Усовершенствованный способ кузнечной сварки и полученный этим способом продукт
Номер патента: 8847
Опубликовано: 31.08.2007
Авторы: Зейслинг Дюрре Ханс, Элфорд Роберт Эндрю, Кокс Али Джозеф, Димитриадис Клистенис, Коул Энтони Томас, Ден Бур Йоханнис Йозефус, Гунтури Рама Кришна Сива, Эфтимио Микалакис, Уорралл Роберт Николас
Формула / Реферат
1. Способ кузнечной сварки труб, при котором предназначенные для соединения концы труб нагревают в сварочной камере до заданной температуры, при этом нагретые концы труб удерживаются, по существу, выровненными и параллельными друг другу при зазоре (S), после чего нагретые концы труб прижимают друг к другу, причем в камеру вдувают восстановительный защитный газ, причем во время по меньшей мере части нагрева положение концов труб отслеживают с помощью нескольких расположенных по окружности камер, соединенных с пирометрической и отслеживающей положение системой, которая автоматически регулирует взаимное положение концов труб и количество тепла, подаваемого на концы труб во время операции нагрева до определения посредством пирометрической системы достижения концами труб заданной температуры, после чего концы труб перемещают относительно друг друга до расстояния (S+D), которое превышает зазор (S), наблюдаемый между концами труб во время операции нагрева, на заданное дополнительное расстояние (D), причем указанное дополнительное расстояние (D) выбирают исходя из ограничения наружной и/или внутренней высадки при плотном прижатии концов труб друг к другу и их деформации.
2. Способ по п.1, в котором упомянутый восстановительный защитный газ вдувают в камеру с целью удаления оксидов с нагретых концов труб и для формирования кузнечного сварного шва с минимальным количеством оксидных включений и неоднородностей.
3. Способ по п.1, в котором вокруг зоны сварки размещены по окружности через постоянные интервалы по меньшей мере три камеры, при этом отслеживающая положение система управляет узлом захвата, который удерживает по меньшей мере одну из труб для сохранения во время нагрева между концами труб зазора (S) величиной в несколько миллиметров, причем концы труб перемещаются относительно друг друга до расстояния (S+D), которое превышает указанный зазор (S) менее чем на несколько миллиметров.
4. Способ по п.1, в котором во время по меньшей мере части операции кузнечной сварки в сварочную камеру вдувают невзрывоопасную газовую смесь, по существу, из инертного и восстановительного газа.
5. Способ по п.4, в котором невзрывоопасная газовая смесь содержит более 90 об.% азота, аргона и/или гелия и более 2 об.% водорода.
6. Способ по любому из пп.1-5, в котором соединяемые трубы являются обсадными трубами и/или трубами нефтяного сортамента, причем трубы соединяются между собой посредством кузнечной сварки на буровой платформе, морской буровой платформе, трубоукладчике или на объекте для добычи нефти и/или газа или же рядом с ними.
7. Способ по любому из пп.1-6, в котором перед фазой нагрева во внутреннюю полость труб, предназначенных для соединения, вдувают жесткий пенопласт, который образует временное уплотнение во внутренней полости труб, прилегающей к концам труб, предназначенных для соединения кузнечной сваркой, причем уплотнение извлекают из внутренней полости труб после операции кузнечной сварки.

Текст
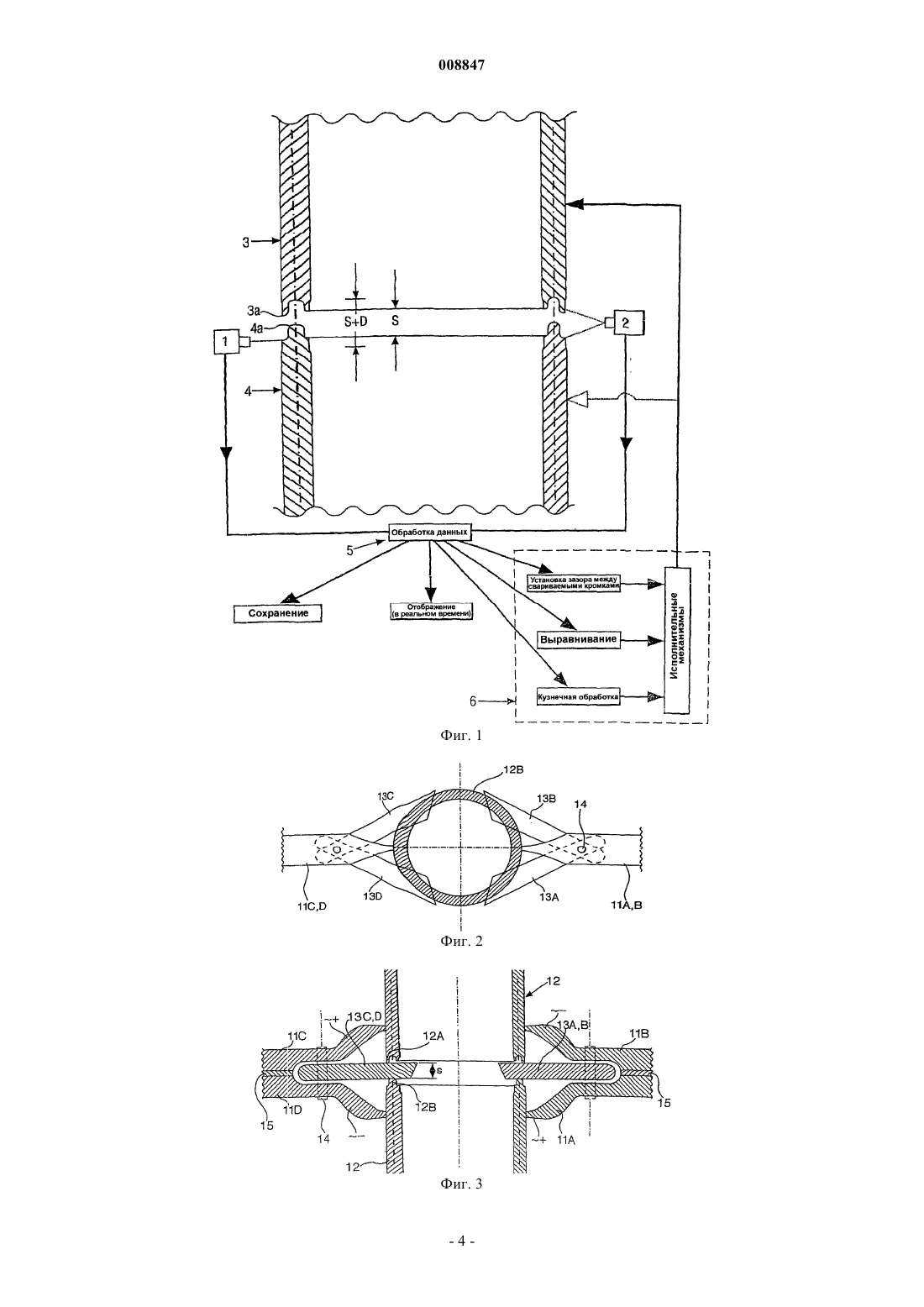
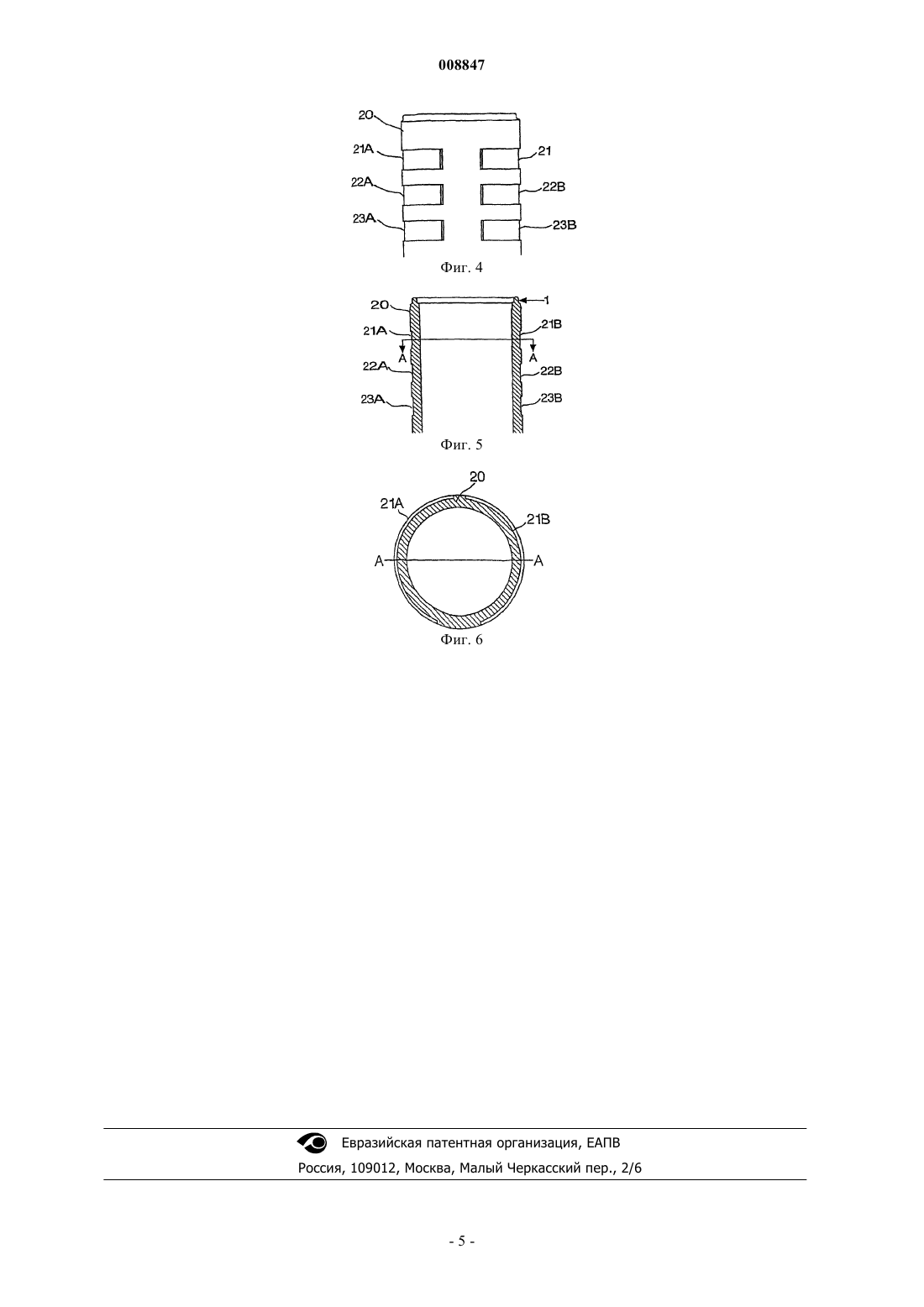
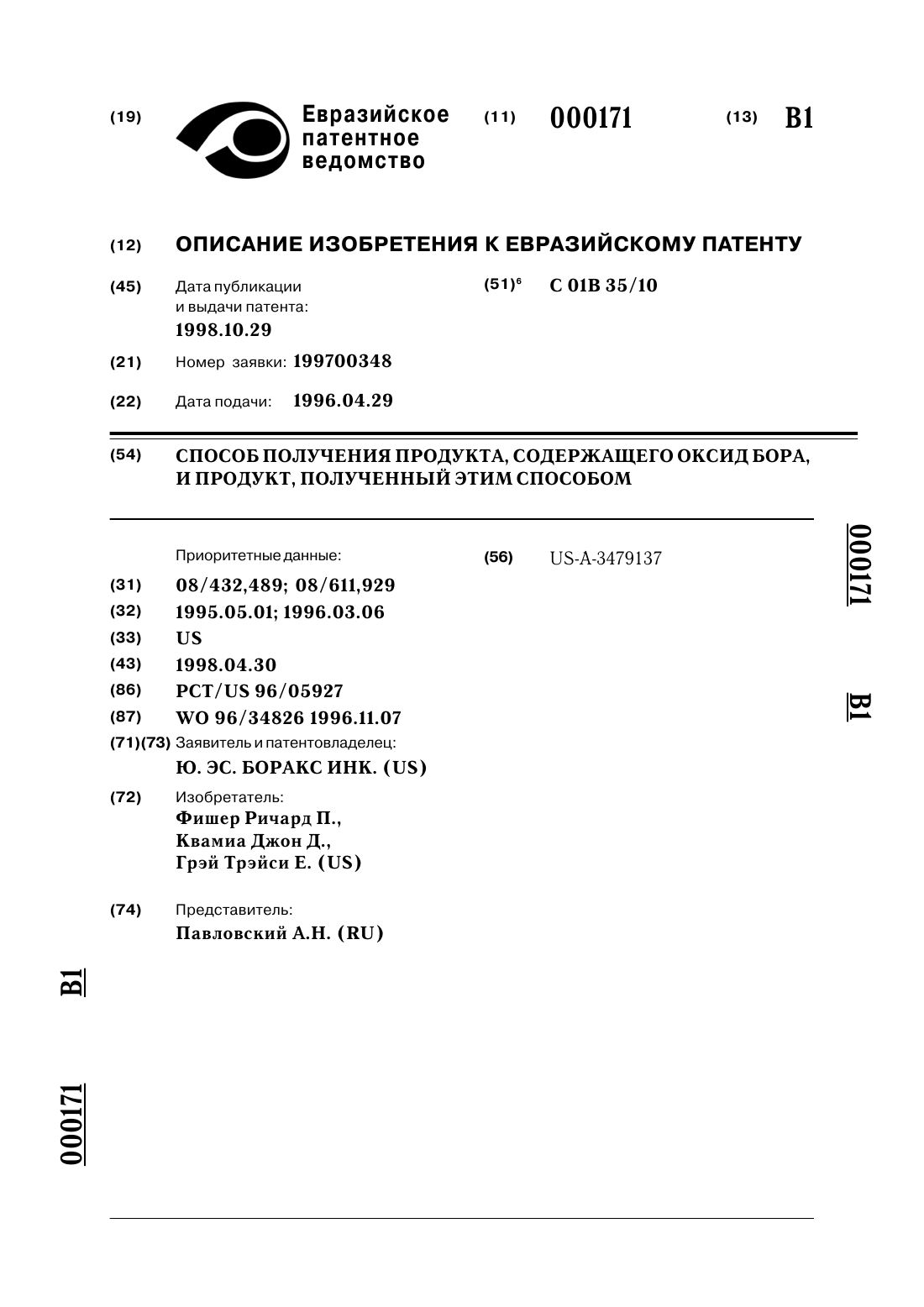
008847 Уровень техники Изобретение относится к усовершенствованному способу кузнечной сварки. Кузнечная сварка предусматривает нагрев по окружности концов труб, которые должны соединяться, и последующее сжатие концов труб между собой для образования металлургической связи. Возможно использование разнообразных технологий нагрева, позволяющих разогреть концы труб настолько, чтобы получить металлургическую связь. Техника нагрева может включать электрический,электромагнитный, индукционный, инфракрасный, искровой и/или фрикционный нагрев или комбинации этих и других способов нагрева. Использованный в данном описании термин кузнечная сварка относится ко всем технологическим процессам, которые предусматривают нагрев по окружности концов труб и последующее создание металлургической связи между нагретыми концами труб, включая способы сварки, известные, в целом,как сварка трением, диффузионная сварка, стыковая сварка оплавлением и/или сопротивлением. Из патентов США 4566625; 4736084; 4669650 и 5721413, выданных на имя Пер. Г. Мое, известно,что может быть полезно обдувать концы труб непосредственно перед операцией кузнечной сварки и во время ее восстановительным газом, таким как водород или окись углерода, для удаления с нагретых концов труб оксидной пленки и получения металлургической связи с минимальным количеством неоднородностей. Из патентов США 2719207 и 4728760 известно также использование невзрывоопасных смесей, состоящих приблизительно из 95 об.%, по существу, инертного газа, такого как аргон, азот и/или гелий, и приблизительно из 5 об.% восстановительного газа, такого как водород и/или окись углерода,для стыковой сварки оплавлением или индукционной стыковой сварки. Опыты показали, что техника кузнечной сварки позволяет получить высококачественные металлургические связи между концами труб, в особенности в случае обдува концов труб в процессе операции сварки смесью восстановительного продувочного газа, однако, при этом нагретые докрасна концы труб обычно деформируются, так что в зоне сварки образуется высадка. Для получения способом кузнечной сварки высококачественного соединения требуется удерживать концы труб выровненными, с торцевыми поверхностями, параллельными друг другу при четко определенном зазоре в несколько миллиметров только во время фазы нагрева, оканчивать нагрев после достижения концами труб заданной температуры и осуществлять проковку концов труб на четко определенную длину с быстрым их охлаждением при четко определенной скорости охлаждения, причем эти операции трудно выполнять во многих местах, где концы труб сваривают между собой, таких как буровые платформы, баржи-трубоукладчики и многие наземные площадки, где должны устанавливаться подземные или надземные трубопроводы. Целью настоящего изобретения является предложение улучшенного способа кузнечной сварки труб, в особенности буровых труб и/или других труб нефтяного сортамента, при котором получается высококачественная металлургическая связь, а процесс сварки выполняется всего за несколько минут. Сущность изобретения Улучшенный способ кузнечной сварки труб согласно настоящему изобретению включает в себя нагрев предназначенных для соединения концов труб в сварочной камере до заданной температуры в то время, когда нагретые концы труб удерживаются выровненными и параллельными друг другу при зазоре(S), после чего нагретые концы труб прижимают друг к другу, при этом в камеру вдувают восстановительный защитный газ, причем во время по меньшей мере части нагрева, кузнечной сварки и/или охлаждения положение концов труб отслеживают с помощью нескольких расположенных по окружности камер, соединенных с пирометрической и отслеживающей положение системой, которая автоматически регулирует взаимное положение концов труб и количество тепла, подаваемого на концы труб во время операции нагрева, до тех пор, пока пирометрическая система слежения не покажет, что концы труб достигли заданной температуры, при этом концы труб перемещаются относительно друг друга до расстояние между ними (S+D), которое превышает зазор (S), наблюдаемый между концами труб во время операции нагрева, на заданное дополнительное расстояние (D). Предпочтительно указанное дополнительное расстояние (D) выбирают таким образом, чтобы концы труб плотно прижимались друг к другу и деформировались таким образом, чтобы величина наружной и/или внутренней высадки концов труб в зоне сварки ограничивалась приемлемым уровнем, а указанный восстановительный защитный газ вдувают в камеру с целью удаления оксидов с нагретых концов труб для того, чтобы сформировать кузнечный сварной шов с минимальным количеством оксидных включений и других неоднородностей. Предпочтительно вокруг зоны сварки размещают по окружности через постоянные интервалы по меньшей мере три камеры, и система отслеживания положения управляет узлом захвата, который удерживает по меньшей мере одну из труб, так что во время фазы нагрева между концами труб сохраняется зазор (S) величиной только в несколько миллиметров, и концы труб перемещаются относительно друг друга во время кузнечной сварки до расстояния между ними (S+D), которое превышает указанный зазор(S) менее чем на несколько миллиметров. Предпочтительно также, если, по меньшей мере, в ходе части операции кузнечной сварки в сварочную камеру вдувают невзрывоопасную газовую смесь из, по существу, инертного газа и восстановительного газа. Предпочтительная невзрывоопасная газовая смесь содержит более 90 об.% азота, аргона и/или-1 008847 гелия и более 2 об.% водорода. Описание предпочтительных вариантов реализации Далее изобретение будет описано более подробно на примерах со ссылкой на прилагаемые чертежи, из которых: на фиг. 1 показаны схематические очертания узла, предназначенного для реализации способа автоматизированной кузнечной сварки согласно настоящему изобретению; на фиг. 2 показан вид в продольном разрезе автоматизированного узла кузнечной сварки согласно настоящему изобретению, оборудованного разделительными элементами для удержания концов труб во время фазы нагрева на заданном расстоянии; на фиг. 3 показан вид в поперечном разрезе узла кузнечной сварки по фиг. 2; на фиг. 4 показан вид сбоку конца трубы, снабженного рядом фиксирующих и ориентирующих пазов; на фиг. 5 показан вид в продольном разрезе конца трубы по фиг. 4 и на фиг. 6 показан вид конца трубы, показанного на фиг. 4 и 5, в поперечном разрезе, выполненный по линии А-А на фиг. 4 и наблюдаемый в направлении, указанном стрелками. Как показано на фиг. 1, положение концов труб 3 и 4, предназначенных для кузнечной сварки между собой, отслеживается камерами 1 и 2, которые соединяются с блоком обработки сигнала 5, который автоматически регулирует узел 6 захвата так, что зазор S между нагретыми концами труб 3 А и 4 А четко определен во время фазы нагрева, и концы труб перемещают относительно друг друга в тот момент, когда блок пирометрического контроля показывает, что концы труб достигли заданной минимальной и/или максимальной температуры по меньшей мере на значительной части их окружности, при этом включается узел захвата для перемещения концов труб 3 А и 4 А относительно друг друга до заданного расстояния(S+D), которое превышает зазор (S) на дополнительное расстояние (D) величиной менее чем несколько миллиметров, так что по всей окружности сваренных кузнечной сваркой концов получается кузнечный сварной шов, по существу, одинакового и высокого качества и при образовании минимальной наружной и/или внутренней высадки сваренных кузнечной сваркой концов 3 А и 4 А, каковую высадку не требуется впоследствии удалять шлифовкой, фрезерованием или механической обработкой. На фиг. 2 и 3 показан узел кузнечной сварки, в котором комплект из двух пар электродов 11A-D пропускает электрический ток высокой частоты сквозь стенки пары труб 12, концы которых 12 а, 12b удерживаются на заданном расстоянии S между собой с помощью комплекта из четырех разделительных элементов 13A-D. Пары электродов 11 А-В и 11C-D с каждой стороны труб 12 электроизолированы друг от друга электроизолирующим слоем 15. Разделительные элементы 13A-D крепятся к электродам 11 электроизолирующими шарнирами 14, и каждый разделительный элемент 13A-D содержит жаропрочную электроизолированную головку, которая выполнена, соответственно, из керамического материала. Разделительные элементы 13A-D могут быть снабжены пирометрическими и/или тензодатчиками,которые определяют температуру каждого конца трубы 12 А-В во время фазы нагрева и, кроме того, расположение конца трубы 12 А-В относительно разделительного элемента 3, а также силу сжатия, приложенную концами труб 12 А-В к разделительному элементу 13. Тензодатчики могут содержать пьезоэлектрические элементы, которые располагаются рядом с концами труб 12 А, 12 В или на заданном расстоянии от них,так что перепад времени между переданными и отраженными колебаниями используется для определения точки контакта (s) и усилий сжатия между разделительными элементами 13A-D и концами труб 12 А, 12 В. Датчики могут быть соединены с блоком управления сваркой, как показано на фиг. 1, который извлекает разделительные элементы 13 из зазора, если концы труб 12 А, В достигли заданной температуры,которая может быть ниже или, по существу, равна температуре, требующейся для кузнечной сварки. Разделительные элементы 13A-D могут быть также снабжены каналами, через которые в направлении нагретых концов труб вдувают восстановительный, невзрывоопасный защитный газ. Невзрывоопасный защитный газ, соответственно, содержит более 90 об.% азота, аргона и/или гелия и более 2 об.% водорода. Точное расположение концов труб 12 А, В относительно друг друга во время операций нагрева и кузнечной сварки имеет важное значение для получения высокого качества сварки и минимальной высадки в зоне сварки. Может оказаться полезным снабдить концы труб фиксирующими и направляющими пазами, которые попадают в профилированные захваты автоматизированного устройства кузнечной сварки. На фиг. 4, 5 и 6 показан конец трубы 20, который снабжен тремя парами полукруглых пазов 21-23 А-В. Автоматизированное устройство кузнечной сварки может быть оборудовано полукруглыми захватами, имеющими профили и/или шары, которые входят в полукруглые пазы 21-23 А-В таким образом,что риск проскальзывания конца трубы 20 в захвате сводится к минимуму даже в том случае, когда в скважине на конце трубы 20 подвешена колонна труб длиной в несколько километров. Способ согласно настоящему изобретению может применяться для соединения кузнечной сваркой трубных секций в колонну труб любой длины. Колонна труб может быть колонной труб нефтяного сортамента, таких как обсадные трубы нефтяных и/или газовых скважин, эксплуатационные трубы, которые подвешены в нефтяной и/или газовой скважине, вертикальным или наклонным стальным трубопроводом между палубой морской буровой платформы и морским дном, трубчатой опорой морского сооружения,-2 008847 трубчатой натяжной опорой, известной как предварительно напряженная конструкция, в плавучей платформе с натяжной опорой, подводным или наземным идущим под поверхностью или на поверхности земли трубопроводом для транспортировки жидкостей. Во время операции нагрева и кузнечной сварки внутренняя полость предназначенных для соединения концов труб может быть изолирована от других частей внутренней полости колонны труб путем ввода внутрь труб в зоне сварки оправки или штанги, которые могут быть снабжены расширяемыми герметизирующими кольцами, средством вдувания защитного газа и/или средствами контроля качества, такими как электромагнитные акустические преобразователи, известные как оборудование для контроля качества сварных швов ЕМАТ. Кроме того, внутренняя полость труб, прилегающая к зоне сварки, может быть изолирована во время операции кузнечной сварки путем вдувания в трубы и расширения жесткого пенопласта, такого как пенополиуертан, который извлекают из внутренней полости труб после операции кузнечной сварки. Концам труб, которые предназначены для соединения путем кузнечной сварки, возможно придание посредством механической обработки взаимодополняющей вогнутой и выпуклой формы на заводеизготовителе или путем обтачивания рядом с автоматизированным устройством кузнечной сварки. Концы труб могут быть защищены во время перевозки с завода-изготовителя на площадку для кузнечной сварки металлическими или пластмассовыми колпаками, которые могут быть снабжены раздвижными запорными профилями или шарами, которые могут входит в фиксирующие пазы, показанные на фиг. 4, 5 и 6. Автоматизированное устройство кузнечной сварки согласно настоящему изобретению может комбинироваться с устройством манипулирования трубами и нефтяной или газовой буровой и/или эксплуатационной установкой, известной как подвеска-разъединитель. Устройство манипулирования трубами может быть оборудовано захватами и/или зажимными губками с низкими рубцами и/или шарами, которые захватывают трубы изнутри и/или снаружи. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ кузнечной сварки труб, при котором предназначенные для соединения концы труб нагревают в сварочной камере до заданной температуры, при этом нагретые концы труб удерживаются, по существу, выровненными и параллельными друг другу при зазоре (S), после чего нагретые концы труб прижимают друг к другу, причем в камеру вдувают восстановительный защитный газ, причем во время по меньшей мере части нагрева положение концов труб отслеживают с помощью нескольких расположенных по окружности камер, соединенных с пирометрической и отслеживающей положение системой,которая автоматически регулирует взаимное положение концов труб и количество тепла, подаваемого на концы труб во время операции нагрева до определения посредством пирометрической системы достижения концами труб заданной температуры, после чего концы труб перемещают относительно друг друга до расстояния (S+D), которое превышает зазор (S), наблюдаемый между концами труб во время операции нагрева, на заданное дополнительное расстояние (D), причем указанное дополнительное расстояние(D) выбирают исходя из ограничения наружной и/или внутренней высадки при плотном прижатии концов труб друг к другу и их деформации. 2. Способ по п.1, в котором упомянутый восстановительный защитный газ вдувают в камеру с целью удаления оксидов с нагретых концов труб и для формирования кузнечного сварного шва с минимальным количеством оксидных включений и неоднородностей. 3. Способ по п.1, в котором вокруг зоны сварки размещены по окружности через постоянные интервалы по меньшей мере три камеры, при этом отслеживающая положение система управляет узлом захвата, который удерживает по меньшей мере одну из труб для сохранения во время нагрева между концами труб зазора (S) величиной в несколько миллиметров, причем концы труб перемещаются относительно друг друга до расстояния (S+D), которое превышает указанный зазор (S) менее чем на несколько миллиметров. 4. Способ по п.1, в котором во время по меньшей мере части операции кузнечной сварки в сварочную камеру вдувают невзрывоопасную газовую смесь, по существу, из инертного и восстановительного газа. 5. Способ по п.4, в котором невзрывоопасная газовая смесь содержит более 90 об.% азота, аргона и/или гелия и более 2 об.% водорода. 6. Способ по любому из пп.1-5, в котором соединяемые трубы являются обсадными трубами и/или трубами нефтяного сортамента, причем трубы соединяются между собой посредством кузнечной сварки на буровой платформе, морской буровой платформе, трубоукладчике или на объекте для добычи нефти и/или газа или же рядом с ними. 7. Способ по любому из пп.1-6, в котором перед фазой нагрева во внутреннюю полость труб, предназначенных для соединения, вдувают жесткий пенопласт, который образует временное уплотнение во внутренней полости труб, прилегающей к концам труб, предназначенных для соединения кузнечной сваркой, причем уплотнение извлекают из внутренней полости труб после операции кузнечной сварки.
МПК / Метки
МПК: B23K 13/01, B23K 20/26, B23K 9/32, B23K 20/02, B23K 1/00
Метки: способ, усовершенствованный, способом, полученный, продукт, кузнечной, этим, сварки
Код ссылки
<a href="https://eas.patents.su/6-8847-usovershenstvovannyjj-sposob-kuznechnojj-svarki-i-poluchennyjj-etim-sposobom-produkt.html" rel="bookmark" title="База патентов Евразийского Союза">Усовершенствованный способ кузнечной сварки и полученный этим способом продукт</a>
Способ получения продукта, содержащего оксид бора, и продукт, полученный этим способом
Номер патента: 171
Опубликовано: 29.10.1998
Авторы: Фишер Ричард П., Квамиа Джон Д., Грэй Трэйси Е.
МПК: C01B 35/10
Метки: получения, полученный, этим, бора, способ, способом, продукт, продукта, оксид, содержащего
Формула / Реферат:
1. Способ получения аморфного продукта, содержащего оксид бора с 80-90 мас.% В2О3, отличающийся тем, что включает нагревание борной кислоты до температуры в интервале от примерно 180° до 220°С в течение времени, достаточного для дегидратации указанной борной кислоты и образования расплавленного стекла, содержащего от 80 до 90 мас.% В2О3, и охлаждение указанного расплавленного стекла с образованием твердого стеклообразного продукта. 2. Способ по...
Способ кузнечной сварки
Номер патента: 6407
Опубликовано: 29.12.2005
Авторы: Раббен Кьелль Магне, Хальмраст Бьерн, Ден Бур Йоханнис Йосефус, Зейслинг Дюрре Ханс, Коул Энтони Томас, Димитриадис Клистенис, Мое Пер Харальд
МПК: B23K 33/00
Метки: сварки, кузнечной, способ
Формула / Реферат:
1. Способ соединения трубчатых деталей при помощи кузнечной сварки, включающий придание торцам трубчатых деталей, которые должны быть сварены вместе, определенной формы с заданным углом наклона, отличающийся тем, что упомянутая форма с заданным углом наклона обеспечивает деформацию торцов при нагреве этих торцов в процессе кузнечной сварки вследствие теплового расширения с возникновением, по существу, продольно ориентированной цилиндрической...
Вязально – прошивной способ или способ окончательной обработки полотна материала посредством гидродинамического иглопробивания и продукт, полученный в соответствии с этим способом
Номер патента: 7317
Опубликовано: 25.08.2006
Авторы: Шрайбер Йохен, Мюнстерманн Ульрих, Бергер Эберхарт, Бродтка Маргот
МПК: D04H 3/10, D04H 13/00, D04H 1/46...
Метки: окончательной, способ, обработки, прошивной, продукт, материала, гидродинамического, способом, полученный, иглопробивания, посредством, соответствии, этим, вязально, полотна
Формула / Реферат:
1. Способ производства полотна материала, соединенного стежками с использованием гидродинамического иглопробивания, отличающийся тем, что полотно материала, состоящее, по меньшей мере, частично из металлических волокон или металлических нитей, соединяют стежками и/или окончательно обрабатывают с использованием струй воды с высокой энергией под давлением >200 бар для формирования готового для использования полотна материала. 2. Способ по п.1,...
Способ получения алмазного композита и алмазный композит, полученный этим способом
Номер патента: 3715
Опубликовано: 28.08.2003
Авторы: Экстрем Томми, Гордеев Сергей Константинович
МПК: C09K 3/14, B23B 27/14, C04B 35/573...
Метки: способом, композита, полученный, способ, получения, алмазный, алмазного, композит, этим
Формула / Реферат:
1. Способ изготовления алмазного композита из алмазных частиц в условиях низкого давления, включающий этапы формования заготовки, имеющей заданные размеры и форму, нагревания заготовки и контроля температуры и времени нагрева таким образом, чтобы создавалось определенное требуемое количество графита за счет графитации алмазных частиц, причем создается полуфабрикат, и пропитки полуфабриката кремниевым сплавом, причем создается конечное изделие,...
Способ производства алкогольного напитка и алкогольный напиток, полученный этим способом
Номер патента: 3271
Опубликовано: 27.02.2003
Автор: Зейналов Алим Мурсал Оглы
Метки: этим, способ, полученный, напиток, алкогольный, напитка, производства, способом, алкогольного
Формула / Реферат:
1. Способ производства алкогольного напитка, включающий приготовление водно-спиртовой смеси из многократно ректифицированного этилового спирта и воды с перемешиванием смеси барботированием газом, отличающийся тем, что для приготовления смеси используют ароматную дистиллированную капиллярную воду, полученную из плодов фруктов, цитрусовых, ягод или овощей, перед приготовлением смеси в ароматную дистиллированную капиллярную воду вводят глюкозу в...
Предыдущий патент: Изоляционная система для технических сооружений
Случайный патент: Векторы и конструкции для доставки гриппозного антигена