Способ изготовления слябов для слоистых металлических изделий и слябы для слоистых металлических изделий
Номер патента: 4779
Опубликовано: 26.08.2004
Авторы: Коски-Лайне Саара, Коскинен Тайсто, Райамяки Кауко, Исокютё Мика, Линд Ари
Формула / Реферат
1. Способ получения сляба из слоистого металла путем литья, причем указанный сляб состоит из среднего слоя (2) и внешних слоев (3), расположенных с обеих сторон среднего слоя, при этом средний слой (2) вводят в виде полосы в изложницу (4), отличающийся тем, что расплавленный металл (5) заливают в изложницу (4) с помощью разливочного ковша (6), снабженного отверстием (7) для ввода в изложницу (4) полосы (2), образующей средний слой, изложницу охлаждают, и после застывания металла формируется слоистая структура, причем общая толщина сляба составляет 100-200 мм, затем сляб из слоистого металла обрабатывают путем прокатки.
2. Способ по п.1, отличающийся тем, что расплавленный металл (5) заливают в изложницу (4) с обеих сторон среднего слоя.
3. Способ по п.1 или 2, отличающийся тем, что для защиты расплава (5) создают такие условия, в которых не протекают реакции окисления, по меньшей мере, в зоне между изложницей (4) и разливочным ковшом (6).
4. Способ по любому из пп.1-3, отличающийся тем, что внешний слой (3) выполнен из сплава меди и никеля, предпочтительно из сплава, содержащего приблизительно 75 вес.% меди и приблизительно 25 вес.% никеля, или из никелевой латуни, содержащей около 75 вес.%меди, около 20 вес.% цинка и около 5 вес.% никеля.
5. Способ по любому из пп.1-4, отличающийся тем, что средний слой (3), в основном, содержит никель, наиболее предпочтительно средний слой содержит около 99 вес.% никеля.
6. Способ по любому из пп.1-5, отличающийся тем, что после отливки сляб (1) обрабатывают таким образом, чтобы получить заготовку металлоизделия, в частности заготовку для монет.
7. Способ по любому из пп.1-6, отличающийся тем, что после отливки сляб (1) подвергают горячей прокатке, его поверхность обрабатывают фрезерованием, затем осуществляют холодную прокатку и нарезку на узкие полоски, после чего из указанных полосок штампуют заготовки для металлоизделий, в частности заготовки для изготовления монет.
8. Сляб для слоистого металлоизделия, в особенности заготовки для монет, полученный способом по любому из пп.1-7.

Текст
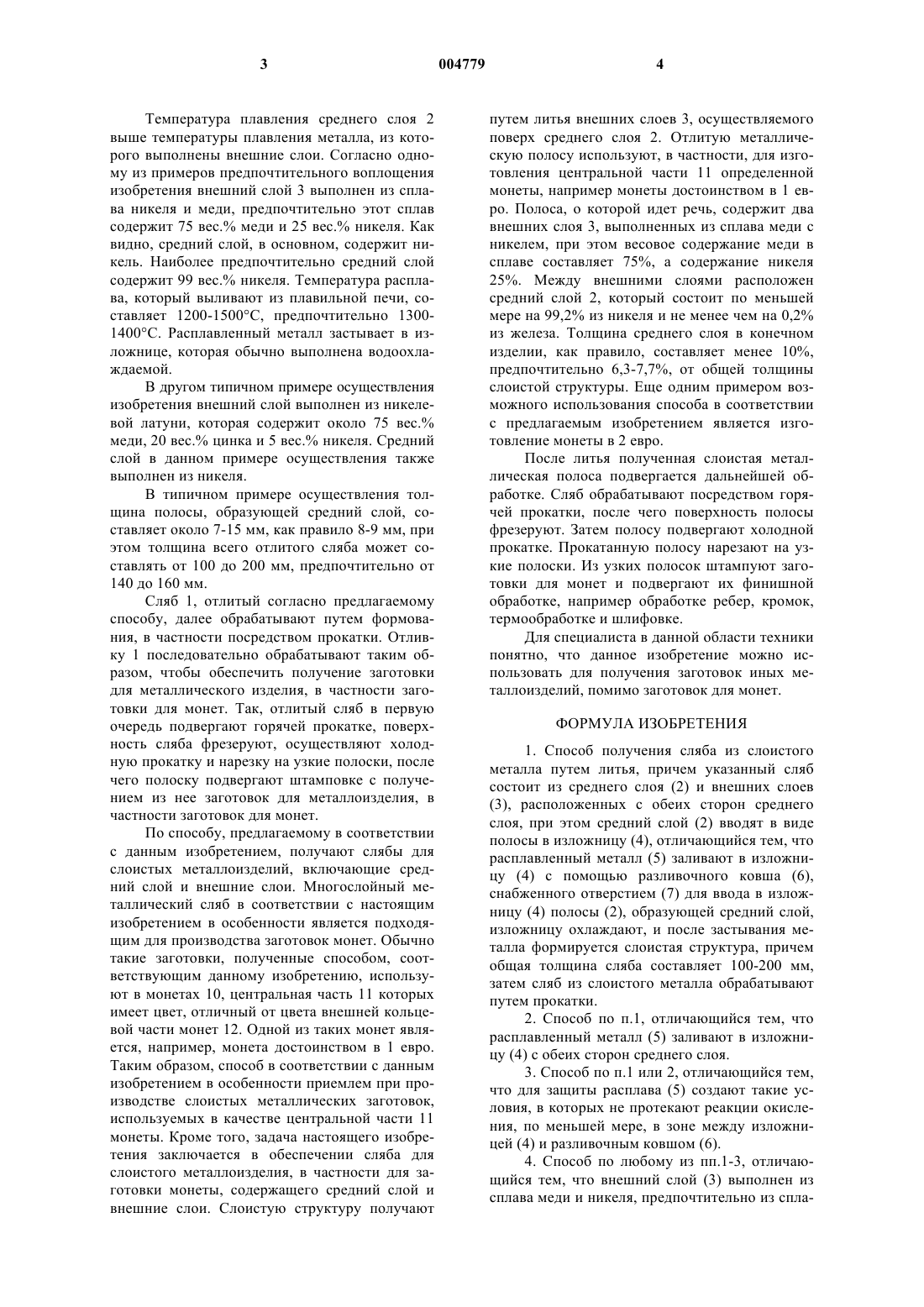
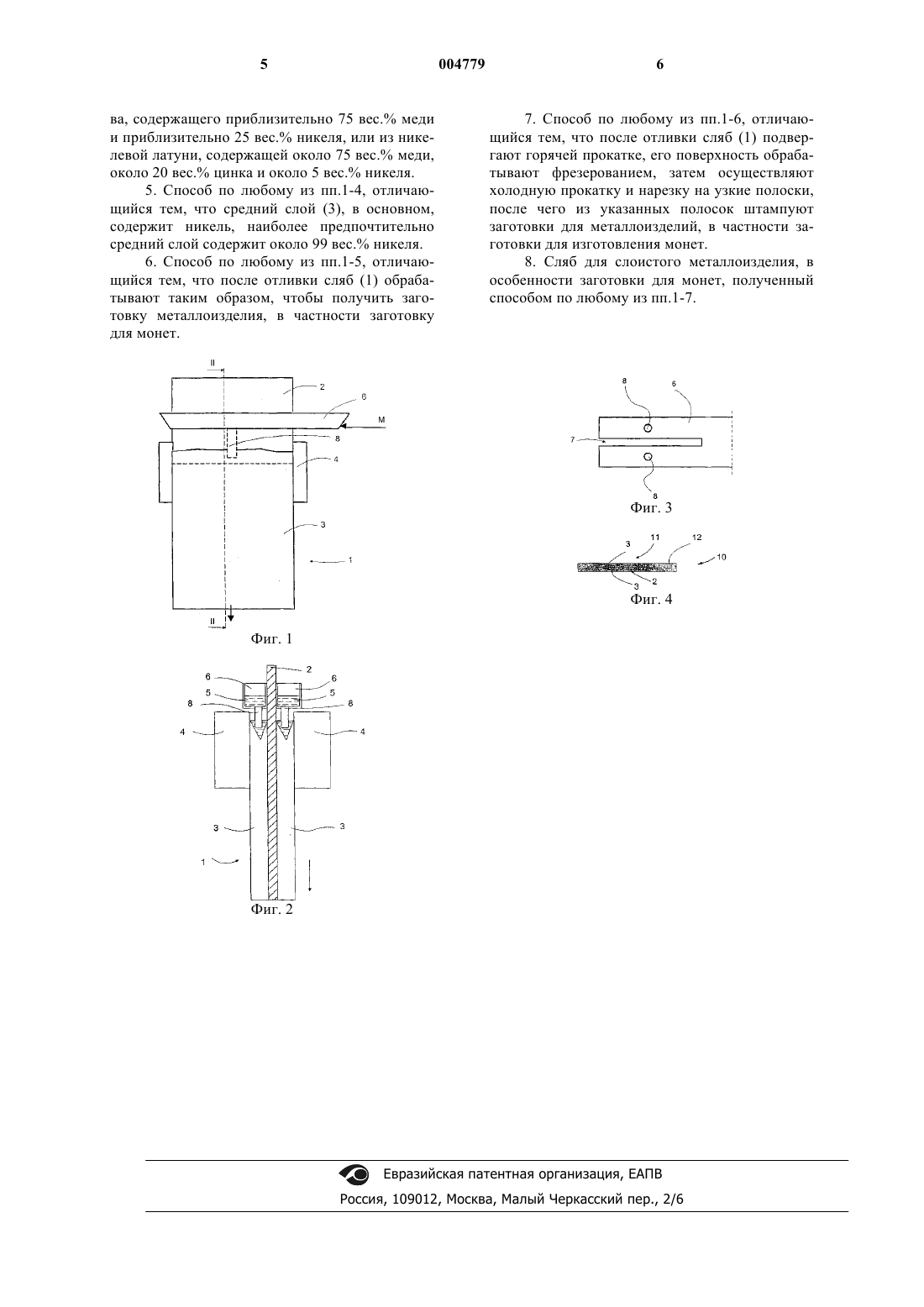
1 Настоящее изобретение относится к способу изготовления слоистых металлических слябов, соответствующему ограничительной части п.1 формулы изобретения. Кроме того,изобретение относится к слябу, предназначенному для получения слоистого металлического изделия, соответствующему п.10 формулы изобретения. Способ согласно данному изобретению, в особенности, предназначен для изготовления заготовок для монет. В некоторых видах монет используют многослойный металл, в котором средний слой выполнен из материала, отличного от материала внешних слоев. Слоистый материал изготавливают, как правило, располагая три полосы материала слоями, один поверх другого, и осуществляя прокатку полос материала с формированием слоистой структуры за счет давления обжатия, создаваемого при прокатке. После прокатки обычно необходим еще диффузионный отжиг для того, чтобы слои остались соединенными между собой. После диффузионного отжига заготовки подвергают повторной прокатке до тех пор, пока они не достигнут заданного конечного размера. К недостаткам,присущим известному способу, относится, например, необходимость наличия специального оборудования. Кроме того, известная технология предъявляет определенные требования в отношении включений или загрязнений, которые, в случае их попадания между слоями, создают проблемы при соединении слоев между собой. Задачей настоящего изобретения является обеспечение способа изготовления слоистого металлического изделия, который позволяет устранить недостатки, присущие известным аналогам. Существенные признаки изобретения изложены в пунктах формулы изобретения. Решение, предлагаемое согласно данному изобретению, имеет ряд значительных преимуществ. С помощью способа, осуществленного в соответствии с данным изобретением, можно обеспечить высококачественное соединение между внешними и средним слоями. Использование никеля в качестве материала для полосы,образующей средний слой, и сплава меди с никелем для внешних слоев позволяет получить исключительно выгодную слоистую структуру,которая обладает хорошими качествами с точки зрения прочности соединения слоев. Многослойная отливка, обеспечиваемая с использованием предлагаемого способа, таким образом,является крайне подходящей для дальнейшей обработки. Настоящее изобретение более подробно раскрыто с помощью предпочтительного примера осуществления со ссылкой на приложенные фигуры чертежей, где фиг. 1 - упрощенная схема, иллюстрирующая стадию литья, осуществляемую в соответствии с изобретением; 2 фиг. 2 - упрощенный разрез по линии II-II на фиг. 1 с измененным масштабом изображения; фиг. 3 - часть сечения разливочного ковша,используемого в способе согласно данному изобретению, вид сверху; фиг. 4 - поперечное сечение монеты, для изготовления которой используется заготовка,выполненная по способу, предлагаемому в соответствии с данным изобретением. Настоящее изобретение относится к способу изготовления слоистого металлического сляба 1 посредством литья, при этом сляб,имеющий вид полосы, содержит средний слой 2 и внешние слои 3, расположенные по обе стороны от среднего слоя. В предлагаемом способе полосу, образующую средний слой 2, вводят в изложницу 4, в которую подают жидкий металл 5, при этом изложницу 4 охлаждают, вследствие чего жидкий металл 5 застывает и формируется слоистая конструкция 1. В предлагаемом способе между поверхностями внешнего слоя 3 и среднего слоя 2 формируется металлическое соединение. Обычно расплавленный металл 5 подают в изложницу 4 с обеих сторон среднего слоя 2. Расплав 5, как правило, подают в изложницу из разливочного ковша 6. В ковш 6 расплав заливают из плавильной печи (не показана) в направлении, указанном стрелкой М. В способе, соответствующем данному изобретению,используют специальный разливочный ковш 6,в котором выполнено отверстие 7 для ввода через него в изложницу 4 полосы, образующей средний слой. Полоса для формирования среднего слоя, которую вводят в изложницу, может быть частью одной непрерывной полосы, или же в изложницу могут вводится специально нарезанные полосы-отрезки. Из разливочного ковша 6 расплав подают в изложницу 4 по меньшей мере через один разливочный элемент 8. В соответствии с примером воплощения изобретения, показанном на фиг. 1, для образования среднего слоя ковш снабжен двумя разливочными элементами 8, по одному с каждой стороны полосы 2. Разливочные элементы 8 обычно представляют собой трубчатые элементы, нижний торец которых предпочтительно проходит так, что располагается в изложнице ниже поверхности расплава. При осуществлении предлагаемого способа для защиты расплава 5 создают такие условия, при которых не протекают реакции окисления, по меньшей мере, в пространстве между изложницей 4 и разливочным ковшом 6. Обычно для предотвращения окисления металла разливочный ковш 6 снабжен крышкой. Кроме того, для предотвращения окисления расплава объем изложницы над поверхностью расплава обычно заполняют защитным газом, например аргоном или азотом. Помимо этого, зазор между изложницей 4 и ковшом 6, как правило, герметизируют. 3 Температура плавления среднего слоя 2 выше температуры плавления металла, из которого выполнены внешние слои. Согласно одному из примеров предпочтительного воплощения изобретения внешний слой 3 выполнен из сплава никеля и меди, предпочтительно этот сплав содержит 75 вес.% меди и 25 вес.% никеля. Как видно, средний слой, в основном, содержит никель. Наиболее предпочтительно средний слой содержит 99 вес.% никеля. Температура расплава, который выливают из плавильной печи, составляет 1200-1500 С, предпочтительно 13001400 С. Расплавленный металл застывает в изложнице, которая обычно выполнена водоохлаждаемой. В другом типичном примере осуществления изобретения внешний слой выполнен из никелевой латуни, которая содержит около 75 вес.% меди, 20 вес.% цинка и 5 вес.% никеля. Средний слой в данном примере осуществления также выполнен из никеля. В типичном примере осуществления толщина полосы, образующей средний слой, составляет около 7-15 мм, как правило 8-9 мм, при этом толщина всего отлитого сляба может составлять от 100 до 200 мм, предпочтительно от 140 до 160 мм. Сляб 1, отлитый согласно предлагаемому способу, далее обрабатывают путем формования, в частности посредством прокатки. Отливку 1 последовательно обрабатывают таким образом, чтобы обеспечить получение заготовки для металлического изделия, в частности заготовки для монет. Так, отлитый сляб в первую очередь подвергают горячей прокатке, поверхность сляба фрезеруют, осуществляют холодную прокатку и нарезку на узкие полоски, после чего полоску подвергают штамповке с получением из нее заготовок для металлоизделия, в частности заготовок для монет. По способу, предлагаемому в соответствии с данным изобретением, получают слябы для слоистых металлоизделий, включающие средний слой и внешние слои. Многослойный металлический сляб в соответствии с настоящим изобретением в особенности является подходящим для производства заготовок монет. Обычно такие заготовки, полученные способом, соответствующим данному изобретению, используют в монетах 10, центральная часть 11 которых имеет цвет, отличный от цвета внешней кольцевой части монет 12. Одной из таких монет является, например, монета достоинством в 1 евро. Таким образом, способ в соответствии с данным изобретением в особенности приемлем при производстве слоистых металлических заготовок,используемых в качестве центральной части 11 монеты. Кроме того, задача настоящего изобретения заключается в обеспечении сляба для слоистого металлоизделия, в частности для заготовки монеты, содержащего средний слой и внешние слои. Слоистую структуру получают 4 путем литья внешних слоев 3, осуществляемого поверх среднего слоя 2. Отлитую металлическую полосу используют, в частности, для изготовления центральной части 11 определенной монеты, например монеты достоинством в 1 евро. Полоса, о которой идет речь, содержит два внешних слоя 3, выполненных из сплава меди с никелем, при этом весовое содержание меди в сплаве составляет 75%, а содержание никеля 25%. Между внешними слоями расположен средний слой 2, который состоит по меньшей мере на 99,2% из никеля и не менее чем на 0,2% из железа. Толщина среднего слоя в конечном изделии, как правило, составляет менее 10%,предпочтительно 6,3-7,7%, от общей толщины слоистой структуры. Еще одним примером возможного использования способа в соответствии с предлагаемым изобретением является изготовление монеты в 2 евро. После литья полученная слоистая металлическая полоса подвергается дальнейшей обработке. Сляб обрабатывают посредством горячей прокатки, после чего поверхность полосы фрезеруют. Затем полосу подвергают холодной прокатке. Прокатанную полосу нарезают на узкие полоски. Из узких полосок штампуют заготовки для монет и подвергают их финишной обработке, например обработке ребер, кромок,термообработке и шлифовке. Для специалиста в данной области техники понятно, что данное изобретение можно использовать для получения заготовок иных металлоизделий, помимо заготовок для монет. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ получения сляба из слоистого металла путем литья, причем указанный сляб состоит из среднего слоя (2) и внешних слоев(3), расположенных с обеих сторон среднего слоя, при этом средний слой (2) вводят в виде полосы в изложницу (4), отличающийся тем, что расплавленный металл (5) заливают в изложницу (4) с помощью разливочного ковша (6),снабженного отверстием (7) для ввода в изложницу (4) полосы (2), образующей средний слой,изложницу охлаждают, и после застывания металла формируется слоистая структура, причем общая толщина сляба составляет 100-200 мм,затем сляб из слоистого металла обрабатывают путем прокатки. 2. Способ по п.1, отличающийся тем, что расплавленный металл (5) заливают в изложницу (4) с обеих сторон среднего слоя. 3. Способ по п.1 или 2, отличающийся тем,что для защиты расплава (5) создают такие условия, в которых не протекают реакции окисления, по меньшей мере, в зоне между изложницей (4) и разливочным ковшом (6). 4. Способ по любому из пп.1-3, отличающийся тем, что внешний слой (3) выполнен из сплава меди и никеля, предпочтительно из спла 5 ва, содержащего приблизительно 75 вес.% меди и приблизительно 25 вес.% никеля, или из никелевой латуни, содержащей около 75 вес.% меди,около 20 вес.% цинка и около 5 вес.% никеля. 5. Способ по любому из пп.1-4, отличающийся тем, что средний слой (3), в основном,содержит никель, наиболее предпочтительно средний слой содержит около 99 вес.% никеля. 6. Способ по любому из пп.1-5, отличающийся тем, что после отливки сляб (1) обрабатывают таким образом, чтобы получить заготовку металлоизделия, в частности заготовку для монет. 6 7. Способ по любому из пп.1-6, отличающийся тем, что после отливки сляб (1) подвергают горячей прокатке, его поверхность обрабатывают фрезерованием, затем осуществляют холодную прокатку и нарезку на узкие полоски,после чего из указанных полосок штампуют заготовки для металлоизделий, в частности заготовки для изготовления монет. 8. Сляб для слоистого металлоизделия, в особенности заготовки для монет, полученный способом по любому из пп.1-7.
МПК / Метки
МПК: B22D 11/04, C23C 6/00, A44C 21/00
Метки: способ, изготовления, слябы, слябов, слоистых, изделий, металлических
Код ссылки
<a href="https://eas.patents.su/4-4779-sposob-izgotovleniya-slyabov-dlya-sloistyh-metallicheskih-izdelijj-i-slyaby-dlya-sloistyh-metallicheskih-izdelijj.html" rel="bookmark" title="База патентов Евразийского Союза">Способ изготовления слябов для слоистых металлических изделий и слябы для слоистых металлических изделий</a>
Способ и устройство для изготовления слоистых нетканых материалов посредством гидродинамического иглопрокалывания
Номер патента: 4031
Опубликовано: 25.12.2003
Автор: Фляйсснер Герольд
МПК: A61L 15/16, A61F 13/15, B32B 5/26...
Метки: нетканых, гидродинамического, изготовления, способ, устройство, материалов, слоистых, посредством, иглопрокалывания
Формула / Реферат:
1. Способ изготовления слоистого нетканого материала по меньшей мере из одного несущего нетканого полотна, такого как фильерное нетканое полотно, и одного наложенного на это несущее нетканое полотно, например, слоя целлюлозной массы, для изготовления изделия гигиенического назначения, отличающийся тем, что фильерное нетканое полотно перед нанесением слоя уплотняют в сухом виде со сверхпоглощающим материалом для предварительного упрочнения, затем...
Способ изготовления интерьерно-облицовочных изделий из гипсосодержащих материалов, форма для изготовления интерьерно-облицовочных изделий
Номер патента: 226
Опубликовано: 24.12.1998
Автор: Ященко Владимир Григорьевич
МПК: B28B 11/00
Метки: форма, интерьерно-облицовочных, изготовления, изделий, материалов, гипсосодержащих, способ
Формула / Реферат:
1. Способ изготовления интерьерно-облицовочных изделий из гипсосодержащих материалов, включающий приготовление формовочной смеси, заливку ее в форму, в которую предварительно уложена прокладка-матрица, и выдержку до полного отвердения, распалубку изделия с прокладкой, ее отделение, просушку и чистовую отделку изделия, отличающийся тем, что смесь в форму заливают в избыточном объеме, затем закрывают герметизирующей крышкой, встряхивают, а после...
Способ изготовления негорючих формованных изделий, в частности строительных плит
Номер патента: 460
Опубликовано: 26.08.1999
Автор: Томандл Эрвин
МПК: C04B 14/20
Метки: формованных, плит, изготовления, изделий, негорючих, способ, строительных, частности
Формула / Реферат:
1. Способ изготовления негорючих формованных изделий, в частности строительных плит, при осуществлении которого гранулированный вермикулит подвергают вспучиванию при повышенной температуре, на гранулы вспученного вермикулита наносят раствор неорганического связующего, после чего гранулированный вермикулит непрерывно или периодически подпрессовывают, раскраивают его на заготовки требуемой формы и периодически прессуют эти заготовки при...
Способ изготовления формованных изделий и установка для его осуществления
Номер патента: 4153
Опубликовано: 26.02.2004
Автор: Дю Туа Питер Вутер
МПК: B29C 45/46
Метки: изделий, способ, установка, формованных, изготовления, осуществления
Формула / Реферат:
1. Способ изготовления формованных изделий, который предусматривает составление смеси формуемого материала и наполнителя в рецептурщике для создания порции формуемого материала, в котором распределен наполнитель, причем формуемый материал с распределенным в нем наполнителем затем выпускают из рецептурщика в удерживающую полость, которая сообщается с полостью пресс-формы, и принудительно подают формуемый материал с наполнителем из удерживающей...
Способ изготовления целлюлозных формованных изделий
Номер патента: 1994
Опубликовано: 22.10.2001
Авторы: Гспалтл Петер, Фирго Хайнрих, Каллайтнер Йоханн, Шлоссникл Кристиан
Метки: изготовления, формованных, способ, целлюлозных, изделий
Формула / Реферат:
1. Способ изготовления целлюлозных формованных изделий в виде плоских или рукавных пленок, а также целлюлозных мембран в виде плоских или рукавных пленок, при котором посредством экструзионного сопла в водном третичном аминоксиде экструдируют раствор целлюлозы, который может содержать при необходимости также добавки, такие как стабилизаторы, пластификаторы, порообразователи и т.п., причем образуется формованный раствор, имеющий две поверхности,...
Предыдущий патент: Способ снижения уровня отложений на решетке обжиговой печи
Следующий патент: Устройство и способ удаления ржавчины и краски
Случайный патент: Способ получения ароматических углеводородов из попутного газа