Армирующее устройство для фильеры, производящей волокна, в частности, элементарные стеклянные волокна
Формула / Реферат
1. Армирующее устройство (1), в частности для дна фильеры, имеющей множество отверстий, из которых вытягивают волокна, в частности элементарные стеклянные волокна, содержащее армирующую деталь (10), которая содержит полую первую часть (12), формирующую по меньшей мере одно приемное гнездо и вторую часть (13), которая проходит по меньшей мере частично по длине полой части (12), и также по меньшей мере один элемент жесткости (40), вставленный в приемное гнездо полой части, отличающееся тем, что профиль элемента жесткости (40) идентичен внутреннему профилю полой части (12).
2. Устройство по п.1, отличающееся тем, что оно включает жаропрочный дополнительный материал (50), размещенный в приемном гнезде полой части (12) между элементом жесткости (40) и внутренними стенками полой части таким образом, чтобы заполнить остающееся пространство подобно герметику.
3. Устройство по п.2, отличающееся тем, что жаропрочный дополнительный материал (50) - это жаропрочный пластиковый изолятор.
4. Устройство по любому из пп.1-3, отличающееся тем, что элемент жесткости (40) сделан по меньшей мере из одного материала, чей предел горячей ползучести больше, чем предел горячей ползучести материала, из которого изготовлена полая часть (12).
5. Устройство по п.4, отличающееся тем, что материал элемента жесткости (40) керамического типа.
6. Устройство по п.5, отличающееся тем, что материал элемента жесткости - оксид алюминия с чистотой как минимум 99,5% и предпочтительно от 99,7 до 99,8%.
7. Устройство по п.4, отличающееся тем, что материал элемента жесткости (40) относится к типу ODS сплавов на основе железа, никеля или титана.
8. Устройство по любому из предшествующих пунктов, отличающееся тем, что полая часть (12) имеет продолговатую форму, идущую вдоль одного направления.
9. Устройство по любому из пп.1-7, отличающееся тем, что полая часть (12) имеет форму, подобную перевернутой V, содержащую две части (12а, 12b), идущие вдоль двух различных направлений и вступающие в соприкосновение в соединительной плоскости (Р).
10. Устройство по п.9, отличающееся тем, что две части (12а, 12b) полой части образуют два соответствующих приемных гнезда, в каждое из которых вставлен по меньшей мере один элемент жесткости (40).
11. Устройство по любому из предшествующих пунктов, отличающееся тем, что полая часть (12) выполнена единой деталью.
12. Устройство по любому из пп.9-10, отличающееся тем, что две части (12а, 12b) полой части (12) выполнены из двух соответствующих деталей, скрепленных друг с другом.
13. Устройство по любому из предшествующих пунктов, отличающееся тем, что полая часть (12) имеет профиль квадратной, прямоугольной, круглой, овальной, треугольной или трапецеидальной формы.
14. Устройство по любому из предшествующих пунктов, отличающееся тем, что армирующая деталь (10) выполнена из платинового сплава.
15. Устройство по любому из предшествующих пунктов, отличающееся тем, что корпус (11) армирующей детали имеет третью часть (17) на стороне, противоположной второй части (13), и идущую, по меньшей мере, частично по длине полой части (12).
16. Фильера, производящая волокна, в частности элементарные стеклянные волокна, содержащая дно (2), имеющее отверстия (3), из которых текут волокна, и по меньшей мере одно армирующее устройство (1) по любому из пп.1-15, при этом армирующее устройство или устройства проходят в плоскости, поперечной длинным сторонам (21) фильеры, и концы элемента или элементов жесткости (40) проходят от полой части (12) и закреплены в бетон для сборки фильеры.
17. Фильера по п.16, отличающаяся тем, что армирующее устройство прикреплено ко дну (2) посредством прикрепления продольного свободного конца 13а второй части (13) армирующей детали (10) и боковых свободных концов (14, 15) полой части (12) армирующей детали.
18. Фильера по любому из пп.16 или 17, отличающаяся тем, что она включает экран (4), размещенный наверху армирующего устройства или устройств (1), при этом третья часть (17) армирующей детали прикреплена к экрану.

Текст
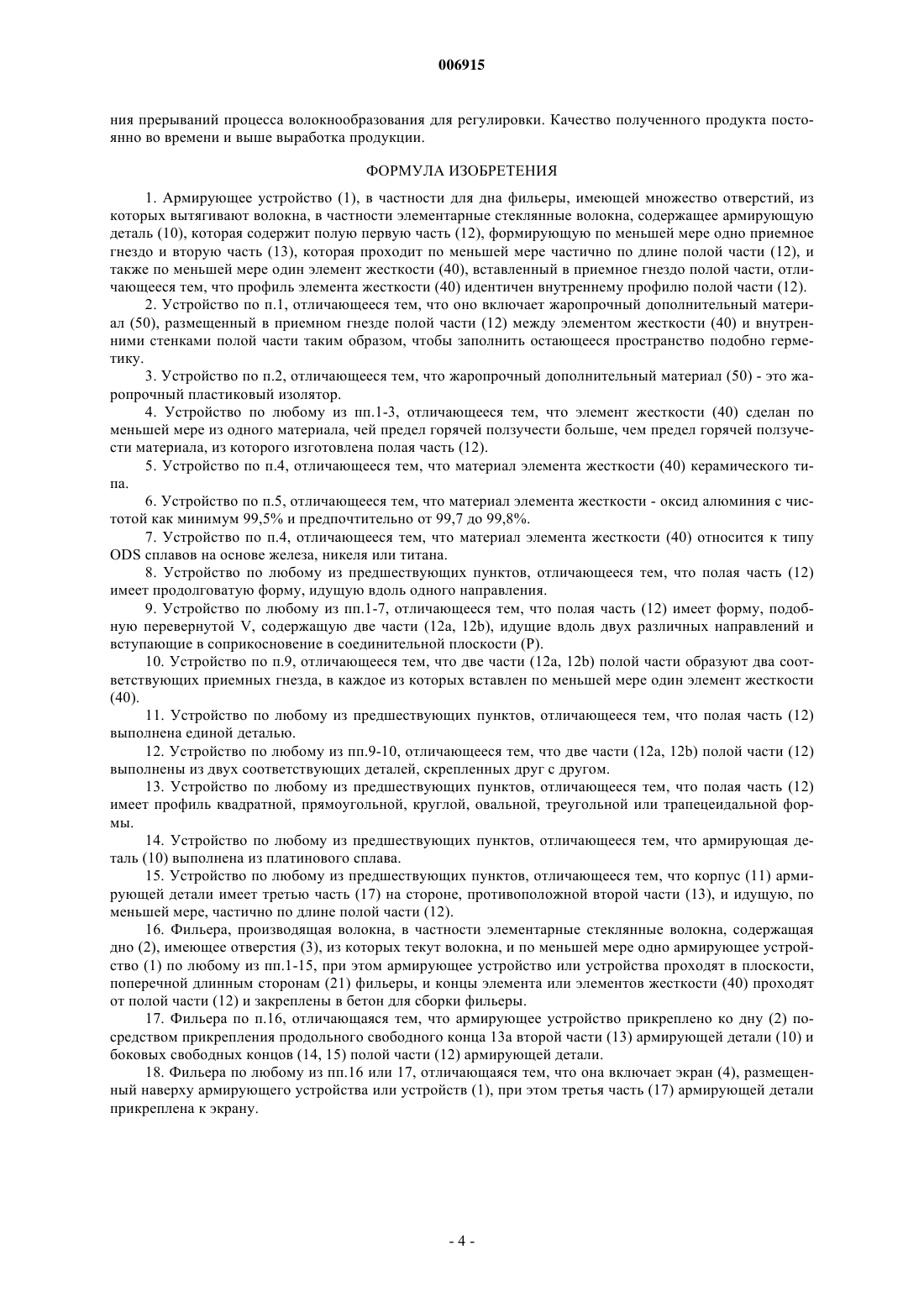
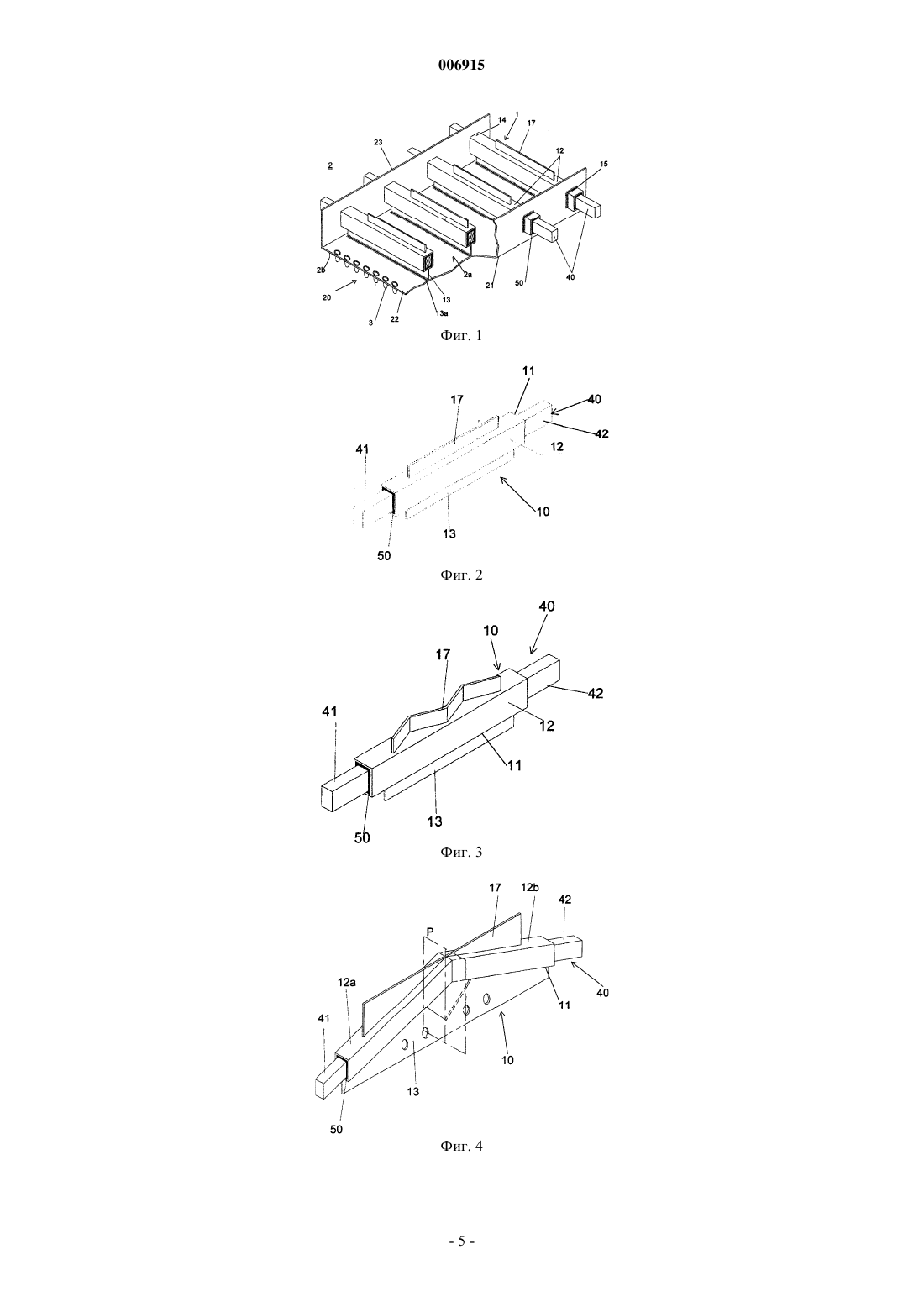
006915 Изобретение относится к волокнообразующей установке, производящей волокна, в частности стекловолокна, и более конкретно к механическому армированию одного из компонентов волокнообразующей установки. Типовая волокнообразующая установка содержит блок протекания стекла, получающий расплавленное стекло, идущее от питателя, подсоединенного к печи, в которой плавится стекло, фильерный блок и фильеру. Фильера имеет на дне пластину, имеющую множество отверстий, из которых течет расплавленное стекло, вытягиваемое во множество волокон. Данные волокна, диаметр которых может варьироваться от 5 до 33 мкм, собраны в как минимум один лист, который собирается на монтажном приспособлении для того, чтобы сформировать как минимум одну прядь и, например, сматывается. В зависимости от назначения, прядь может быть также порублена (для формирования рубленой стеклопряжи) или брошена на ленту конвейера (для формирования мата из сплошной стеклопряжи). Полученные продукты используются главным образом в различных областях применения армирования. Фильера изготавливается из сплава платины и родия, которые являются электропроводящими материалами, стойкими к воздействию очень высоких температур. Фильеру нагревают посредством эффекта Джоуля (резистивный нагрев) для того, чтобы поддерживать определенную температуру, около 11001400 С, стекла, которое она содержит, так, что оно остается в расплавленном состоянии, для того чтобы быть протянутым от отверстий на дне фильеры. Фильера нагревается при помощи электрического трансформатора посредством подсоединения двух выводов, каждый из которых расположен на каждом из противоположных концов фильеры, к компонентам электрической схемы вне фильеры. Выводы фильеры прикреплены посредством сварки к боковым сторонам фильеры. Они выступают наружу для того, чтобы быть подсоединенными к компонентам внешних выводов. Внутри фильеры, на стенке фильерного блока, в плоскости, параллельной дну фильеры, расположен экран, предназначенный для поддержания теплового состояния стекла и воспринимающий часть гидростатического давления, вызываемого расплавленным стеклом. Расплавленное стекло вызывает высокие напряжения, около 6000 Па, на стенках, экране и на дне фильеры. С течением времени эти напряжения, в комбинации с теплотой, ведут к деформации дна, экрана и стенок фильеры. Более того, к выводам фильеры подсоединены компоненты внешней электрической схемы, находящиеся в подвешенном состоянии, вызывающие дополнительные механические силы растяжения на фильере, которые также служат причиной деформации фильеры со временем. С течением времени, горячая ползучесть материалов, из которых состоит фильера, в комбинации с гидростатическим давлением расплавленного стекла, ведут к деформации дна, экрана и стенок, вызывающей ухудшение качества пряди и однородности линейной плотности волокна и проблемы с выработкой продукции. Силы растяжения (вес) подвешенных компонентов и линейное расширение стенок фильеры также вызывают высокие механические напряжения. Известно, что для того, чтобы частично предотвратить деформацию фильеры, в верхней части дна фильеры и между ее стенками добавляют ряд взаимно параллельных армирующих компонентов, лежащих в плоскостях, поперечных плоскости дна фильеры и поперечно длинным сторонам фильеры. В остальной части описания, термины выше и ниже определены относительно направления потока стекла через фильеру, стекло протягивается от верхней части по направлению к нижней части. Патент США 3920430 раскрывает такой армирующий компонент или устройство, который помогает повышать его сопротивление изгибу, не увеличивая вес платины или платинового сплава, необходимых для его конструкции, посредством дополнительно предусмотренного керамического стержня, размещенного внутри армирующего компонента. В этом документе армирующий компонент, состоящий из продольного арматурного стержня, является полым и заключает в себе керамический стержень, который выступает за каждый из концов арматурного стержня и закреплен в бетон для сборки фильеры. В этом документе указывается, что данный стержень размещают в верхней части арматурного стержня, опираясь на верхнюю внутреннюю стенку арматурного стержня и оставляя пустое пространство в нижней части арматурного стержня. Однако данный арматурный стержень, в частности из-за внутреннего пустого пространства в нижней части, недостаточно стоек к изгибу. Более того, из-за температуры ползучести платины, стержень деформируется, его нижняя часть горбится и осевые нагрузки, оказываемые стеклом на дно фильеры,увеличиваются, деформируя его. Таким образом, целью данного изобретения является создание армирующего устройства, делающего возможным повышать сопротивление изгибу, вызываемого ползучестью сплава, и стабилизировать его температурный уровень в течение времени его работы. Армирующее устройство, особенно для дна фильеры, имеющего множество отверстий, из которых вытягиваются волокна, в частности элементарные стеклянные волокна, содержащее армирующую деталь, которая содержит полую первую часть, формирующую по меньшей мере одно приемное гнездо, и вторую часть, которая идет, по меньшей мере, частично по длине полой части, и также по меньшей мере-1 006915 один элемент жесткости, вставленный в приемное гнездо полой части, характеризующееся тем, что профиль элемента жесткости идентичен внутреннему профилю полой части. Согласно одной особенности, устройство включает жаропрочный дополнительный материал, размещенный в приемном гнезде полой части между элементом жесткости и внутренними стенками полой части так, чтобы заполнить оставшееся пространство подобно герметику. Жаропрочный дополнительный материал является предпочтительно жаропрочным пластиковым изолятором. Преимущественно, элемент жесткости сделан, по меньшей мере, из одного материала, сопротивление горячей ползучести которого выше, чем сопротивление горячей ползучести материала, из которого сделана полая часть. Этот материал может быть керамического типа, такого как оксид алюминия с чистотой по меньшей мере 99,5% и предпочтительно от 99,7% до 99,8%. Этот материал может также относится к типу ODS сплавов на основе железа, никеля или титана. Согласно другой особенности устройства, полая часть имеет продолговатую форму, идущую вдоль одного направления, или иначе она может скорее иметь форму, подобную перевернутой V, содержащую две части, идущие вдоль двух различных направлений и вступающих в соприкосновение в соединительной плоскости. В последнем варианте, две части полого элемента образуют два соответствующих приемных гнезда, в каждое из которых вставлен как минимум один элемент жесткости. Согласно другой особенности, полая часть выполнена единой деталью, или иначе в варианте двух частей полой части, она может быть выполнена из двух деталей, скрепленных друг с другом. Согласно еще одной особенности, полая часть имеет профиль квадратной, прямоугольной, круглой,овальной, треугольной или трапецеидальной формы. Предпочтительно, армирующая деталь сделана из платинового сплава. Наконец, корпус армирующей детали предпочтительно имеет третью часть на стороне, противоположной второй части и идущую, по меньшей мере, частично по длине полой части. Согласно изобретению по меньшей мере одно армирующее устройство может успешно использоваться в фильере, причем армирующее устройство или устройства проходят в плоскости поперечно длинным сторонам фильеры, и концы элемента жесткости или элементов жесткости проходят от полой части и жестко закреплены в бетон для сборки фильеры, полный сборочный узел, с образованием таким образом неподдающегося деформации блока. Согласно одной особенности, устройство прикреплено ко дну посредством крепления продольного свободного конца второй части армирующей детали и боковых свободных концов полой части армирующей детали. Другие преимущества и особенности данного изобретения будут сейчас подробно описаны со ссылками на прилагаемые чертежи, на которых фиг. 1 иллюстрирует местный вид дна фильеры, к которому добавлены ряд армирующих устройств согласно изобретению; фиг. 2 показывает вид сбоку армирующего устройства согласно изобретению; фиг. 3 и фиг. 4 - варианты фиг. 2 и фиг. 5 - поперечный разрез различных форм армирующего устройства, добавленного ко дну фильеры и к экрану фильеры. Фиг. 1 иллюстрирует несколько армирующих устройств 1 согласно изобретению, которые добавлены к пластине 20 дна 2 фильеры (не показано детально) и предназначены для формирования части волокнообразующей установки, обеспечивающей производство, например из расплавленного стекла, элементарных стеклянных волокон. Дно 2 содержит прямоугольную пластину 20, имеющую противоположные стороны 21, которые будут названы длинными сторонами, и более короткие стороны 22, перпендикулярные длинным сторонам, которые будут названы короткими сторонами. Длинные стороны 21 имеют перпендикулярные борта 23, идущие от верхней поверхности 2 а пластины 20. На нижней поверхности 2b пластины 20 расположены сопла 3, в которых просверлены отверстия,из которых стекло вытягивается в волокна. Устройства 1 расположены таким образом, чтобы быть вставленными между рядами сопел и при этом не нарушить течение стекла через последние, например между двумя двойными рядами. Каждое устройство упрочнения 1, как детально проиллюстрировано на чертежах 2-4, содержит армирующую деталь 10 и как минимум один элемент жесткости 40. Армирующая деталь 10 содержит продолговатый корпус 11, который имеет центральную полую первую часть 12 и нижнюю вторую часть 13, которая будет названа краем и которая идет по части или всей длине полой части 12. Устройство присоединено ко дну 2 таким образом, что корпус 11 идет в направлении, поперечном длинным сторонам 21, противоположные боковые свободные концы 14 и 15 полой части прикреплены к бортам 23 и выдаются наружу от этих бортов, и продольный конец 13 а края 13 корпуса прикреплен к верхней поверхности 2 а пластины 20.-2 006915 Для ограничения веса армирующей детали, в крае 13 могут быть просверлены отверстия (фиг. 4) или иначе он может состоять из нескольких частей, расположенных на расстоянии друг от друга вдоль длины полой части 12 (не проиллюстрировано). Центральная полая часть 12 армирующей детали формирует по меньшей мере одно приемное гнездо для по меньшей мере одного элемента жесткости 40, причем концы 41, 42 указанного элемента жесткости, после его вставки, выдаются наружу от соответствующих боковых концов 14 и 15 полой части. Концы 41, 42 элемента жесткости закреплены в бетон (не проиллюстрировано) для сборки фильеры. Это приводит к полному объединению сборочного узла, сформированного фильерой и сборочным бетоном, который к тому же является неподдающимся деформации. Полая часть 12 может иметь профили различной формы (фиг. 5), например квадратной, прямоугольной, круглой, овальной, треугольной или трапецеидальной формы, элемент жесткости 40 предпочтительно имеет профиль, идентичный внутреннему профилю полой части для того, чтобы быть плотно вставленным в гнездо. Полая часть 12 может идти вдоль одного направления, как показано на фиг. 2 и фиг. 3. В приемном гнезде размещается единственный элемент жесткости 40, который имеет форму стержня с примерно идентичным профилем. Как вариант (фиг. 4), полая часть 12 может проходить вдоль двух направлений, которые пересекаются в верхней части корпуса, на стороне, противоположной стороне краю 13, и в соединительной плоскости Р, формируя две части 12 а и 12b, при этом полная сборочная единица имеет профиль в виде перевернутой V подобно стропильной ферме, которая, как хорошо известно, имеет лучшее сопротивление к изгибу. Данная конструкция изготавливается как единая деталь или по меньшей мере из двух деталей, сваренных в соединительной плоскости Р. В этом варианте, части 12 а и 12b образуют по меньшей мере два приемных гнезда для двух соответствующих элементов жесткости 40, причем концы элементов жесткости 40 должны соприкасаться по всей их поверхности в плоскости Р. Корпус 11 армирующей детали 10 получен из платинового сплава, который предпочтительно может быть или может не быть подобен дну фильеры, а элемент жесткости 40 сделан из материала иного, чем платина, и чей предел горячей ползучести больше, чем предел горячей ползучести материала, из которого сделана армирующая деталь. Армирующее устройство, таким образом, получается легче, чем, если бы центральная часть 12 была сплошной и получена из платины. Материал элемента жесткости 40 может быть материалом керамического типа, такой как оксид алюминия, нитрид кремния или циркония, или иначе материалом типа (ODS оксидо-дисперсионных упрочненных) сплавов на основе никеля, железа или титана, или иначе жаропрочным сплавом, в частности на основе вольфрама, молибдена или ниобия, хотя такой тип сплавов является дорогостоящим. Материал керамического типа имеет преимущество в том, что он не образует эвтектический сплав с платиной. Материал типа ODS сплавов имеет преимущество в том, что его можно использовать при очень высоких температурах, от примерно 1500 до почти 1700 С. Преимущественно, предусматривается жаропрочный дополнительный материал 50, который вводится в пространства, остающиеся между внутренними стенками части 12 и элемента жесткости 40 после его вставки, подобно герметику для того, чтобы лишить подвижности элемент жесткости в его гнезде и предупредить любые деформации полой части 12. Данный материал 50 является, например, жаропрочным пластиковым изолятором, таким как REFRACTOL от компании Refractol. Таким образом, имеется полная жесткость всей армирующей детали, безо всякого риска, как в известном уровне техники, деформации полой армирующей детали вокруг внутреннего стержня, заставляющей край горбиться и дно деформироваться. Более того, отсутствуют пространства внутри полой части 12, вследствие чего предотвращается, в отличие от известного уровня техники, испарение платины на элементе жесткости. Таким образом, минимизированы потери платины, что дает в результате экономию при восстановлении платины после окончания работы фильеры. Корпус 11 прикреплен к дну 2 фильеры посредством сварки, во-первых, посредством прикрепления продольного конца 13 а нижней части к верхней поверхности 2 а дна и, во-вторых, посредством прикрепления противоположных боковых свободных концов 14 и 15 полой части, проходящих сквозь борта 23. Оптимально и предпочтительно, корпус 11 включает верхнюю, третью часть 17, размещенную на стороне, противоположной нижней части 12, и идущую по части или всей длине полой части 12. Верхняя часть 17 используется для поддержки экрана 4 фильеры и предохраняет его от деформации. Верхняя часть 17 прикреплена к экрану самопроизвольно благодаря диффузии металла во время работы фильеры(как только она была нагрета и в течение нескольких первых дней работы). Данное дополнительное приспособление в верхней части обеспечивает, таким образом, полное объединение всех элементов фильеры. Фильера, таким образом, образует неподдающийся деформации жесткий блок. Тепловое изображение и потери напора фиксированы. Работа фильеры тем самым облегчается, в частности путем устране-3 006915 ния прерываний процесса волокнообразования для регулировки. Качество полученного продукта постоянно во времени и выше выработка продукции. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Армирующее устройство (1), в частности для дна фильеры, имеющей множество отверстий, из которых вытягивают волокна, в частности элементарные стеклянные волокна, содержащее армирующую деталь (10), которая содержит полую первую часть (12), формирующую по меньшей мере одно приемное гнездо и вторую часть (13), которая проходит по меньшей мере частично по длине полой части (12), и также по меньшей мере один элемент жесткости (40), вставленный в приемное гнездо полой части, отличающееся тем, что профиль элемента жесткости (40) идентичен внутреннему профилю полой части (12). 2. Устройство по п.1, отличающееся тем, что оно включает жаропрочный дополнительный материал (50), размещенный в приемном гнезде полой части (12) между элементом жесткости (40) и внутренними стенками полой части таким образом, чтобы заполнить остающееся пространство подобно герметику. 3. Устройство по п.2, отличающееся тем, что жаропрочный дополнительный материал (50) - это жаропрочный пластиковый изолятор. 4. Устройство по любому из пп.1-3, отличающееся тем, что элемент жесткости (40) сделан по меньшей мере из одного материала, чей предел горячей ползучести больше, чем предел горячей ползучести материала, из которого изготовлена полая часть (12). 5. Устройство по п.4, отличающееся тем, что материал элемента жесткости (40) керамического типа. 6. Устройство по п.5, отличающееся тем, что материал элемента жесткости - оксид алюминия с чистотой как минимум 99,5% и предпочтительно от 99,7 до 99,8%. 7. Устройство по п.4, отличающееся тем, что материал элемента жесткости (40) относится к типуODS сплавов на основе железа, никеля или титана. 8. Устройство по любому из предшествующих пунктов, отличающееся тем, что полая часть (12) имеет продолговатую форму, идущую вдоль одного направления. 9. Устройство по любому из пп.1-7, отличающееся тем, что полая часть (12) имеет форму, подобную перевернутой V, содержащую две части (12 а, 12b), идущие вдоль двух различных направлений и вступающие в соприкосновение в соединительной плоскости (Р). 10. Устройство по п.9, отличающееся тем, что две части (12 а, 12b) полой части образуют два соответствующих приемных гнезда, в каждое из которых вставлен по меньшей мере один элемент жесткости(40). 11. Устройство по любому из предшествующих пунктов, отличающееся тем, что полая часть (12) выполнена единой деталью. 12. Устройство по любому из пп.9-10, отличающееся тем, что две части (12 а, 12b) полой части (12) выполнены из двух соответствующих деталей, скрепленных друг с другом. 13. Устройство по любому из предшествующих пунктов, отличающееся тем, что полая часть (12) имеет профиль квадратной, прямоугольной, круглой, овальной, треугольной или трапецеидальной формы. 14. Устройство по любому из предшествующих пунктов, отличающееся тем, что армирующая деталь (10) выполнена из платинового сплава. 15. Устройство по любому из предшествующих пунктов, отличающееся тем, что корпус (11) армирующей детали имеет третью часть (17) на стороне, противоположной второй части (13), и идущую, по меньшей мере, частично по длине полой части (12). 16. Фильера, производящая волокна, в частности элементарные стеклянные волокна, содержащая дно (2), имеющее отверстия (3), из которых текут волокна, и по меньшей мере одно армирующее устройство (1) по любому из пп.1-15, при этом армирующее устройство или устройства проходят в плоскости,поперечной длинным сторонам (21) фильеры, и концы элемента или элементов жесткости (40) проходят от полой части (12) и закреплены в бетон для сборки фильеры. 17. Фильера по п.16, отличающаяся тем, что армирующее устройство прикреплено ко дну (2) посредством прикрепления продольного свободного конца 13 а второй части (13) армирующей детали (10) и боковых свободных концов (14, 15) полой части (12) армирующей детали. 18. Фильера по любому из пп.16 или 17, отличающаяся тем, что она включает экран (4), размещенный наверху армирующего устройства или устройств (1), при этом третья часть (17) армирующей детали прикреплена к экрану.
МПК / Метки
МПК: C03B 37/08, C03B 37/083
Метки: волокна, элементарные, производящей, армирующее, стеклянные, фильеры, частности, устройство
Код ссылки
<a href="https://eas.patents.su/7-6915-armiruyushhee-ustrojjstvo-dlya-filery-proizvodyashhejj-volokna-v-chastnosti-elementarnye-steklyannye-volokna.html" rel="bookmark" title="База патентов Евразийского Союза">Армирующее устройство для фильеры, производящей волокна, в частности, элементарные стеклянные волокна</a>
Фильеры с мундштуками для улучшения поперечных сечений волокна
Номер патента: 919
Опубликовано: 26.06.2000
Авторы: Анеджа Арун Пал, Руп Роберт Кеннет
МПК: D01D 4/02
Метки: улучшения, поперечных, волокна, мундштуками, фильеры, сечений
Формула / Реферат:
1. Фильера для изготовления волокон с множеством канавок, содержащая пластину, имеющую верхнюю и нижнюю поверхности, соединенные капилляром, образованным на нижней поверхности составным мундштуком, который включает множество апертур, имеющих площади проходного сечения (А), расположенных в ряд, имеющих ширину (Н) в направлении, перпендикулярном ряду, и соединенных пазами, которые также расположены в этом ряду, имеют площади проходного сечения (а)...
Устройство и способ для отделения хлопкового волокна
Номер патента: 453
Опубликовано: 26.08.1999
Автор: Пэйн Тревор
МПК: D01B 1/04
Метки: способ, хлопкового, устройство, отделения, волокна
Формула / Реферат:
1. Устройство для отделения хлопкового волокна, в состав которого входят верхняя неподвижно установленная пластина и установленная параллельно в горизонтальной плоскости внахлест с зазором по отношению к ней нижняя вращающаяся пластина, отличающееся тем, что верхняя пластина снабжена средствами для подачи хлопка-сырца с пухом и семенами, который поступает на ее верхнюю поверхность, в зазор между пластинами; при этом верхняя пластина снабжена...
Устройство для ввода кабелей питания и волокна оптоволоконной сети населенного района
Номер патента: 1528
Опубликовано: 23.04.2001
Автор: Томич Джон Л.
МПК: G02B 6/26
Метки: устройство, волокна, питания, сети, оптоволоконной, кабелей, ввода, населенного, района
Формула / Реферат:
1. Оптическое распределительное устройство для сети застроенного района, которая включает совокупность абонентов, содержащее - светопроводящую среду, включающую, по меньшей мере, один передающий и один приемный канал, при этом указанная светопроводящая среда служит для проведения информационного сигнала связи, содержащего некоторую совокупность командных сегментов для управления распределением сигналов, - микроконтроллерную схему, включающую...
Устройство для запирания проема в здании, в частности окна или двери
Номер патента: 4010
Опубликовано: 25.12.2003
Автор: Шнайдер Йозеф
МПК: E06B 3/30
Метки: запирания, проема, двери, окна, здании, устройство, частности
Формула / Реферат:
1. Устройство для запирания проема в здании, в частности окна или двери, с коробкой и переплетом, причем коробка имеет изолирующее устройство предкамеры, которая по меньшей мере частично покрывает край стекла параллельно плоскости стекла, отличающееся тем, что устройство предкамеры (5) частично в известной мере смещено назад параллельно плоскости (Е) стекла и смещенная назад параллельно плоскости (Е) стекла часть по всей высоте или частично...
Устройство для проверки листового материала, в частности банкнот.
Номер патента: 116
Опубликовано: 27.08.1998
Автор: Циммерман Карл-Хайнц
МПК: G07D 7/00
Метки: листового, проверки, материала, частности, банкнот, устройство
Формула / Реферат:
1. Устройство для проверки листового материала, в частности банкнот, имеющее листовое основание, с доступной для оператора лицевой стороной, на которой вдоль одной стороны и/или по разные стороны от перемещающего листовой материал транспортера смонтированы состоящие из одной или нескольких составных частей датчики, предназначенные для проверки различных свойств листового материала, отличающееся тем, что датчики (1-8) крепятся к основанию (30)...
Предыдущий патент: Комплексный материал, состоящий из вуали из элементарных стеклонитей, сформированной по сухому способу, и нетканого материала из органических элементарных нитей
Следующий патент: Способ приготовления фаршевых мясопродуктов с добавлением сыра типа фета и оливкового масла
Случайный патент: Ультразвуковой зонд с позиционирующим приспособлением для позиционирования диагностических и хирургических устройств