Контейнер и способ его изготовления
Формула / Реферат
1. Способ изготовления контейнера, доступ в который осуществляется через входное отверстие, образованное прилегающими стенками контейнера, причем материал контейнера склонен к деформации при нагревании, в котором на первой стадии формуют заготовку контейнера с кольцом, образующим отверстие практически в его окончательном виде, и остальной частью, превращающейся затем в стенки контейнера, которая по размеру меньше размеров готового контейнера, а на второй стадии на стенки заготовки контейнера при повышенной температуре оказывают действие давлением по направлению наружу посредством формования раздувом, при этом кольцо удерживают неподвижным, благодаря чему стенки вытягиваются в поперечном направлении относительно отверстия, отличающийся тем, что кольцо образует опору для впрессованной крышки, выступает наружу из стенок заготовки и имеет внутреннюю и внешнюю зоны, на которые опирают контейнер во время процесса формования раздувом, причем иглу для раздувки плотно устанавливают в отверстие и в стенки заготовки контейнера практически до положения ниже кольца для проталкивания вверх и наружу и взаимодействия после раздува верхней части стенок контейнера с нижней поверхностью внутренней зоны и эффективного удваивания внутренней зоны.
2. Способ изготовления контейнера по п. 1, отличающийся тем, что формование заготовки контейнера на первой стадии осуществляют с помощью пресс-формы, состоящей из двух частей, одна из которых снабжена стержнем, извлекаемым впоследствии через указанное отверстие.
3. Способ изготовления контейнера по п. 2, отличающийся тем, что формование заготовки контейнера осуществляют путем литья под давлением методом впрыска.
4. Способ изготовления контейнера по любому из предыдущих пунктов, отличающийся тем, что входное отверстие заготовки контейнера расширяют по направлению к горловине, создавая местное утончение стенок контейнера, при этом полученная тонкая часть деформируется на второй стадии и взаимодействует с нижней поверхностью указанной внутренней зоны.
5. Способ изготовления контейнера по любому из предыдущих пунктов, отличающийся тем, что кольцо выполняют с фланцем между внутренней и внешней зонами, выступающим вниз, охватывая ту часть контейнера, в которой расположено входное отверстие.
6. Способ изготовления контейнера по п. 5, отличающийся тем, что верхнюю часть прижимают к внутренней стороне фланца посредством деформации и образуют выступ наружу под свободным краем.
7. Способ изготовления контейнера по п. 6, отличающийся тем, что при изготовлении используют прозрачный материал, при этом полоску с информацией, предусмотренную на внутренней стороне указанного фланца заготовки контейнера и читаемую через него, крепят посредством деформированной части.
8. Способ изготовления контейнера по любому из предыдущих пунктов, отличающийся тем, что верхнюю сторону кольца выполняют с периферическим каналом, с внутренней стороны образуемым гребнем, а с наружной стороны указанной внешней зоной, направленной вертикально вверх и выступающей уступом относительно внутренней зоны.
9. Способ изготовления контейнера по п. 8, отличающийся тем, что используют иглу для раздувки, имеющую форму, сопрягающуюся с гребнем и периферическим каналом.
10. Контейнер, отличающийся тем, что он изготовлен способом по любому из предыдущих пунктов.
Текст
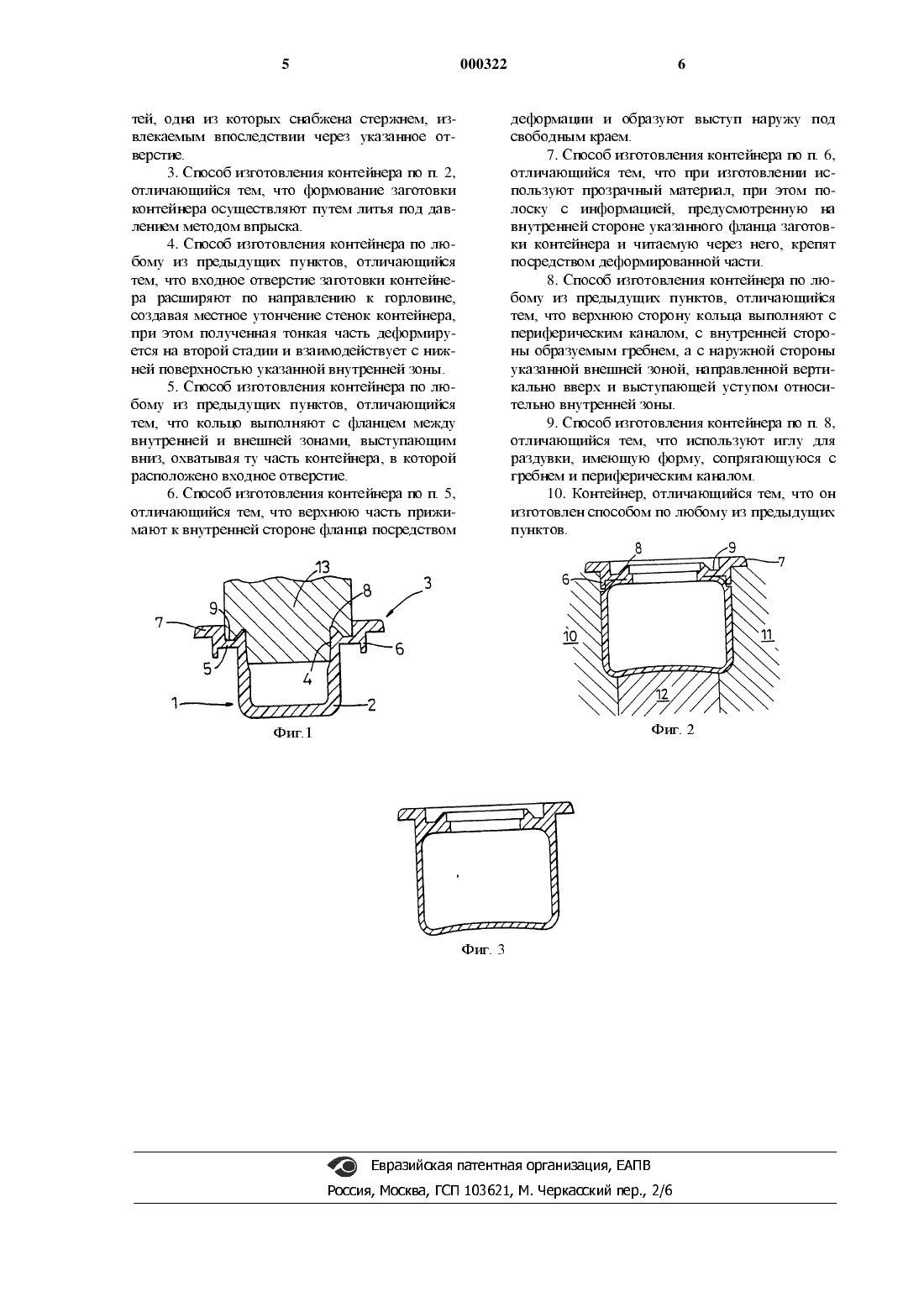
(54) КОНТЕЙНЕР И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ Ф Приоритетныеданные: (56) ЕрА 0430836 8Настоящее изобретегше относится к контейнерам и, в частности, к способу изготовления КОНТСЙНСрОВ, КОТОрЫС НЗПОМИНЗЮТ КОНССрВНЫС банки с впрессованными Крышками, которые могут сниматься с помощью обода контейнера,используемого в качестве рычажной опоры. Такие контейнеры традиционно изготавливались из металла и широко применялись для такого содержимого, как краска, шоколадные напитки и кукурузная мука.Изготавливались варианты контейнеров из пластических материалов и до сих пор они проИЗВОДИЛИСЬ свариванием ДВУХ ОТДСЛЬНЫХ ОТЛИвок. Причиной использования такой конструкции, состоящей из двух деталей, является наличие выступающего во внутрь верхнего фланца или обода. При использовании известного способа литья под давлением методом впрЬ 1 скивания считалось, что внутренний охватываемый стержень невозможно извлечь. Отверстие слишКОМ МШТО И не В СОСТОЯНИИ ВМССТИТЬ СКПЗДНОЙ вкладыш любой формы. Решить проблему можно было бы, используя способ формования на пескодувной машине, но при этом не решается проблема, связанная с ободом.Задачей данного изобретения является преодоление указанных сложностей и предосТЗВЛСНИЯ ВОЗМОЯСНОСТИ ИЗГОТОВЛСНИЯ такого контейнера способом формования на пескодувной машине.В СООТВСТСТВИИ С ОДНИМ ИЗ вариантов настоящего изобретения предлагается способ изготовления контейнера, доступ в который осуществляется через входное отверстие образоВЗЪШОС ПрШИЫКПОЩИМИ СГСНКЗМИ контейнера,причем материал, из которого изготавливается контейнер склонен к деформированию при нагревании, в котором на первой стадии заготовка контейнера формируется с ободом (кольцом),образуя отверстие, выступающим наружу от того, что должно стать стенками контейнера, и в котором на второй стадии стенки указанной заготовки контейнера при повышенной температуре выдавливаются по направлению наружу в то время, как обод удерживается, благодаря чему стенки вытягиваются (расширяются) и выходят из внутренней части обода.Здесь и далее по тексту предполагается,что как заготовка контейнера, так и готовый КОНТСЙНСр НЗХОДЯТСЯ В вертикальном ПОЛОЖСНИИ отверстием вверх.На первой стадии формировать первоначальный вид (заготовку) контейнера удобно ПУТСМ ЛИТЬЯ ПОД ДЗВЛСНИСМ МСТОДОМ впрыска С помощью внутреннего стержня пресс-формы,КОТОРЫЙ В ПОСЛСДСТВРШ МОЖНО ВЫНИМЗТЬ ЧСрСЗ упомянутое отверстие, а преобразование заготовки контейнера в готовый контейнер на втоРОЙ стадии ПрСДПОЧТИТСЛЬНО ОСУЩССТВЛЯТЬ МСтодом формования раздувом через отверстие,хотя, по крайней мере, некоторые из деформа 000322ций и растяжений, присущих данному процессу можно проделать механически.Предпочтительно, чтобы отверстие заготовки контейнера расширялось по направлению к горловине, местами делая более тонкими стенки контейнера. Тогда обод мог бы иметь поперечный фланец, выступающий наружу со стороны места, в котором стенка тоньше, причем эта часть с тонкой стенкой деформируется на второй стадии и входит в контакт с нижней стороной фланца. Также желательно, чтобы первоначальный вид контейнера имел дополнительный фланец выступающий вниз, охватывая контейнер со стороны отверстия, а деформация более тонкой части доходила бы до него, оказЬ 1 вая действие на внутреннюю часть дополнительного фланца и выступая уступом из-под его свободного края.При такой компоновке и при условии, что материал, из которого изготавливается контейнер, прозрачен, полоска с информацией может быть размещена на дополнительном фланце заготовки контейнера и будет читаемой через него, причем эта полоска крепится за счет деформированной тонкой части.Обычно у основания поперечного фланца имеется вертикальный гребень, который плавно продолжает внутренний контур горловины входного отверстия. С внешней стороны поперечного фланца на верхней его поверхности также может быть предусмотрен ступенчатый выступ, образующий вместе с упомянутым гребнем открытый сверху канал вокруг входного отверстия. Этот ступенчатый выступ может выступать в поперечном направлении за фланец, при этом его нижняя поверхность образует место для размещения заготовки контейнера во время процесса формования раздувом.В соответствтш с другим вариантом настоящего изобретения предлагается контейнер,Изготовленный по описанному выше способу.ДЛЯ ЛУЧШСГО ПОНИМЗНИЯ СУТИ данного ИЗОбретения ниже будет дано описание одного из вариантов изобретения в качестве примера со ссылками на сопроводительные чертежи.На фиг. 1 изображено осевое сечение заготовки контейнера до начала процесса формования раздувом;на фиг. 2 - осевое сечение контейнера вытянутого в пресс-форму методом формования раздувом из заготовки по фиг. 1;на фиг. 3 - осевое сечение контейнера в готовом виде, изъятого из пресс-формы.Заготовка или контейнер 1 в первоначальном виде имеет шарообразный корпус с плоским дном 2 и с выступающим наружу кольцом 3 у горловины корпуса 2. Он изготовлен из пластикового материала путем литья под давлением методом впрыска, а его форма такова, что для его формования может быть использована пресс-форма, состоящая всего из двух деталей,которые после отверждения пластикового мате риала могут раздвигаться, перемещаясь по оси и высвобождая заготовку 1. Не существует никаких подрезов (выточек), усложняющих конструкцию пресс-формы.Цилиндрические стенки корпуса 2 становятся тоньше по направлению к верхней его ЧЗСТИ, С ВНУТРСННСЙ СТОрОНЫ ПЛЗВНО УМСНЬШЗЯ толщину и переходя в изгиб 4, вогнутый вовнутрь примерно на половину толщины остального корпуса 2. Отсюда кольцо 3 выступает наружу в радиальном направлении и имеет фланец 5, а по внешней периферии этого фланца имеется дополнительный фланец 6, направленный вниз, как коаксиальная цилиндрическая "юбка". Кольцо 3 имеет также ступенчатый выступ 7,проходящий над фланцем 5 и радиально вЬ 1 ступающий за фланец 6. У основания фланца 5 имеется вертикально направленный круговой гребень 8, который с внутренней стороны плавно переходит в изогнутую поверхность 4. С внешней стороны он скошен до канала 9, внешняя поверхность которого образована выступом 7.При формовании раздувом заготовка переносится в пресс-форму, будучи еще горячей. Пресс-форма для формования раздувом состоит из двух половинок 10 и 11 со вставкой 12. Заготовка своим выступом 7 опирается на края полости пресс-формы и фланец 6 точно встает в отверстие этой полости. Эти детали остывают быстрее, чем остальные и поэтому успевают отвердеть достаточно для того, чтобы обеспечить жесткую опору и размещение. Игла для раздувки 13 имеет форму, четко соответствующую канавке 9, гребню 8 и верхней части изогнутой поверхности 4, а ее контакт с пластическим материалом усиливает местное охлаждение и отверждение.Затем через иглу для раздувки подается воздух под давлением. Когда остальной материЗЛ ОСТЗСТСЯ ВСС СЩС МЯГКИМ И ПЛЗСТИЧНЪ 1 М,утонченная часть стенок у верхней части корпуса растягивается и раскатывается в радиальном направлентш так, ЧТО она ПрИЪКИМЗСТСЯ К ШОКней стороне фланца 5 и внутренней поверхности фланца 6. Затем она обтекает нижнюю поверхность фланца 6 и входит в контакт со стенкой полости пресс-формы для формования раздувом, остальная часть корпуса 2 вытягивается и,наконец, по завершении процесса дутья получается контейнер, как показано на фиг. 2. НагреВЗНИС ТЗКОВО, ЧТО В МССТЗХ, где ДВС ПОВСрХНОСТИ из пластикового материала были прижаты друг к другу, они становятся практически однородными (монолитными). Поэтому в окончательном виде контейнер получается, как показано на фиг. 3. Как только материал остынет и затвердеет, половинки 10 и 11 пресс-формы раскрЬ 1 ваются и игла для раздувки 13 выдвигается, вЬ 1 свобождая готовую отливку. Далее будет видно,что готовый контейнер напоминает обычную банку для краски с каналом 9 для вытекания ивыступом 7 для создания рычага при снятии крышки, впрессованной во входное отверстие,горловина которого образуется гребнем 8.Наиболее распространенной будет цилиндрическая форма готового контейнера. Однако возможно будет применять этот способ и для получения других форм, например, эллиптичеСКОЙ В ПОПСрСЧНОМ ССЧСНИИ ИЛИ ДЗЖС ПОЛИГОнальной.ГОДЯТСЯ различные ПЛЗСТИКОВЫС материалы, в том числе хлорид поливинила, полиэтилен высокой плотности, полипропилен, акриловое волокно или поликарбонат. Поскольку конструкция является монолитной она дает экономию и можно применять более дорогостоящие материалы, такие как терефталат полиэтиленаХотя предполагается, что предпочтительным способом вытяжения будет формование раздувом с применением механической растяжки при изготовлении контейнеров больших размеров, того же эффекта можно достичь формованием методом отсасывания.1. Способ изготовления контейнера, доступ в который осуществляется через входное отверстие, образованное прилегающими стенками контейнера, причем материал контейнера склонен к деформации при нагревании, в котором на первой стадии формуют заготовку контейнера с кольцом, образующим отверстие практически в его окончательном виде, и остальной частью, превращающейся затем в стенки контейнера, которая по размеру меньше размеров готового контейнера, а на второй стадии на стенки заготовки контейнера при повЬ 1 шенной температуре оказывают действие давлением по направлению наружу посредством формования раздувом, при этом кольцо удерживают неПОДВИЯСНЫМ, благодаря ЧСМУ СТСНКИ ВЫТЯГИВаются в поперечном направлении относительно отверстия, отличающийся тем, что кольцо образует опору для впрессованной крышки, выступает наружу из стенок заготовки и шиеет внутреннюю и внешнюю зоны, на которые опирают контейнер во время процесса формования раздувом, причем иглу для раздувки плотно устанавливают в отверстие и в стеши заготовки контейнера практически до положения ниже кольца для проталкивания вверх и наружу и взаимодействия после раздува верхней части стенок контейнера с нижней поверхностью внутренней зоны и эффективного удваивания внутренней зоны.2. Способ изготовления контейнера по п. 1,отличающийся тем, что формование заготовки контейнера на первой стадии осуществляют с помощью пресс-формы, состоящей из двух час тей, одна из которых снабжена стержнем, извлекаемым впоследствии Через указанное отверстие.3. Способ изготовления контейнера по п. 2,отличающийся тем, что формование заготовки контейнера осуществляют путем литья под давлением методом впрыска.4. Способ изготовления контейнера по любому из предыдущих пунктов, отличающийся ТСМ, ЧТО ВХОДНОС ОТВСрСТИС ЗЗГОТОВКИ КОНТСЙНСра расширяют по направлению к горловине,создавая местное утончение стенок контейнера,при этом полученная тонкая часть деформируется на второй стадии и взаимодействует с нижней поверхностью указанной внутренней зоны.5. Способ изготовления контейнера по любому из предыдущих пунктов, отличающийся тем, что кольцо выполняют с фланцем между внутренней и внешней зонами, выступающим вниз, охватывая ту часть контейнера, в которой расположено входное отверстие.6. Способ изготовления контейнера по п. 5,отличающийся тем, что верхнюю часть прижимают к внутренней стороне фланца посредствомдеформации и образуют выступ наружу под свободным краем.7. Способ изготовления контейнера по п. 6,ОТЛИЧЗЮЩИЙСЯ ТСМ, ЧТО ПрИ ИЗГОТОВЛСНИИ ИСпользуют прозрачный материал, при этом полоску с информацией, предусмотренную на внутренней стороне указанного фланца заготовки контейнера и читаемую через него, крепят посредством деформированной части.8. Способ изготовления контейнера по любому из предыдущих пушстов, отличающийся тем, что верхнюю сторону кольца выполняют с периферическим каналом, с внутренней стороны образуемым гребнем, а с наружной стороны указанной внешней зоной, направленной вертикально вверх и выступающей уступом относительно внутренней зоны.9. Способ изготовления контейнера по п. 8,отличающийся тем, что используют иглу для раздувки, имеющую форму, сопрягающуюся с гребнем и периферическим каналом.10. Контейнер, отличающийся тем, что он изготовлен способом по любому из предыдущих пунктов.
МПК / Метки
МПК: B29C 49/00
Метки: способ, контейнер, изготовления
Код ссылки
<a href="https://eas.patents.su/4-322-kontejjner-i-sposob-ego-izgotovleniya.html" rel="bookmark" title="База патентов Евразийского Союза">Контейнер и способ его изготовления</a>
Контейнер и способ его изготовления
Номер патента: 321
Опубликовано: 29.04.1999
Автор: Бриттон Чарлз Джонатан
МПК: B29C 57/00, B29D 1/00
Метки: изготовления, контейнер, способ
Формула / Реферат:
1. Способ изготовления контейнера, доступ в который осуществляется через входное отверстие, имеющее упор для жесткой фиксации закрывающего элемента внутри указанного отверстия, причем материал контейнера склонен к деформации при нагревании, отличающийся тем, что на первой стадии изготавливают заготовку контейнера в виде трубы с закрытым концом, имеющей наружный, как правило, радиальный фланец у горловины, часть верхней поверхности которого...
Способ изготовления контейнера
Номер патента: 320
Опубликовано: 29.04.1999
Автор: Бриттон Чарлз Джонатан
МПК: B29C 49/54
Метки: контейнера, способ, изготовления
Формула / Реферат:
1. Способ изготовления контейнера с основанием с направленным внутрь углублением, причем материал контейнера склонен к деформации при нагревании, отличающийся тем, что основание заготовки контейнера при повышенной температуре расширяют относительно многосекционной пресс-формы, состоящей, по крайней мере, из трех сегментов, охватывающих сужающийся стержень, установленный с возможностью перемещения и запирающий сегменты в разных положениях,...
Герметичный контейнер и способ упаковки жидкости в этом контейнере
Номер патента: 263
Опубликовано: 25.02.1999
Авторы: Рисгалла Эрик, Сан-Совеэр Ксавье
МПК: B65D 75/58
Метки: этом, упаковки, контейнер, контейнере, жидкости, герметичный, способ
Формула / Реферат:
1. Герметичный контейнер, оснащенный клапаном, расположенным внутри контейнера и сформированным между двумя эластичными листами (2, 3), направленными от одного края контейнера к другому и соединенными между собой вдоль двух несходящихся линий (7, 8) соединения с возможностью образования прохода (1а) между эластичными листами (2, 3) при их отделении друг от друга, отличающийся тем, что две несходящиеся линии (7, 8) соединения направлены от одного...
Способ изготовления формовочной заготовки
Номер патента: 78
Опубликовано: 25.06.1998
Авторы: Кода Хидеаки, Накадзима Хисаси
МПК: B29C 45/00
Метки: формовочной, заготовки, изготовления, способ
Формула / Реферат:
Способ изготовления формовочой заготовки, включающий стадии пластификации полиэтилентерефталата и инжекционной формовки заготовки с помощью устройства вытяжного типа, отличающийся тем, что на стадии пластификации к аморфному полиэтилентерефталату добавляют заданное количество кристаллического полиэтилентерефталата до получения характеристической вязкости более высокого значения, чем характеристическая вязкость аморфного полиэтилентерефталата.
Контейнер для жидкости и крепление для него.
Номер патента: 138
Опубликовано: 29.10.1998
Автор: Мак-Джи Джон В.
МПК: B62J 11/00
Метки: крепление, него, контейнер, жидкости
Формула / Реферат:
1. Комбинация контейнера и кронштейна для крепления указанного контейнера к объекту, включающая: контейнер с донной частью и боковыми стенками, соединенными с донной частью, при этом донная часть и боковые стенки определяют внутреннее пространство, и указанная донная часть включает первую полость, вогнутую по отношению к внутреннему пространству и соединенную с боковыми стенками, и вторую полость, представляющую из себя канал и расположенную по...
Предыдущий патент: Контейнер и способ его изготовления
Следующий патент: Сжимаемый контейнер для текучих сред
Случайный патент: Лифтер в сборе для барабанной мельницы и способ его модернизации