Устройство для изготовления ковкой цельной заготовки и способ изготовления кованой шестерни(варианты)

Формула / Реферат
1. Устройство для изготовления ковкой цельной заготовки (16), имеющей головную часть (16А) и хвостовую часть (98) для получения кованой шестерни (90), имеющей головную часть (92) со сложной конфигурацией, содержащее
a) первую матрицу (22, 122) и вторую матрицу (80, 180), отличающееся тем, что первая и вторая матрицы (22, 122, 80, 180) выполнены с возможностью перемещения относительно друг друга, причем первая матрица (22, 122) имеет зубчатую матрицу (26, 126) с негативной выемкой (27, 127) в ней, соответствующую головной части (92) со сложной конфигурацией для ковки головной части (16А); и
b) имеется осевой ограничительный элемент (99, 199), расположенный, по меньшей мере, в одной из указанных первой и второй матриц (22, 122, 80, 180) и имеющий конфигурацию, способствующую ограничению осевого движения кованой шестерни и извлечению головной части (92) со сложной конфигурацией из негативной выемки (27, 127).
2. Устройство по п.1, отличающееся тем, что ограничительный элемент (99, 199) имеет конфигурацию, допускающую радиальное перемещение кованой шестерни (90), когда первая матрица (22, 122) перемещается от второй матрицы (80, 180).
3. Устройство по п.2, отличающееся тем, что вторая матрица (80, 180) содержит матрицу (82) для хвостовика, имеющую внутреннюю поверхность (85), матрица (82) для хвостовика имеет конфигурацию, соответствующую хвостовой части (98) цельной заготовки (16), которая имеет поверхность (98А), а осевой ограничительный элемент (99, 199) содержит структуру (85, 99), имеющую конфигурацию, обеспечивающую осевое сопротивление между поверхностью (98А) хвостовой части (98) и внутренней поверхностью (85).
4. Устройство по п.3, отличающееся тем, что ограничительный элемент (99) имеет удерживающий пояс (89) с углублением, сформированным на внутренней поверхности (85) для формирования утолщения (98В) хвостовика на поверхности (98А) его части (98).
5. Устройство по п.4, отличающееся тем, что углубление сформировано так, что оно простирается, по существу, вокруг всей периферии внутренней поверхности (85).
6. Устройство по п.4, отличающееся тем, что удерживающий пояс (89) содержит, по меньшей мере, два углубления, сформированных на внутренней поверхности (85).
7. Устройство по п.4, отличающееся тем, что углубление (89) имеет глубину приблизительно от 0,254 до 0,508 мм.
8. Устройство по п.4, отличающееся тем, что матрица (82) для хвостовика содержит множество частей (86, 87 и 88), каждая из которых имеет разный рабочий наружный диаметр, и удерживающий пояс (89) расположен в части (86) с наибольшим наружным рабочим диаметром.
9. Устройство по п.4, отличающееся тем, что оно дополнительно содержит средство (86) для удаления расширения (98В) хвостовика.
10. Устройство по п.1, отличающееся тем, что ограничительный элемент (199) расположен в первой матрице (22).
11. Устройство по п.10, отличающееся тем, что первая матрица (22, 122) содержит зубчатую матрицу (26, 126), имеющую просверленное отверстие (129), через которое проходит поток (150) для поддержания упора преимущественно в головную часть (92) со сложной конфигурацией, когда зубчатая матрица (126) перемещается от второй матрицы (180).
12. Устройство по п.1, отличающееся тем, что ограничительный элемент (99, 199) расположен в первой и второй матрицах (22 и 80).
13. Способ изготовления кованой шестерни (90), имеющей головную часть (92) со сложной конфигурацией и хвостовую часть (98), из цельной заготовки (16), содержащий следующие операции:
a) подготовку пресса (20, 120) и отличающийся комбинацией
b) ковки головной части (16А) из цельной заготовки (16) при помощи указанного пресса (20, 120) с получением сложной конфигурации (92);
c) ограничения осевого перемещения кованой шестерни (90); и
d) извлечения кованой головной части (92) из пресса (20, 120).
14. Способ по п.13, отличающийся тем, что он дополнительно содержит операцию ограничения осевого движения кованой шестерни (90) с возможностью радиального перемещения кованой шестерни (90).
15. Способ по п.13, отличающейся тем, что он дополнительно содержит следующие операции:
e) подготовки пресса (20, 120), имеющего первую матрицу (22, 122) и вторую матрицу (80, 180); и
f) приложения сопротивления к хвостовой части (98) кованой шестерни (90) для ограничения осевого перемещения кованой шестерни (90) с возможностью радиального перемещения кованой шестерни (90).
16. Способ по п.14, отличающийся тем, что он содержит следующие операции:
e) подготовки пресса (20, 120), имеющего первую матрицу (22, 122) и вторую матрицу (80, 180), причем первая матрица (22, 122) включает зубчатую матрицу (26, 126) с просверленным отверстием (129) и шток (150), который может проходить с избирательным скольжением через отверстие (129);
f) упора штока (150) в головную часть (92) кованой шестерни (90); и
g) перемещения зубчатой матрицы (126) от кованой шестерни (90) относительно второй матрицы (80, 180).
17. Способ изготовления кованой шестерни (90), имеющей головную часть (92) со сложной конфигурацией и хвостовую часть (98), из цельной заготовки (16), содержащий следующие операции:
a) подготовки штампа (20, 120), имеющего первую матрицу (22, 122) и вторую матрицу (80, 180) и отличающегося комбинацией указанной первой матрицы (80, 180), имеющей матрицу (82) для хвостовика, с удерживающим поясом (89), выполненным во внутренней поверхности (85) матрицы (82) для хвостовика;
b) ковки головной части (92) со сложной конфигурацией заготовки (16) при помощи штампа (20, 120);
c) ковки с расширением хвостовой части (98) в удерживающем поясе (89); и
d) извлечения головной части (92) со сложной конфигурацией из штампа (20, 120).
18. Способ по п.17, отличающийся тем, что он содержит операцию, по существу, ограничения осевого движения кованой шестерни (90) с возможностью радиального перемещения кованой шестерни (90).
19. Способ по п.17, отличающийся тем, что он содержит операцию извлечения кованой шестерни (90) из второй матрицы (80, 180).
20. Способ по п.17, отличающийся тем, что он содержит операцию удаления расширения (98) с части (98В) хвостовика

Текст
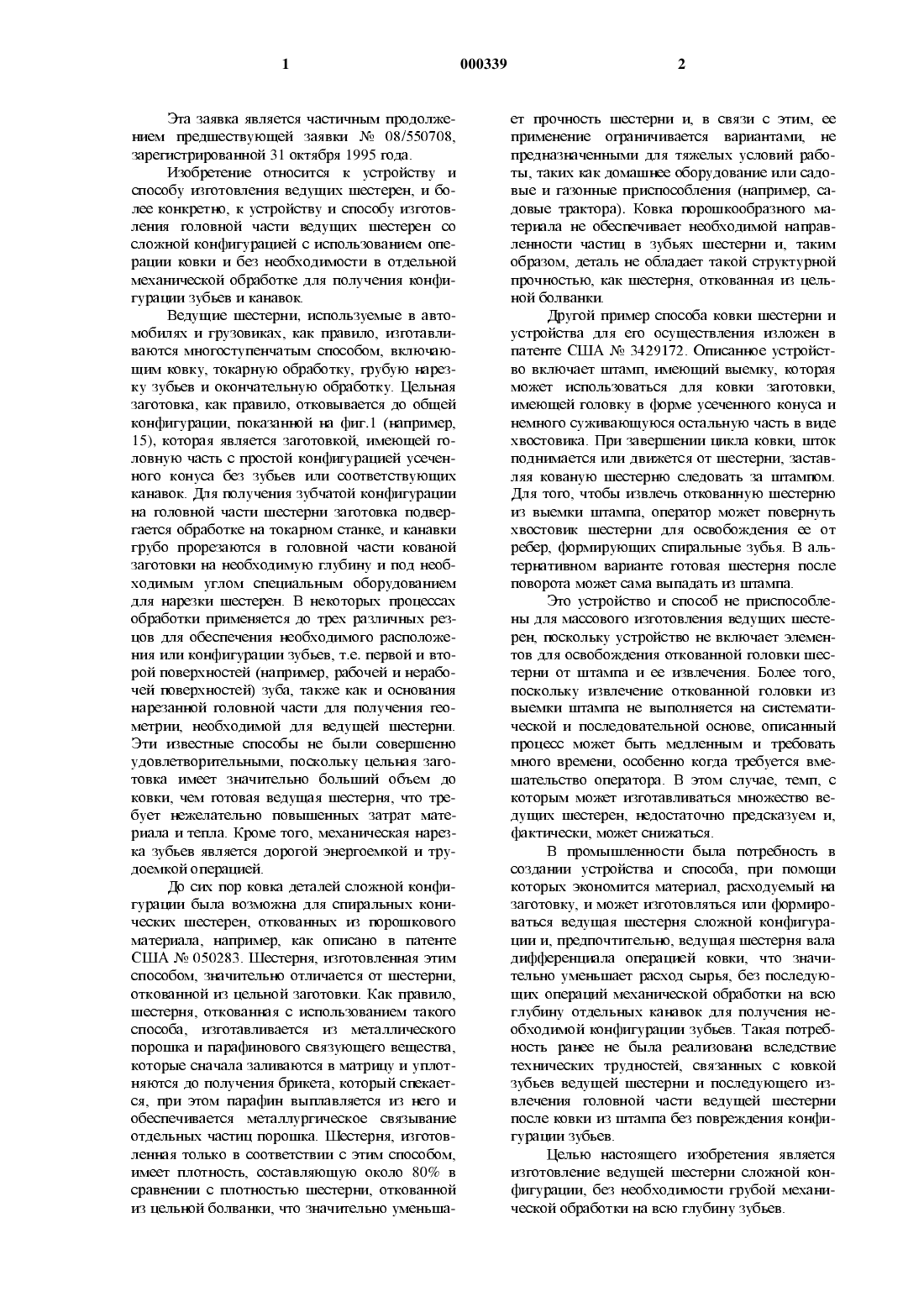
Эта заявка является частичным продолжением предшествующей заявки Мг 08/550708,зарегистрированной 31 октября 1995 года.Изобретение относится к устройству и способу изготовления ведущих шестерен, и более конкретно, к устройству и способу изготовления головной части ведущих шестерен со сложной конфигурацией с использованием операции ковки и без необходимости в отдельной механической обработке для получения конфигурации зубьев и канавок.Ведущие шестерни, используемые в автомобилях и грузовиках, как правило, изготавливаются многоступенчатым способом, включающим ковку, токарную обработку, грубую нарезку зубьев и окончательную обработку. Цельная заготовка, как правило, отковывается до общей конфигурации, показанной на фиг.1 (например,15), которая является заготовкой, имеющей головную часть с простой конфигурацией усеченного конуса без зубьев или соответствующих канавок. Для получения зубчатой конфигурации на головной части шестерни заготовка подвергается обработке на токарном станке, и канавки грубо прорезаются в головной части кованой заготовки на необходимую глубину и под необХОДИМЫМ УГЛОМ СПСЦИЗЛЬНЬПМ ОбОРУДОВЗНИСМ для нарезки шестерен. В некоторых процессах обработки применяется до трех различных резцов для обеспечения необходимого расположения или конфигурации зубьев, т.е. первой и второй поверхностей (например, рабочей и нерабочей поверхностей) зуба, также как и основания нарезанной головной части для получения геометрии, необходимой для ведущей шестерни. Эти известные способы не были совершенно удовлетворительными, поскольку цельная заготовка имеет значительно больший объем до КОВКИ, ЧСМ ГОТОВЗЯ ВСДУЩЗЯ ШССТСрНЯ, ЧТО требует нежелательно повышенных затрат материала и тепла. Кроме того, механическая нарезка зубьев является дорогой энергоемкой и трудоемкой операцией.До сих пор ковка деталей сложной конфигурации была возможна для спиральных кониЧССКИХ ШССТСрСН, ОТКОВЗЪШЫХ ИЗ ПОрОШКОВОГО материала, например, как описано в патенте США Мг 050283. Шестерня, изготовленная этим способом, значительно отличается от шестерни,откованной из цельной заготовки. Как правило,шестерня, откованная с использованием такого способа, изготавливается из металлического порошка и парафинового связующего вещества,которые сначала заливаются в матрицу и уплотняются до получения брикета, который спекается, при этом парафин выплавляется из него и обеспечивается металлургическое связывание ОТДСЛЬНЫХ ЧЗСТИЦ порошка. ШССТСрНЯ, ИЗГОТОВленная только в соответствии с этим способом,имеет плотность, составляющую около 80% в сравнении С ПЛОТНОСТЬЮ ШССТСрНИ, ОТКОВЗЪШОЙ из цельной болванки, что значительно уменьша 000339ет прочность шестерни и, в связи с этим, ее ПрИМСНСНИС ограничивается вариантами, не предназначенными для тяжелых условий работы, таких как домашнее оборудование или садовые и газонные приспособления (например, садовые трактора). Ковка порошкообразного материала не обеспечивает необходимой направленности часттщ в зубьях шестерни и, таким образом, деталь не обладает такой структурной прочностью, как шестерня, откованная из цельной болванки.Другой пршиер способа ковки шестерни и устройства для его осуществления изложен в патенте США Мг 3429172. Описанное устройство включает штамп, Шиеющий выемку, которая может использоваться для ковки заготовки,тлмеющей головку в форме усеченного конуса и немного суживающуюся остальную часть в виде хвостовика. При завершет-Ши цикла ковки, шток ПОДНИМЗСТСЯ ИЛИ ДВИЖСТСЯ ОТ ШССТСрНИ, ЗЗСТЗВляя кованую шестерню следовать за штампом. Для того, чтобы извлечь откованную шестерню из выемки штампа, оператор может повернуть хвостовик шестерни для освобождения ее от ребер, формирующих спиральные зубья. В альтернативном варианте готовая шестерня после поворота МОЖСТ сама выпадать ИЗ штампа.Это устройство и способ не приспособлены для массового изготовления ведущих шестерен, поскольку устройство не включает элементов для освобождения отковаъшой головки шестерни от штампа и ее извлечения. Более того,поскольку извлечение откованной головки из ВЫСМКИ штампа не ВЫПОЛНЯСТСЯ на СИСТСМЗТИческой и последовательной основе, описанный процесс может быть медленным и требовать много времени, особенно когда требуется вмешательство оператора. В этом случае, темп, с КОТОрЫМ МОЖСТ ИЗГОТЗВЛИВЗТЬСЯ МНОЖССТВО ВСдущих шестерен, недостаточно предсказуем и,фактически, может снижаться.В промышленности была потребность в создании устройства и способа, при помощи которых экономится материал, расходуемый на заготовку, и может изготовляться или формироваться ведущая шестерня сложной конфигураЦИИ И, ПрСДПОЧТИТСЛЬНО, ведущая ШССТСрНЯ вала дифференциала операцией ковки, что значительно уменьшает расход сырья, без последующих операций механической обработки на всю ОТДСЛЬНЪ 1 Х канавок ДЛЯ ПОЛУЧСНИЯ НСобходимой конфигурации зубьев. Такая потребность ранее не была реализована вследствие технических трудностей, связанных с ковкой зубьев ведущей шестерни и последующего извлечения головной части ведущей шестерни после ковки из штампа без повреждения конфигурации зубьев.Целью настоящего изобретения является изготовление ведущей шестерни сложной конфигурации, без необходимости грубой механической обработки на всю глубину зубьев.Другой целью настоящего изобретения является получегше ведущей шестерни сложной конфигурации с использованием существующих прессов.Еще одной целью настоящего изобретения является уменьшение затрат материала и энергии при изготовлеъши ведущей шестерни.Еще одной целью настоящего изобретения является получение ведущей шестерни, откованной с высокой точностью силами сжатия.Еще одной целью настоящего изобретения является создание устройства и способа изготовления ведущей шестерни сложной конфигурации, которые направлены на устранение укаЗЗННЫХ ВЫШС НСДОСТЗТКОВ В ТСХНИКС КОВКИ.Дополнительные цели, преимущества и другие признаки настоящего изобретения будут изложены далее И станут очевидными для специалистов в даниой области техники или могут быть выявлены при реализации изобретения. Для достижения указанных и других целей и в соответствии с замыслом, настоящее изобретение содержит пресс или штамп для ковки ведущей шестерни с головной частью сложной конфигурации из цельной заготовки и включает первый или верхний Штамп, имеющий негативную выемку, соответствующую головной части сложной конфигурации, для ковки головной части. Устройство содержит также осевой ограничительный элемент, предназначенный для обеспечения извлечения откованной шестерни ИЗ НСГЗТИВНОЙ ВЫСМКИ ПОСЛС КОВКИ.В одном варианте вьшолнения изобретения, осевой ограничительный элемент может применяться во второй или нижней матрице, и внутренняя поверхность матрт/Щы для хвостовика ШССТСрНИ И ПОВСрХНОСТЬ ХВОСТОВИКЗ ИМСЮТ конфигурацию, обеспечивающую достаточное сопротивление и/или поверхностное трение для содействия ограничению существенного осевого перемещения откованной шестерни, одновременно допуская вращение откованной шестерни так, что откованная головная часть сама освобождается от выемки первой или верхней матрицы. Предпочтительно, на внутренней поВСрХНОСТИ матрицы ДЛЯ ХВОСТОВИКЗ МОЖСТ ПрИменяться удерживающий пояс, например, одна ИЛИ бОЛСС ВЫСМОК, И материал МОЖСТ ВДЗВЛИваться в выемку, формируя выступ на поверхности хвостовика при ковке головной части. ВЬ 1 емка может проходить, в зависимости от необходимости, либо по всей периферии внутренней поверхности, либо по ее части. Получениый выступ на хвостовой части, выступающей в матрицу для хвостовика приблизительно на 2,54-5,О 8 мм, может обеспечивать достаточное сопротивление и/или поверхностное трение для содействия ограничению или предотвращению заметного осевого перемещения шестерни, в то же время, допуская радиальное перемещение шестерни, способствующее извлечению откованной головной части из негативной выемки.В другом варианте выполнения изобретения осевой ограничительный элемент может располагаться в первой или верхней матрице. Зубчатая выемка может иметь высверленное отверстие и принимаемый в него с возможностью скольжения стержень может избирательно выдвигаться из высверленного отверстия для поддержания упора в откованную головную часть, когда зубчатая выемка первой или верхней матрицы движется от второй или нижней матрицы, таким образом предотвращая заметное осевое перемещение и одновременно допуская вращательное или радиальное перемещение откованной шестерни, способствующее извлечению откованной шестерни из негативной вь 1 емКИ.На практике для ковки головной части цельной заготовки с целью получения детали сложной конфигурации может применяться пресс или штамп. При ковке головной части на хвостовой части откованной шестерни может формироваться осевой ограничительный элемент. Для извлечения откованной головной части из пресса без получения зазубрины при повреждении откованной головной части, осевое движение откованной шестерни ограничивается,при этом допускается радиальное или вращательное перемещение откованной шестерни. В одном варианте выполнения изобретения, сопротивление и/или поверхностное трение между хвостовой частью откованной шестерни и внутренней поверхностью матрицы для хвостовика,по существу, ограничивает осевое перемещение,одновременно допуская вращательное или радиальное перемещение. Когда на хвостовой части формируется выступ, он, предпочтительно,может удаляться с хвостовой части, когда она вытолкнута или другим способом извлечена из матрицы для хвостовика.В другом варианте выполнения изобретения, пресс или штамп включает первую матрицу, включающую зубчатую матрицу, имеющую высверленное отверстие, и шток, избирательно ВЬЩВИГЗСМЫЙ СО СКОЛЬЖСНИСМ ИЗ ВЫСВСРЛСННОГО отверстия для упора в головную часть. После того, как ковка завершена, зубчатая матрица движется от откованной шестерни относительно второй матрицы, причем шток остается в контакте или сцеплении с головной частью для ограничения или другим образом предотвращения осевого перемещения откованной шестерни,одновременно допуская радиальное перемещеьлие.Хотя описание включает формулу изобретения, описывающую и определяющую объем защиты изобретения, оно будет лучше понято из следующего описания в сочетании с приложенНЪ 1 МИ ЧСрТСЯЩМИ, на КОТОРЫХ:на фиг.1 изображен вид в перспективе откованной ведущей шестерни согласно предшествующему уровню технши;на фиг.2 - Частичный вид в разрезе пресса,ВКТПОЧЗЮЩСГО ОДИН вариант ВЫПОЛНСНИЯ УСТройства и способа, согласно изобретению, в котором левая сторона иллюстрирует пресс в закрытом положении, и правая сторона иллюстрирует пресс в открытом положении;на фиг.3 - вид снизу зубчатой матрицы,имеющей выемку со сложной конфигурацией шестерни;на фит.4 А - вид в перспективе одного варианта выполнения изобретения для получения кованой ведущей шестерни сложной конфигурации;на фиг.4 В - вид в перспективе второго варианта выполнения изобретения для получения кованой ведущей шестерни сложной конфигурации;на фиг.5 - частичный вид сечения штампа,представляющий альтернативный вариант изобретения, в котором с левой стороны показан штамп в закрытом положении, и с правой сторОНЫ - В ОТКРЫТОМ ПОЛОЖСНИИ; Ина фиг.6 - вид в перспективе болванки,ИМСЮЩСЙ ОТКОВЗННУЮ ХВОСТОВУЪО часть, И не откованную головную часть.Теперь в деталях будут делаться ссылки на ЧСрТСЯСИ, на КОТОРЫХ ОДИНЗКОВЫС ЗЛСМСНТЫ ИМСЮТ ОДИНЗКОВЫС ИЛИ ССЫЛОЧНЫС ПОЗИЦИИ. На фиг. 2 показан в целом вид в перспективе штампа или пресса, обозначенного цифрой 20, который может представлять собой любой тип пресса ИЛИ ШТЗМПЗ, ИЗВССТНЫЙ В ПрОМЫШЛСННОСТИ И используемьцй для выполнения операций ковки,например, механический, паровой, пневматический или гидравлический пресс, способный создавать достаточное усилие (например, приблизительно от 500 до 3000 т или приблизительно от 4,510 Н до 2,7107 Н) к заготовке за один цикл в зависимости от размеров детали. Штамп 20 включает верхнюю или первую матрицу 22 и нижнюю или вторую матрицу 80, которые в настоящем изобретении применяются вместе в ходе операции закрытой штамповой ковки. Первая матрица 22 характерна применением зубчатой матрицы 26, показанной на фиг. 2, которая может центрироваться относительно центральной оси 91 и может иметь множество сегментов зубьев 28 и негативную выемку 27 (также см. фиг.3) и которая может отковывать необходимую сложную конфигурацию головной части 92 шестерни 90, например, ведущей шестерни, и,предпочтительно, ведущей Шестерни вала дифференциала, имеющей конфигурацию зубьев,которая может быть сгшральной и может включать множество параллельных друг другу зубьевТрафаретная матрица 30 показана расположенной над зубчатой матрицей 26 и может также устанавливаться по центру относительно центральной оси 91 для обеспечения штамповки на верхней поверхности 95 головной части 92 шестерни 90, различных клейм, например, бук 000339венной/цифровой информацией или рисунков. Предпочтительно, в центре трафаретной матрицы 30 может применяться ведущий выступ или центральный выступ 31 для ковки выемки или центральной выемки 96, которая может располагаться в центре головной части 92. Центральная выемка 96 может использоваться при дальнейших операциях механической обработки или, согласно изобретению, для облегчения извлечения головной части (например, 192) из зубчатой матрицы (например, 126), как будет описано ниже более подробно.отцентрированная опорная матрица 32 может располагаться над трафаретной матртщей 30 и может содействовать трафаретной матрице 30 в ковке центральной выемки 96 и/или необходшиого клейма на верхней поверхности 95 головной части 92. Первая матрица 22 может также снабжаться направляющей 34, зафиксированной вдоль центральной оси 91, которая в целом центрирует верхние инструменты (например, трафаретную матрицу 30, опорную матрицу 32 и зубчатую матрицу 26) в матричной обойме 40. Матричная обойма 40 может быть кольцевой опорой, которая, по существу,окружает зубчатую матрицу 26, трафаретную матрицу 30 и опорную матрицу 32 и обеспечивает жесткую фиксацию или крепление этих элементов с необходимой ориентацией и в необходимом положении. Одна или более головок 42 могут применяться для удерживания матричной обоймы 40 на месте, и могут жестко крепиться к матричной колодке 44 соединительным элементом, например, шурупом или болтом 43,например, в высверленное отверстие 42 А в головке 42 и в высверленное отверстие 44 А в матричной колодке 44. Верхняя поверхность 40 А матричной обоймы 40 должна располагаться,преимущественно, на одном уровне с нижней поверхностью 44 В матричной колодки 44 таким образом, чтобы зубчатая матрица 26, трафаретная матрица 30, опорная матрица 32 и направляющая 34 оставались жестко закрепленными на МССТС И, ПрСДПОЧТИГСЛЬНО, не МОГЛИ вращаться или иным образом перемещаться относительно друг друга в течение цикла ковки, показанного стрелкой А. При необходимости, в устройстве согласно изобретению могут примеНЯТЬСЯ ДрУГИС ИЗВССТНЫС В ПрОМЫШЛСННОСТИ УЗЛЫ И ТСХНИЧССКИС ПрИСМЫ ДЛЯ центрирования и/или фиксации верхних инструментов (например, трафаретной матртщы 30, опорной матрицы 32 и зубчатой матрицы 26).Предпочтительно, зубчатая матрица 26 и трафаретная матртща 30 могут извлекаться и заменяться другой зубчатой матрицей (например, 26) или трафаретной матрицей (например,30), имеющими зубья другой конфигурации и шага, другое клеймо или не имеющими центрального выступа 31. Гибкость смены зубчатой матрицы и трафаретной матрицы (например, 26 и 30) дает возможность отковывать шестерни сразличными размерами, конфигурациями и шагом зубьев одним штампом 20 простым и экономичным способом.Вторая матрица 80 включает матрицу 82 для хвостовика, имеющую выемку 84 с формой,соответствующей форме хвостовой части 98 заготовки, показанной на фиг.6. Хотя ълижеследующее описание предполагает то, что хвостовая часть 98 отковывается до ковки головной части 92, настоящее изобретение также предполагает, что головная часть 92 может отковЬ 1 ваться до ковки хвостовой части 98.Матррща 82 для хвостовика имеет конфигурацию, допускающую избирательное перемещение хвостовой части 98 для облегчения извлечения головной части 92 из зубчатой матрицы 26 при обратном ходе, или когда первая матрица 22 перемещается от головной части 92, как показано стрелкой В на фиг.2. Матрица 82 для хвостовика может иметь множество секций С различными ДИЗМСТрЗМИ, ПрИМСрОМ ЧСГО ЯВляются первая часть 86, вторая часть 87 и третья часть 88 внутренней поверхности 85 на фиг.2,которые имеют разные рабочие диаметры и, в целом, имеют конфигурацию, которая соответствует форме хвостовой части 98 заготовки 16 и способствует ее поддержке, а также способствует регулированию давления, которое может прикладываться к хвостовой части 98. Тршичный диапазон изменения диаметра или переходный участок 81 между частями (например, между первой частью 86 и второй частью 87) довольно резко или четко выражен (т.е. не плавный) и также имеет форму, обеспечивающую удерживание уже или ранее откованной хвостовой части 98. В альтернативном варианте, матрица 82 для хвостовика может иметь, в целом,цилиндрическую форму, что предпочтительно,если хвостовая часть 98 еще не откована.В рамках настоящего изобретения возможно осуществление способа ковки зубьев сложной конфигурации или расположения зубьев на шестерне, и в особенности на ведущих ШССТСрНЯХ СО спиральными УГЛЗМИ. ОТКОВЗННЫС в головной части 92 между зубьями 93 канавки МОГУТ ПОЗВОЛЯТ]: ИЛИ ДЗВЗТЬ ВОЗМОЯСНОСТЬ ПСрВОЙ матрице 22 входить в контакт или другим образом касаться второй матррщы 80, вызывая повреждение или даже выход из строя первой и/или второй матриц 22 и 80. Для предотвращения или устранения контакта между первой и второй матрицами 22 и 80, соответственно, при ходе ковки, верхняя поверхность 83 А матрицы 82 для хвостовика может включать вырез 83 А,расположенный вокруг наружной части верхней поверхности 83, который содействует формированию кольцевого выступа или фланца 94 вокруг нижней части головной части 92 во время ковки, как показано на фиг.4 В.Как показано на фиг.2, в соответствии с изобретением, применен осевой ограничительный элемент 99 для облегчения извлечения от 000339кованной головной части 92 из выемки 27 зубчатой матрицы 26. В одном варианте вЬ 1 полнения изобретения может обеспечиваться достаточное сопротивление и/или поверхностное трение между поверхностью 98 А хвостовой части 98 и внутренней поверхностью 85 матрицы 82 для ствола, при этом осевое движение откованной шестерни 90 может существенно ограничиваться, и одновременно откованная шестерня 90 может вращаться или перемещаться в радиальном направлении так, что зубья 93, в ЦСЛОМ, НЗЧИНШОТ ВЬЦЗИНЧИВЗТЬСЯ ИЛИ ДруГИМ способом отсоединяются от зубчатой матрицы 26, таким образом позволяя головной части 92 выходить из зацепления или извлекаться из вЬ 1 емки 27 без заусенцев или какого-либо другого повреждения зубьев 93. Сопротивление, создаВЗСМОС ПрИ ЭТОМ ДОЛЯСНО бЫТЬ ДОСТЗТОЧНЫМ ДЛЯ того, чтобы хвостовая часть 98 не извлекалась(например, не поднималась) из выемки 84 для хвостовша, когда первая и вторая матрицы (22 и 80) отделяются друг от друга (см. стрелку В).Предпочтительный вариант выполнения осевого ограничительного элемента 99, согласно изобретению, включает один или более удерживающих поясов 89 или другие подходящие средства или конфигурации, которые могут применяться на внутренней поверхности 85 или вдоль нее, преимущественно предотвращающие или ограничивающие осевое перемещение откованной шестерни 90 после того, как головная часть 92 откована, и когда первая матрица 22 убирается или каким-либо другим образом отводится от второй матрицы 80. Тем не менее,удерживающий пояс 89 допускает радиальное или вращательное перемещение откованной шестерни 90, когда первую матрицу 22 убирают. Удерживающий пояс 89 может быть вь 1 емкой или другим подходящим углублением, зубцом, углубленной или неровной частью в/на внутренней поверхности 85, расположенной вокруг части внутренней поверхности 85, или может простираться, предпочтительно, на 360 вокруг внутренней поверхности 85. В альтернативном варианте удерживающий пояс 89 может включать множество подходящих углублений(не показаны), вьшолненных на внутренней поверхности 85 . Требуется только, чтобы удерживающий пояс 89 был достаточно глубоким и/или широким настолько, чтобы полученное расширение 98 В на части 98 хвостовика содействовало обеспечению достаточного сопротивления и/или поверхностного трения между частью 98 хвостовика и внутренней поверхностью 85 матрицы 82 для хвостовика. Глубина выемки в матрице 82 для хвостовика, составляющая приблизительно от 0,254 до 0,508 мм, и длина (или ширина) вдоль внутренней поверхности 85, составляющая приблизительно от 3,1 до 12,7 мм, может обеспечивать достаточное сопротивление
МПК / Метки
МПК: B21K 1/30
Метки: изготовления, заготовки, устройство, цельной, шестерни(варианты, способ, кованой, ковкой
Код ссылки
<a href="https://eas.patents.su/10-339-ustrojjstvo-dlya-izgotovleniya-kovkojj-celnojj-zagotovki-i-sposob-izgotovleniya-kovanojj-shesternivarianty.html" rel="bookmark" title="База патентов Евразийского Союза">Устройство для изготовления ковкой цельной заготовки и способ изготовления кованой шестерни(варианты)</a>
Способ изготовления литьевой заготовки в вакуумной камере и устройство для осуществления этого способа.
Номер патента: 40
Опубликовано: 26.02.1998
Авторы: Контер Максим Лианович, Кац Эдуард Лейбович, Лубенец Владимир Платонович, Реслер Йоахим
МПК: B22D 27/04
Метки: этого, способ, литьевой, изготовления, осуществления, заготовки, вакуумной, способа, устройство, камере
Формула / Реферат:
1. Способ изготовления литьевой заготовки в вакуумной камере (2) путем подачи жидкого сплава в литейную форму и перемещения вместе с нею из нагреваемой камеры в охлаждающую камеру, где сплав направленно затвердевает, причем нагреваемая камера отделена от охлаждающей камеры экраном, в котором выполнено отверстие, отличающийся тем, что литейную форму под экраном (3) дополнительно охлаждают снаружи потоком газа. 2. Способ по п.1, отличающийся тем,...
Способ изготовления формовочной заготовки
Номер патента: 78
Опубликовано: 25.06.1998
Авторы: Кода Хидеаки, Накадзима Хисаси
МПК: B29C 45/00
Метки: заготовки, формовочной, способ, изготовления
Формула / Реферат:
Способ изготовления формовочой заготовки, включающий стадии пластификации полиэтилентерефталата и инжекционной формовки заготовки с помощью устройства вытяжного типа, отличающийся тем, что на стадии пластификации к аморфному полиэтилентерефталату добавляют заданное количество кристаллического полиэтилентерефталата до получения характеристической вязкости более высокого значения, чем характеристическая вязкость аморфного полиэтилентерефталата.
Способ ломки материалов на заготовки и устройство для его осуществления.
Номер патента: 265
Опубликовано: 25.02.1999
Автор: Жалдак Николай Иванович
МПК: B23D 27/06
Метки: ломки, осуществления, способ, заготовки, материалов, устройство
Формула / Реферат:
1. Способ ломки материалов на заготовки, включающий нанесение на материал концентратора напряжений в виде углублений и приложение в его плоскости разрушающей импульсной нагрузки, отличающийся тем, что материал по границе углубления концентратора напряжения сначала сжимают усилием до предела упругости, а в зоне образования углубления концентратора напряжений - до предела пластичности и образования большого волнового сопротивления в пределах...
Способ и устройство для изготовления щетинных изделий и щетинное изделие, изготовленное данным способом (варианты)
Номер патента: 153
Опубликовано: 29.10.1998
Автор: Вайраух Георг
Метки: варианты, щетинных, изготовления, изготовленное, щетинное, изделие, способ, данным, устройство, способом, изделий
Формула / Реферат:
1. Способ изготовления щетинных изделий, состоящих из держателя щетины из упругого материала, по меньшей мере, с одной предпочтительно цилиндрической выемкой для приема пучка щетины, имеющего на своем конце со стороны закрепления соединяющее щетинки утолщение, поперечное сечение которого больше, чем самое узкое поперечное сечение выемки, и которое вставляют под давлением в выемку в держателе щетины с геометрическим замыканием, причем стенку...
Способ и устройство для непрерывного изготовления профильных секций.
Номер патента: 290
Опубликовано: 25.02.1999
Автор: Янссон Марк Ларс
МПК: B29C 47/24
Метки: изготовления, непрерывного, профильных, способ, секций, устройство
Формула / Реферат:
1. Способ для непрерывного изготовления профилированных секций, отличающийся тем, что осуществляют непрерывное нагнетание вещества (3) в виде пластически/термически деформируемого материала через канал (2) прохождением вращающегося штампа (5), служащего в качестве формующего устройства для образования одной или нескольких удлиненных профилированных секций (11, 12), и вдавливанием упомянутого материала (3) в ходе продвижения его в одну или...
Предыдущий патент: Предмет одежды
Следующий патент: Корпус судна с поверхностным эффектом
Случайный патент: Адгезионные фотохромные матричные слои для использования в оптических изделиях