Способ изготовления многослойных пластмассовых изделий литьём под давлением и многослойные пластмассовые изделия
Формула / Реферат
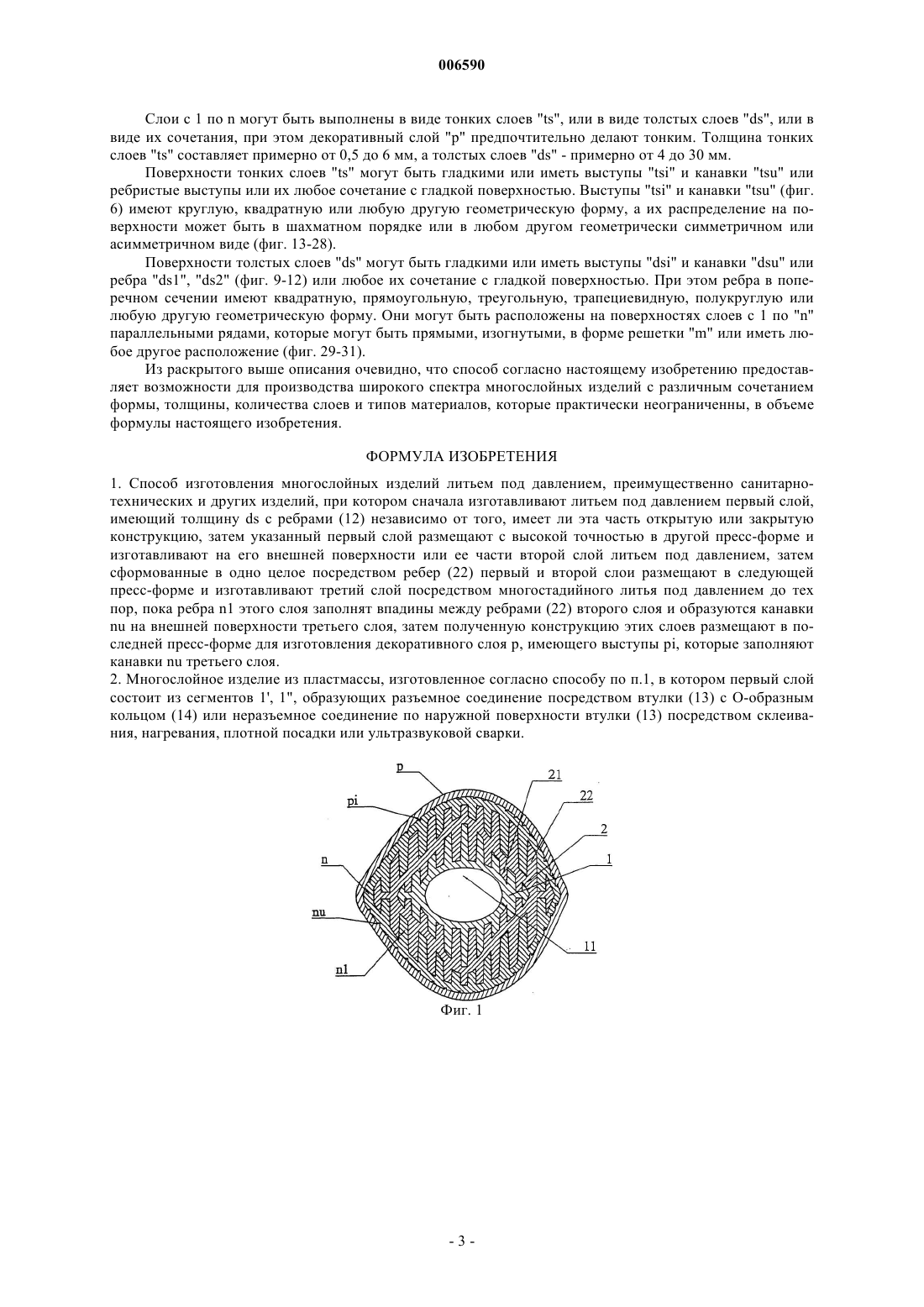
1. Способ изготовления многослойных изделий литьем под давлением, преимущественно санитарно-технических и других изделий, при котором сначала изготавливают литьем под давлением первый слой, имеющий толщину ds с ребрами (12) независимо от того, имеет ли эта часть открытую или закрытую конструкцию, затем указанный первый слой размещают с высокой точностью в другой пресс-форме и изготавливают на его внешней поверхности или ее части второй слой литьем под давлением, затем сформованные в одно целое посредством ребер (22) первый и второй слои размещают в следующей пресс-форме и изготавливают третий слой посредством многостадийного литья под давлением до тех пор, пока ребра n1 этого слоя заполнят впадины между ребрами (22) второго слоя и образуются канавки nu на внешней поверхности третьего слоя, затем полученную конструкцию этих слоев размещают в последней пресс-форме для изготовления декоративного слоя p, имеющего выступы pi, которые заполняют канавки nu третьего слоя.
2. Многослойное изделие из пластмассы, изготовленное согласно способу по п.1, в котором первый слой состоит из сегментов 1', 1", образующих разъемное соединение посредством втулки (13) с О-образным кольцом (14) или неразъемное соединение по наружной поверхности втулки (13) посредством склеивания, нагревания, плотной посадки или ультразвуковой сварки.

Текст
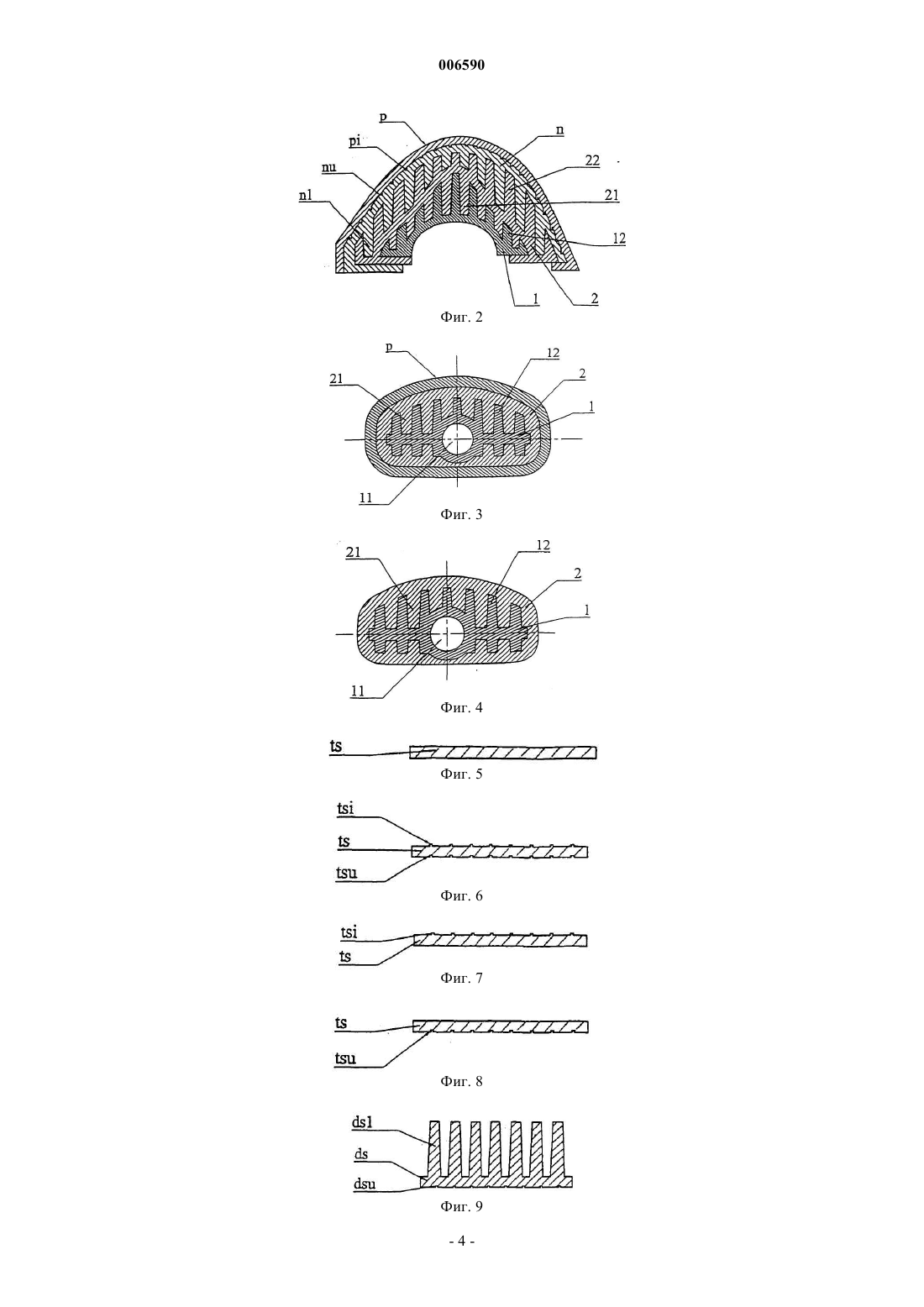
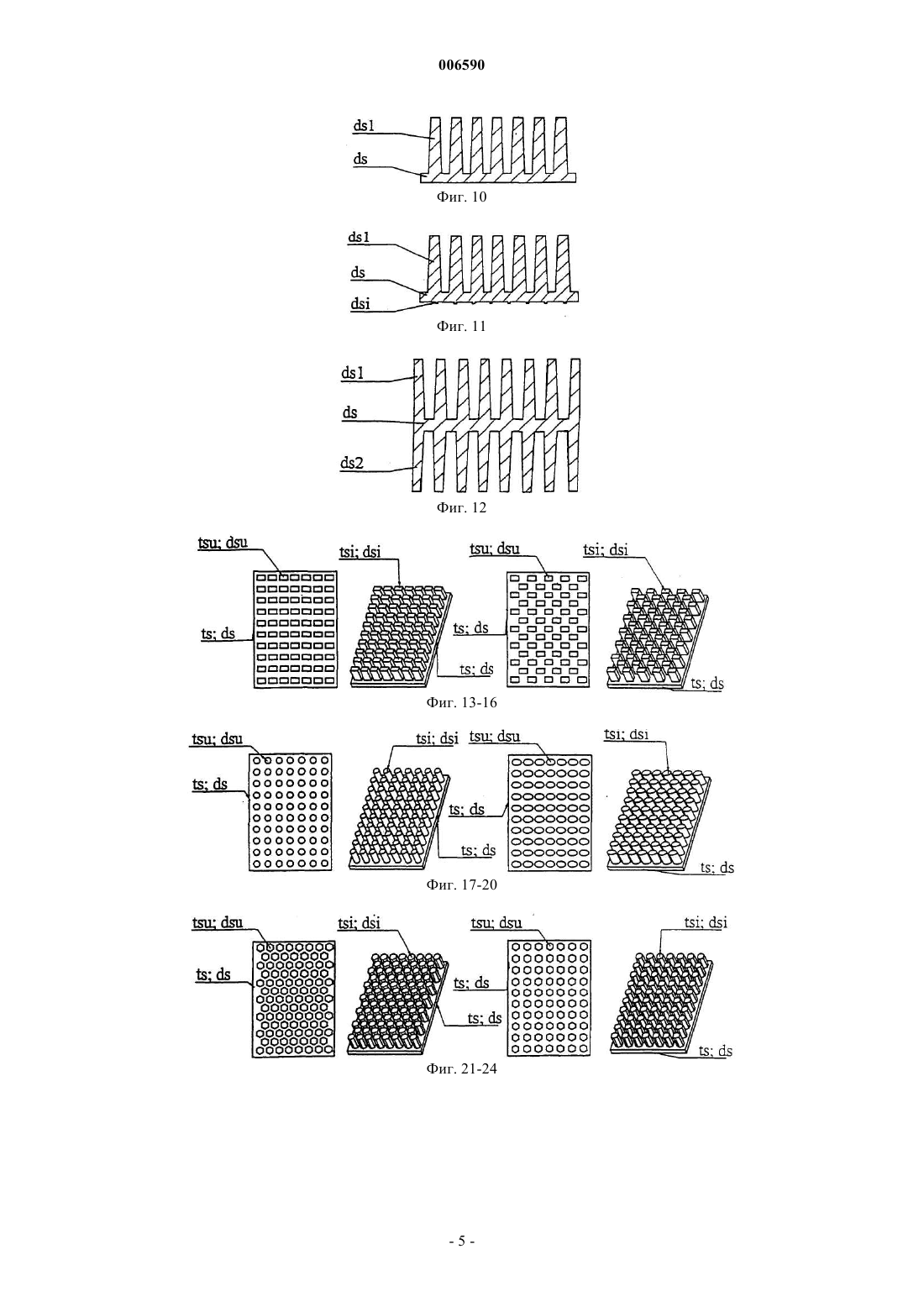
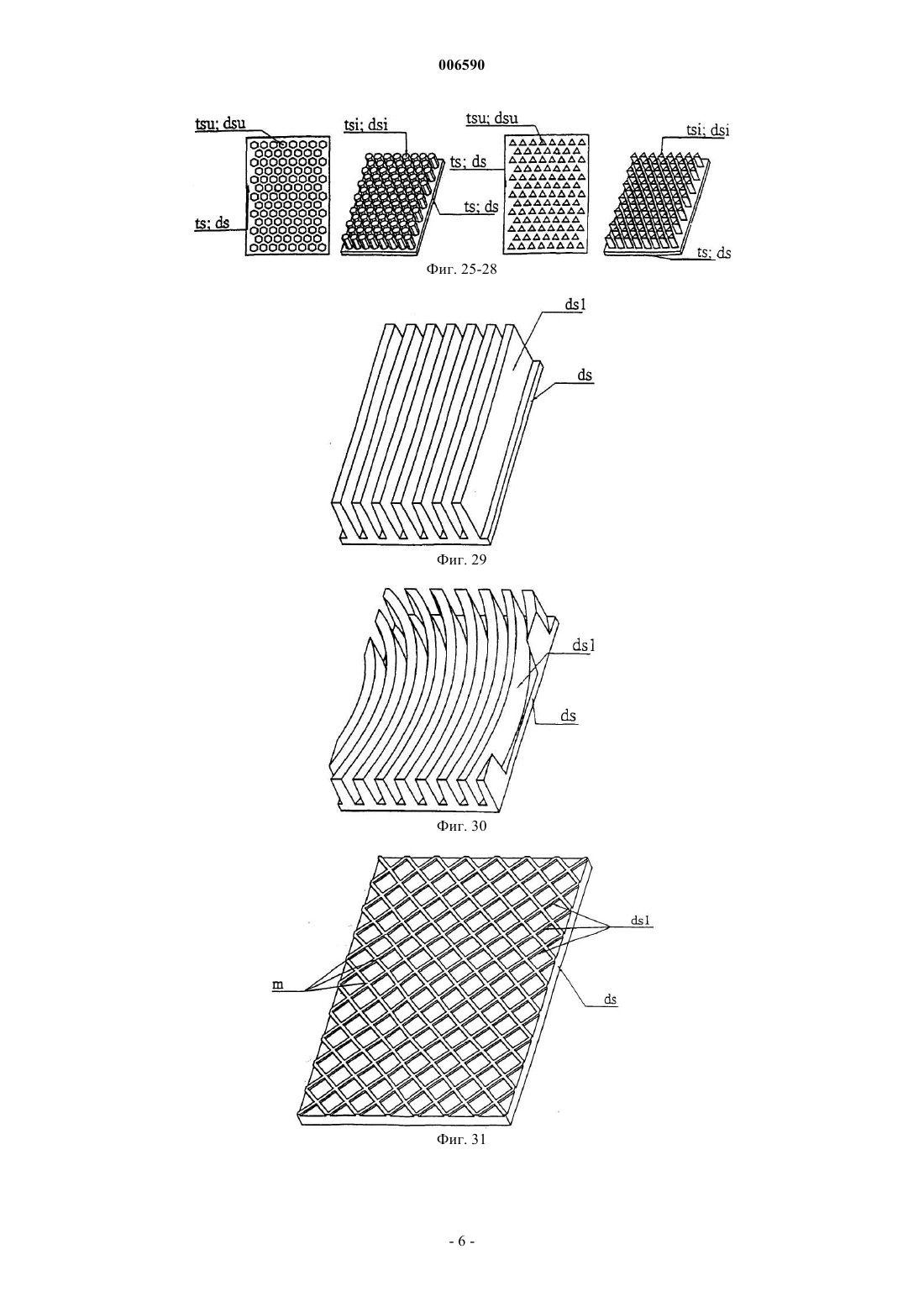
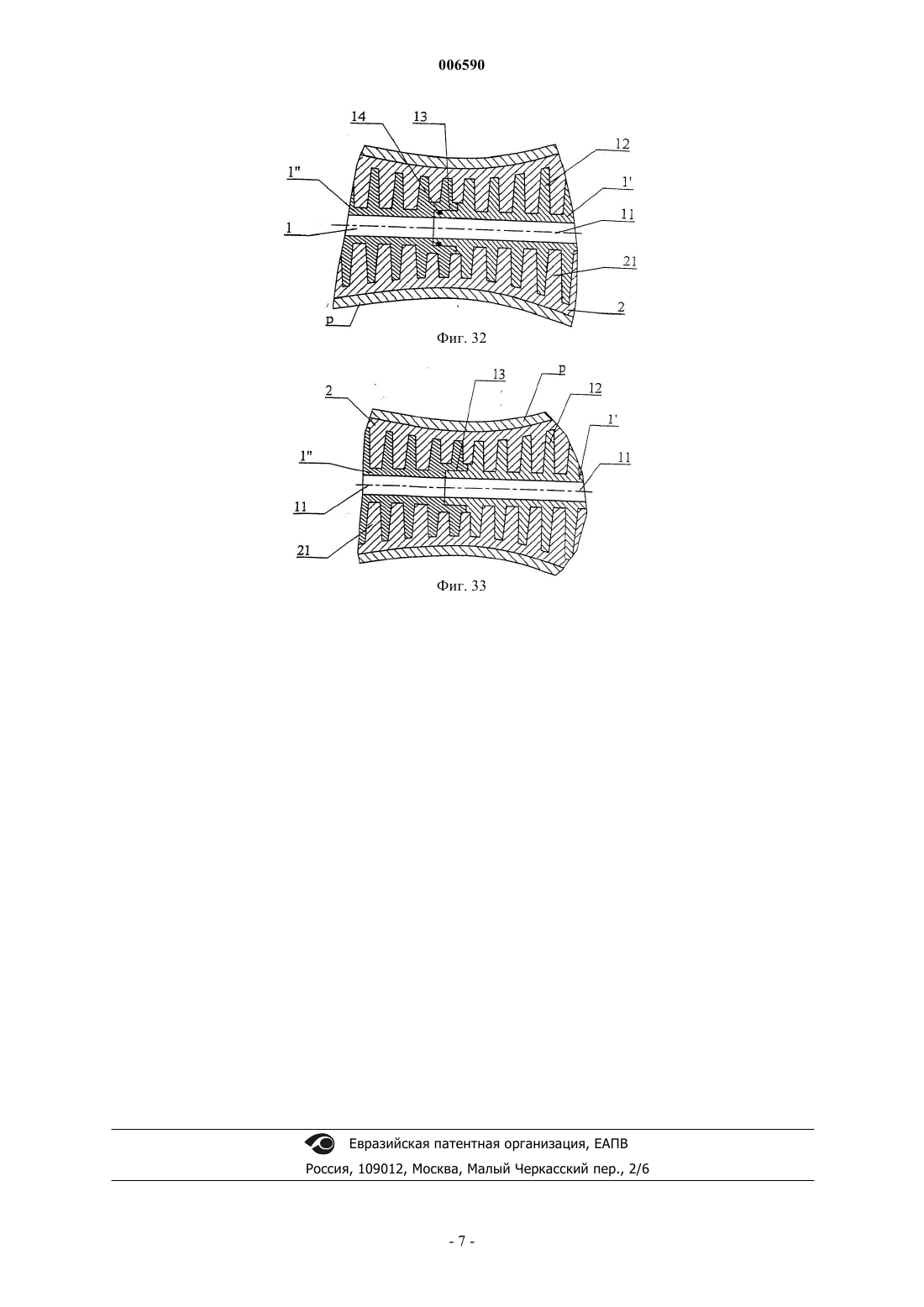
006590 Область изобретения Настоящее изобретение относится к обработке пластических масс и материалов в пластическом состоянии, а также к многослойным изделиям. В соответствии с международной патентной классификацией данное изобретение относится к классу В 29 С 45/14, который включает литье под давлением, классу В 29 С 45/16, включающему литье под давлением многослойных или многоцветных объектов, В 29 С 63/00, включающему литье с нанесением слоя на предварительно сформированные слои, и В 23 В 33/00, который включает многослойные изделия. Техническая задача Настоящее изобретение решает техническую задачу изготовления многослойных пластмассовых изделий литьем под давлением таким образом, чтобы изделия, изготовленные предлагаемым способом,обладали хорошими механическими свойствами, такими как стойкость к удару, задиру, излому, имели хороший эстетический и декоративный вид, такие как блеск или гладкость поверхности на ощупь, были экономичны в производстве. Это достигается конструкцией и конфигурацией отдельных слоев, конструктивным решением соединения элементов одного слоя и соотношением толстых и тонких стенок, определяющими процесс литья под давлением, правильным выбором сочетаемых материалов при последовательном литье под давлением в наборе пресс-форм с использованием контактных поверхностей между слоями в пресс-форме ребер, канавок, вырезов, выступов или гладких поверхностей. Уровень техники Технические аспекты детально описаны в первоначальной патентной заявке Р-571/02. Кроме этого,в этой области известны следующие патенты: патенты США: 1. 3947177 - 06/09/1974 - Устройство для литья под давлением многослойных изделий из термопластика; 2. 4840553 - 20/09/1988 - Металлическая пресс-форма для литья под давлением многослойных изделий из смолы; 3. 4931246 - 19/09/1986 - Способ литья под давлением многослойных изделий; 4. 5141695 - 08/09/1987 - Способ литья под давлением заготовок с многослойным днищем; 5. 5667819 - 04/11/1994 - Устройство для изготовления многослойных изделий; 6. 5851456 - 28/03/1997 - Способ изготовления многослойного изделия; 7. 6129960 - 10/10/2000 - Способы и устройство для литья под давлением и литья выдуванием многослойных изделий и изделия, изготовленные указанными способами и устройством. Европейский патент: 1. ЕР 1227556 А. Способ изготовления литьем под давлением пластмассового изделия с локальными выступами. Все приведенные патенты относятся к устройствам и способам для одновременного литья под давлением многослойных материалов. Такие способы литья многослойных материалов используют исключительно сложные устройства и пресс-формы, а также сложные многоканальные форсунки. Кроме того,это требует чрезвычайно сложного регулирования вязкости, скорости потока и температуры материалов,которые используются для литья в различных слоях, что делает весь процесс в целом еще более сложным и приводящим к неточности, неэффективности и неэкономичности. Некоторые из указанных процессов включают сочетание как литья под давлением, так и литья выдуванием. Как правило, они все допускают литье под давлением и литье выдуванием нескольких слоев различных материалов, у которых толщина стенок в основном одинакова. Во всех вышеприведенных способах практически невозможно увеличить поперечное сечение (толщину многослойной стенки) от нескольких раз до нескольких десятков раз без потерь технических и технологических свойств, которыми являются: размеры технологических отверстий, при их наличии, размеры деталей и их эстетика, механические характеристики, равномерность плотности материла по слоям, технология обработки пластмасс(время обработки и охлаждения слоев, образованных литьем под давлением). Описание изобретения Настоящее изобретение относится к способу для изготовления многослойных пластмассовых изделий литьем под давлением. Технологический процесс определен в отношении материалов и их сочетаний в слоях в зависимости от санитарно-технических требований для водно-санитарного оборудования. Данное изобретение также относится к другим техническим и технологическим элементам и готовым изделиям, не относящимся к санитарно-техническому оборудованию для воды, но к которым предъявляются строгие и точные технические и технологические требования. В соответствии с настоящим изобретением предлагаемый способ представляет собой последовательное литье под давлением (как тонкого, так и толстого) слоя поверх уже отлитого слоя(слоев), причем первый слой отливают в пресс-форме с твердой сердцевиной, если он является частью замкнутой конструкции, или без сердцевины, если он является частью открытой конструкции, изготовленной известными способами. Такой способ позволяет получить литьем под давлением "n" слоев, в зависимости от технических и технологических требований, заданных для готового изделия.-1 006590 Конструкция самого изделия отличается количеством слоев и их толщиной, конструктивной связью между ними (контактная поверхность), качеством (шероховатостью) контактной поверхности между слоями и конструкцией первого слоя в зависимости от требований, предъявляемых к готовому изделию. Замкнутая конструкция готового изделия имеет более сложную форму, которая должна обладать герметичными свойствами (изолирующими и водонепроницаемыми), поэтому первый слой должен быть выполнен из сегментов, которые соединяются различным образом и затем поверх них наносится другой слой в другой пресс-форме. Согласно данному изобретению, преимущества способа литья под давлением многослойных пластмассовых изделий и их конструкции очевидны в сравнении с известным уровнем техники. Кроме того,необходимо подчеркнуть, что данное изобретение открывает неограниченные возможности для достижения большинства труднодостижимых технических, производственных и санитарных требований при практически неограниченной толщине отдельного слоя или всего изделия, и при этом не снижая технических и производственных требований, относящихся к размерам технологических отверстий, при наличии таковых, размерам деталей, эстетике, механическим свойствам, равномерной плотности материала по слоям и технологии изготовления пластмассы (времени обработки и охлаждения слоев, образованных литьем под давлением). Подробное описание изобретения Изобретение более подробно описано ниже со ссылками на приложенные чертежи, где фиг. 1 - поперечное сечение замкнутой конструкции многослойного изделия,фиг. 2 - поперечное сечение открытой конструкции многослойного изделия,фиг. 3 - поперечное сечение трехслойного изделия,фиг. 4 - поперечное сечение двухслойного изделия,фиг. 5-8 - поперечные сечения тонких слоев с выступами, углублениями и гладкой поверхностью,фиг. 9-12 - поперечные сечения толстых слоев с ребристой структурой (канавки между ребрами),фиг. 13-28 - некоторые возможные формы выступов и впадин в тонких и толстых слоях и их расположение на поверхности,фиг. 29 - ребристая конструкция с прямыми ребрами,фиг. 30 - ребристая конструкция с закругленными ребрами,фиг. 31 - ребристая конструкция в виде сетки,фиг. 32 - поперечное сечение изделия с соединением элементов первого слоя О-образным кольцом и фиг. 33 - поперечное сечение изделия с соединением элементов первого слоя без О-образного кольца. Способ литья под давлением многослойных пластмассовых изделий осуществляют следующим образом. Сначала изготавливают литьем под давлением первый слой 1 или точнее сегменты 1', 1" этого слоя, если изделие является замкнутой конструкцией (фиг. 1 и 32). На внешней поверхности слоя 1 образуются ребра 12. Отверстие 11 в сегментах 1', 1" формируется твердой сердцевиной в пресс-форме или каким-либо другим образом, которое в большинстве случаев используется для перемещения жидкостей,поэтому необходимо, чтобы оно выполнялось из водонепроницаемого материала, а соединения вышеуказанных сегментов 1', 1" герметизировались. Для этого они могут соединяться различными способами с помощью как разъемных, так и неразъемных соединений, но в любом случае они должны быть герметичными. Разъемное соединение между сегментами 1', 1" осуществляется посредством втулки 13, которая имеет или канавку, куда вставляют О-образное кольцо 14, или запирающие зажимы (на чертеже не показаны); неразъемное соединение выполняется вдоль втулки 13 посредством склеивания, нагревания,плотной посадки или ультразвуковой сварки (фиг. 32, 33). Слой 1, выполненный таким образом, образует каркас изделия, который затем устанавливают с высокой точностью в другую пресс-форму и на его поверхность литьем под давлением наносят второй слой, причем его ребра 21 заполняют впадины между ребрами 12 первого слоя 1. Ребра 22 выступают над внешней поверхностью второго слоя 2. Первый и второй слои (1 и 2), которые образуют единую деталь, затем устанавливают в следующую пресс-форму, и на е поверхность литьем под давлением наносят третий слой "n", который на своих наружных поверхностях имеет ребра "n1" и канавки "nu". Ребра"n1" третьего слоя "n" заполняют впадины между ребрами 22 второго слоя 2. На слой "n" литьем под давлением наносят декоративный слой "р", чьи выступы "pi" заполняют канавки "nu" слоя "n", образуя таким образом равномерную структуру между третьим слоем "n" и декоративным слоем "р". Внешняя поверхность декоративного слоя "р" может иметь любой цвет или он может быть прозрачным, а что касается качества поверхности, то она может быть выполнена гладкой и блестящей, или грубой, или иметь желаемый рисунок в зависимости от назначения. Для изготовления изделий открытой конструкции (фиг. 2) способ литья под давлением в прессформе остается тем же, за исключением первого слоя 1, который выполняется в виде одной детали, а не из сегментов 1' и 1" и одна из его поверхностей может образовывать окончательную поверхность, если она не покрывается вторым слоем.-2 006590 Слои с 1 по n могут быть выполнены в виде тонких слоев "ts", или в виде толстых слоев "ds", или в виде их сочетания, при этом декоративный слой "р" предпочтительно делают тонким. Толщина тонких слоев "ts" составляет примерно от 0,5 до 6 мм, а толстых слоев "ds" - примерно от 4 до 30 мм. Поверхности тонких слоев "ts" могут быть гладкими или иметь выступы "tsi" и канавки "tsu" или ребристые выступы или их любое сочетание с гладкой поверхностью. Выступы "tsi" и канавки "tsu" (фиг. 6) имеют круглую, квадратную или любую другую геометрическую форму, а их распределение на поверхности может быть в шахматном порядке или в любом другом геометрически симметричном или асимметричном виде (фиг. 13-28). Поверхности толстых слоев "ds" могут быть гладкими или иметь выступы "dsi" и канавки "dsu" или ребра "ds1", "ds2" (фиг. 9-12) или любое их сочетание с гладкой поверхностью. При этом ребра в поперечном сечении имеют квадратную, прямоугольную, треугольную, трапециевидную, полукруглую или любую другую геометрическую форму. Они могут быть расположены на поверхностях слоев с 1 по "n" параллельными рядами, которые могут быть прямыми, изогнутыми, в форме решетки "m" или иметь любое другое расположение (фиг. 29-31). Из раскрытого выше описания очевидно, что способ согласно настоящему изобретению предоставляет возможности для производства широкого спектра многослойных изделий с различным сочетанием формы, толщины, количества слоев и типов материалов, которые практически неограниченны, в объеме формулы настоящего изобретения. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ изготовления многослойных изделий литьем под давлением, преимущественно санитарнотехнических и других изделий, при котором сначала изготавливают литьем под давлением первый слой,имеющий толщину ds с ребрами (12) независимо от того, имеет ли эта часть открытую или закрытую конструкцию, затем указанный первый слой размещают с высокой точностью в другой пресс-форме и изготавливают на его внешней поверхности или ее части второй слой литьем под давлением, затем сформованные в одно целое посредством ребер (22) первый и второй слои размещают в следующей пресс-форме и изготавливают третий слой посредством многостадийного литья под давлением до тех пор, пока ребра n1 этого слоя заполнят впадины между ребрами (22) второго слоя и образуются канавкиnu на внешней поверхности третьего слоя, затем полученную конструкцию этих слоев размещают в последней пресс-форме для изготовления декоративного слоя р, имеющего выступы pi, которые заполняют канавки nu третьего слоя. 2. Многослойное изделие из пластмассы, изготовленное согласно способу по п.1, в котором первый слой состоит из сегментов 1', 1", образующих разъемное соединение посредством втулки (13) с О-образным кольцом (14) или неразъемное соединение по наружной поверхности втулки (13) посредством склеивания, нагревания, плотной посадки или ультразвуковой сварки.
МПК / Метки
МПК: B29C 45/14, F16L 9/22, B29C 65/70, F16L 47/06, B29C 45/16
Метки: способ, пластмассовых, изготовления, многослойные, изделий, многослойных, давлением, литьём, пластмассовые, изделия
Код ссылки
<a href="https://eas.patents.su/8-6590-sposob-izgotovleniya-mnogoslojjnyh-plastmassovyh-izdelijj-lityom-pod-davleniem-i-mnogoslojjnye-plastmassovye-izdeliya.html" rel="bookmark" title="База патентов Евразийского Союза">Способ изготовления многослойных пластмассовых изделий литьём под давлением и многослойные пластмассовые изделия</a>
Способ литья под давлением и устройство для изготовления изделий из двух компонентов
Номер патента: 1287
Опубликовано: 25.12.2000
Автор: Крамер Ханс
МПК: B29C 45/16
Метки: компонентов, двух, изготовления, давлением, устройство, изделий, литья, способ
Формула / Реферат:
1. Способ изготовления литого изделия, включающий следующие операции: формирование тела путем литья пластмассы под давлением в первой литейной полости, содержащей первый внутренний стержень, удаленный от внутренней стенки литейной полости, и имеющей один элемент или большее количество элементов, расположенных между указанной внутренней стенкой и стержнем, причем указанное тело имеет внутреннюю полость, форма которой по существу соответствует...
Способ и устройство для изготовления пластмассовых фитингов, соединяемых с трубами электросваркой
Номер патента: 1743
Опубликовано: 27.08.2001
Автор: Алкио Йоуни Алекси
МПК: B29D 23/00, F16L 47/02, B29C 45/14...
Метки: способ, соединяемых, электросваркой, изготовления, трубами, фитингов, устройство, пластмассовых
Формула / Реферат:
1. Способ изготовления пластмассовых фитингов, соединяемых с трубами электросваркой, включающий навивку на стержень предназначенной для электронагрева проволоки сопротивления, присоединение концов проволоки сопротивления к штырям, вставку пальцев в углубления или отверстия, выполненные в стержне, и удерживание штырей на стержне при помощи соединенных с ними пальцев, отличающийся тем, что в контакте с каждым пальцем и соединенным с ним штырем...
Способ изготовления интерьерно-облицовочных изделий из гипсосодержащих материалов, форма для изготовления интерьерно-облицовочных изделий
Номер патента: 226
Опубликовано: 24.12.1998
Автор: Ященко Владимир Григорьевич
МПК: B28B 11/00
Метки: форма, материалов, изготовления, способ, интерьерно-облицовочных, изделий, гипсосодержащих
Формула / Реферат:
1. Способ изготовления интерьерно-облицовочных изделий из гипсосодержащих материалов, включающий приготовление формовочной смеси, заливку ее в форму, в которую предварительно уложена прокладка-матрица, и выдержку до полного отвердения, распалубку изделия с прокладкой, ее отделение, просушку и чистовую отделку изделия, отличающийся тем, что смесь в форму заливают в избыточном объеме, затем закрывают герметизирующей крышкой, встряхивают, а после...
Способ изготовления слябов для слоистых металлических изделий и слябы для слоистых металлических изделий
Номер патента: 4779
Опубликовано: 26.08.2004
Авторы: Райамяки Кауко, Коски-Лайне Саара, Коскинен Тайсто, Исокютё Мика, Линд Ари
МПК: A44C 21/00, B22D 11/04, C23C 6/00...
Метки: слябов, металлических, слябы, изделий, изготовления, слоистых, способ
Формула / Реферат:
1. Способ получения сляба из слоистого металла путем литья, причем указанный сляб состоит из среднего слоя (2) и внешних слоев (3), расположенных с обеих сторон среднего слоя, при этом средний слой (2) вводят в виде полосы в изложницу (4), отличающийся тем, что расплавленный металл (5) заливают в изложницу (4) с помощью разливочного ковша (6), снабженного отверстием (7) для ввода в изложницу (4) полосы (2), образующей средний слой, изложницу...
Способ и установка для изготовления центробежно-литых армированных стекловолокном пластмассовых труб
Номер патента: 4119
Опубликовано: 25.12.2003
Авторы: Карлстрём Бёрге, Виллквист Ева
МПК: B29C 41/04
Метки: изготовления, армированных, стекловолокном, способ, установка, труб, пластмассовых, центробежно-литых
Формула / Реферат:
1. Способ для изготовления центробежно-литых армированных стекловолокном пластмассовых труб, причем жидкую отверждаемую смолу, которая может содержать наполнитель, вместе со стекловолокном и добавками для отверждения, возможно также с песком, вводят во вращающуюся матрицу, отличающийся тем, что добавки с учетом температуры матрицы во время введения исходных материалов последовательно согласуют по количеству и виду так, что гелеобразование...
Предыдущий патент: Сито из тканой проволочной сетки
Следующий патент: Упаковка для кондитерских изделий
Случайный патент: Остекление с защитными слоями