Способ изготовления металлопластикового или бипластикового изделия

Формула / Реферат
1. Способ изготовления металлопластикового или бипластикового ковшеобразного изделия, включающий изготовление заготовки наружной оболочки указанного изделия, ее размещение в пресс-форме, введение в заготовку пуансона с образованием между поверхностью пуансона и внутренней поверхностью заготовки зазора, в который подают расплав пластика, заполнение этим расплавом зазора и прижатие заготовки к внутренней поверхности пресс-формы, при этом одновременно формируют наружную оболочку и внутренний пластиковый элемент, размещают внутренний пластиковый элемент в наружной оболочке и осуществляют фиксацию сформированного внутреннего пластикового элемента в сформированной металлической или пластиковой наружной оболочке, отличающийся тем, что на внутренней поверхности стенок пресс-формы выполняют рельеф, содержащий по меньшей мере один участок, который при формировании внутреннего пластикового элемента и наружной оболочки создает деформацию материала заготовки, превышающую предел его текучести для образования в рельефе на стенке заготовки по меньшей мере одной сквозной прорези, при этом между внешней поверхностью заготовки и внутренней поверхностью пресс-формы образуется пространство, в которое через указанную сквозную прорезь подают расплав пластика и одновременно с формированием наружной оболочки и внутреннего пластикового элемента формируют на внешней поверхности наружной оболочки, по меньшей мере, фрагмент пластиковой оболочки, составляющий единое целое с внутренним пластиковым элементом.
2. Способ по п.1, отличающийся тем, что на внутренней поверхности боковой и/или торцевой стенок пресс-формы выполняют рельеф и при формировании наружной оболочки на внешней поверхности ее боковой и/или торцевой стенок образуют рельеф, тождественный по конфигурации и размеру указанному рельефу на внутренней поверхности боковой и/или торцевой стенок пресс-формы.
3. Способ по п.1, отличающийся тем, что на поверхности пуансона выполняют рельеф и при формировании внутреннего пластикового элемента на внутренней поверхности его стенок образуют рельеф, тождественный по конфигурации и размеру рельефу на поверхности пуансона.
4. Способ по п.1, отличающийся тем, что подачу расплава пластика в зазор осуществляют по каналу, выполненному в пуансоне.
5. Способ по п.1, отличающийся тем, что подачу расплава пластика в зазор осуществляют по каналу, выполненному в пресс-форме.
Текст
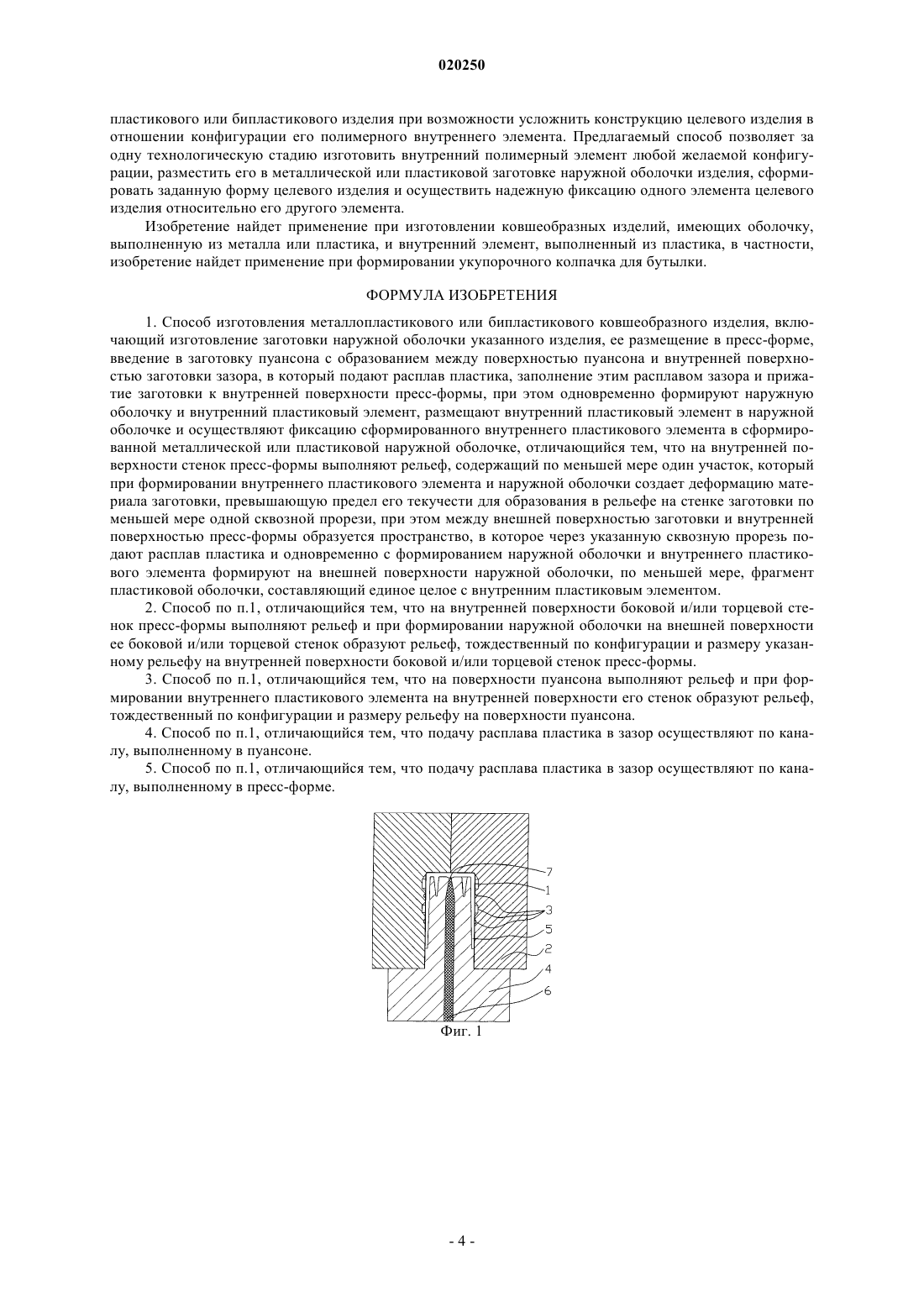
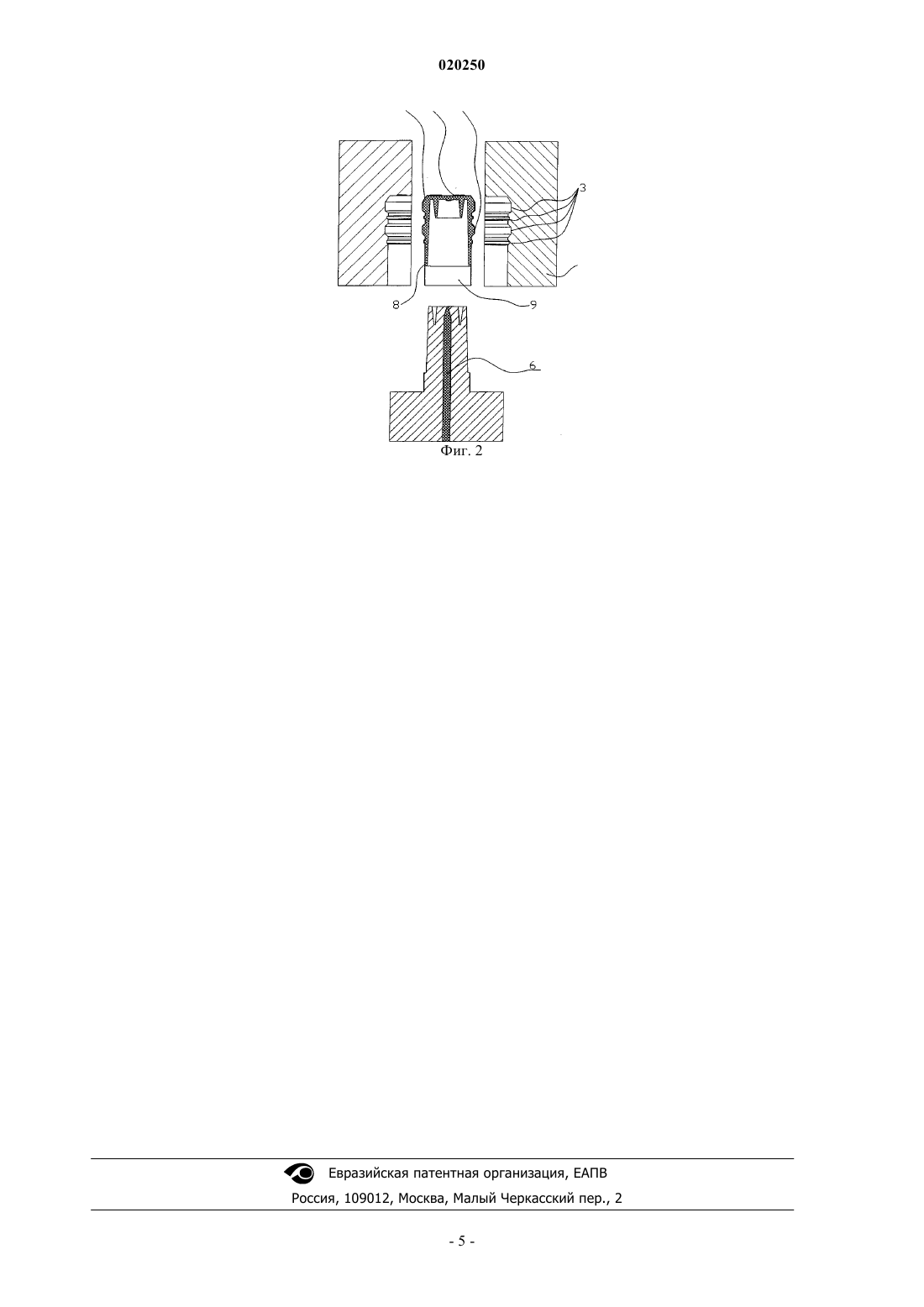
СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛОПЛАСТИКОВОГО ИЛИ БИПЛАСТИКОВОГО ИЗДЕЛИЯ Способ изготовления металлопластикового или бипластикового ковшеобразного изделия,включающий изготовление заготовки наружной оболочки указанного изделия, ее размещение в пресс-форме, введение в заготовку пуансона с образованием между поверхностью пуансона и внутренней поверхностью заготовки зазора, в который подают расплав пластика, заполнение этим расплавом зазора и прижатие заготовки к внутренней поверхности пресс-формы. При этом одновременно формируют металлическую или пластиковую наружную оболочку изделия,образуют внутренний пластиковый элемент, размещают и фиксируют его в сформированной наружной оболочке изделия. Кроме того, на внутренней поверхности стенок пресс-формы выполняют рельеф, содержащий по меньшей мере один участок, который при формировании внутреннего пластикового элемента и наружной оболочки создает деформацию материала заготовки, превышающую предел его текучести для образования в рельефе на стенке заготовки по меньшей мере одной сквозной прорези, при этом между внешней поверхностью заготовки и внутренней поверхностью пресс-формы образуется пространство, в которое через указанную сквозную прорезь подают расплав пластика и одновременно с формированием наружной оболочки и внутреннего пластикового элемента формируют на внешней поверхности наружной оболочки,по меньшей мере, фрагмент пластиковой оболочки, составляющий единое целое с внутренним пластиковым элементом. Медведев Олег Зиновьевич (RU) Богданова Г.И. (RU) Область техники, к которой относится изобретение Заявляемое изобретение касается способа изготовления металлопластикового или бипластикового изделия, преимущественно укупорочного колпачка для бутылки. Уровень техники Известен способ изготовления укупорочного средства для бутылок, включающий нанесение на листовую заготовку оболочки укупорочного средства слоя уплотнительной пластиковой пасты, последующие раскрой и штамповку укупорочного средства таким образом, чтобы нанесенный слой пластиковой пасты, образующий уплотнительную прокладку, был расположен на внутренней поверхности оболочки укупорочного средства для бутылки (SU 1634593, МПК: В 65D 39/02). Указанный способ не обеспечивает надежных укупорочных свойств изготавливаемому средству изза плохой адгезии уплотнительной прокладки к внутренней поверхности его оболочки. В качестве прототипа выбран способ изготовления укупорочного колпачка, состоящего из металлической наружной оболочки и пластмассовой втулки, укрепленной на внутренней поверхности боковой стенки оболочки (французская заявка на патент 2762304, МПК: В 65D 41/12). Указанный колпачок предназначен для укупорки бутылок с напитками. В соответствии со способом, описанным в указанной публикации, изготавливают заготовку металлической наружной оболочки с использованием штамповки или прокатки, размещают в изготовленной оболочке предварительно выполненную пластмассовую втулку и путем термообработки под давлением обеспечивают сцепление втулки и оболочки для фиксации втулки, после чего возможна стадия обработки полученного колпачка для придания ему заданной формы. Указанный способ не позволяет изготовить целевое изделие, внутренний пластиковый элемент которого превышает размер открытой части металлической наружной оболочки, в том числе, изготовить целевое изделие, внутренний пластиковый элемент которого имеет бочкообразную форму или форму конуса с расширением к торцу металлической наружной оболочки колпачка. Кроме того, указанный способ предусматривает многостадийный процесс получения целевого изделия, а именно изготовление металлической наружной оболочки; изготовление пластмассовой втулки; сборка металлического и пластмассового элементов; закрепление одного элемента относительно другого элемента; формирование заданной формы целевого изделия. Сущность изобретения В основу заявляемого изобретения положена задача создать такой способ изготовления металлопластикового или бипластикового ковшеобразного изделия, который позволил бы упростить технологию получения целевого изделия и обеспечил возможность формирования сборного изделия с внутренним пластиковым элементом различной конфигурации. Указанная задача решена созданием способа изготовления металлопластикового или бипластикового ковшеобразного изделия, включающего изготовление заготовки наружной оболочки указанного изделия, ее размещение в пресс-форме, введение в заготовку пуансона с образованием между поверхностью пуансона и внутренней поверхностью заготовки зазора, в который подают расплав пластика, заполнение этим расплавом зазора и прижатие заготовки к внутренней поверхности пресс-формы, при этом одновременно формируют наружную оболочку и внутренний пластиковый элемент, размещают внутренний пластиковый элемент в наружной оболочке и осуществляют фиксацию сформированного внутреннего пластикового элемента в сформированной металлической или пластиковой наружной оболочке, при этом согласно изобретению на внутренней поверхности стенок пресс-формы выполняют рельеф, содержащий по меньшей мере один участок, который при формировании внутреннего пластикового элемента и наружной оболочки создает деформацию материала заготовки, превышающую предел его текучести, для образования в рельефе на стенке заготовки по меньшей мере одной сквозной прорези, при этом между внешней поверхностью заготовки и внутренней поверхностью пресс-формы образуется пространство, в которое через указанную сквозную прорезь подают расплав пластика и одновременно с формированием наружной оболочки и внутреннего пластикового элемента формируют на внешней поверхности наружной оболочки, по меньшей мере, фрагмент пластиковой оболочки, составляющий единое целое с внутренним пластиковым элементом. Благодаря изобретению возможно за одну технологическую стадию изготовить внутренний пластиковый элемент любой желаемой конфигурации, разместить его в металлической или пластиковой заготовке наружной оболочки изделия, сформировать заданную форму целевого изделия и осуществить надежную фиксацию одного элемента целевого изделия относительно его другого элемента. Особенность заявляемого способа состоит в том, что в процессе единой технологической стадии возможно дополнительно создать пластиковый элемент - дублирующую пластиковую оболочку на внешней поверхности наружной оболочки изделия. Разновидность заявляемого изобретения состоит в том, что на внутренней поверхности боковой и/или торцевой стенок пресс-формы выполняют рельеф и при формировании наружной оболочки на внешней поверхности ее боковой и/или торцевой стенок образуют рельеф, тождественный по конфигурации и размеру указанному рельефу на внутренней поверхности боковой и/или торцевой стенок прессформы. Другая разновидность заявляемого изобретения состоит в том, что на поверхности пуансона выполняют рельеф и при формировании внутреннего пластикового элемента на внутренней поверхности его стенок образуют рельеф, тождественный по конфигурации и размеру рельефу на поверхности пуансона. Еще одна разновидность заявляемого изобретения состоит в том, что подачу расплава пластика в зазор осуществляют по каналу, выполненному в пуансоне. Еще одна разновидность заявляемого изобретения состоит в том, что подачу расплава пластика в зазор осуществляют по каналу, выполненному в пресс-форме. Краткое описание чертежей Заявленное изобретение иллюстрируется чертежами, где одинаковые или сходные элементы имеют одни и те же ссылочные позиции. Фиг. 1 схематично показывает исходное состояние средства для реализации способа изготовления металлопластикового или бипластикового изделия, преимущественно укупорочного колпачка для бутылки, согласно изобретению, продольный разрез. Фиг. 2 схематично показывает средство для реализации способа изготовления металлопластикового или бипластикового изделия, преимущественно укупорочного колпачка для бутылки, согласно изобретению, после подачи расплава пластика, продольный разрез. Подробное описание изобретения На фиг. 1 схематично показано исходное состояние средства для реализации способа изготовления металлопластикового или бипластикового изделия, преимущественно укупорочного колпачка для бутылки, заявляемого согласно изобретению. Заявляемый способ касается изготовления изделий, имеющих ковшеобразную форму, преимущественно укупорочного колпачка для бутылки. Нижеследующее подробное описание изобретения приводится в отношении изготовления укупорочного колпачка для бутылки. Заявляемый способ включает изготовление из металла или пластика заготовки 1 наружной оболочки укупорочного колпачка. Изобретение предусматривает возможность изготовления заготовки 1 наружной оболочки укупорочного колпачка из материала, состоящего из слоев разных металлов или из композита на основе металла и пластика. Заявляемый способ пригоден для формирования укупорочного колпачка, наружная оболочка которого выполнена только из пластика, а именно из жесткого пластика, например поликарбоната, способного деформироваться без разрушения, в том числе при частичной передаче тепла от расплава пластика, используемого при изготовлении внутреннего элемента укупорочного колпачка. Изготовление заготовки 1 наружной оболочки укупорочного колпачка осуществляют известными в настоящее время приемами, а именно, например, штамповкой, прокаткой. Затем предварительно выполненную заготовку 1 наружной оболочки укупорочного колпачка помещают в пресс-форму 2. Согласно заявляемому изобретению на внутренней поверхности боковой и/или торцевой стенок пресс-формы 2 выполняют заданный рельеф 3. Далее вводят в указанную заготовку 1 пуансон 4 с образованием между поверхностью пуансона 4 и внутренней поверхностью заготовки 1 кольцевого зазора 5. Согласно заявляемому изобретению на поверхности пуансона 4 также выполняют заданный рельеф. В образованный зазор 5 под давлением подают расплав пластика 6, заполняют им весь зазор 5, в результате прижимают заготовку 1 к внутренней поверхности пресс-формы 2. При этом происходит увеличение зазора 5 и заполнение увеличившегося объема зазора 5 расплавом пластика. В качестве пластика 6 возможно использовать, например, термореактивные пластмассы на основе фенолоформальдегидных смол, полиэфирных смол, эпоксидных смол, мочевино-формальдегидных смол; или термопластичные пластмассы, например, на основе полиолефинов, поливинилхлорида, полистирола. Само собой разумеется, что при использовании заявляемого способа при изготовлении изделий для укупорки пищевых продуктов возможно применение только соответствующих разрешенных пластиков. В соответствии с заявляемым изобретением подачу в зазор 5 расплава пластика 6 возможно осуществлять по каналу 7, выполненному в пуансоне 4. Изобретение предусматривает возможность подачи расплава пластика 6 в зазор 5 через канал, образованный в пресс-форме 2. После охлаждения пластика 6 формируют в заготовке 1 наружной оболочки укупорочного колпачка внутренний пластиковый элемент 8 (фиг. 2) укупорочного колпачка. При этом на внешней поверхности стенок сформированного внутреннего пластикового элемента 8 образуют рельеф, тождественный по конфигурации и размеру заданному рельефу на поверхности пуансона 4. Конфигурация и толщина стенок сформированного внутреннего пластикового элемента 8 соответствует конфигурации и толщине кольцевого зазора 5 (фиг. 1). Таким образом, одновременно осуществляют формирование внутреннего элемента 8 (фиг. 2), размещение элемента 8 в заготовке 1 наружной оболочки укупорочного колпачка и фиксацию элемента 8 в заготовке 1. Наружная оболочка 1 укупорочного колпачка может быть выполнена, например, из поликарбоната,а внутренний элемент 8 может быть выполнен из пластика иного типа, например линейного полиэтилена. При этом внутренний пластиковый элемент 8 получаемого бипластикового укупорочного колпачка может превышать размер открытой части 9 наружной оболочки укупорочного колпачка, а именно, внутренний пластиковый элемент 8 может иметь бочкообразную форму или форму конуса с расширением к торцу наружной оболочки укупорочного колпачка или любую другую форму, в том числе неконцентрическую. Одновременно в процессе подачи в зазор 5 (фиг. 1) под давлением расплава пластика 6 и формирования в заготовке 1 заданного внутреннего пластикового элемента 8 (фиг. 2), за счет поступающего под давлением расплава пластика 6 (фиг. 1) и, используя формирующее усилие пластика 6, прижимают заготовку 1 к стенкам пресс-формы 2. При этом происходит деформация стенок заготовки 1 в соответствии с конфигурацией стенок пресс-формы 2 и ее рельефными участками 3, приводящая к формированию наружной оболочки изделия. Таким образом, по меньшей мере, на внешней поверхности боковой стенки и/или, по меньшей мере, на внешней поверхности торцевой стенки заготовки 1 наружной оболочки образуют рельеф, тождественный по конфигурации и размеру заданному рельефу на внутренней поверхности боковой и/или торцевой стенок пресс-формы 2. Подачу расплава пластика 6 в зазор 5 осуществляют под давлением, зависящим от текучести используемого полимерного материала, величины зазора, пластичности материала наружной оболочки,высоты и ширины формируемого рельефа наружной оболочки. При этом конкретное значение давления при подаче расплава пластика зависит от материала, из которого выполнена заготовка 1, толщины ее стенок. Например, при использовании заготовки 1, выполненной их алюминиевоголиста толщиной 0,24 мм и имеющей толщину стенок 1,2 мм, достаточно подавать расплав пластика под давлением 5-30 атм, чтобы произошла деформации стенок заготовки 1 в соответствии с конфигурацией стенок пресс-формы 2 и ее рельефными участками 3 и был достигнут желаемый рельеф наружной оболочки укупорочного колпачка, т.е. формирование наружной оболочки укупорочного колпачка. В соответствии с изобретением в процессе указанного формирования наружной оболочки укупорочного колпачка в пресс-форме 2 заданный рельеф возможно образовать на боковой стенке 10 (фиг. 2) и/или на торцевой стенке 11 наружной оболочки укупорочного колпачка, при этом образуют, например,ребра, рельефные изобразительные элементы, буквенные, цифровые обозначения. Заданный рельеф возможно образовать только на внешней поверхности заготовки 1 (фиг. 1). Однако в зависимости от высоты и радиусов сопряжения рельефных участков 3 на стенках пресс-формы 2, их конфигурации и величины давления подачи расплава пластика возможно выполнить деформацию и наружной и внутренней поверхностей стенок металлической наружной оболочки изделия, включая образование сквозных прорезей (на фигуре не показано) стенок оболочки изделия. Для образования по меньшей мере одной сквозной прорези в рельефе, преимущественно, боковой стенки заготовки наружной оболочки, согласно изобретению прижимают заготовку 1 к внутренней поверхности пресс-формы 2, в рельефе которой согласно изобретению выполнен по меньшей мере один участок, обеспечивающий деформацию материала заготовки наружной оболочки, превышающую предел текучести этого материала. Множество сквозных прорезей, выполненных по окружности на боковой стенке заготовки 1, например заготовки колпачка для укупорки бутылок, создают в заданном рельефе заготовки колпачка ослабленную линию в виде перфорации. Для образования на пластиковом элементе 8 (фиг. 2) изделия (по меньшей мере, на внутренней поверхности пластикового элемента 8) заданного рельефа, например, винтовой резьбы целесообразно использовать пуансон, на поверхности которого имеются соответствующие рельефные участки. Одновременно в процессе формирования в заготовке 1 (фиг. 1) заданного внутреннего пластикового элемента 8 (фиг. 2) и формирования наружной оболочки укупорочного колпачка осуществляют сцепление наружной оболочки укупорочного колпачка и его пластикового элемента, достигают механическую фиксацию пластикового элемента в указанной оболочке укупорочного колпачка, в том числе, за счет выполнения заданных рельефов как на стенках наружной оболочки, так и на стенках внутреннего пластикового элемента, обеспечивающих сцепление элементов изделия как в осевом, так и в радиальном направлениях. Особенность заявляемого способа состоит в том, что в процессе единой технологической стадии возможно дополнительно создать пластиковый элемент - дублирующую пластиковую оболочку на внешней поверхности наружной оболочки изделия. Для этого образуют между внешней поверхностью заготовки 1 и внутренней поверхностью пресс-формы 2 пространство (на фигуре не показан). В заданном рельефе наружной оболочки создают сквозные прорези, далее расплав пластика, подаваемый под давлением в кольцевой зазор между поверхностью пуансона 4 и внутренней поверхностью заготовки 1, направляют через сквозные прорези наружной оболочки в названное выше пространство между внешней поверхностью заготовки 1 и внутренней поверхностью пресс-формы 2. Таким образом, после охлаждения формируют на внешней поверхности заготовки наружной оболочки, по меньшей мере, фрагмент пластиковой оболочки изделия, составляющий единое целое с внутренним пластиковым элементом. Таким образом, предлагаемый способ обеспечивает упрощение технологии изготовлении металло-3 020250 пластикового или бипластикового изделия при возможности усложнить конструкцию целевого изделия в отношении конфигурации его полимерного внутреннего элемента. Предлагаемый способ позволяет за одну технологическую стадию изготовить внутренний полимерный элемент любой желаемой конфигурации, разместить его в металлической или пластиковой заготовке наружной оболочки изделия, сформировать заданную форму целевого изделия и осуществить надежную фиксацию одного элемента целевого изделия относительно его другого элемента. Изобретение найдет применение при изготовлении ковшеобразных изделий, имеющих оболочку,выполненную из металла или пластика, и внутренний элемент, выполненный из пластика, в частности,изобретение найдет применение при формировании укупорочного колпачка для бутылки. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ изготовления металлопластикового или бипластикового ковшеобразного изделия, включающий изготовление заготовки наружной оболочки указанного изделия, ее размещение в пресс-форме,введение в заготовку пуансона с образованием между поверхностью пуансона и внутренней поверхностью заготовки зазора, в который подают расплав пластика, заполнение этим расплавом зазора и прижатие заготовки к внутренней поверхности пресс-формы, при этом одновременно формируют наружную оболочку и внутренний пластиковый элемент, размещают внутренний пластиковый элемент в наружной оболочке и осуществляют фиксацию сформированного внутреннего пластикового элемента в сформированной металлической или пластиковой наружной оболочке, отличающийся тем, что на внутренней поверхности стенок пресс-формы выполняют рельеф, содержащий по меньшей мере один участок, который при формировании внутреннего пластикового элемента и наружной оболочки создает деформацию материала заготовки, превышающую предел его текучести для образования в рельефе на стенке заготовки по меньшей мере одной сквозной прорези, при этом между внешней поверхностью заготовки и внутренней поверхностью пресс-формы образуется пространство, в которое через указанную сквозную прорезь подают расплав пластика и одновременно с формированием наружной оболочки и внутреннего пластикового элемента формируют на внешней поверхности наружной оболочки, по меньшей мере, фрагмент пластиковой оболочки, составляющий единое целое с внутренним пластиковым элементом. 2. Способ по п.1, отличающийся тем, что на внутренней поверхности боковой и/или торцевой стенок пресс-формы выполняют рельеф и при формировании наружной оболочки на внешней поверхности ее боковой и/или торцевой стенок образуют рельеф, тождественный по конфигурации и размеру указанному рельефу на внутренней поверхности боковой и/или торцевой стенок пресс-формы. 3. Способ по п.1, отличающийся тем, что на поверхности пуансона выполняют рельеф и при формировании внутреннего пластикового элемента на внутренней поверхности его стенок образуют рельеф,тождественный по конфигурации и размеру рельефу на поверхности пуансона. 4. Способ по п.1, отличающийся тем, что подачу расплава пластика в зазор осуществляют по каналу, выполненному в пуансоне. 5. Способ по п.1, отличающийся тем, что подачу расплава пластика в зазор осуществляют по каналу, выполненному в пресс-форме.
МПК / Метки
МПК: B29C 47/02, B65D 41/18, B29C 39/10, B29D 99/00
Метки: изделия, металлопластикового, способ, изготовления, бипластикового
Код ссылки
<a href="https://eas.patents.su/6-20250-sposob-izgotovleniya-metalloplastikovogo-ili-biplastikovogo-izdeliya.html" rel="bookmark" title="База патентов Евразийского Союза">Способ изготовления металлопластикового или бипластикового изделия</a>
Способ изготовления многослойных пластмассовых изделий литьём под давлением и многослойные пластмассовые изделия
Номер патента: 6590
Опубликовано: 24.02.2006
Авторы: Песович Воин, Песович Предраг
МПК: B29C 45/16, B29C 45/14, B29C 65/70...
Метки: изделия, литьём, способ, многослойных, многослойные, пластмассовых, изготовления, изделий, давлением, пластмассовые
Формула / Реферат:
1. Способ изготовления многослойных изделий литьем под давлением, преимущественно санитарно-технических и других изделий, при котором сначала изготавливают литьем под давлением первый слой, имеющий толщину ds с ребрами (12) независимо от того, имеет ли эта часть открытую или закрытую конструкцию, затем указанный первый слой размещают с высокой точностью в другой пресс-форме и изготавливают на его внешней поверхности или ее части второй слой...
Сшиваемая и сшитая полупроводниковые полимерные композиции, способ изготовления многослойного изделия, сшиваемое и сшитое изделия
Номер патента: 14612
Опубликовано: 30.12.2010
Авторы: Смедберг Анника, Йоханссон Кеннет, Йегер Карл-Микаэль
МПК: C08F 210/02, C08F 210/18, C08K 3/04...
Метки: сшиваемая, изделия, сшитое, полимерные, многослойного, способ, сшиваемое, композиции, полупроводниковые, сшитая, изготовления
Формула / Реферат:
1. Полупроводниковая сшиваемая полимерная композиция, содержащая:(а) ненасыщенный полимер, полученный полимеризацией олефинового мономера и по меньшей мере одного полиненасыщенного сомономера и, необязательно, дополнительных сомономеров, имеющий по меньшей мере 0,15 виниловых групп/1000 атомов углерода, и(б) углеродную сажу в количестве 10-45 мас.% от массы композиции.2. Композиция по п.1, где ненасыщенный полимер имеет по меньшей мере 0,30...
Способ изготовления неплоского изделия в виде короба
Номер патента: 18837
Опубликовано: 29.11.2013
Авторы: Дадли Питер, Сьюэлл Кевин, Мерриэн Питер
МПК: F16L 9/17, F16L 59/14
Метки: изделия, неплоского, изготовления, способ, короба, виде
Формула / Реферат:
1. Способ изготовления неплоского изделия в виде короба (30), выполняемого из заготовки (20) с плоским изолирующим слоем (11), покрытым защитным слоем, обеспечивающим уменьшение скалывания или выкрашивания плоского изолирующего слоя, включающий операции:выполнения на поверхности заготовки множества параллельных выемок (14), имеющих поперечное сечение с наклонными боковыми стенками, проходящих в изолирующий слой (11), причем при выполнении выемок...
Способ изготовления удлиненного изделия и изделие
Номер патента: 13855
Опубликовано: 30.08.2010
Авторы: Фреерман Рейнгольд, Ховинг Ларс, Винтерштайн Ральф, Ярвенкиля Юри, Райсельман Франц-Йозеф
МПК: B21C 23/24, B32B 1/08, F16L 9/147...
Метки: удлиненного, способ, изготовления, изделия, изделие
Формула / Реферат:
1. Способ изготовления удлиненного изделия, при которомизготавливают сердечник, имеющий наружный слой из пластического материала,экструдируют бесшовный металлический слой на сердечник с зазором между металлическим слоем и сердечником,охлаждают металлический слой иразмещают наружную поверхность сердечника вплотную к внутренней поверхности металлического слоя,отличающийся тем, что вызывают адгезивное воздействие между сердечником и металлическим...
Способ изготовления фигурных кондитерских изделий (варианты), изделия, полученные этим способом (варианты), и форма для их изготовления
Номер патента: 12239
Опубликовано: 28.08.2009
Авторы: Горбатова Галина Александровна, Салахетдинов Тахир Сафович, Коннэ Владимир Ефимович
МПК: A23G 1/21, A23G 3/02, A23G 1/22...
Метки: кондитерских, этим, изделия, способом, форма, варианты, фигурных, способ, полученные, изделий, изготовления
Формула / Реферат:
1. Способ изготовления фигурного кондитерского изделия, заключающийся в том, что производят изготовление формы путем формования оболочки на поверхность модели (которая находится внутри кожуха, причем оболочка формуется) из материала, способного к полимеризации, который наносят на поверхность модели в жидком или в пластичном состоянии; извлечение модели из формы; обработку внутренней поверхности оболочки, включающей ее очистку и/или промывку;...
Предыдущий патент: Устройство и способ соединения гибких труб встык
Следующий патент: Биосовместимые и биоразлагаемые конъюгаты аналогов фумагиллина
Случайный патент: Спиральный напорный трубопровод