 10. При повороте из положения под углом 0 в положение под углом 90 глубина вставления уменьшается от заданного значения до 0 под действием средств 34, после чего блок 6 (головка 32) поворачивается под действием средств 33 в полностью открытое положение. Головка 32 должна быть полностью открыта до достижения положения вбли-6 018785 зи пары 55 (см. фиг. 16) для предотвращения ее взаимодействия с листом 10. Набор блоков 5, 6 затем поворачивается в положение под углом более 180 и проходит положение вблизи пары 54 (см. фиг. 16), а лист 10 приходит в контакт с поверхностью 30 барабана 31. Затем начинают закрытие блока 5 и после прохождения набором блоков 5, 6 положения под углом 270 блок 6 полностью закрывают, а лист 10 фиксируют между блоками 5, 6. После этого приводят в действие средства 34 для взаимного вставления лопастей 2 блока 6 с лопастями 2 блока 5 до требуемой глубины 4 в положении под углом 360, т.е. в положении под углом 0. Как описано выше, глубину взаимного вставления лопастей 2 предпочтительно выбирают таким образом, чтобы достигать наибольшего значения в положении под углом 0, для предотвращения заедания между каждой парой смежных лопастей 2 блоков 5, 6. Описанный выше цикл может быть выполнен повторно для непрерывного изготовления листов, оснащенных областями 11, при помощи оборудования 50. Следует отметить, что положения, которые блоки 5, 6 занимают в системе координат, описаны в качестве примера и не носят ограничительный характер. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ оснащения листа на основе термопластического полимера для подгузника одноразового использования на расстоянии от внешней наружной кромки этого листа эластизированной областью,выполненной с возможностью растягивания и стягивания в направлении толщины листа, путем использования неподвижного и подвижного формующих блоков, каждый из которых имеет формующие лопасти, отличающийся тем, что формующие лопасти размещают таким образом, что проекции форм их поперечных сечений на лист образованы подобными кривыми линиями и/или подобными изогнутыми линиями, расположенными вокруг центра подобия, при этом указанные формующие лопасти проходят в направлении толщины листа от неподвижного и подвижного формующих блоков с возможностью быть вставленными друг в друга, но не приходить в контакт друг с другом, а указанный способ включает этап размещения листа между неподвижным и подвижным формующими блоками и этап растягивания листа, на котором формующие лопасти неподвижного и подвижного формующих блоков вставляют друг в друга для растягивания листа между удаленными концами каждой пары смежных формующих лопастей. 2. Способ по п.1, согласно которому на этапе растягивания листа формующие лопасти удерживают во взаимно вставленном состоянии в течение заданного промежутка времени. 3. Способ по п.2, согласно которому на этапе растягивания листа формующие лопасти удерживают во взаимно вставленном состоянии в течение заданного промежутка времени при температуре, меньшей температуры плавления листа на основе термопластического полимера, но большей температуры окружающей среды 4. Способ по любому из пп.1-3, согласно которому после размещения лист фиксируют в направлении его толщины между неподвижным и подвижным формующими блоками в наружной области, проходящей вокруг области, в которой расположены удаленные концы формующих лопастей, и/или центральной области, ограниченной областью, в которой расположены удаленные концы формующих лопастей. 5. Способ по любому из пп.1-4, согласно которому лист может быть оснащен частичной областью, в которой при вставлении формующих лопастей друг в друга глубина вставления непрерывно изменяется. 6. Лист на основе термопластического полимера, оснащенный эластизированной областью согласно способу по любому из пп.1-5, содержащий пленки на основе термопластического полимера и/или волокнистые нетканые материалы на основе термопластического полимера. 7. Лист по п.6, в котором пленки и/или нетканые материалы выполнены эластичными. 8. Лист по любому из п.6 или 7, содержащий слоистый лист, имеющий по меньшей мере два типа пленок и нетканых материалов соответственно.
МПК / Метки
МПК: A61F 13/49, B29C 53/24, A61F 13/15, A61F 13/511, B29C 51/08
Метки: эластизированными, областями, оснащения, способ, этим, способом, листов, полученный, лист
Код ссылки
<a href="https://eas.patents.su/13-18785-sposob-osnashheniya-listov-elastizirovannymi-oblastyami-i-list-poluchennyjj-etim-sposobom.html" rel="bookmark" title="База патентов Евразийского Союза">Способ оснащения листов эластизированными областями и лист, полученный этим способом</a>
Способ получения продукта, содержащего оксид бора, и продукт, полученный этим способом
Номер патента: 171
Опубликовано: 29.10.1998
Авторы: Грэй Трэйси Е., Фишер Ричард П., Квамиа Джон Д.
МПК: C01B 35/10
Метки: продукт, оксид, содержащего, способ, этим, получения, продукта, полученный, способом, бора
Формула / Реферат:
1. Способ получения аморфного продукта, содержащего оксид бора с 80-90 мас.% В2О3, отличающийся тем, что включает нагревание борной кислоты до температуры в интервале от примерно 180° до 220°С в течение времени, достаточного для дегидратации указанной борной кислоты и образования расплавленного стекла, содержащего от 80 до 90 мас.% В2О3, и охлаждение указанного расплавленного стекла с образованием твердого стеклообразного продукта. 2. Способ по...
Способ обработки свежих чайных листьев для получения листового чая или чайного напитка и листовой чай, полученный этим способом
Номер патента: 18210
Опубликовано: 28.06.2013
Авторы: Колливер Стивен Питер, Шарп Дэвид Джордж
МПК: A23F 3/16, A23F 3/30, A23F 3/18...
Метки: свежих, листового, обработки, листьев, способ, чайного, способом, напитка, этим, чая, чайных, полученный, чай, получения, листовой
Формула / Реферат:
1. Способ обработки свежих чайных листьев для получения листового чая или чайного экстракта, включающий:a) отжим сока из свежего чайного листа так, что количество отжатого сока составляет от 10 до 300 мл на 1 кг свежего чайного листа, с получением при этом листовых остатков;b) сушку листовых остатков с получением листового чая и/или экстрагирование листовых остатков растворителем с получением экстракта чая.2. Способ по п.1, в котором...
Усовершенствованный способ кузнечной сварки и полученный этим способом продукт
Номер патента: 8847
Опубликовано: 31.08.2007
Авторы: Эфтимио Микалакис, Гунтури Рама Кришна Сива, Коул Энтони Томас, Элфорд Роберт Эндрю, Кокс Али Джозеф, Уорралл Роберт Николас, Ден Бур Йоханнис Йозефус, Димитриадис Клистенис, Зейслинг Дюрре Ханс
МПК: B23K 13/01, B23K 1/00, B23K 20/02...
Метки: способом, кузнечной, полученный, этим, продукт, сварки, способ, усовершенствованный
Формула / Реферат:
1. Способ кузнечной сварки труб, при котором предназначенные для соединения концы труб нагревают в сварочной камере до заданной температуры, при этом нагретые концы труб удерживаются, по существу, выровненными и параллельными друг другу при зазоре (S), после чего нагретые концы труб прижимают друг к другу, причем в камеру вдувают восстановительный защитный газ, причем во время по меньшей мере части нагрева положение концов труб отслеживают с...
Способ производства алкогольного напитка и алкогольный напиток, полученный этим способом
Номер патента: 3271
Опубликовано: 27.02.2003
Автор: Зейналов Алим Мурсал Оглы
Метки: этим, напиток, напитка, способ, производства, алкогольный, полученный, алкогольного, способом
Формула / Реферат:
1. Способ производства алкогольного напитка, включающий приготовление водно-спиртовой смеси из многократно ректифицированного этилового спирта и воды с перемешиванием смеси барботированием газом, отличающийся тем, что для приготовления смеси используют ароматную дистиллированную капиллярную воду, полученную из плодов фруктов, цитрусовых, ягод или овощей, перед приготовлением смеси в ароматную дистиллированную капиллярную воду вводят глюкозу в...
Способ получения алмазного композита и алмазный композит, полученный этим способом
Номер патента: 3715
Опубликовано: 28.08.2003
Авторы: Экстрем Томми, Гордеев Сергей Константинович
МПК: C09K 3/14, B23B 27/14, C04B 35/573...
Метки: способом, алмазного, композит, получения, способ, полученный, алмазный, композита, этим
Формула / Реферат:
1. Способ изготовления алмазного композита из алмазных частиц в условиях низкого давления, включающий этапы формования заготовки, имеющей заданные размеры и форму, нагревания заготовки и контроля температуры и времени нагрева таким образом, чтобы создавалось определенное требуемое количество графита за счет графитации алмазных частиц, причем создается полуфабрикат, и пропитки полуфабриката кремниевым сплавом, причем создается конечное изделие,...
Предыдущий патент: Композиции и способы контроля нематод
Следующий патент: Способ эксплуатации транспортного средства
Случайный патент: Установка для производства низкотемпературного кокса