Комплекс для изготовления комплекта изделий для теплогидроизолированного трубопровода
Формула / Реферат
1. Комплекс для изготовления комплекта изделий для теплогидроизолированного трубопровода, характеризующийся тем, что он содержит пост подготовки металлических рабочих труб, предпочтительно стальных, пост изготовления труб-оболочек, пост сборки конструкции "труба в трубе" и пост заливки в указанные конструкции вспениваемой отверждаемой теплоизоляционной смеси, причем пост изготовления рабочих труб и пост изготовления труб-оболочек связаны с постом сборки конструкции, а пост сборки конструкции связан с постом заливки отверждаемой теплоизоляционной смеси, при этом пост изготовления труб-оболочек включает последовательно расположенные и сообщенные между собой по технологическим переделам производства указанных изделий технологические посты, в том числе образующие не менее чем две технологические линии изготовления полимерных гидроизоляционных труб-оболочек для комплекта изделий, объединенные на входе общим постом сушки и подачи исходного сырья - полимерных гранул, который закоммутирован с указанными линиями, в том числе с использованием системы пневмотранспорта, причем каждая упомянутая технологическая линия содержит последовательно установленные, по крайней мере, пост разогрева и экструдирования полимерной массы, пост формования и калибровки изделия, пост охлаждения и стабилизации формы, пост протяжных устройств, снабженный электродами пост коронной электроискровой обработки внутренней поверхности изготавливаемых изделий и пост их резки под заданный размер, при этом технологические линии предназначены для производства набора труб-оболочек, труб-заготовок фитингов-муфт, Z- и П-образных элементов трубопроводов, переходов, отводов, ответвлений, а также заготовок для муфт и заготовок гидроизоляции запорно-регулировочной арматуры трубопроводов с частично перекрываемым диапазоном диаметров изготавливаемых изделий, а каждый пост каждой технологической линии адаптирован под заданный размер и требуемые параметры изготавливаемого изделия, в том числе путем частичной сменности и подключения/отключения установленного оборудования, при этом каждая линия дополнительно содержит систему пуска, включающую неподвижно заякоренное за постом протяжных устройств автономное тянущее устройство с натяжным тросом, сменный подвижный пост в виде трубы-спутника, соответствующей по диаметру выпускаемому на линии изделию для доставки к посту по принадлежности, при этом технологическая длина трубы-спутника принята меньшей расстояния от поста разогрева и экструдирования полимерной массы до поста протяжных устройств указанной линии, по крайней мере, в полтора раза, при этом труба-спутник выполнена с возможностью временного размещения в ней электрода коронной электроискровой обработки изделия и последующего перевода электрода в изготавливаемое изделие, фиксированное относительно указанного поста.
2. Комплекс по п.1, отличающийся тем, что одна технологическая линия для изготовления труб-оболочек, труб-заготовок для фитингов - Z- и П-образных элементов трубопровода, переходов, отводов, ответвлений, а также заготовок муфт и заготовок гидроизоляции запорно-регулировочной арматуры трубопроводов выполнена предпочтительно под выпуск изделий диаметрами от 120 до 350 мм, а другая - под выпуск изделий диаметрами от 300 до 750 мм.
3. Комплекс по п.1, отличающийся тем, что комплекс дополнительно оснащен по меньшей мере одной технологической линией для изготовления труб-оболочек, труб-заготовок для фитингов - Z- и П-образных элементов трубопровода, переходов, отводов, ответвлений, а также заготовок для муфт и заготовок гидроизоляции запорно-регулировочной арматуры трубопроводов диаметрами от 700 до 1100 мм, а также по меньшей мере одной технологической линией для изготовления труб-оболочек, труб-заготовок для фитингов-муфт, Z- и П-образных элементов трубопровода, переходов, отводов, ответвлений, а также заготовок для муфт и заготовок гидроизоляции запорно-регулировочной арматуры трубопроводов диаметрами от 850 до 1250 мм.
4. Комплекс по п.1, отличающийся тем, что по меньшей мере одна технологическая линия выполнена с обеспечением возможности достижения динамического баланса пропускаемой через оборудование постов массы производимого изделия, варьирования температуры и скорости прохождения до значений, необходимых и достаточных для формирования, поддержания и стабилизации требуемых параметров, предусмотренных для изготавливаемого изделия, для чего пост разогрева и экструдирования полимерной массы снабжен комплектом сменных раздаточных устройств, каждое с выходной щелью, адаптированной к подготовке и первичному формованию производимого изделия, а пост формования и калибровки изделия снабжен системами вакуумирования и охлаждения и не менее чем одним калибрующим устройством, совмещенным с ними, выполненным сменным под диаметр каждого изготавливаемого на технологической линии изделия, при этом по меньшей мере одна технологическая линия выполнена с обеспечением возможности экструдирования со скоростью от 0,3 до 1,1 м/мин и с возможностью ее корректировки в зависимости от параметров изготавливаемого на линии изделия - труб-оболочек, труб-заготовок для фитингов и заготовок гидроизоляции запорно-регулировочной арматуры трубопроводов из полимерного, полимерсодержащего материала, типа полиэтилена низкого давления, предпочтительно композиции полиэтилена светостабилизированной трубной марки черного цвета, содержащей 2,0-2,5% сажи, а также отходы полиэтилена той же марки, в том числе от собственного производства на любой технологической линии в количестве не более 10 мас.%.
5. Комплекс по п.1, отличающийся тем, что по меньшей мере одна технологическая линия выполнена с обеспечением мощности электроискровой обработки на посту коронной электроискровой обработки, равной 90-135 Вт, при этом по крайней мере один из электродов оборудования поста выполнен внешним в виде охватывающего изделие пояса с шириной 140-160 мм, а другой электрод выполнен внутренним, кроме того, пост протяжных устройств по крайней мере одной технологической линии снабжен по меньшей мере шестью гусеничными движительными органами, расположенными с возможностью равномерного охвата изделия по окружности для обеспечения его осевого перемещения.

Текст
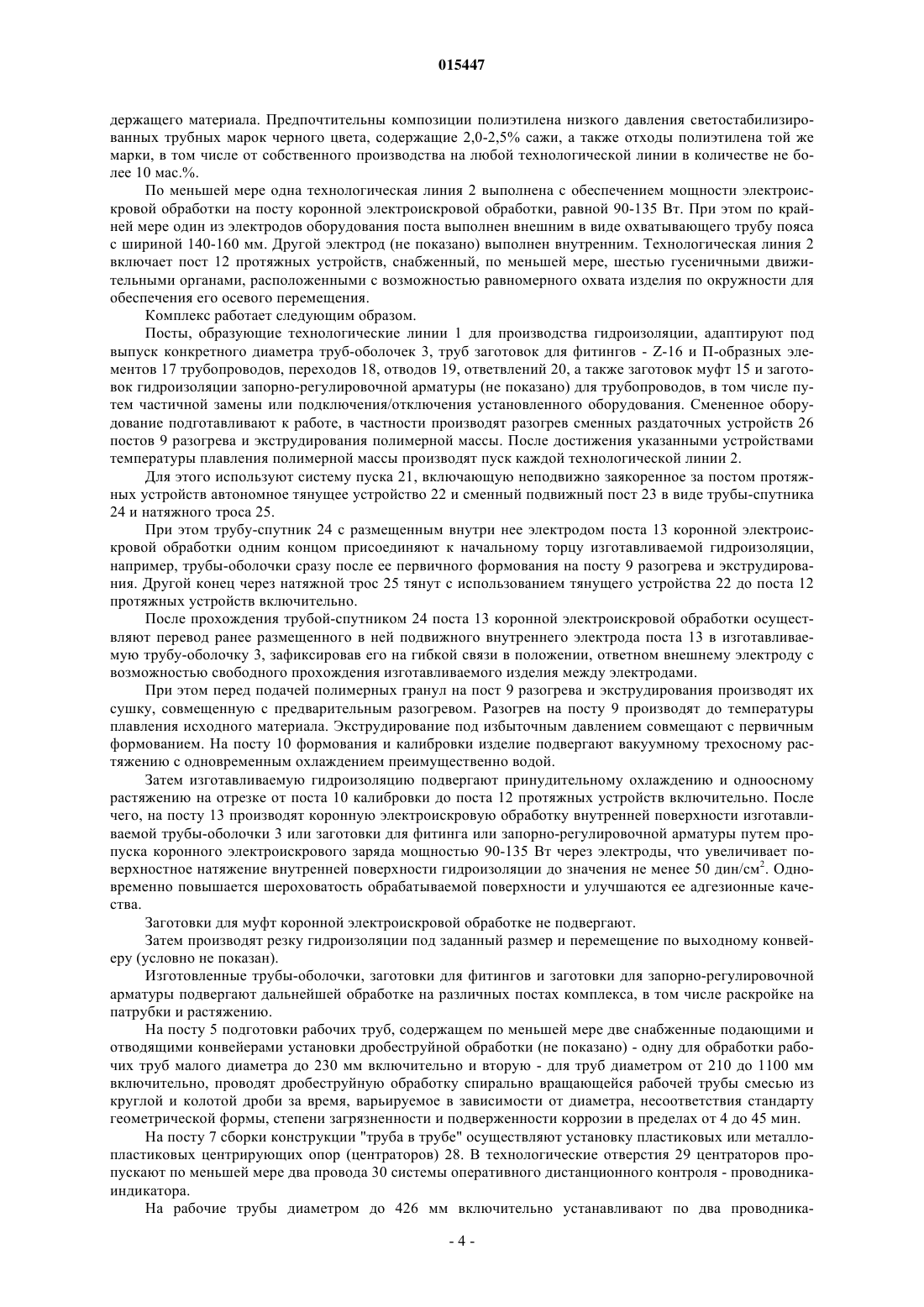
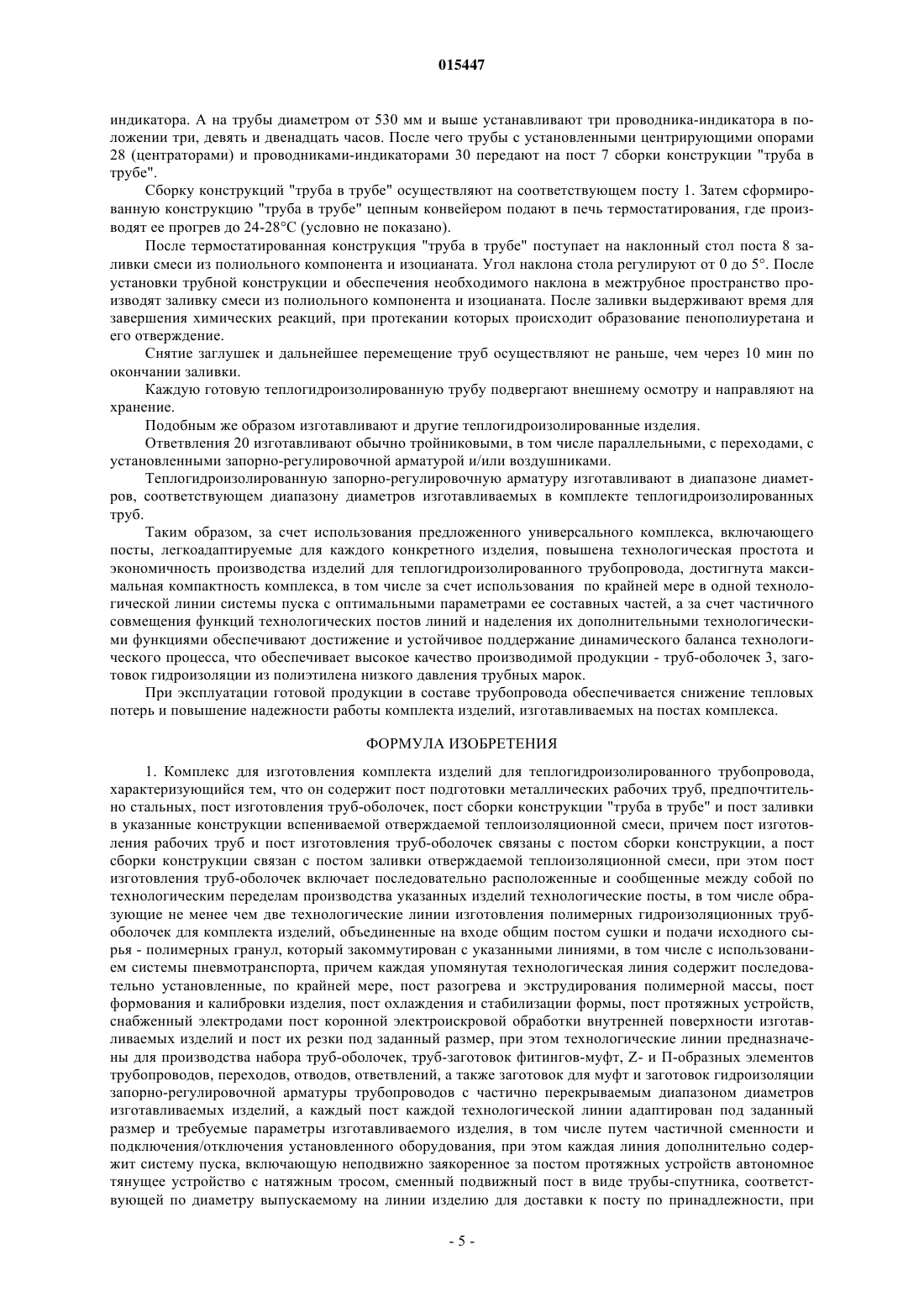
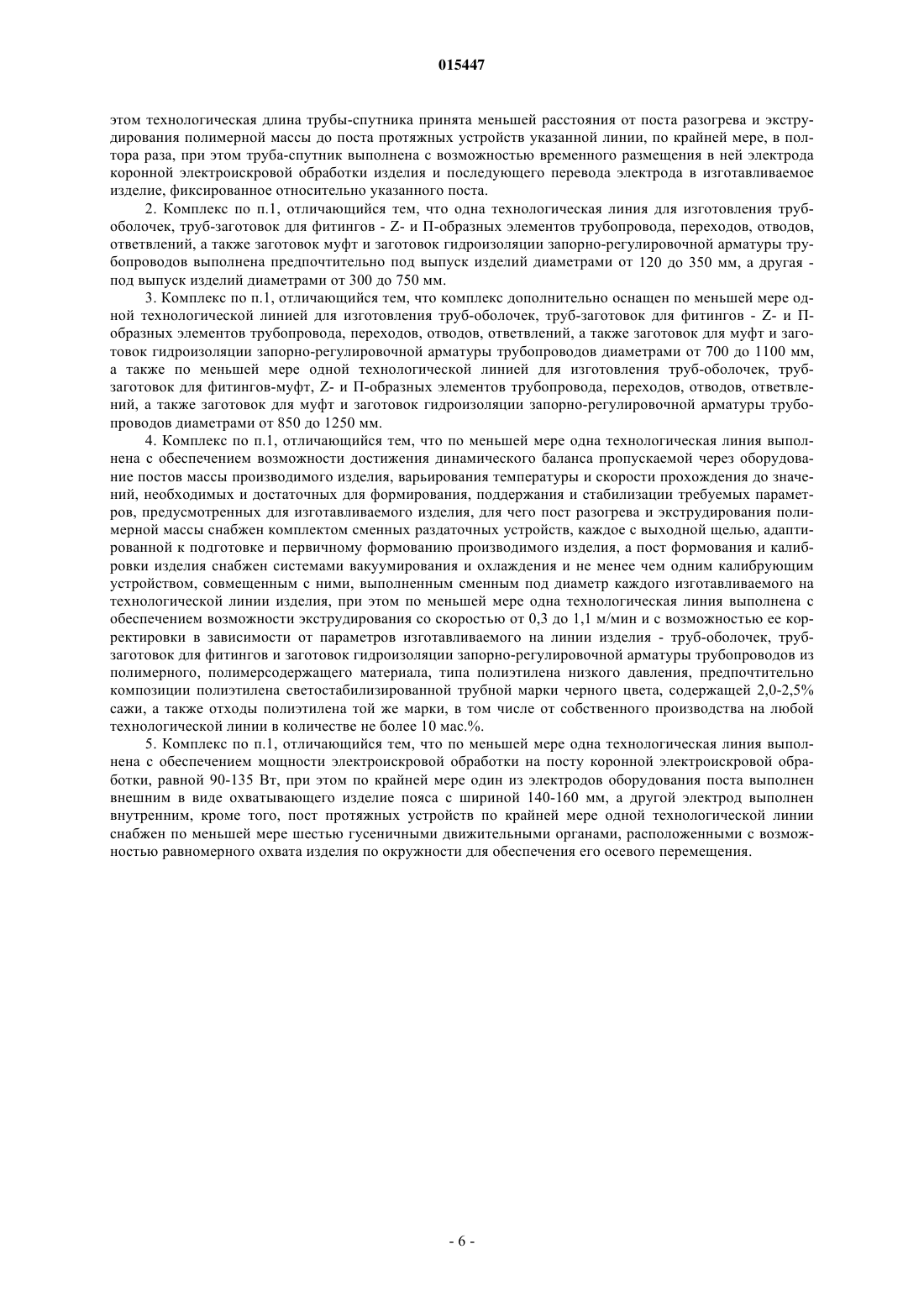
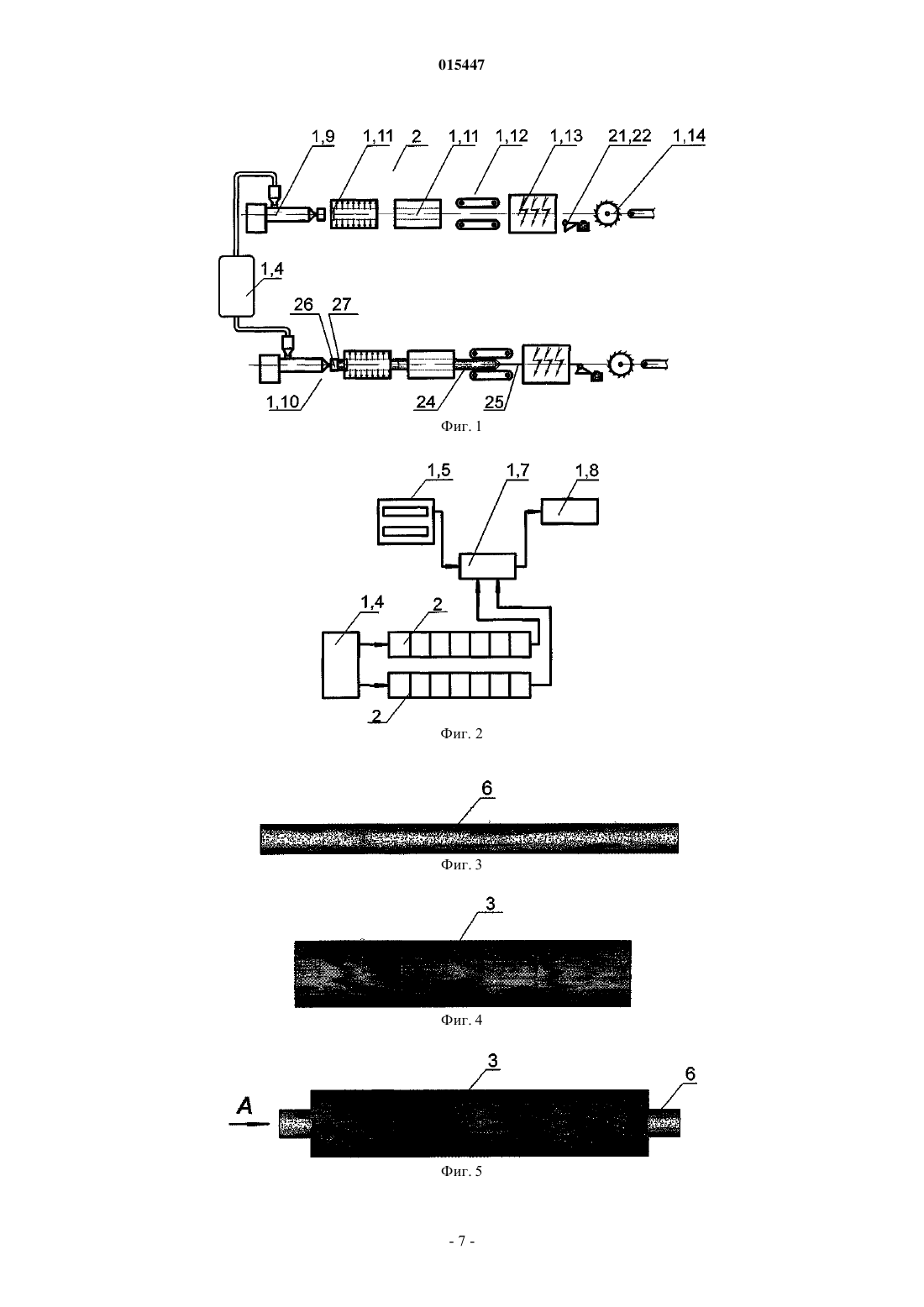
Дата публикации и выдачи патента Номер заявки КОМПЛЕКС ДЛЯ ИЗГОТОВЛЕНИЯ КОМПЛЕКТА ИЗДЕЛИЙ ДЛЯ ТЕПЛОГИДРОИЗОЛИРОВАННОГО ТРУБОПРОВОДА Изобретение относится к области машиностроения, а именно к комплексам для изготовления комплекта изделий для теплогидроизолированного трубопровода для транспортировки текучих сред в теплотрассах, системах горячего и/или холодного водоснабжения. Представленный комплекс согласно изобретению содержит сообщенные между собой технологические посты, в том числе образующие не менее чем две технологические линии для выпуска набора труб-оболочек, трубзаготовок фитингов - муфт, Z- и П-образных элементов трубопроводов, переходов, отводов,ответвлений, а также заготовок для муфт и заготовок гидроизоляции запорно-регулировочной арматуры трубопроводов, а также пост подготовки рабочих труб, пост сборки конструкции"труба в трубе" и пост заливки отверждаемой заливочной смеси и систему пуска. Технический результат, достигаемый изобретением, заключается в создании единого универсального комплекса,объединяющего технологические посты с обеспечением единого процесса производства комплекта изделий для теплогидроизолированного трубопровода, повышении технологической простоты и экономичности производства изделий за счет изготовления их с использованием предложенного универсального комплекса, включающего посты, легкоадаптируемые для каждого конкретного изделия, причем в комплексе достигнута универсальность оборудования, в том числе системы пуска технологических линий. При эксплуатации готовой продукции в составе трубопровода обеспечивается снижение тепловых потерь за счет достигаемых параметров теплоизоляции, сборки конструкций "труба в трубе" с использованием предлагаемого комплекса, улучшения совместной работы рабочей трубы, теплоизоляции и гидроизоляции и повышение надежности изделий, а также за счет частичного совмещения функций технологических постов линий и наделения их дополнительными функциями при высоком качестве производимой на линиях гидроизоляции из полиэтилена низкого давления. Энтони Коста, Селиванов Николай Павлович (RU) Селиванов С.Н. (RU) 015447 Изобретение относится к области машиностроения, а именно к комплексам для изготовления комплектов изделий для теплогидроизолированных трубопроводов, предназначенных для транспортировки текучих сред в подземных теплотрассах, в частности в системах горячего и/или холодного водоснабжения, а именно трубопроводов различных диаметров, отводов, переходов, тройников, а также теплогидроизолированной трубопроводной арматуры. Из предшествующего уровня техники известна линия изоляции труб, содержащая транспортер горизонтального перемещения труб, ложементы для укладки оболочек и ввода в них труб, устройство нагрева труб с размещенными на их концах сменными заглушками, при этом транспортер выполнен в виде двух рядов роликовых опор с размещенным по центральной оси толкателем и устройством для его перемещения RU 2003132513A, F16L 59/14, 2005.05.20. Из уровня техники известна поточная линия, на которой теплоизолируемую трубу с накопительного стеллажа механизированным перекладывателем подают на конвейер и производят равномерную установку центраторов по всей длине трубы, причем одновременно со стеллажа на конвейер подают оболочку, где осуществляют подгонку ее длины под длину теплоизолируемой трубы, после чего движением конвейера трубу равномерно вводят в оболочку, далее полученную заготовку "труба в трубе" подают на конвейер, где производится установка торцевых заглушек, после чего заготовку подают на конвейер и с помощью его регулируемой по высоте опоры приводят их в наклонное положение и осуществляют заполнение теплоизоляционным материалом межтрубного пространства заливочной машиной, при этом угол наклона конвейера подбирают таким образом, чтобы подаваемое в межтрубное пространство количество вспенивающегося материала обеспечивало равномерное давление вспенивания и однородную плотность по всей длине трубы RU 2258173C2, F16L 59/00, 2005.03.27. Из уровня техники известен способ производства тепло- и гидроизоляции фасонных изделий, например отводов, тройников, переходов и т.д., включающий установку ее в гидроизоляционную оболочку,герметизацию оболочки и нанесение на трубу теплоизоляционной композиции, ее вспенивание и отверждение, при этом в качестве теплоизоляционной композиции используют пенополиуретан, получаемый смешением полиольного компонента и полиизоционата, а элементы оболочки, вырезаемые из стальных оцинкованных труб или раскраиваемые из тонкой листовой оцинкованной стали, устанавливают на стальное фасонное изделие, производят укладку на него проводников-индикаторов, элементы оболочки спаиваются припоем при помощи газовой горелки, паяльной лампы, после сварки всю трубную конструкцию прогревают до 28C, устанавливают торцевые заглушки, в межтрубное пространство через отверстие заглушки заливают пенополиуретановую композицию, причем в процессе вспенивания пенополиуретановой композиции происходит заполнение межтрубного пространства по направлению снизу вверх с одновременным вытеснением из него воздуха через воздушные отверстия в заглушках, после вспенивания композицию отверждают в течение 10-15 мин, заглушки снимают и торцы теплоизоляционной композиции покрывают гидрозащитным материалом RU 2000128118A, F16L 59/00, 2002.10.10. Задачей, на решение которой направлено заявленное техническое решение, является создание единого универсального комплекса, объединяющего технологические посты с обеспечением единого процесса производства комплекта изделий для теплогидроизолированного трубопровода, позволяющего повысить технологическую простоту и экономичность производства с обеспечением снижения тепловых потерь и повышение надежности работы трубопровода, собранного из комплекта выпускаемых с использованием заявленного комплекса изделий. Поставленная задача решается за счет того, что комплекс для изготовления комплекта изделий для теплогидроизолированного трубопровода согласно изобретению содержит последовательно расположенные и сообщенные между собой по технологическим переделам производства указанных изделий технологические посты, в том числе образующие не менее чем две технологические линии производства полимерных гидроизоляционных труб-оболочек для комплекта изделий, объединенные на входе общим постом сушки и подачи исходного сырья - полимерных гранул, который закоммутирован с указанными линиями, в том числе с использованием системы пневмотранспорта, кроме того, комплекс включает пост подготовки металлических рабочих труб, предпочтительно стальных, пост сборки конструкции "труба в трубе" и пост заливки в указанные конструкции вспениваемой отверждаемой теплоизоляционной смеси,причем каждая упомянутая технологическая линия содержит, по крайней мере, пост разогрева и экструдирования полимерной массы, пост формования и калибровки изделия, пост охлаждения и стабилизации формы, пост протяжных устройств, снабженный электродами пост коронной электроискровой обработки внутренней поверхности изготавливаемых изделий и пост их резки под заданный размер, при этом технологические линии предназначены для выпуска набора труб-оболочек, труб-заготовок фитингов-муфт,Z- и П-образных элементов трубопроводов, переходов, отводов, ответвлений, а также заготовок для муфт и заготовок гидроизоляции запорно-регулировочной арматуры трубопроводов с частично перекрываемым диапазоном диаметров изготавливаемых изделий, а каждый пост каждой технологической линии адаптирован под заданный размер и требуемые параметры изготавливаемого изделия, в том числе путем частичной сменности и подключения/отключения установленного оборудования, при этом каждая линия дополнительно содержит систему пуска, включающую неподвижно заякоренное за постом протяжных устройств автономное тянущее устройство, сменный подвижный пост в виде трубы-спутника, соответст-1 015447 вующей по диаметру выпускаемому на линии изделию, и натяжной трос, при этом технологическая длина трубы-спутника принята меньшей расстояния от поста разогрева и экструдирования полимерной массы до поста протяжных устройств указанной линии, по крайней мере, в полтора раза, при этом трубаспутник выполнена с возможностью временного размещения в ней для доставки к посту по принадлежности и последующего перевода в изготавливаемую трубу-оболочку фиксировано относительно указанного электрода поста коронной электроискровой обработки изделия. Кроме того, одна технологическая линия для изготовления труб-оболочек, труб-заготовок для фитингов - Z- и П-образных элементов трубопровода, переходов, отводов, ответвлений, а также заготовок муфт и заготовок гидроизоляции запорно-регулировочной арматуры трубопроводов может быть выполнена предпочтительно под выпуск изделий диаметрами от 120 до 350 мм, а другая - под выпуск изделий диаметрами от 300 до 750 мм. При этом комплекс может быть дополнительно оснащен по меньшей мере одной технологической линией для изготовления труб-оболочек, труб-заготовок для фитингов - Z- и П-образных элементов трубопровода, переходов, отводов, ответвлений, а также заготовок для муфт и заготовок гидроизоляции запорно-регулировочной арматуры трубопроводов диаметрами от 700 до 1100 мм, а также по меньшей мере одной технологической линией для изготовления труб-оболочек, труб-заготовок для фитингов-муфт,Z- и П-образных элементов трубопровода, переходов, отводов, ответвлений, а также заготовок для муфт и заготовок гидроизоляции запорно-регулировочной арматуры трубопроводов диаметрами от 850 до 1250 мм. Кроме того, по меньшей мере одна технологическая линия может быть выполнена с обеспечением возможности достижения динамического баланса пропускаемой через оборудование постов массы производимого изделия, варьирования температуры и скорости прохождения до значений, необходимых и достаточных для формирования, поддержания и стабилизации требуемых параметров, предусмотренных для изготавливаемого изделия, для чего пост разогрева и экструдирования полимерной массы может быть снабжен комплектом сменных раздаточных устройств, каждое с выходной щелью, адаптированной к подготовке и первичному формованию производимого изделия, а пост формования и калибровки изделия может быть снабжен системами вакуумирования и охлаждения и не менее чем одним калибрующим устройством, совмещенным с ними, выполненным сменным под диаметр каждого изготавливаемого на технологической линии изделия, при этом по меньшей мере одна технологическая линия может быть выполнена с обеспечением возможности экструдирования со скоростью от 0,3 до 1,1 м/мин и с возможностью ее корректировки в зависимости от параметров изготавливаемого на линии изделия - трубоболочек, труб-заготовок для фитингов и заготовок гидроизоляции запорно-регулировочной арматуры трубопроводов из полимерного, полимерсодержащего материала, типа полиэтилена низкого давления,предпочтительно композиции полиэтилена светостабилизированной трубной марки черного цвета, содержащей 2,0-2,5% сажи, а также отходы полиэтилена той же марки, в том числе от собственного производства на любой технологической линии в количестве не более 10 мас.%. При этом по меньшей мере одна технологическая линия может быть выполнена с обеспечением мощности электроискровой обработки на посту коронной электроискровой обработки, равной 90-135 Вт,при этом по крайней мере один из электродов оборудования поста может быть выполнен внешним в виде охватывающего трубу пояса с шириной 140-160 мм, а другой электрод может быть выполнен внутренним, кроме того, по крайней мере одна технологическая линия может включать пост протяжных устройств, снабженный, по меньшей мере, шестью гусеничными движительными органами, расположенными с возможностью равномерного охвата изделия по окружности для обеспечения его осевого перемещения. Технический результат, достигаемый изобретением, заключается в создании единого универсального комплекса, объединяющего технологические посты с обеспечением единого процесса производства комплекта изделий для теплогидроизолированного трубопровода, повышении технологической простоты, экономичности за счет адаптивности и совмещения функций оборудования постов; при этом в результате полифункциональности ряда постов повышена общая компактность комплекса. Так, в изобретении сокращена общая протяженность технологических линий по производству полимерной гидроизоляции, в том числе за счет достигнутого сокращения длины стартовой трубы-спутника, которая при этом наделена функцией доставки электрода коронной электроискровой обработки в изготавливаемую трубуоболочку. Кроме того, за счет частичного совмещения функций постов обеспечивается достижение и устойчивое поддержание динамического баланса технологического процесса при высоком качестве производимой на линиях гидроизоляции из полимеров, обработки рабочих труб и сборки теплогидроизолированных изделий для трубопровода. Изобретение поясняется чертежами, на которых изображены на фиг. 1 - технологические линии; на фиг. 2 - схематичное изображение комплекса; на фиг. 3 - стальная труба, прошедшая дробеструйную обработку, вид сбоку; на фиг. 4 - труба-оболочка, вид сбоку; на фиг. 5 - конструкция "труба в трубе", вид сбоку;-2 015447 на фиг. 6 - конструкция "труба в трубе", вид A на фиг. 5; на фиг. 7 - вид с торца теплогидроизолированного изделия; на фиг. 8 - труба, прошедшая дробеструйную обработку с установленными на нее точечными маяками-центраторами и проводами системы оперативного дистанционного контроля (СОДК); на фиг. 9-16 - изделия из комплекта, выпускаемого с использованием комплекса; на фиг. 17 - теплогидроизолированная труба со срезом по теплоизоляции и гидроизоляции. Комплекс для изготовления комплекта изделий для теплогидроизолированного трубопровода содержит последовательно расположенные и сообщенные между собой по технологическим переделам производства указанных изделий технологические посты 1, часть технологических постов 1 образуют не менее чем две технологические линии 2 производства полимерных гидроизоляционных труб-оболочек 3 для комплекта изделий. Технологические линии 2 объединены на входе общим постом сушки 4 и подачи исходного сырья - полимерных гранул. Пост 4 закоммутирован с линиями 2, в том числе с использованием системы пневмотранспорта. Кроме того, комплекс включает пост 5 подготовки металлических рабочих труб 6, предпочтительно стальных, пост 7 сборки конструкции "труба в трубе" и пост 8 заливки в указанные конструкции вспениваемой отверждаемой теплоизоляционной смеси. Каждая упомянутая технологическая линия 2 содержит, по крайней мере, пост 9 разогрева и экструдирования полимерной массы, пост 10 формования и калибровки изделия, пост 11 охлаждения и стабилизации формы, пост 12 протяжных устройств, снабженный электродами, пост 13 коронной электроискровой обработки внутренней поверхности изготавливаемых изделий и пост 14 резки под заданный размер. Технологические линии 2 предназначены для производства набора труб-оболочек 3, труб-заготовок фитингов-муфт 15, Z-10 и П-образных элементов 17 трубопроводов, переходов 18, отводов 19, ответвлений 20, а также для производства заготовок гидроизоляции запорно-регулировочной арматуры трубопроводов с частично перекрываемым диапазоном диаметров изготавливаемых изделий. Каждый пост 1 каждой технологической линии 2 адаптирован под заданный размер и требуемые параметры изготавливаемого изделия, в том числе путем частичной сменности и подключения/отключения установленного оборудования. Каждая линия 2 дополнительно содержит систему пуска 21, включающую неподвижно заякоренное за постом 12 протяжных устройств и постом 13 коронной электроискровой обработки автономное тянущее устройство 22,сменный подвижный пост 23 в виде трубы-спутника 24, соответствующей по диаметру выпускаемому на линии изделию, и натяжной трос 25. Длина трубы-спутника 24 принята меньшей расстояния от поста 9 разогрева и экструдирования полимерной массы до поста 12 протяжных устройств линии 2, по крайней мере, в полтора раза. Труба-спутник 24 выполнена с возможностью временного размещения в ней для доставки к посту 13 и последующего перевода в изготавливаемую трубу-оболочку 3 фиксировано относительно указанного поста электрода коронной электроискровой обработки изделия. По меньшей мере одна технологическая линия для изготовления труб-оболочек 3, труб-заготовок для фитингов-муфт 15, Z-16 и П-образных элементов 17 трубопровода, переходов 18, отводов 19, ответвлений 20, а также заготовок муфт 15 и заготовок гидроизоляции запорно-регулировочной арматуры трубопроводов может быть выполнена предпочтительно под производство изделий диаметрами от 120 до 350 мм, а другая аналогичная технологическая линия - под производство изделий диаметрами от 300 до 750 мм. Комплекс может быть дополнительно оснащен по меньшей мере одной технологической линией для изготовления труб-оболочек 3, труб-заготовок для фитингов - Z-16 и П-образных элементов 17 трубопровода, переходов 18, отводов 19, ответвлений 20, а также заготовок муфт 15 и заготовок гидроизоляции запорно-регулировочной арматуры (не показано) трубопроводов диаметрами от 700 до 1100 мм, а также по меньшей мере одной технологической линией для изготовления труб-оболочек 3, трубзаготовок для фитингов-муфт 15, Z-16 и П-образных элементов 17 трубопровода, переходов 18, отводов 19, ответвлений 20, а также для заготовок гидроизоляции запорно-регулировочной арматуры трубопроводов диаметрами от 850 до 1250 мм. Технологические линии 2 могут быть выполнены с обеспечением возможности достижения динамического баланса пропускаемой через оборудование постов 1 массы производимого изделия, варьирования температуры и скорости прохождения до значений, необходимых и достаточных для формирования, поддержания и стабилизации требуемых параметров, предусмотренных для изготавливаемого изделия. Для этого пост 9 разогрева и экструдирования полимерной массы снабжен комплектом сменных раздаточных устройств 26. Каждое раздаточное устройство снабжено выходной щелью, адаптированной к подготовке и первичному формованию конкретного диаметра из упомянутого диапазона производимого изделия. А пост 10 формования и калибровки изделия снабжен системами вакуумирования и охлаждения и не менее чем одним калибрующим устройством 27, совмещенным с ними. Калибрующее устройство выполнено сменным под диаметр каждого изготавливаемого на технологической линии изделия. По меньшей мере одна технологическая линия 2 выполнена с обеспечением возможности экструдирования со скоростью от 0,3 до 1,1 м/мин и с возможностью ее корректировки в зависимости от параметров изготавливаемого на линии изделия - труб-оболочек 3, труб-заготовок для фитингов 15 и заготовок гидроизоляции запорно-регулировочной арматуры (не показано) трубопроводов из полимерного, полимерсо-3 015447 держащего материала. Предпочтительны композиции полиэтилена низкого давления светостабилизированных трубных марок черного цвета, содержащие 2,0-2,5% сажи, а также отходы полиэтилена той же марки, в том числе от собственного производства на любой технологической линии в количестве не более 10 мас.%. По меньшей мере одна технологическая линия 2 выполнена с обеспечением мощности электроискровой обработки на посту коронной электроискровой обработки, равной 90-135 Вт. При этом по крайней мере один из электродов оборудования поста выполнен внешним в виде охватывающего трубу пояса с шириной 140-160 мм. Другой электрод (не показано) выполнен внутренним. Технологическая линия 2 включает пост 12 протяжных устройств, снабженный, по меньшей мере, шестью гусеничными движительными органами, расположенными с возможностью равномерного охвата изделия по окружности для обеспечения его осевого перемещения. Комплекс работает следующим образом. Посты, образующие технологические линии 1 для производства гидроизоляции, адаптируют под выпуск конкретного диаметра труб-оболочек 3, труб заготовок для фитингов - Z-16 и П-образных элементов 17 трубопроводов, переходов 18, отводов 19, ответвлений 20, а также заготовок муфт 15 и заготовок гидроизоляции запорно-регулировочной арматуры (не показано) для трубопроводов, в том числе путем частичной замены или подключения/отключения установленного оборудования. Смененное оборудование подготавливают к работе, в частности производят разогрев сменных раздаточных устройств 26 постов 9 разогрева и экструдирования полимерной массы. После достижения указанными устройствами температуры плавления полимерной массы производят пуск каждой технологической линии 2. Для этого используют систему пуска 21, включающую неподвижно заякоренное за постом протяжных устройств автономное тянущее устройство 22 и сменный подвижный пост 23 в виде трубы-спутника 24 и натяжного троса 25. При этом трубу-спутник 24 с размещенным внутри нее электродом поста 13 коронной электроискровой обработки одним концом присоединяют к начальному торцу изготавливаемой гидроизоляции,например, трубы-оболочки сразу после ее первичного формования на посту 9 разогрева и экструдирования. Другой конец через натяжной трос 25 тянут с использованием тянущего устройства 22 до поста 12 протяжных устройств включительно. После прохождения трубой-спутником 24 поста 13 коронной электроискровой обработки осуществляют перевод ранее размещенного в ней подвижного внутреннего электрода поста 13 в изготавливаемую трубу-оболочку 3, зафиксировав его на гибкой связи в положении, ответном внешнему электроду с возможностью свободного прохождения изготавливаемого изделия между электродами. При этом перед подачей полимерных гранул на пост 9 разогрева и экструдирования производят их сушку, совмещенную с предварительным разогревом. Разогрев на посту 9 производят до температуры плавления исходного материала. Экструдирование под избыточным давлением совмещают с первичным формованием. На посту 10 формования и калибровки изделие подвергают вакуумному трехосному растяжению с одновременным охлаждением преимущественно водой. Затем изготавливаемую гидроизоляцию подвергают принудительному охлаждению и одноосному растяжению на отрезке от поста 10 калибровки до поста 12 протяжных устройств включительно. После чего, на посту 13 производят коронную электроискровую обработку внутренней поверхности изготавливаемой трубы-оболочки 3 или заготовки дляфитинга или запорно-регулировочной арматуры путем пропуска коронного электроискрового заряда мощностью 90-135 Вт через электроды, что увеличивает поверхностное натяжение внутренней поверхности гидроизоляции до значения не менее 50 дин/см 2. Одновременно повышается шероховатость обрабатываемой поверхности и улучшаются ее адгезионные качества. Заготовки для муфт коронной электроискровой обработке не подвергают. Затем производят резку гидроизоляции под заданный размер и перемещение по выходному конвейеру (условно не показан). Изготовленные трубы-оболочки, заготовки для фитингов и заготовки для запорно-регулировочной арматуры подвергают дальнейшей обработке на различных постах комплекса, в том числе раскройке на патрубки и растяжению. На посту 5 подготовки рабочих труб, содержащем по меньшей мере две снабженные подающими и отводящими конвейерами установки дробеструйной обработки (не показано) - одну для обработки рабочих труб малого диаметра до 230 мм включительно и вторую - для труб диаметром от 210 до 1100 мм включительно, проводят дробеструйную обработку спирально вращающейся рабочей трубы смесью из круглой и колотой дроби за время, варьируемое в зависимости от диаметра, несоответствия стандарту геометрической формы, степени загрязненности и подверженности коррозии в пределах от 4 до 45 мин. На посту 7 сборки конструкции "труба в трубе" осуществляют установку пластиковых или металлопластиковых центрирующих опор (центраторов) 28. В технологические отверстия 29 центраторов пропускают по меньшей мере два провода 30 системы оперативного дистанционного контроля - проводникаиндикатора. На рабочие трубы диаметром до 426 мм включительно устанавливают по два проводника-4 015447 индикатора. А на трубы диаметром от 530 мм и выше устанавливают три проводника-индикатора в положении три, девять и двенадцать часов. После чего трубы с установленными центрирующими опорами 28 (центраторами) и проводниками-индикаторами 30 передают на пост 7 сборки конструкции "труба в трубе". Сборку конструкций "труба в трубе" осуществляют на соответствующем посту 1. Затем сформированную конструкцию "труба в трубе" цепным конвейером подают в печь термостатирования, где производят ее прогрев до 24-28C (условно не показано). После термостатированная конструкция "труба в трубе" поступает на наклонный стол поста 8 заливки смеси из полиольного компонента и изоцианата. Угол наклона стола регулируют от 0 до 5. После установки трубной конструкции и обеспечения необходимого наклона в межтрубное пространство производят заливку смеси из полиольного компонента и изоцианата. После заливки выдерживают время для завершения химических реакций, при протекании которых происходит образование пенополиуретана и его отверждение. Снятие заглушек и дальнейшее перемещение труб осуществляют не раньше, чем через 10 мин по окончании заливки. Каждую готовую теплогидроизолированную трубу подвергают внешнему осмотру и направляют на хранение. Подобным же образом изготавливают и другие теплогидроизолированные изделия. Ответвления 20 изготавливают обычно тройниковыми, в том числе параллельными, с переходами, с установленными запорно-регулировочной арматурой и/или воздушниками. Теплогидроизолированную запорно-регулировочную арматуру изготавливают в диапазоне диаметров, соответствующем диапазону диаметров изготавливаемых в комплекте теплогидроизолированных труб. Таким образом, за счет использования предложенного универсального комплекса, включающего посты, легкоадаптируемые для каждого конкретного изделия, повышена технологическая простота и экономичность производства изделий для теплогидроизолированного трубопровода, достигнута максимальная компактность комплекса, в том числе за счет использования по крайней мере в одной технологической линии системы пуска с оптимальными параметрами ее составных частей, а за счет частичного совмещения функций технологических постов линий и наделения их дополнительными технологическими функциями обеспечивают достижение и устойчивое поддержание динамического баланса технологического процесса, что обеспечивает высокое качество производимой продукции - труб-оболочек 3, заготовок гидроизоляции из полиэтилена низкого давления трубных марок. При эксплуатации готовой продукции в составе трубопровода обеспечивается снижение тепловых потерь и повышение надежности работы комплекта изделий, изготавливаемых на постах комплекса. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Комплекс для изготовления комплекта изделий для теплогидроизолированного трубопровода,характеризующийся тем, что он содержит пост подготовки металлических рабочих труб, предпочтительно стальных, пост изготовления труб-оболочек, пост сборки конструкции "труба в трубе" и пост заливки в указанные конструкции вспениваемой отверждаемой теплоизоляционной смеси, причем пост изготовления рабочих труб и пост изготовления труб-оболочек связаны с постом сборки конструкции, а пост сборки конструкции связан с постом заливки отверждаемой теплоизоляционной смеси, при этом пост изготовления труб-оболочек включает последовательно расположенные и сообщенные между собой по технологическим переделам производства указанных изделий технологические посты, в том числе образующие не менее чем две технологические линии изготовления полимерных гидроизоляционных трубоболочек для комплекта изделий, объединенные на входе общим постом сушки и подачи исходного сырья - полимерных гранул, который закоммутирован с указанными линиями, в том числе с использованием системы пневмотранспорта, причем каждая упомянутая технологическая линия содержит последовательно установленные, по крайней мере, пост разогрева и экструдирования полимерной массы, пост формования и калибровки изделия, пост охлаждения и стабилизации формы, пост протяжных устройств,снабженный электродами пост коронной электроискровой обработки внутренней поверхности изготавливаемых изделий и пост их резки под заданный размер, при этом технологические линии предназначены для производства набора труб-оболочек, труб-заготовок фитингов-муфт, Z- и П-образных элементов трубопроводов, переходов, отводов, ответвлений, а также заготовок для муфт и заготовок гидроизоляции запорно-регулировочной арматуры трубопроводов с частично перекрываемым диапазоном диаметров изготавливаемых изделий, а каждый пост каждой технологической линии адаптирован под заданный размер и требуемые параметры изготавливаемого изделия, в том числе путем частичной сменности и подключения/отключения установленного оборудования, при этом каждая линия дополнительно содержит систему пуска, включающую неподвижно заякоренное за постом протяжных устройств автономное тянущее устройство с натяжным тросом, сменный подвижный пост в виде трубы-спутника, соответствующей по диаметру выпускаемому на линии изделию для доставки к посту по принадлежности, при-5 015447 этом технологическая длина трубы-спутника принята меньшей расстояния от поста разогрева и экструдирования полимерной массы до поста протяжных устройств указанной линии, по крайней мере, в полтора раза, при этом труба-спутник выполнена с возможностью временного размещения в ней электрода коронной электроискровой обработки изделия и последующего перевода электрода в изготавливаемое изделие, фиксированное относительно указанного поста. 2. Комплекс по п.1, отличающийся тем, что одна технологическая линия для изготовления трубоболочек, труб-заготовок для фитингов - Z- и П-образных элементов трубопровода, переходов, отводов,ответвлений, а также заготовок муфт и заготовок гидроизоляции запорно-регулировочной арматуры трубопроводов выполнена предпочтительно под выпуск изделий диаметрами от 120 до 350 мм, а другая под выпуск изделий диаметрами от 300 до 750 мм. 3. Комплекс по п.1, отличающийся тем, что комплекс дополнительно оснащен по меньшей мере одной технологической линией для изготовления труб-оболочек, труб-заготовок для фитингов - Z- и Побразных элементов трубопровода, переходов, отводов, ответвлений, а также заготовок для муфт и заготовок гидроизоляции запорно-регулировочной арматуры трубопроводов диаметрами от 700 до 1100 мм,а также по меньшей мере одной технологической линией для изготовления труб-оболочек, трубзаготовок для фитингов-муфт, Z- и П-образных элементов трубопровода, переходов, отводов, ответвлений, а также заготовок для муфт и заготовок гидроизоляции запорно-регулировочной арматуры трубопроводов диаметрами от 850 до 1250 мм. 4. Комплекс по п.1, отличающийся тем, что по меньшей мере одна технологическая линия выполнена с обеспечением возможности достижения динамического баланса пропускаемой через оборудование постов массы производимого изделия, варьирования температуры и скорости прохождения до значений, необходимых и достаточных для формирования, поддержания и стабилизации требуемых параметров, предусмотренных для изготавливаемого изделия, для чего пост разогрева и экструдирования полимерной массы снабжен комплектом сменных раздаточных устройств, каждое с выходной щелью, адаптированной к подготовке и первичному формованию производимого изделия, а пост формования и калибровки изделия снабжен системами вакуумирования и охлаждения и не менее чем одним калибрующим устройством, совмещенным с ними, выполненным сменным под диаметр каждого изготавливаемого на технологической линии изделия, при этом по меньшей мере одна технологическая линия выполнена с обеспечением возможности экструдирования со скоростью от 0,3 до 1,1 м/мин и с возможностью ее корректировки в зависимости от параметров изготавливаемого на линии изделия - труб-оболочек, трубзаготовок для фитингов и заготовок гидроизоляции запорно-регулировочной арматуры трубопроводов из полимерного, полимерсодержащего материала, типа полиэтилена низкого давления, предпочтительно композиции полиэтилена светостабилизированной трубной марки черного цвета, содержащей 2,0-2,5% сажи, а также отходы полиэтилена той же марки, в том числе от собственного производства на любой технологической линии в количестве не более 10 мас.%. 5. Комплекс по п.1, отличающийся тем, что по меньшей мере одна технологическая линия выполнена с обеспечением мощности электроискровой обработки на посту коронной электроискровой обработки, равной 90-135 Вт, при этом по крайней мере один из электродов оборудования поста выполнен внешним в виде охватывающего изделие пояса с шириной 140-160 мм, а другой электрод выполнен внутренним, кроме того, пост протяжных устройств по крайней мере одной технологической линии снабжен по меньшей мере шестью гусеничными движительными органами, расположенными с возможностью равномерного охвата изделия по окружности для обеспечения его осевого перемещения.
МПК / Метки
МПК: B29C 44/24, F16L 9/00, F16L 43/00, F16L 59/00, F16L 59/16
Метки: изделий, комплекс, изготовления, трубопровода, теплогидроизолированного, комплекта
Код ссылки
<a href="https://eas.patents.su/11-15447-kompleks-dlya-izgotovleniya-komplekta-izdelijj-dlya-teplogidroizolirovannogo-truboprovoda.html" rel="bookmark" title="База патентов Евразийского Союза">Комплекс для изготовления комплекта изделий для теплогидроизолированного трубопровода</a>
Способ изготовления интерьерно-облицовочных изделий из гипсосодержащих материалов, форма для изготовления интерьерно-облицовочных изделий
Номер патента: 226
Опубликовано: 24.12.1998
Автор: Ященко Владимир Григорьевич
МПК: B28B 11/00
Метки: форма, изготовления, гипсосодержащих, материалов, способ, изделий, интерьерно-облицовочных
Формула / Реферат:
1. Способ изготовления интерьерно-облицовочных изделий из гипсосодержащих материалов, включающий приготовление формовочной смеси, заливку ее в форму, в которую предварительно уложена прокладка-матрица, и выдержку до полного отвердения, распалубку изделия с прокладкой, ее отделение, просушку и чистовую отделку изделия, отличающийся тем, что смесь в форму заливают в избыточном объеме, затем закрывают герметизирующей крышкой, встряхивают, а после...
Комплект функциональной ортопедической ученической мебели (варианты), кресло комплекта и способ трансформирования комплекта
Номер патента: 10197
Опубликовано: 30.06.2008
Автор: Пилия Анатолий Владимирович
МПК: A47B 39/02, A47B 39/04, A47C 4/02...
Метки: трансформирования, комплект, комплекта, ортопедической, функциональной, ученической, кресло, способ, варианты, мебели
Формула / Реферат:
1. Комплект функциональной ортопедической ученической мебели, содержащий стол-парту с опорными стойками, на которых смонтирован имеющий откидную столешницу-крышку коробчатый корпус, и кресло, выполненное сборным из составных частей - спинки, сиденья, боковин, каждая из которых образована передними и задними ножками, связанными между собой поперечиной, и подлокотников, имеющих передние и задние стойки, установленные соответственно на передних и...
Способ изготовления слябов для слоистых металлических изделий и слябы для слоистых металлических изделий
Номер патента: 4779
Опубликовано: 26.08.2004
Авторы: Линд Ари, Коскинен Тайсто, Исокютё Мика, Коски-Лайне Саара, Райамяки Кауко
МПК: A44C 21/00, B22D 11/04, C23C 6/00...
Метки: способ, слоистых, слябы, изделий, металлических, изготовления, слябов
Формула / Реферат:
1. Способ получения сляба из слоистого металла путем литья, причем указанный сляб состоит из среднего слоя (2) и внешних слоев (3), расположенных с обеих сторон среднего слоя, при этом средний слой (2) вводят в виде полосы в изложницу (4), отличающийся тем, что расплавленный металл (5) заливают в изложницу (4) с помощью разливочного ковша (6), снабженного отверстием (7) для ввода в изложницу (4) полосы (2), образующей средний слой, изложницу...
Способ изготовления алкогольсодержащих кондитерских изделий структурно-вязкой консистенции
Номер патента: 3827
Опубликовано: 30.10.2003
Авторы: Максимов Евгений Юрьевич, Сугак Валерий Николаевич, Махлярчук Александр Анатольевич
МПК: A23G 3/00, C12G 3/04, A23L 1/06...
Метки: изготовления, консистенции, структурно-вязкой, алкогольсодержащих, способ, изделий, кондитерских
Формула / Реферат:
1. Способ изготовления алкогольсодержащего кондитерского изделия структурно-вязкой консистенции на основе, содержащей, мас.%: спирт - 11-50, сахар - 10-70, агар-агар - 0,5-1,5 и воду, состоящий из следующих технологических этапов: подготовка водно-спиртового раствора крепостью по спирту не более 80 об.%; приготовление агаро-сахарного сиропа путем заливки агар-агара водой при температуре 10-60шC при соотношении агар-агара к воде не менее 1/10...
Способ изготовления многослойных пластмассовых изделий литьём под давлением и многослойные пластмассовые изделия
Номер патента: 6590
Опубликовано: 24.02.2006
Авторы: Песович Воин, Песович Предраг
МПК: B29C 45/16, B29C 65/70, B29C 45/14...
Метки: пластмассовые, пластмассовых, давлением, изделия, способ, многослойных, изделий, литьём, многослойные, изготовления
Формула / Реферат:
1. Способ изготовления многослойных изделий литьем под давлением, преимущественно санитарно-технических и других изделий, при котором сначала изготавливают литьем под давлением первый слой, имеющий толщину ds с ребрами (12) независимо от того, имеет ли эта часть открытую или закрытую конструкцию, затем указанный первый слой размещают с высокой точностью в другой пресс-форме и изготавливают на его внешней поверхности или ее части второй слой...
Предыдущий патент: Гипоаллергенные варианты основного аллергена из пыльцы betula verrucosa
Следующий патент: Способ производства теплогидроизолированной трубы и набор теплогидроизолированных труб, изготовленных этим способом
Случайный патент: Способ флотации и флотационная установка