Конструкция типа сэндвич на основе минерального волокна и способ ее изготовления
Формула / Реферат
1. Конструкция типа сэндвич, содержащая прокладку и два облицовочных элемента, между которыми помещается прокладка, причем указанная прокладка формируется из продукта на базе минерального волокна, получаемого способом внутреннего центрифугирования, совмещенного со способом вытягивания указанных волокон потоком газа, нагретого до высокой температуры, отличающаяся тем, что указанные минеральные волокна проходят операцию крепирования.
2. Конструкция по п.1 или 2, отличающаяся тем, что профиль распределения волокон в сечении, в по существу параллельной поверхности облицовочных элементов, является, по существу, V-образным.
3. Конструкция по любому из пп.1-3, отличающаяся тем, что прокладка включает множество прижатых друг к другу пластинок, уложенных вдоль главной оси симметрии облицовочных элементов, причем указанные пластинки состоят из продукта на базе крепированных минеральных волокон.
4. Конструкция по п.4, отличающаяся тем, что V-образный профиль распределения волокон сохраняется по всей ширине пластинок, а острия указанных V-профилей располагаются преимущественно на одной линии.
5. Конструкция по любому из пп.1-4, отличающаяся тем, что плотность указанной конструкции самое большее равна 80 кг/м3, а предпочтительно находится в диапазоне от 50 до 70 кг/м3.
6. Конструкция по любому из пп.1-5, отличающаяся тем, что ее предел прочности при сжатии составляет, как минимум, 60 кПа.
7. Конструкция по любому из пп.1-6, отличающаяся тем, что ее предел прочности на сдвиг составляет, как минимум, 60 кПа.
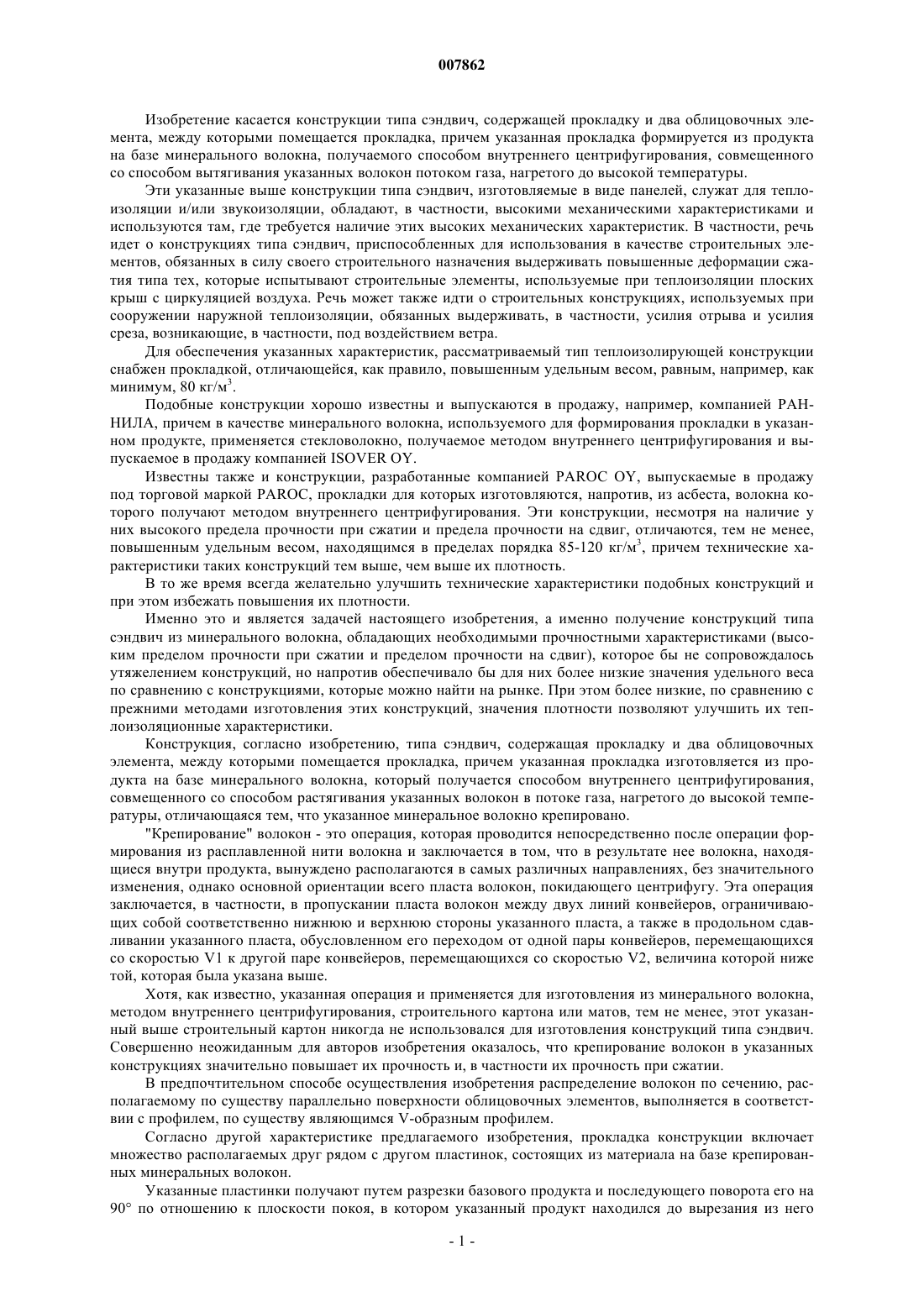
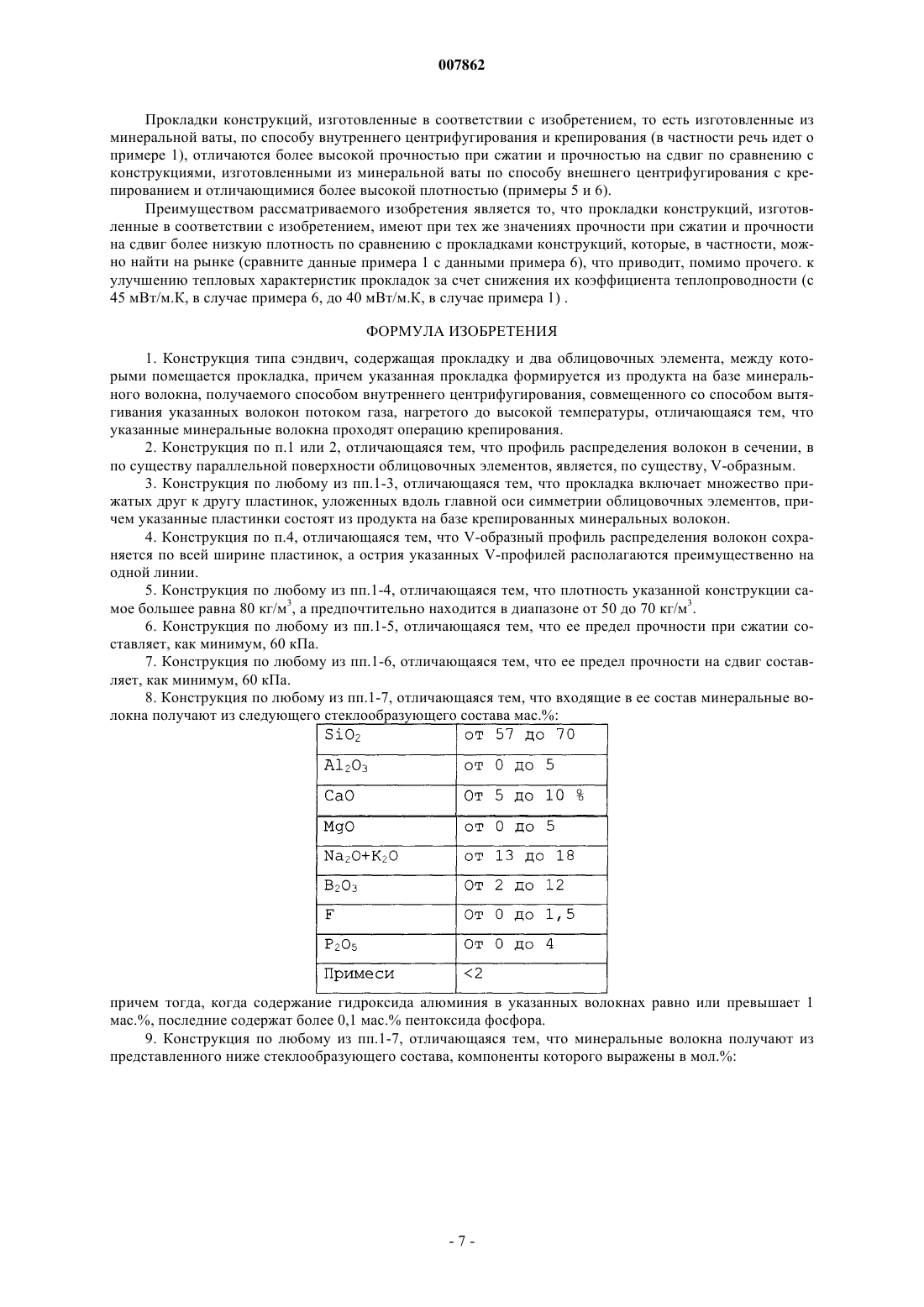
8. Конструкция по любому из пп.1-7, отличающаяся тем, что входящие в ее состав минеральные волокна получают из следующего стеклообразующего состава мас.%:


причем тогда, когда содержание гидроксида алюминия в указанных волокнах равно или превышает 1 мас.%, последние содержат более 0,1 мас.% пентоксида фосфора.
9. Конструкция по любому из пп.1-7, отличающаяся тем, что минеральные волокна получают из представленного ниже стеклообразующего состава, компоненты которого выражены в мол.%:

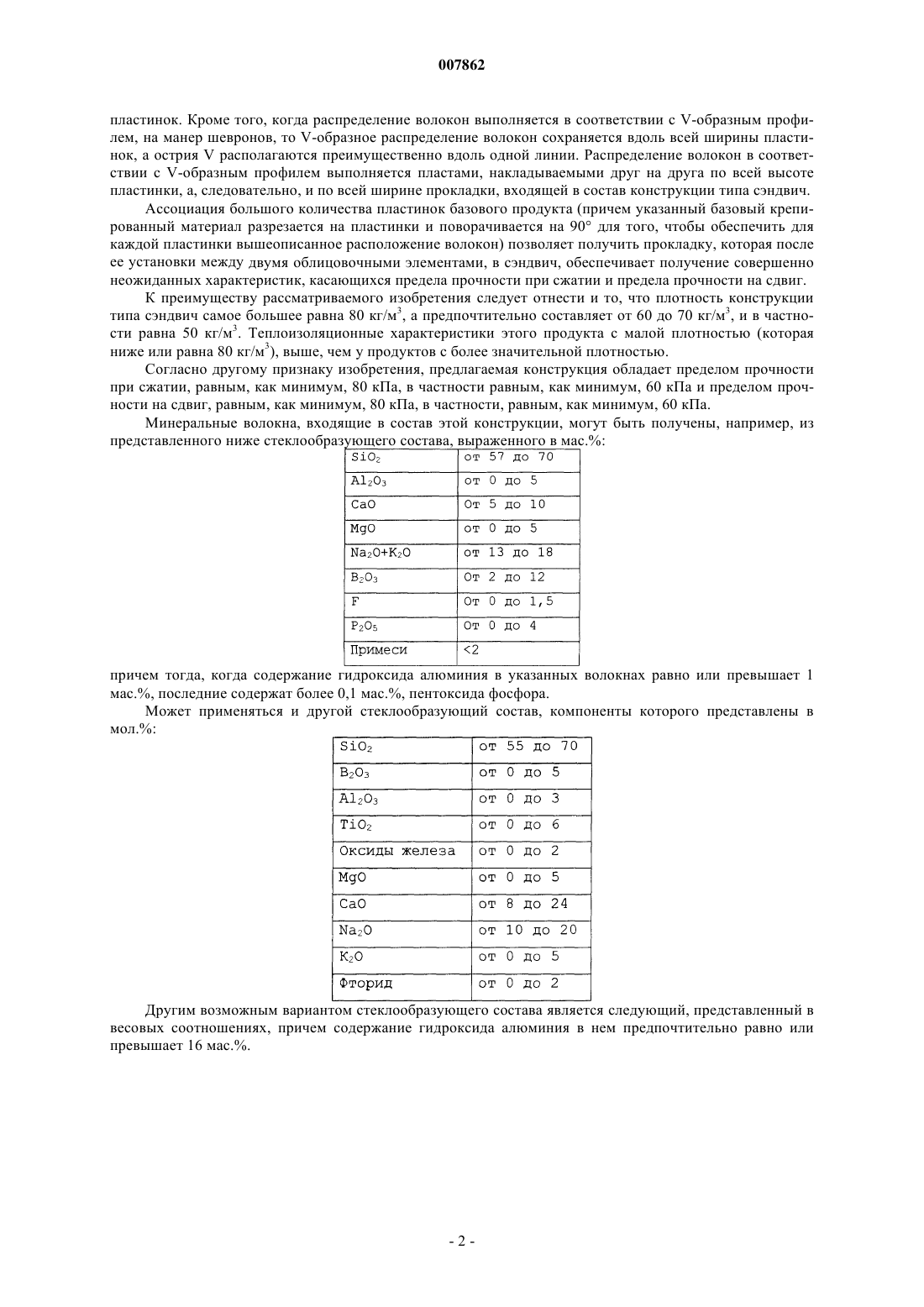
10. Конструкция по любому из пп.1-7, отличающаяся тем, что минеральные волокна получают из представленного ниже стеклообразующего состава, компоненты которого выражены в мас.%, причем содержание гидроксида алюминия в нем предпочтительно равно или превышает 16 мас.%


11. Конструкция типа сэндвич по любому из пп.1-10, отличающаяся тем, что входящие в ее состав облицовочные элементы выполняются из металлического, возможно перфорированного, листа.
12. Конструкция типа сэндвич по любому из пп.1-11, отличающаяся тем, что она может использоваться в качестве теплоизоляционной и/или звукоизоляционной панели, используемой при строительстве крыш, возведении стен или при облицовке фасадов.
13. Способ изготовления конструкции по любому из пп.1-12, отличающийся тем, что он предусматривает
подачу на уровень (Р) продукта на базе минерального волокна, получаемого способом внутреннего центрифугирования,
крепирование указанного продукта,
резку крепированного продукта на пластинки предпочтительно вдоль наиболее протяженного участка крепированного продукта,
поворот указанных пластинок на угол 90ш по отношению к уровню (Р),
укладку пластинок друг рядом с другом и их сборку в пространстве между двух облицовочных элементов.
14. Способ по п.13, отличающийся тем, что волокна продукта крепируют с помощью установки крепирования, имеющей в своем составе по меньшей мере первую пару конвейеров и вторую пару конвейеров, между которыми пропускается продукт для его обжатия в продольном направлении по толщине и которые имеют соответственно скорости V1 и V2, причем соотношение скоростей R=V1/V2 превышает или равно 3, а предпочтительно равно 3,5, а также средства обжатия, обеспечивающие доведение толщины продукта до его конечной величины е, причем отношение Н/е, в котором Н соответствует высоте зазора, существующего между конвейерами второй пары, превышает или равно 1,2, а предпочтительно равно 1,6.
15. Способ строительства по меньшей мере одного изолирующего архитектурного элемента типа панели для крыш, перегородки или элемента облицовки фасадов, отличающийся тем, что указанный изолирующий архитектурный элемент образуется в результате сборки конструкций типа сэндвич, отвечающих любому из пп.1-12.
16. Способ строительства по п.15, отличающийся тем, что указанные конструкции типа сэндвич стыкуются между собой и присоединяются одна к другой за счет взаимного проникновения торцов этих конструкций, что становится возможно благодаря тому, что указанные торцы имеют форму, обеспечивающую взаимное сцепление последних.

Текст
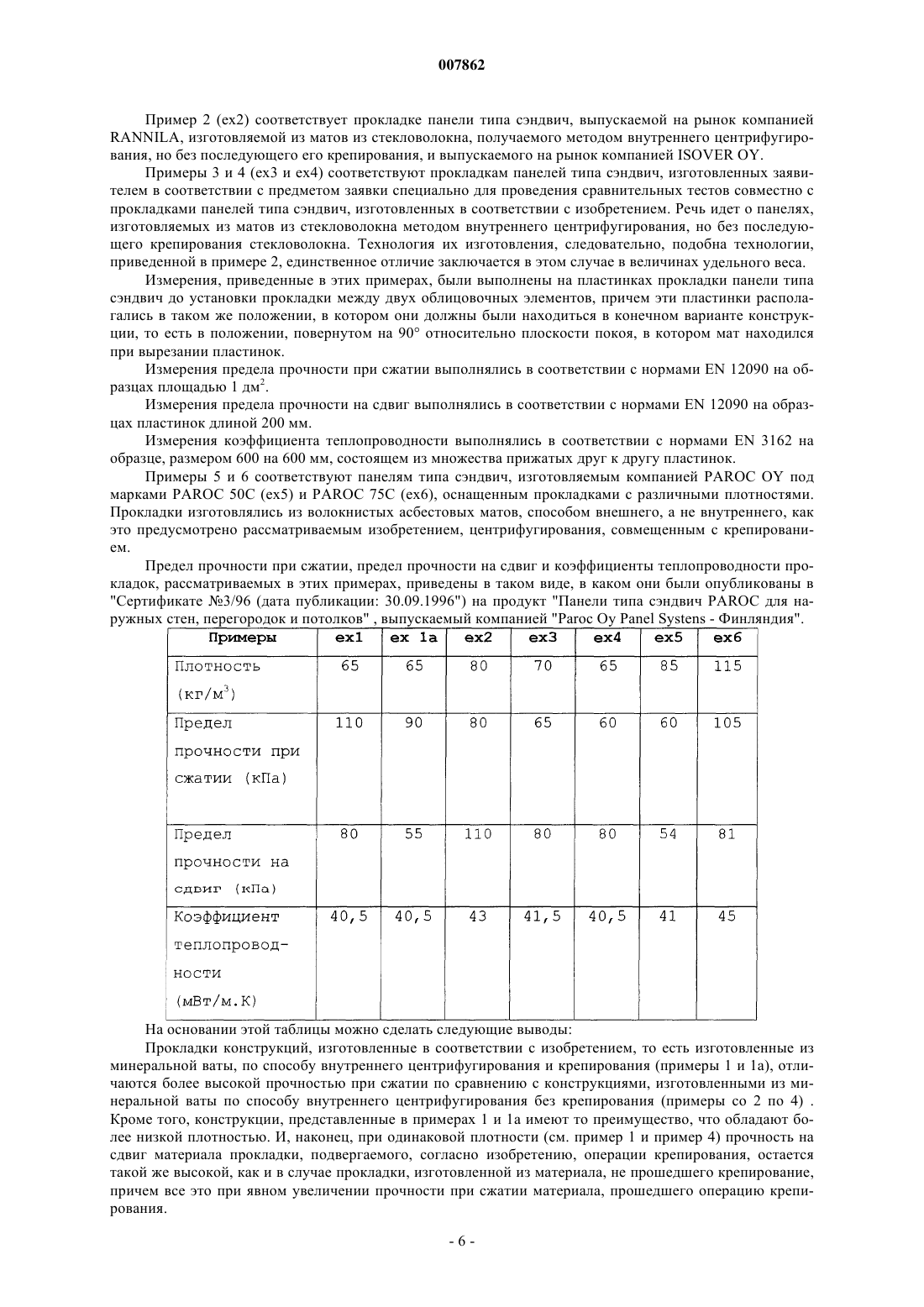
007862 Изобретение касается конструкции типа сэндвич, содержащей прокладку и два облицовочных элемента, между которыми помещается прокладка, причем указанная прокладка формируется из продукта на базе минерального волокна, получаемого способом внутреннего центрифугирования, совмещенного со способом вытягивания указанных волокон потоком газа, нагретого до высокой температуры. Эти указанные выше конструкции типа сэндвич, изготовляемые в виде панелей, служат для теплоизоляции и/или звукоизоляции, обладают, в частности, высокими механическими характеристиками и используются там, где требуется наличие этих высоких механических характеристик. В частности, речь идет о конструкциях типа сэндвич, приспособленных для использования в качестве строительных элементов, обязанных в силу своего строительного назначения выдерживать повышенные деформации сжатия типа тех, которые испытывают строительные элементы, используемые при теплоизоляции плоских крыш с циркуляцией воздуха. Речь может также идти о строительных конструкциях, используемых при сооружении наружной теплоизоляции, обязанных выдерживать, в частности, усилия отрыва и усилия среза, возникающие, в частности, под воздействием ветра. Для обеспечения указанных характеристик, рассматриваемый тип теплоизолирующей конструкции снабжен прокладкой, отличающейся, как правило, повышенным удельным весом, равным, например, как минимум, 80 кг/м 3. Подобные конструкции хорошо известны и выпускаются в продажу, например, компанией РАННИЛА, причем в качестве минерального волокна, используемого для формирования прокладки в указанном продукте, применяется стекловолокно, получаемое методом внутреннего центрифугирования и выпускаемое в продажу компанией ISOVER OY. Известны также и конструкции, разработанные компанией PAROC OY, выпускаемые в продажу под торговой маркой PAROC, прокладки для которых изготовляются, напротив, из асбеста, волокна которого получают методом внутреннего центрифугирования. Эти конструкции, несмотря на наличие у них высокого предела прочности при сжатии и предела прочности на сдвиг, отличаются, тем не менее,повышенным удельным весом, находящимся в пределах порядка 85-120 кг/м 3, причем технические характеристики таких конструкций тем выше, чем выше их плотность. В то же время всегда желательно улучшить технические характеристики подобных конструкций и при этом избежать повышения их плотности. Именно это и является задачей настоящего изобретения, а именно получение конструкций типа сэндвич из минерального волокна, обладающих необходимыми прочностными характеристиками (высоким пределом прочности при сжатии и пределом прочности на сдвиг), которое бы не сопровождалось утяжелением конструкций, но напротив обеспечивало бы для них более низкие значения удельного веса по сравнению с конструкциями, которые можно найти на рынке. При этом более низкие, по сравнению с прежними методами изготовления этих конструкций, значения плотности позволяют улучшить их теплоизоляционные характеристики. Конструкция, согласно изобретению, типа сэндвич, содержащая прокладку и два облицовочных элемента, между которыми помещается прокладка, причем указанная прокладка изготовляется из продукта на базе минерального волокна, который получается способом внутреннего центрифугирования,совмещенного со способом растягивания указанных волокон в потоке газа, нагретого до высокой температуры, отличающаяся тем, что указанное минеральное волокно крепировано."Крепирование" волокон - это операция, которая проводится непосредственно после операции формирования из расплавленной нити волокна и заключается в том, что в результате нее волокна, находящиеся внутри продукта, вынуждено располагаются в самых различных направлениях, без значительного изменения, однако основной ориентации всего пласта волокон, покидающего центрифугу. Эта операция заключается, в частности, в пропускании пласта волокон между двух линий конвейеров, ограничивающих собой соответственно нижнюю и верхнюю стороны указанного пласта, а также в продольном сдавливании указанного пласта, обусловленном его переходом от одной пары конвейеров, перемещающихся со скоростью V1 к другой паре конвейеров, перемещающихся со скоростью V2, величина которой ниже той, которая была указана выше. Хотя, как известно, указанная операция и применяется для изготовления из минерального волокна,методом внутреннего центрифугирования, строительного картона или матов, тем не менее, этот указанный выше строительный картон никогда не использовался для изготовления конструкций типа сэндвич. Совершенно неожиданным для авторов изобретения оказалось, что крепирование волокон в указанных конструкциях значительно повышает их прочность и, в частности их прочность при сжатии. В предпочтительном способе осуществления изобретения распределение волокон по сечению, располагаемому по существу параллельно поверхности облицовочных элементов, выполняется в соответствии с профилем, по существу являющимся V-образным профилем. Согласно другой характеристике предлагаемого изобретения, прокладка конструкции включает множество располагаемых друг рядом с другом пластинок, состоящих из материала на базе крепированных минеральных волокон. Указанные пластинки получают путем разрезки базового продукта и последующего поворота его на 90 по отношению к плоскости покоя, в котором указанный продукт находился до вырезания из него-1 007862 пластинок. Кроме того, когда распределение волокон выполняется в соответствии с V-образным профилем, на манер шевронов, то V-образное распределение волокон сохраняется вдоль всей ширины пластинок, а острия V располагаются преимущественно вдоль одной линии. Распределение волокон в соответствии с V-образным профилем выполняется пластами, накладываемыми друг на друга по всей высоте пластинки, а, следовательно, и по всей ширине прокладки, входящей в состав конструкции типа сэндвич. Ассоциация большого количества пластинок базового продукта (причем указанный базовый крепированный материал разрезается на пластинки и поворачивается на 90 для того, чтобы обеспечить для каждой пластинки вышеописанное расположение волокон) позволяет получить прокладку, которая после ее установки между двумя облицовочными элементами, в сэндвич, обеспечивает получение совершенно неожиданных характеристик, касающихся предела прочности при сжатии и предела прочности на сдвиг. К преимуществу рассматриваемого изобретения следует отнести и то, что плотность конструкции типа сэндвич самое большее равна 80 кг/м 3, а предпочтительно составляет от 60 до 70 кг/м 3, и в частности равна 50 кг/м 3. Теплоизоляционные характеристики этого продукта с малой плотностью (которая ниже или равна 80 кг/м 3), выше, чем у продуктов с более значительной плотностью. Согласно другому признаку изобретения, предлагаемая конструкция обладает пределом прочности при сжатии, равным, как минимум, 80 кПа, в частности равным, как минимум, 60 кПа и пределом прочности на сдвиг, равным, как минимум, 80 кПа, в частности, равным, как минимум, 60 кПа. Минеральные волокна, входящие в состав этой конструкции, могут быть получены, например, из представленного ниже стеклообразующего состава, выраженного в мас.%: причем тогда, когда содержание гидроксида алюминия в указанных волокнах равно или превышает 1 мас.%, последние содержат более 0,1 мас.%, пентоксида фосфора. Может применяться и другой стеклообразующий состав, компоненты которого представлены в мол.%: Другим возможным вариантом стеклообразующего состава является следующий, представленный в весовых соотношениях, причем содержание гидроксида алюминия в нем предпочтительно равно или превышает 16 мас.%. Согласно еще одному другому признаку изобретения облицовочные элементы конструкции сэндвича выполняются из металлического листа, который возможно перфорирован. Толщина указанных элементов меньше одного миллиметра, а предпочтительно находится в пределах от 0,4 до 0,8 мм. К преимуществу рассматриваемого изобретения следует отнести и то, что конструкция типа сэндвич используется в качестве панелей тепло- и/или звукоизоляции, используемых при строительстве крыш, перегородок или фасадов. Кроме того, способ изготовления подобной конструкции отличается тем, что предусматривает подачу на уровень (Р) продукта на базе минерального волокна, получаемого способом внутреннего цетрифугирования,крепирование продукта,резку крепированного продукта на пластинки, причем вырезку указанных пластинок предпочтительно проводить вдоль наиболее протяженного участка крепированного продукта,поворот пластинок на угол 90 по отношению к уровню (Р),укладку пластинок друг рядом с другом и их сборку в пространстве между двух облицовочных элементов. Согласно одному из признаков изобретения, волокна продукта крепируются с помощью установки крепирования, содержащей, как минимум, первую пару и вторую пару конвейеров, между которыми пропускается продукт с целью его сжатия в продольном направлении по толщине и которые имеют соответственно скорости V1 и V2, причем соотношение скоростей R=V1/V2 превышает или равно 3, а предпочтительно равно 3,5, а также средства сжатия, обеспечивающие доведение толщины продукта до его конечной величины "е", причем отношение "Н/е" (где Н соответствует высоте зазора, существующего между конвейерами второй пары) превышает или равно 1,2, а предпочтительно равно 1,6. И, наконец, изобретение имеет отношение к методу строительства, как минимум, одного изолирующего архитектурного элемента, типа панели для крыш, перегородок или элемента облицовки фасадов, отличающийся тем, что указанный изолирующий архитектурный элемент образуется в результате сборки конструкций типа сэндвич, предлагаемых настоящим изобретением. Конструкции типа сэндвич стыкуются между собой и присоединяются одна к другой за счет внедрения торца одной конструкции в торец другой, что становится возможным благодаря тому, что указанные торцы имеют форму, обеспечивающую взаимное сцепление последних. Ниже дается более подробное описание других преимуществ и отличительных признаков настоящего изобретения, причем указанное описание выполнено со ссылкой на прилагаемые фигуры, среди которых фиг. 1 представляет собой частичный вид сбоку конструкции типа сэндвич согласно изобретению; фиг. 2 - частичный вид сверху и в разрезе по линии А-А фиг. 1; фиг. 3- вид сбоку, частичный и в разборе фиг. 1; на фиг. 4 - установка для изготовления конструкции типа сэндвич согласно изобретению; на фиг. 5 - фотография образца продукта на базе минерального крепированного стандартным способом волокна, предназначенного для использования в конструкции типа сэндвич согласно изобретению; на фиг. 6 дана фотография образца продукта, крепированного особым способом и предназначенного для использования в конструкции типа сэндвич согласно изобретению. На фиг. 1 показана теплоизоляционная и/или звукоизоляционная конструкция типа сэндвич 2, предназначенная для использования при строительстве перегородок для наружных стен, фасадов, внутренних стенок или потолков зданий. Конструкция типа сэндвич 2 имеет в своем составе прокладку 20 и два облицовочных элемента 21 и 22, жестко прикрепленных к указанной прокладке, например, с помощью клея.-3 007862 Облицовочные элементы 21 и 22 изготовляются, как правило, из металлического листа и могут быть, возможно, перфорированы, в частности, когда речь идет о придании им звукоизоляционных качеств. Эти элементы имеют профилированные торцы 23, 24, позволяющие обеспечить взаимное скрепление между собой отдельных конструкций типа сэндвич и их прикрепление к каркасу здания или к металлическим продольным ребрам жсткости, составляющим единое целое с каркасом здания. Так, один из торцов 23 конструкции типа сэндвич имеет приемную часть, типа горловины, тогда как другой его торец оборудован выступающей частью 24, предназначенной для проникновения в приемную часть соседней конструкции типа сэндвич. Представленная на фиг. 2 прокладка 20 содержит множество пластинок 25, изготовленных из продукта 1, представляющего собой совокупность крепированных минеральных волокон (фиг. 5 и 6). Изготовление конструкции типа сэндвич, в соответствии с изобретением, происходит следующим образом (на фиг. 4 схематически представлен процесс изготовления указанной конструкции на линии производства не непрерывного действия). Указанный продукт 1 поступает в виде мата с выхода устройства центрофугирования на уровень Р,на котором подвергается крепированию на установке крепирования 31 - этапы перемещения мата по линии производства и его крепирования будут более подробно описаны ниже. На выходе из установки крепирования крепированный продукт 1 разрезается в устройстве резки 32,типа станка для резки фанеры на отдельные панели. Затем панели, полученные в результате такой резки,разрезаются уже на другой линии производства с помощью соответствующих приспособлений 33, например, циркулярной пилы, предпочтительно в продольном направлении, на пластинки 25 заданного размера, после чего полученные пластинки поворачиваются на 90 относительно уровня Р и соединяются друг с другом путем прессования. Совместная сборка указанных пластинок с целью образования будущей прокладки может производиться самым различным образом, так, например, пластинки могут укладываться рядами, с последующим прижатием полученных рядов одинаковой длины друг к другу или,например, пластинки могут стыковаться друг с другом вплоть до образования промежуточных элементов различной длины, а потом эти элементы собираются в ряды, которые прижимаются со сдвигом друг к другу, как это показано на фиг. 2. После сборки пластинок в единый блок и образования из них прокладки 20, приступают к сборке полученной прокладки с облицовочными элементами, которая выполняется в устройстве сборки 34. В том случае, если сборка прокладки с облицовочными элементами производится методом склейки, то перед установкой прокладки между облицовочными элементами ее противоположные плоскости, обращенные к облицовочным элементам, смазываются клеем, после чего вся конструкция подвергается обжатию и проходит полимеризацию. В качестве минеральных волокон продукта 1 может использоваться стекловолокно. Стеклообразующие составы, используемые для изготовления продукта 1, могут быть самыми разными. Можно в качестве примеров привести стеклообразующие составы, приведенные в патенте ЕР 0 399 320 - В 2 и в заявке на патент ЕР 0412878 или же в заявках WO 00/17117 и WO 01/68546, содержание гидроксида алюминия в которых рекомендуется поддерживать равным или превышающим 12 вес.%, а предпочтительно превышающим или равным 16 вес.%. Эти составы, отличающиеся повышенным содержанием гидроксида алюминия, выгодно отличаются тем, что обеспечивают лучшее дозревание продукта 1, а следовательно, и дозревание самой конструкции типа сэндвича. Продукт 1 получается, как это было описано выше, методом внутреннего центрифугирования и вытягивания расплавленного стекла в потоке газа, нагретого до высокой температуры, с последующим крепированием волокнистых матов, полученных в результате центифугирования. Как известно, способ формирования волокон методом внутреннего центифугирования с вытягиванием заключается в том, что нить расплавленного стекла вводится внутрь центрифуги, называемой также тарелкой для формирования волокна из расплавленной нити, которая вращается с высокой скоростью и снабжена по периферии большим количеством отверстий, через которые расплавленное стекло под действием центробежной силы выбрасывается наружу в виде нитей. Эти нити подвергаются затем воздействию кольцеобразного потока вытягивающего газа, имеющего повышенную температуру, перемещающегося с высокой скоростью вдоль стенки центрифуги и уменьшающего толщину нитей, превращая последние в волокна. Образовавшиеся волокна увлекаются этим вытягивающим газом в направлении приемного устройства, которое обычно выполняется в виде газопроницаемой ленты, на которой происходит перепутывание волокон между собой с образованием из них, по достижении ими уровня Р, мата. Затем волокна направляются на установку крепирования 31. Маты из волокон проходят операцию обжатия, в процессе которой они пропускаются между несколькими парами конвейеров, например между двумя парами конвейеров 310, 311 и соответственно 312, 313, причем расстояние, разделяющее эти два конвейера, располагаемые по обе стороны от мата, постепенно уменьшается в направлении продвижения указанного мата. Скорость движения каждой последующей пары конвейеров ниже той, которую имеет предыдущая пара конвейеров, что приводит к прессованию матов в продольном направлении. Так, в рассматриваемом примере пары конвейеров 310, 311, 312, 313 имеют соответственно скорость движения V1 и скорость-4 007862 движения V2, находящиеся в соотношении R=V1/V2, причем значение этого соотношения подбирается в зависимости от той степени конечного крепирования, которую желательно обеспечить. Хотя стандартное значение отношения R и составляет прядка 3, тем не менее, оно может быть увеличено и достигать 3,5. Крепированный продукт вводится затем в сушильную печь 314, где подвергается тепловой обработке. Перед вводом в печь толщина крепированного продукта доводится средствами обжатия 315 до конечной величины "е". Величина зазора Н между двух последних конвейеров 312, 313 зависит от конечной величины толщины "е" продукта, которую этот последний должен иметь при выходе из сушильной печи. Если речь идет о стандартном варианте производства, то отношение Н/е равно 1,2, однако, предпочтительно его увеличить с тем, чтобы оно превышало 1,5, а предпочтительно равнялось 1,6. При соблюдении характеристик крепирования, называемых стандартными (то есть при R=3 и при Н/е=1,2), получают крепированный продукт 1, волокна которого ориентированы случайным образом в разных направлениях, образуя по толщине продукта самые разнообразные по форме петли (фиг. 5). Соблюдение указанных выше предпочтительных характеристик крепирования (то есть R=3,5 и соотношение Н/е=1,6), позволяет получить такой продукт 1, у которого волокна ориентированы особым,показанным на фиг. 6, образом, а если выразиться более определенно, указанные волокна ориентированы в соответствии с V-образным профилем, причем указанный профиль распределения волокон сохраняется по всей толщине крепированного продукта, а острия указанных V-образных профилей располагаются преимущественно на одной линии, параллельной направлению перемещения мата по линии производства. При этом оказалось, как это будет видно ниже, что при проведении крепирования в особых, указанных выше условиях, такие характеристики конструкций типа сэндвич, как предел прочности при сжатии и предел прочности на сдвиг, неожиданно еще более повышаются по сравнению с тем случаем, когда процесс крепирования проводится в стандартных условиях, хотя процесс крепирования и обеспечивает получение удовлетворительных результатов при использовании конструкций типа сэндвич, изготовленных в соответствии с изобретением, по сравнению с некрепированными продуктами, которые можно сегодня найти на рынке, которые изготовляются из минеральной ваты методом внутреннего центрифугирования и предназначаются для производства конструкций типа сэндвич. При размещении крепированного продукта внутри конструкции типа сэндвич, V-образный профиль распределения его волокон располагается в значительной степени параллельно поверхности облицовочных элементов 21, 22 (фиг. 2), при этом V-образный профиль распределения волокон сохраняется по всей ширине пластинки, а острия указанных V располагаются преимущественно на одной линии. Следует, однако, отметить, что этот V-образный профиль распределения волокон, виден только, если смотреть сверху, на срез прокладки, сделанный в плоскости, параллельной облицовочным элементам. Волокна с V-образным профилем укладки располагаются пластами друг над другом по всей высоте пластинки (фиг. 3) и, следовательно, по всей толщине прокладки конструкции типа сэндвич. Этап крепирования, следующий за получением волокон методом внутреннего центрофугирования,позволяет, таким образом, изготовлять конструкции или панели типа сэндвич с объмным весом, равным в частности 165 кг/м 3, что меньше объемного веса тех панелей, которые можно найти сегодня на рынке,которые, следовательно, более легкие, чем панели, выпускаемые, например, под артикулом PAROC 75C или 50 С компанией PAROC OY, изготовляемые из продуктов на базе минерального волокна, получаемого методом внешнего центрофугирования, и получать при этом такие же хорошие, а то и лучшие характеристики, касающиеся предела прочности при сжатии и предела прочности на сдвиг. Ниже приведена сравнительная таблица характеристик прокладок двух конструкций типа сэндвич,выполненных согласно признакам изобретения и прокладок других конструкций типа сэндвич. Эта таблица позволяет продемонстрировать преимущества крепирования волокон после их изготовления методом внутреннего центрифугирования. Приведенные в таблице примеры с 1 по 4, соответствуют образцам прокладки (толщиной 80 мм) конструкций или панелей типа сэндвич. В таблице рассмотрены с целью сравнения следующие характеристики прокладок: объмный вес прокладки, предел ее прочности при сжатии и предел ее прочности на сдвиг и ее коэффициент теплопроводности X. Пример 1 (ex1) соответствует прокладке панели типа сэндвич, изготовляемой в соответствии с изобретением из матов из стекловолокна, получаемого методом внутреннего центрифугирования и крепирования, выполняемого так, как это описано выше, в предпочтительных условиях крепирования, то есть при R=3,5 и при Н/е=1,6, и с обеспечением V-образного профиля распределения волокон. Пример 1 (ex1a) соответствует прокладке панели типа сэндвич, изготовляемый в соответствии с изобретением из матов из стекловолокна, получаемого методом внутреннего центрифугирования и крепирования, выполняемого так, как это описано выше, в стандартных условиях крепирования, то есть при-5 007862 Пример 2 (ех 2) соответствует прокладке панели типа сэндвич, выпускаемой на рынок компаниейRANNILA, изготовляемой из матов из стекловолокна, получаемого методом внутреннего центрифугирования, но без последующего его крепирования, и выпускаемого на рынок компанией ISOVER OY. Примеры 3 и 4 (ех 3 и ех 4) соответствуют прокладкам панелей типа сэндвич, изготовленных заявителем в соответствии с предметом заявки специально для проведения сравнительных тестов совместно с прокладками панелей типа сэндвич, изготовленных в соответствии с изобретением. Речь идет о панелях,изготовляемых из матов из стекловолокна методом внутреннего центрифугирования, но без последующего крепирования стекловолокна. Технология их изготовления, следовательно, подобна технологии,приведенной в примере 2, единственное отличие заключается в этом случае в величинах удельного веса. Измерения, приведенные в этих примерах, были выполнены на пластинках прокладки панели типа сэндвич до установки прокладки между двух облицовочных элементов, причем эти пластинки располагались в таком же положении, в котором они должны были находиться в конечном варианте конструкции, то есть в положении, повернутом на 90 относительно плоскости покоя, в котором мат находился при вырезании пластинок. Измерения предела прочности при сжатии выполнялись в соответствии с нормами EN 12090 на образцах площадью 1 дм 2. Измерения предела прочности на сдвиг выполнялись в соответствии с нормами EN 12090 на образцах пластинок длиной 200 мм. Измерения коэффициента теплопроводности выполнялись в соответствии с нормами EN 3162 на образце, размером 600 на 600 мм, состоящем из множества прижатых друг к другу пластинок. Примеры 5 и 6 соответствуют панелям типа сэндвич, изготовляемым компанией PAROC OY под марками PAROC 50C (ех 5) и PAROC 75C (ех 6), оснащенным прокладками с различными плотностями. Прокладки изготовлялись из волокнистых асбестовых матов, способом внешнего, а не внутреннего, как это предусмотрено рассматриваемым изобретением, центрифугирования, совмещенным с крепированием. Предел прочности при сжатии, предел прочности на сдвиг и коэффициенты теплопроводности прокладок, рассматриваемых в этих примерах, приведены в таком виде, в каком они были опубликованы в На основании этой таблицы можно сделать следующие выводы: Прокладки конструкций, изготовленные в соответствии с изобретением, то есть изготовленные из минеральной ваты, по способу внутреннего центрифугирования и крепирования (примеры 1 и 1a), отличаются более высокой прочностью при сжатии по сравнению с конструкциями, изготовленными из минеральной ваты по способу внутреннего центрифугирования без крепирования (примеры со 2 по 4) . Кроме того, конструкции, представленные в примерах 1 и 1 а имеют то преимущество, что обладают более низкой плотностью. И, наконец, при одинаковой плотности (см. пример 1 и пример 4) прочность на сдвиг материала прокладки, подвергаемого, согласно изобретению, операции крепирования, остается такой же высокой, как и в случае прокладки, изготовленной из материала, не прошедшего крепирование,причем все это при явном увеличении прочности при сжатии материала, прошедшего операцию крепирования.-6 007862 Прокладки конструкций, изготовленные в соответствии с изобретением, то есть изготовленные из минеральной ваты, по способу внутреннего центрифугирования и крепирования (в частности речь идет о примере 1), отличаются более высокой прочностью при сжатии и прочностью на сдвиг по сравнению с конструкциями, изготовленными из минеральной ваты по способу внешнего центрифугирования с крепированием и отличающимися более высокой плотностью (примеры 5 и 6). Преимуществом рассматриваемого изобретения является то, что прокладки конструкций, изготовленные в соответствии с изобретением, имеют при тех же значениях прочности при сжатии и прочности на сдвиг более низкую плотность по сравнению с прокладками конструкций, которые, в частности, можно найти на рынке (сравните данные примера 1 с данными примера 6), что приводит, помимо прочего. к улучшению тепловых характеристик прокладок за счет снижения их коэффициента теплопроводности (с 45 мВт/м.К, в случае примера 6, до 40 мВт/м.К, в случае примера 1) . ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Конструкция типа сэндвич, содержащая прокладку и два облицовочных элемента, между которыми помещается прокладка, причем указанная прокладка формируется из продукта на базе минерального волокна, получаемого способом внутреннего центрифугирования, совмещенного со способом вытягивания указанных волокон потоком газа, нагретого до высокой температуры, отличающаяся тем, что указанные минеральные волокна проходят операцию крепирования. 2. Конструкция по п.1 или 2, отличающаяся тем, что профиль распределения волокон в сечении, в по существу параллельной поверхности облицовочных элементов, является, по существу, V-образным. 3. Конструкция по любому из пп.1-3, отличающаяся тем, что прокладка включает множество прижатых друг к другу пластинок, уложенных вдоль главной оси симметрии облицовочных элементов, причем указанные пластинки состоят из продукта на базе крепированных минеральных волокон. 4. Конструкция по п.4, отличающаяся тем, что V-образный профиль распределения волокон сохраняется по всей ширине пластинок, а острия указанных V-профилей располагаются преимущественно на одной линии. 5. Конструкция по любому из пп.1-4, отличающаяся тем, что плотность указанной конструкции самое большее равна 80 кг/м 3, а предпочтительно находится в диапазоне от 50 до 70 кг/м 3. 6. Конструкция по любому из пп.1-5, отличающаяся тем, что ее предел прочности при сжатии составляет, как минимум, 60 кПа. 7. Конструкция по любому из пп.1-6, отличающаяся тем, что ее предел прочности на сдвиг составляет, как минимум, 60 кПа. 8. Конструкция по любому из пп.1-7, отличающаяся тем, что входящие в ее состав минеральные волокна получают из следующего стеклообразующего состава мас.%: причем тогда, когда содержание гидроксида алюминия в указанных волокнах равно или превышает 1 мас.%, последние содержат более 0,1 мас.% пентоксида фосфора. 9. Конструкция по любому из пп.1-7, отличающаяся тем, что минеральные волокна получают из представленного ниже стеклообразующего состава, компоненты которого выражены в мол.%: 10. Конструкция по любому из пп.1-7, отличающаяся тем, что минеральные волокна получают из представленного ниже стеклообразующего состава, компоненты которого выражены в мас.%, причем содержание гидроксида алюминия в нем предпочтительно равно или превышает 16 мас.% 11. Конструкция типа сэндвич по любому из пп.1-10, отличающаяся тем, что входящие в ее состав облицовочные элементы выполняются из металлического, возможно перфорированного, листа. 12. Конструкция типа сэндвич по любому из пп.1-11, отличающаяся тем, что она может использоваться в качестве теплоизоляционной и/или звукоизоляционной панели, используемой при строительстве крыш, возведении стен или при облицовке фасадов. 13. Способ изготовления конструкции по любому из пп.1-12, отличающийся тем, что он предусматривает подачу на уровень (Р) продукта на базе минерального волокна, получаемого способом внутреннего центрифугирования,крепирование указанного продукта,резку крепированного продукта на пластинки предпочтительно вдоль наиболее протяженного участка крепированного продукта,поворот указанных пластинок на угол 90 по отношению к уровню (Р),укладку пластинок друг рядом с другом и их сборку в пространстве между двух облицовочных элементов. 14. Способ по п.13, отличающийся тем, что волокна продукта крепируют с помощью установки крепирования, имеющей в своем составе по меньшей мере первую пару конвейеров и вторую пару конвейеров, между которыми пропускается продукт для его обжатия в продольном направлении по толщине и которые имеют соответственно скорости V1 и V2, причем соотношение скоростей R=V1/V2 превышает или равно 3, а предпочтительно равно 3,5, а также средства обжатия, обеспечивающие доведение толщины продукта до его конечной величины е, причем отношение Н/е, в котором Н соответствует высоте зазора, существующего между конвейерами второй пары, превышает или равно 1,2, а предпочтительно равно 1,6. 15. Способ строительства по меньшей мере одного изолирующего архитектурного элемента типа панели для крыш, перегородки или элемента облицовки фасадов, отличающийся тем, что указанный изолирующий архитектурный элемент образуется в результате сборки конструкций типа сэндвич, отвечающих любому из пп.1-12.-8 007862 16. Способ строительства по п.15, отличающийся тем, что указанные конструкции типа сэндвич стыкуются между собой и присоединяются одна к другой за счет взаимного проникновения торцов этих конструкций, что становится возможно благодаря тому, что указанные торцы имеют форму, обеспечивающую взаимное сцепление последних.
МПК / Метки
МПК: D04H 1/70, B32B 17/02, C03B 37/04, B32B 15/04, B29C 67/24
Метки: способ, сэндвич, минерального, волокна, изготовления, основе, типа, конструкция
Код ссылки
<a href="https://eas.patents.su/11-7862-konstrukciya-tipa-sendvich-na-osnove-mineralnogo-volokna-i-sposob-ee-izgotovleniya.html" rel="bookmark" title="База патентов Евразийского Союза">Конструкция типа сэндвич на основе минерального волокна и способ ее изготовления</a>
Способ увеличения упругости и уменьшения ломкости минерального волокна
Номер патента: 2551
Опубликовано: 27.06.2002
Авторы: Перандер Михаель, Хакала Ян
МПК: C03C 13/00
Метки: ломкости, увеличения, упругости, способ, волокна, уменьшения, минерального
Формула / Реферат:
1. Способ увеличения упругости и уменьшения ломкости минерального волокна, отличающийся тем, что к минеральному составу, содержащему оксиды SiO2, MgO и СаО и, кроме того, оксид алюминия в количестве 16-20 мас.% и оксиды железа в количестве 3-10 мас.%, добавляют фосфор в форме фосфорсодержащего соединения в количестве 0,5-4 мас.%, вычисленного по P2O5, из состава получают расплав, из которого образуют волокна с увеличенной упругостью и...
Защищенная от коррозии железобетонная конструкция, способ ее изготовления и система для обеспечения коррозионной устойчивости стальной арматуры (варианты)
Номер патента: 5014
Опубликовано: 28.10.2004
Автор: Люблинский Ефим Я.
МПК: C23F 13/00
Метки: изготовления, стальной, арматуры, коррозионной, способ, система, варианты, железобетонная, обеспечения, коррозии, устойчивости, конструкция, защищенная
Формула / Реферат:
1. Способ изготовления железобетонной конструкции со стальными арматурными прутками, в котором упомянутые арматурные прутки заделывают в бетон, имеющий значение pH от примерно 9 до примерно 13, отличающийся тем, что упомянутые прутки имеют покрытие из практически чистого алюминия толщиной от примерно 0,25 до 2 мм, на котором имеется слой оксида, имеющий толщину от примерно 0,1 до примерно 100 мкм и содержащий оксид алюминия и/или гидроксид...
Производные пиразола, минеральное удобрение в твердом виде, обработанное неорганической или органической кислотой и ингибитором нитрификации на основе производного пиразола, способ получения обработанного минерального удобрения и способ внесения удобрения
Номер патента: 2098
Опубликовано: 24.12.2001
Авторы: Гольд Рандалл Ивэн, Барт Томас, Рибер Норберт, Хорхлер Фон Локквенг Клаус, Лайбольд Эдгар, Дрессель Юрген, Риттингер Штефан, Эрхард Клаус
МПК: C05G 3/08, C07D 231/16
Метки: получения, пиразола, удобрения, производные, органической, нитрификации, производного, обработанного, минерального, внесения, минеральное, твердом, способ, кислотой, неорганической, основе, виде, ингибитором, обработанное, удобрение
Формула / Реферат:
1. Производные пиразола общей формулы где а) R1 и R2 означают метил и R3 - водород, или б) R1 означает хлор, R2 - метил и R3 - водород, или в) R1 - хлор, метил, R2 - метил, R3 - гидроксиметил, причем в случаях а) и б) производное пиразола имеется в виде аддитивной соли с фосфорной кислотой. 2. Минеральное удобрение в твердом виде, обработанное, по меньшей мере, одной неорганической или органической кислотой и, по меньшей мере, одним...
Армирующее устройство для фильеры, производящей волокна, в частности, элементарные стеклянные волокна
Номер патента: 6915
Опубликовано: 28.04.2006
Авторы: Ренодэн Жан-Пьер, Тирие Жан-Луи
МПК: C03B 37/08, C03B 37/083
Метки: стеклянные, элементарные, волокна, армирующее, устройство, частности, фильеры, производящей
Формула / Реферат:
1. Армирующее устройство (1), в частности для дна фильеры, имеющей множество отверстий, из которых вытягивают волокна, в частности элементарные стеклянные волокна, содержащее армирующую деталь (10), которая содержит полую первую часть (12), формирующую по меньшей мере одно приемное гнездо и вторую часть (13), которая проходит по меньшей мере частично по длине полой части (12), и также по меньшей мере один элемент жесткости (40), вставленный в...
Способ приготовления продуктов на основе мяса с непосредственным введением оливкового масла и добавлением сыра типа фета
Номер патента: 6917
Опубликовано: 28.04.2006
Автор: Домазакис Эммануил
МПК: A23L 1/314
Метки: непосредственным, способ, введением, масла, мяса, фета, добавлением, основе, продуктов, приготовления, сыра, оливкового, типа
Формула / Реферат:
1. Способ приготовления продуктов на основе мяса, предусматривающий добавление оливкового масла вместо животных жиров и добавление сыра "Фета" и включающий следующие стадии: (a) смешивания обезжиренного мяса с температурой 0шС с H2O при температуре 2шС, с солью, консервантами и вспомогательными солями; (b) добавления оливкового масла; (c) продолжения смешивания с одновременным приложением пониженного давления в течение 3 мин, пока температура...
Предыдущий патент: Устройство и способ управления насосом для густой среды
Случайный патент: Полипептиды и пути биосинтеза