Способ изготовления бронелистов и бронеэлементов
Номер патента: 1088
Опубликовано: 30.10.2000
Авторы: Маслова Наталия Сергеевна, Легкодух Александр Михайлович, Матевосьян Александр Паруйрович, Кудрявцева Наталья Сергеевна, Фанасова Елена Ивановна

Формула / Реферат
Способ изготовления стальных бронелистов и бронеэлементов из высокопрочных сталей, включающий горячую прокатку, охлаждение, отжиг или горячую прокатку с изотермической выдержкой при температуре Ar1 - (20...50)шС до конца перлитного превращения, механическую обработку, формообразование, закалку, отпуск, отличающийся тем, что перед прокаткой проводят предварительное пластическое деформирование всесторонней ковкой со степенями деформации не менее 70%, смягчающий отжиг при температуре Ас1 - (50... 100)шС и снятие обезуглероженного слоя с двух плоскостей прокатки, а горячую прокатку проводят с изменением направления.
Текст
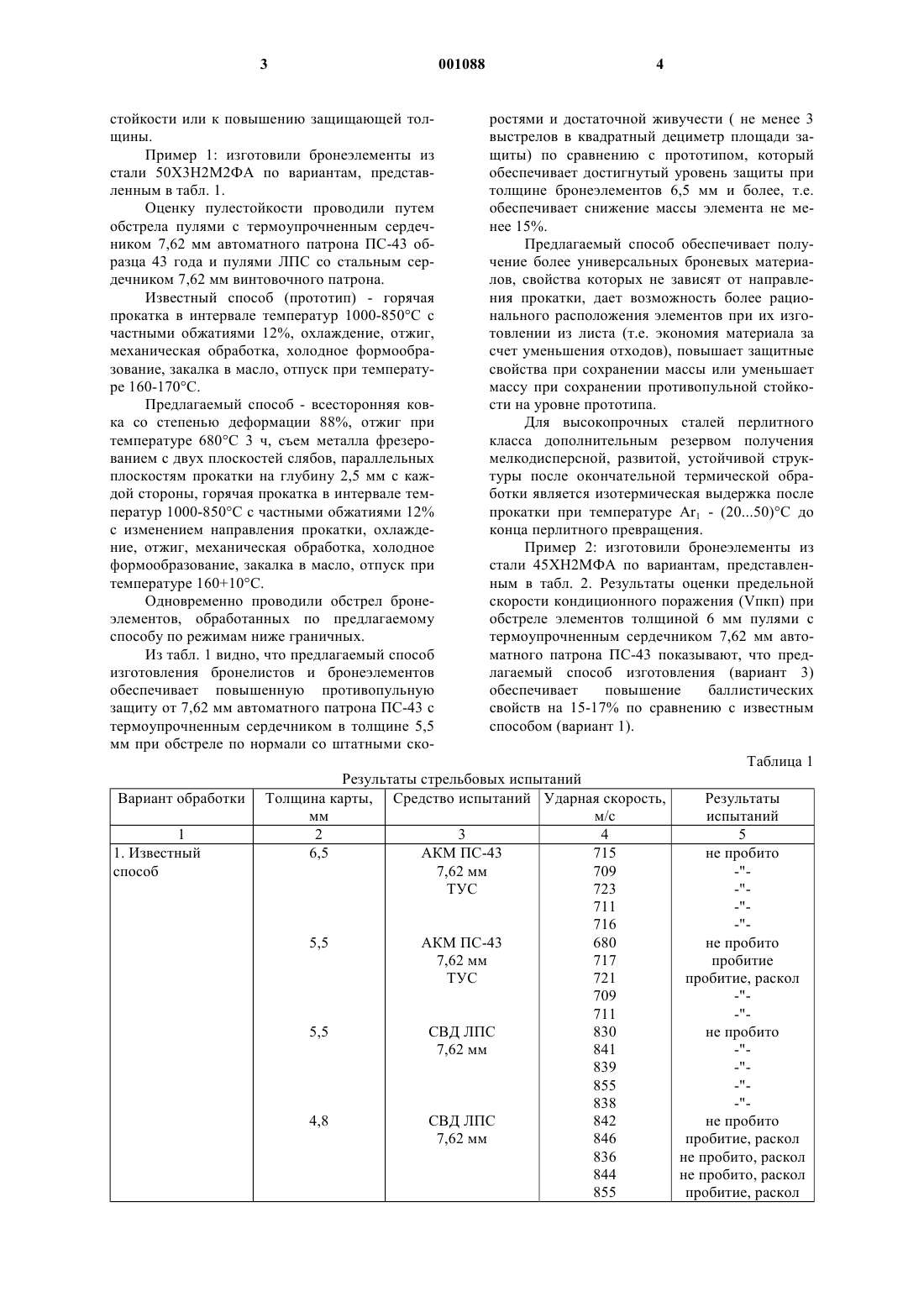
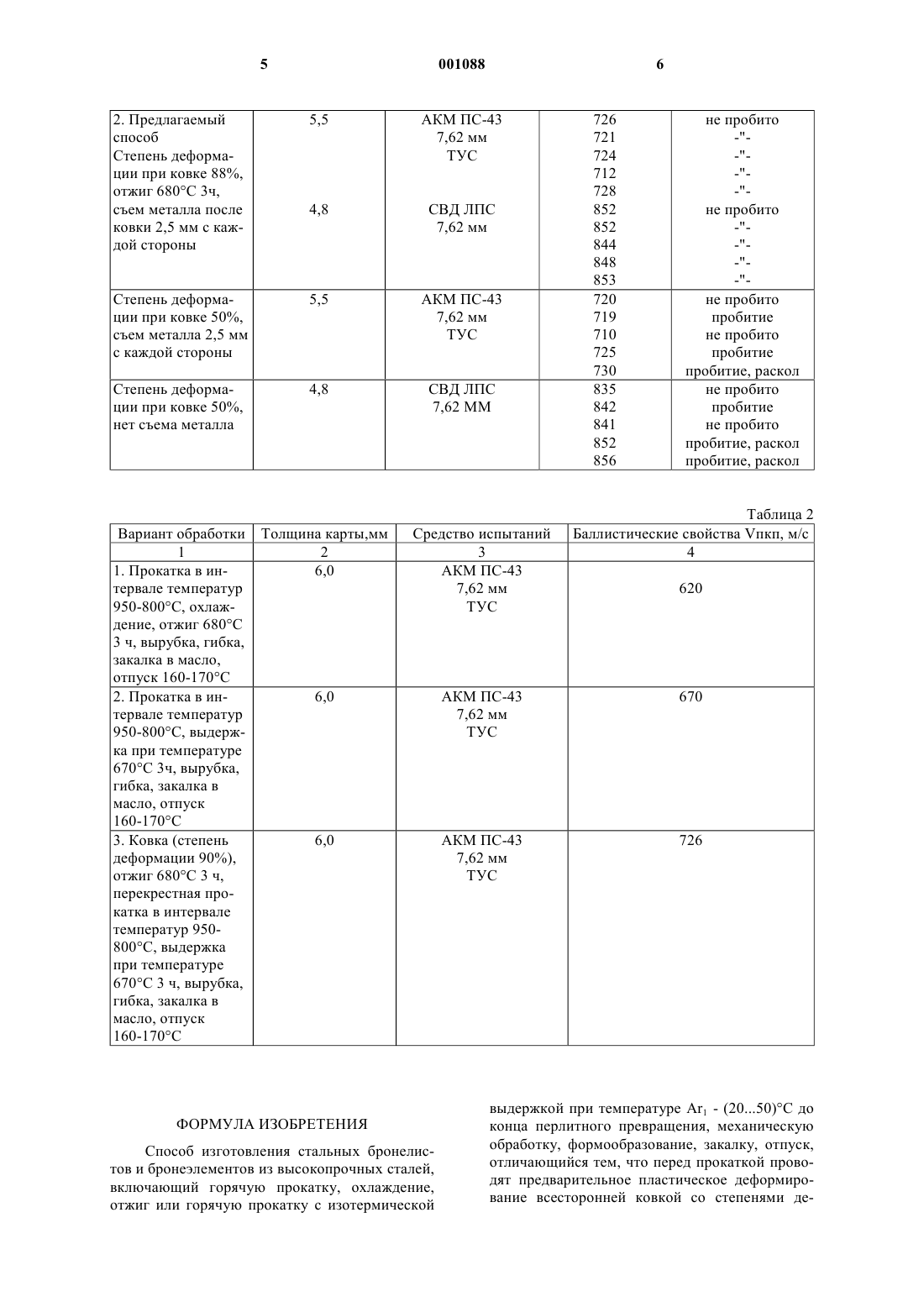
1 Изобретение предназначено для изготовления бронелистов и бронеэлементов в средствах индивидуальной защиты, а также деталей специальной техники, например бронеавтомобилей. Известны способы изготовления стальных бронеэлементов, включающие прокатку листов,охлаждение, отжиг, механическую обработку,холодную штамповку, закалку, отпуск [Элементы. Технические условия. АДУ 14.39.00.00 Т 1,ВТИ 21-ВО М., 1989 г.], а также способы деформационно-термической обработки для повышения механических свойств листовой стали [Авторское свидетельство СССР 1463775 кл. С 21D 8/06, 1987 г.]. Наиболее близким к предлагаемому изобретению является способ изготовления стальных бронеэлементов для средств индивидуальной защиты, включающий горячую прокатку в интервале температур от Ас 3 + 100 С до Аr3 + 50 С с частными обжатиями 12-14%, охлаждение, отжиг с использованием тепла прокатного нагрева, механическую обработку, холодное формообразование, закалку при скорости охлаждения 40-50 С/c и отпуск при температуре 140-170 С [Патент РФ 2015491 кл. F 41 Н 5/04, 1/02, 1994 г.]. Известный способ не позволяет полностью реализовать достигаемый вышеуказанной деформационно-термической обработкой уровень прочностных свойств для повышения противопульной стойкости и живучести из-за наличия анизотропии свойств прокатанного листа, а также возможности хрупких разрушений при обстреле средствами 7,62 мм автоматных с термоупрочненным сердечником и винтовочных патронов. Целью настоящего изобретения является повышение противопульной стойкости и живучести стальных листов и бронеэлементов от пуль с термоупрочненным сердечником 7,62 мм автоматных и стальных винтовочных патронов при обстреле по нормали с учетом условий эксплуатации. Поставленная цель достигается за счет того, что в способе изготовления стальных бронелистов и бронеэлементов, включающем горячую прокатку, охлаждение, отжиг, механическую обработку, формообразование, закалку,отпуск, перед горячей прокаткой проводят предварительное пластическое деформирование всесторонней ковкой со степенями деформации не менее 70%, смягчающий отжиг при температуре Ас 1 - (50100)С и снятие обезуглероженного слоя с двух плоскостей прокатки, а горячую прокатку проводят с изменением направления. Горячую деформацию нельзя рассматривать как только процесс формоизменения, это эффективный способ воздействия на строение,структуру, структурно-чувствительные свойст 001088 2 ва, а следовательно и на эксплуатационные свойства материала. Для листовых материалов характерно наличие значительной анизотропии свойств, которую необходимо учитывать при изготовлении бронеэлементов из листа. Помимо случаев направленного использования анизотропии, следует стремиться к уменьшению анизотропии свойств материалов, так как кроме повышения общего уровня свойств появляется возможность более рационального раскроя при вырубке из листа заготовок элементов средств индивидуальной защиты (независимо от направления прокатки). Методами снижения анизотропии, в частности, являются:- использование всесторонней ковки перед прокаткой, которая уменьшает неоднородность структуры исходного сляба, что, в свою очередь, снижает анизотропию свойств готовых листов;- использование "кантовки" (изменения направления) при прокатке. Таким образом, комплексное использование ковки и изменение направления прокатки дают возможность значительно уменьшить, а иногда и полностью исключить анизотропию свойств. Одновременно следует отметить, что связь между приростом баллистических и прочностных свойств материала имеет место только при выполнении условия обеспечения необходимых размерных и морфологических характеристик структуры материала. Комбинированное сочетание ковки и прокатки обеспечивает формирование благоприятной микроструктуры стали после окончательной обработки - наследование мартенситом дисперсной структуры аустенита с повышенным содержанием дислокаций, а это, в свою очередь,позволяет реализовать высокую прочность металла при повышенных значениях ударной вязкости. Следует отметить, что при степенях деформации при ковке менее 70% не достигается требуемая степень измельчения структуры,уменьшения анизотропии, а следовательно и не достигается требуемый уровень свойств. Отжиг после ковки в интервале температур Ас 1-(50100)С, с одной стороны, обеспечивает смягчение материала и подготовку структуры под последующую механическую обработку(снятие обезуглероженного слоя), а с другой сохраняет мелкодисперсную структуру и не приводит к ее огрублению за счет протекания процессов рекристаллизации феррита и коагуляции цементита. Механическая обработка поверхностей сляба, параллельных плоскости прокатки, осуществляется для снятия мягкого обезуглероженного слоя после ковки, т.к. наличие такого слоя ведет к снижению противопульной 3 стойкости или к повышению защищающей толщины. Пример 1: изготовили бронеэлементы из стали 50 Х 3 Н 2 М 2 ФА по вариантам, представленным в табл. 1. Оценку пулестойкости проводили путем обстрела пулями с термоупрочненным сердечником 7,62 мм автоматного патрона ПС-43 образца 43 года и пулями ЛПС со стальным сердечником 7,62 мм винтовочного патрона. Известный способ (прототип) - горячая прокатка в интервале температур 1000-850 С с частными обжатиями 12%, охлаждение, отжиг,механическая обработка, холодное формообразование, закалка в масло, отпуск при температуре 160-170 С. Предлагаемый способ - всесторонняя ковка со степенью деформации 88%, отжиг при температуре 680 С 3 ч, съем металла фрезерованием с двух плоскостей слябов, параллельных плоскостям прокатки на глубину 2,5 мм с каждой стороны, горячая прокатка в интервале температур 1000-850 С с частными обжатиями 12% с изменением направления прокатки, охлаждение, отжиг, механическая обработка, холодное формообразование, закалка в масло, отпуск при температуре 160+10C. Одновременно проводили обстрел бронеэлементов, обработанных по предлагаемому способу по режимам ниже граничных. Из табл. 1 видно, что предлагаемый способ изготовления бронелистов и бронеэлементов обеспечивает повышенную противопульную защиту от 7,62 мм автоматного патрона ПС-43 с термоупрочненным сердечником в толщине 5,5 мм при обстреле по нормали со штатными скоВариант обработки 1 1. Известный способ 4 ростями и достаточной живучести ( не менее 3 выстрелов в квадратный дециметр площади защиты) по сравнению с прототипом, который обеспечивает достигнутый уровень защиты при толщине бронеэлементов 6,5 мм и более, т.е. обеспечивает снижение массы элемента не менее 15%. Предлагаемый способ обеспечивает получение более универсальных броневых материалов, свойства которых не зависят от направления прокатки, дает возможность более рационального расположения элементов при их изготовлении из листа (т.е. экономия материала за счет уменьшения отходов), повышает защитные свойства при сохранении массы или уменьшает массу при сохранении противопульной стойкости на уровне прототипа. Для высокопрочных сталей перлитного класса дополнительным резервом получения мелкодисперсной, развитой, устойчивой структуры после окончательной термической обработки является изотермическая выдержка после прокатки при температуре Аr1 - (2050)С до конца перлитного превращения. Пример 2: изготовили бронеэлементы из стали 45XH2MФA по вариантам, представленным в табл. 2. Результаты оценки предельной скорости кондиционного поражения (Vпкп) при обстреле элементов толщиной 6 мм пулями с термоупрочненным сердечником 7,62 мм автоматного патрона ПС-43 показывают, что предлагаемый способ изготовления (вариант 3) обеспечивает повышение баллистических свойств на 15-17% по сравнению с известным способом (вариант 1). Таблица 1 Результаты стрельбовых испытаний Толщина карты, Средство испытаний Ударная скорость,Результаты мм м/с испытаний 2 3 4 5 не пробито 715 6,5 АКМ ПС-43 2. Предлагаемый способ Степень деформации при ковке 88%,отжиг 680C 3 ч,съем металла после ковки 2,5 мм с каждой стороны Степень деформации при ковке 50%,съем металла 2,5 мм с каждой стороны Степень деформации при ковке 50%,нет съема металла Вариант обработки 1 1. Прокатка в интервале температур 950-800 С, охлаждение, отжиг 680 С 3 ч, вырубка, гибка,закалка в масло,отпуск 160-170 С 2. Прокатка в интервале температур 950-800 С, выдержка при температуре 670 С 3 ч, вырубка,гибка, закалка в масло, отпуск 160-170 С 3. Ковка (степень деформации 90%),отжиг 680 С 3 ч,перекрестная прокатка в интервале температур 950800 С, выдержка при температуре 670 С 3 ч, вырубка,гибка, закалка в масло, отпуск 160-170 С-"-"-"-"не пробито пробитие не пробито пробитие пробитие, раскол не пробито пробитие не пробито пробитие, раскол пробитие, раскол ФОРМУЛА ИЗОБРЕТЕНИЯ Способ изготовления стальных бронелистов и бронеэлементов из высокопрочных сталей,включающий горячую прокатку, охлаждение,отжиг или горячую прокатку с изотермической выдержкой при температуре Ar1 - (2050)С до конца перлитного превращения, механическую обработку, формообразование, закалку, отпуск,отличающийся тем, что перед прокаткой проводят предварительное пластическое деформирование всесторонней ковкой со степенями де 7 формации не менее 70%, смягчающий отжиг при температуре Ас 1 - (50 100)С и снятие обезуглероженного слоя с двух плоскостей про 8 катки, а горячую прокатку проводят с изменением направления.
МПК / Метки
МПК: C21D 9/42, F41H 1/02, F41H 5/02, C21D 8/02
Метки: способ, изготовления, бронеэлементов, бронелистов
Код ссылки
<a href="https://eas.patents.su/5-1088-sposob-izgotovleniya-bronelistov-i-broneelementov.html" rel="bookmark" title="База патентов Евразийского Союза">Способ изготовления бронелистов и бронеэлементов</a>
Способ изготовления улучшенного листового изделия из алюминиевого сплава
Номер патента: 586
Опубликовано: 29.12.1999
Авторы: Ньютон Уильям, Томес Дэвид А.
МПК: C22F 1/04
Метки: алюминиевого, изготовления, сплава, изделия, способ, листового, улучшенного
Формула / Реферат:
US-A-4929285
US-A-4976790
Мартенситная нержавеющая сталь с высокой механической прочностью и коррозионной стойкостью, способ изготовления изделий из этой стали и изделие, изготовленное этим способом
Номер патента: 424
Опубликовано: 24.06.1999
Авторы: Бартери Массимо, Кумино Джузеппе
МПК: C22C 38/44, C21D 8/00
Метки: мартенситная, стойкостью, изготовления, нержавеющая, прочностью, этой, механической, коррозионной, этим, высокой, изделий, стали, изделие, сталь, изготовленное, способом, способ
Формула / Реферат:
1. Супермартенситная сталь, имеющая следующий состав, вес.%: С<= 0,05, Сr 12-15; Ni 4-7; Mo 1,5-2; N 0,06-0,12; Mn 0,5-1; Cu<0,3; P<0,02; S<= 0,005; Аl<0,02; Si<= 1, остальное - железо и минимальные примеси, отличающаяся тем, что содержание Сr, Мо и N удовлетворяет следующей формуле: (% Сr) + 3,3 (% Мо) + 16 (% N)>19. 2. Способ изготовления изделий из супермартенситной стали, отличающийся тем, что изготавливают слиток или...
Устройство для изготовления ковкой цельной заготовки и способ изготовления кованой шестерни(варианты)

Номер патента: 339
Опубликовано: 29.04.1999
Автор: Дауэрти Майкл С.
МПК: B21K 1/30
Метки: изготовления, заготовки, цельной, шестерни(варианты, устройство, ковкой, кованой, способ
Формула / Реферат:
1. Устройство для изготовления ковкой цельной заготовки (16), имеющей головную часть (16А) и хвостовую часть (98) для получения кованой шестерни (90), имеющей головную часть (92) со сложной конфигурацией, содержащее a) первую матрицу (22, 122) и вторую матрицу (80, 180), отличающееся тем, что первая и вторая матрицы (22, 122, 80, 180) выполнены с возможностью перемещения относительно друг друга, причем первая матрица (22, 122) имеет зубчатую...
Способ приготовления сусла, способ изготовления пива, способ изготовления питьевого спирта, применение &alpha-l-арабинофуранозидаз а и в и смесь ферментных препаратов
Номер патента: 1078
Опубликовано: 30.10.2000
Авторы: Лярой Мари-Поль, Супп Жером
Метки: сусла, изготовления, способ, ферментных, приготовления, alpha-l-арабинофуранозидаз, смесь, пива, спирта, применение, питьевого, препаратов
Формула / Реферат:
1. Способ приготовления сусла, предусматривающий стадии: (a) приготовления затора осоложенных или неосоложенных злаков или смеси осоложенных или неосоложенных злаков, в присутствии смеси ферментных препаратов, (b) фильтрацию полученного таким образом затора с получением сусла, отличающийся тем, что указанная смесь ферментных препаратов представляет собой смесь, содержащую, по меньшей мере, препарат с b -глюканазной активностью и препарат с a...
Контейнер и способ его изготовления
Номер патента: 322
Опубликовано: 29.04.1999
Автор: Бриттон Чарлз Джонатан
МПК: B29C 49/00
Метки: способ, контейнер, изготовления
Формула / Реферат:
1. Способ изготовления контейнера, доступ в который осуществляется через входное отверстие, образованное прилегающими стенками контейнера, причем материал контейнера склонен к деформации при нагревании, в котором на первой стадии формуют заготовку контейнера с кольцом, образующим отверстие практически в его окончательном виде, и остальной частью, превращающейся затем в стенки контейнера, которая по размеру меньше размеров готового контейнера, а...
Предыдущий патент: Многоканальный прогнозирующий кодировщик поддиапазона, использующий психоаккустическое адаптивное распределение бит.
Следующий патент: Таблетки, содержащие бетта-лактамный антибиотик, и способ их изготовления.
Случайный патент: Способ распознавания подлинника/подделки, предмет для распознавания подлинника/подделки и устройство для разпознавания подлинника/подделки