Способ изготовления неплоского изделия в виде короба
Формула / Реферат
1. Способ изготовления неплоского изделия в виде короба (30), выполняемого из заготовки (20) с плоским изолирующим слоем (11), покрытым защитным слоем, обеспечивающим уменьшение скалывания или выкрашивания плоского изолирующего слоя, включающий операции:
выполнения на поверхности заготовки множества параллельных выемок (14), имеющих поперечное сечение с наклонными боковыми стенками, проходящих в изолирующий слой (11), причем при выполнении выемок защитный слой на поверхности плоского изолирующего слоя разрезают;
нанесения на поверхность заготовки паронепроницаемого слоя (18) путем зажатия паронепроницаемого слоя в выемках так, чтобы паронепроницаемый слой (18) перекрывал множество параллельных выемок (14), причем паронепроницаемый слой имеет средство закрепления в виде клеящего вещества, прикрепляющего паронепроницаемый слой (18) к защитному слою, и дополнительно содержит уплотняющее средство;
сгибания с последующими механическими операциями заготовки (20) изолированного изделия в зонах, прилегающих к дну выемок (14), с существенным смыканием выемок (14) с образованием неплоского выполненного из заготовки изолированного короба, так что выполненное из заготовки изолированное изделие (30) имеет внутренний проходной канал, а паронепроницаемый слой (18) образует паронепроницаемое внутреннее покрытие (18С) выполненного из заготовки изолированного изделия; и
герметизации до существенной степени внутреннего проходного канала выполненного из заготовки изолированного изделия от внешней среды с помощью уплотняющего средства паронепроницаемого слоя (18).
2. Способ по п.1, отличающийся тем, что на поверхность, образующую внешнюю поверхность изолирующего слоя, наносят сплошной защитный слой.
3. Способ по п.1 или 2, отличающийся тем, что выемки (14) выполняют фасонным фрезерованием.
4. Способ по любому из предшествующих пунктов, отличающийся тем, что выемки (14), по меньшей мере, частично заполняют уплотнителем и/или клеем.
5. Способ по любому из предшествующих пунктов, отличающийся тем, что сумма внутренних углов выемок (14) такова, что обеспечивается возможность сгибания заготовки (20) изолированного изделия с образованием выполненного из заготовки изолированного изделия, поперечное сечение которого представляет собой замкнутый многоугольник.
6. Способ по любому из предшествующих пунктов, отличающийся тем, что плоский изолирующий слой (11) представляет собой в существенной степени жесткий материал.
7. Способ по п.6, отличающийся тем, что в существенной степени жесткий материал представляет собой жесткий пенофенопласт.
8. Способ по любому из предшествующих пунктов, отличающийся тем, что уплотняющее средство содержит клапан (18'), который расположен с одного края паронепроницаемого слоя (18) и выполнен с возможностью перекрывания другого края паронепроницаемого слоя (18), когда заготовка (20) изолированного изделия согнута с образованием неплоского, выполненного из заготовки изолированного изделия (30) в виде короба, так что паронепроницаемый слой (18) простирается более чем на 360° вокруг внутреннего проходного канала.
9. Способ по п.8, отличающийся тем, что клапан (18') выполнен как единое целое с паронепроницаемым слоем (18) и образует его продолжение.
10. Способ по любому из предшествующих пунктов, отличающийся тем, что паронепроницаемый слой (18) имеет, по существу, такую же ширину, как поверхность плоского изолирующего слоя (11), на которую он нанесен, и имеет большую длину, чем поверхность плоского изолирующего слоя (11), так что клапан (18') выступает за один из краев плоского изолирующего слоя (11).
11. Способ по любому из предшествующих пунктов, отличающийся тем, что паронепроницаемый слой (18) представляет собой многослойный паронепроницаемый слой.
12. Способ по п.11, отличающийся тем, что паронепроницаемый слой содержит слой паронепроницаемой многослойной фольги, выполненной из нескольких слоев листового материала.
13. Способ по любому из предшествующих пунктов, отличающийся тем, что средство закрепления представляет собой самоклеящее вещество.
14. Способ по п.13, отличающийся тем, что самоклеящее вещество представляет собой склеивающее при нажатии вещество, предварительно нанесенное на поверхность, образующую внешнюю поверхность паронепроницаемого слоя (18).
15. Способ по любому из предшествующих пунктов, отличающийся тем, что дополнительно включает операцию нанесения дополнительного паронепроницаемого слоя (18) на плоскую поверхность, образующую внешнюю поверхность плоского изолирующего слоя (11), так что упомянутый дополнительный паронепроницаемый слой (18) образует внешний паронепроницаемый защитный слой выполненного из заготовки изолированного изделия.
16. Способ по п.15, отличающийся тем, что между дополнительным паронепроницаемым слоем (18) и упомянутой внешней поверхностью располагают дополнительное средство закрепления.
17. Способ по п.16, отличающийся тем, что упомянутое дополнительное средство закрепления включает в себя клеящее вещество, предварительно нанесенное на внутреннюю поверхность дополнительного паронепроницаемого слоя (18).

Текст
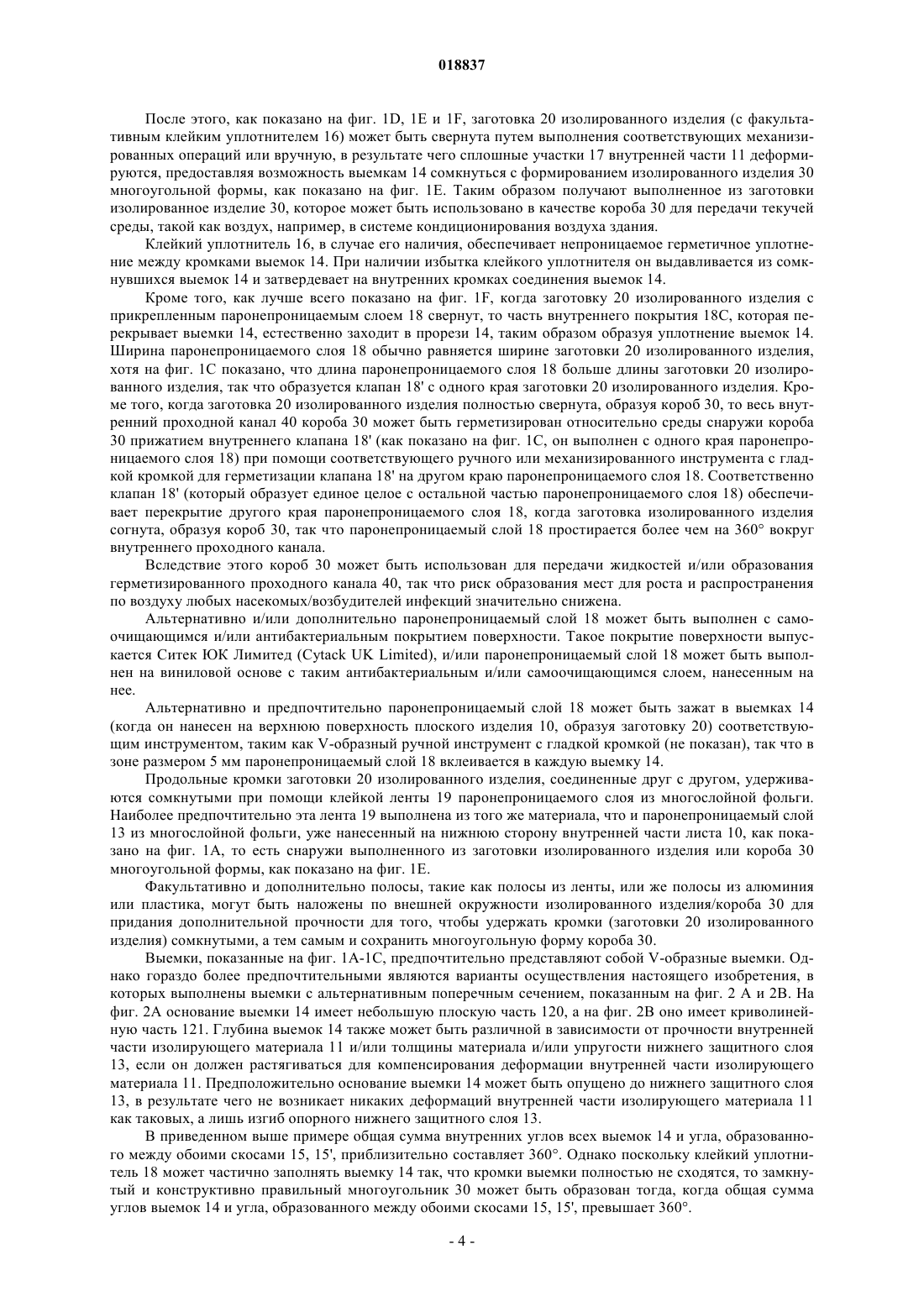
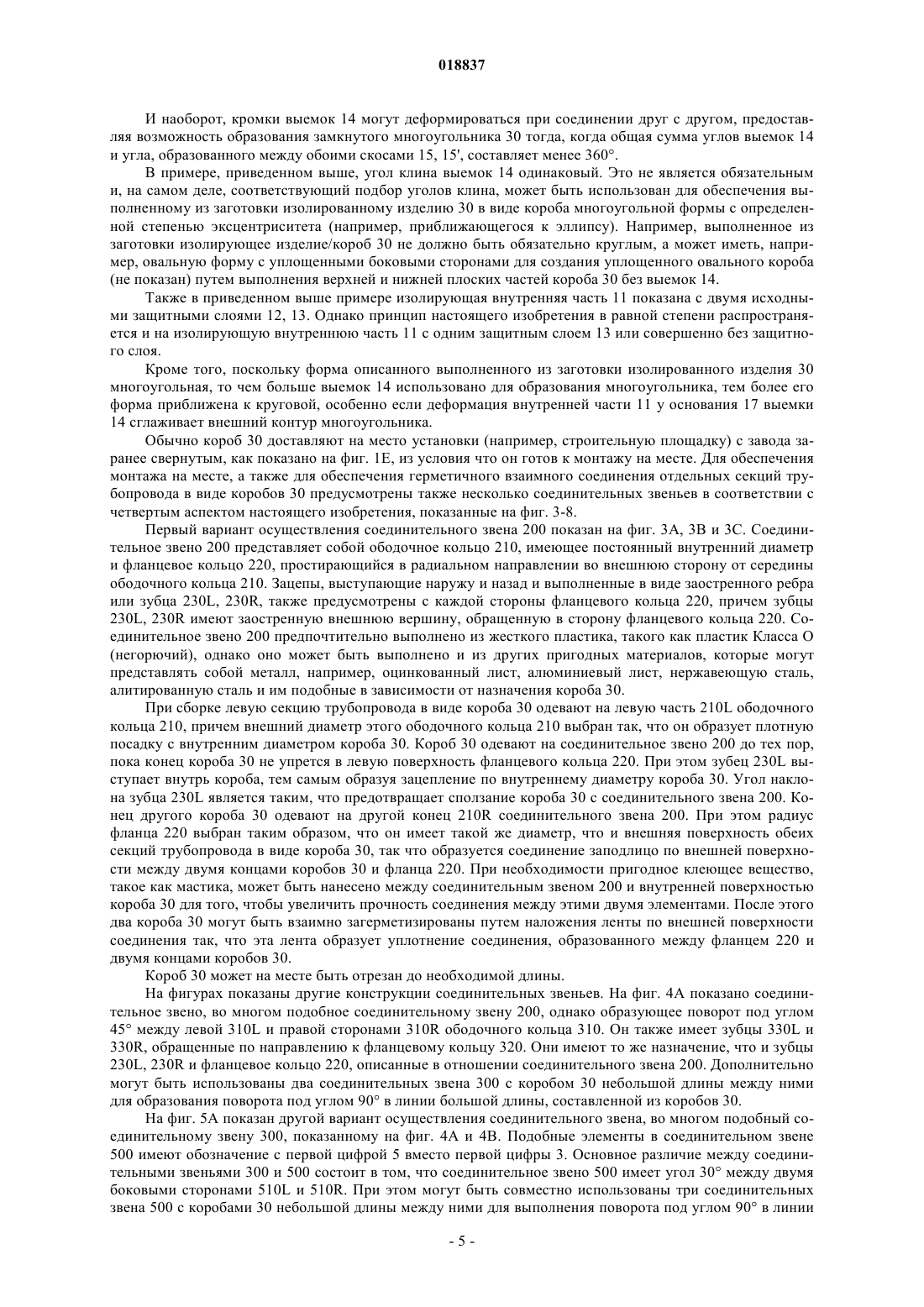
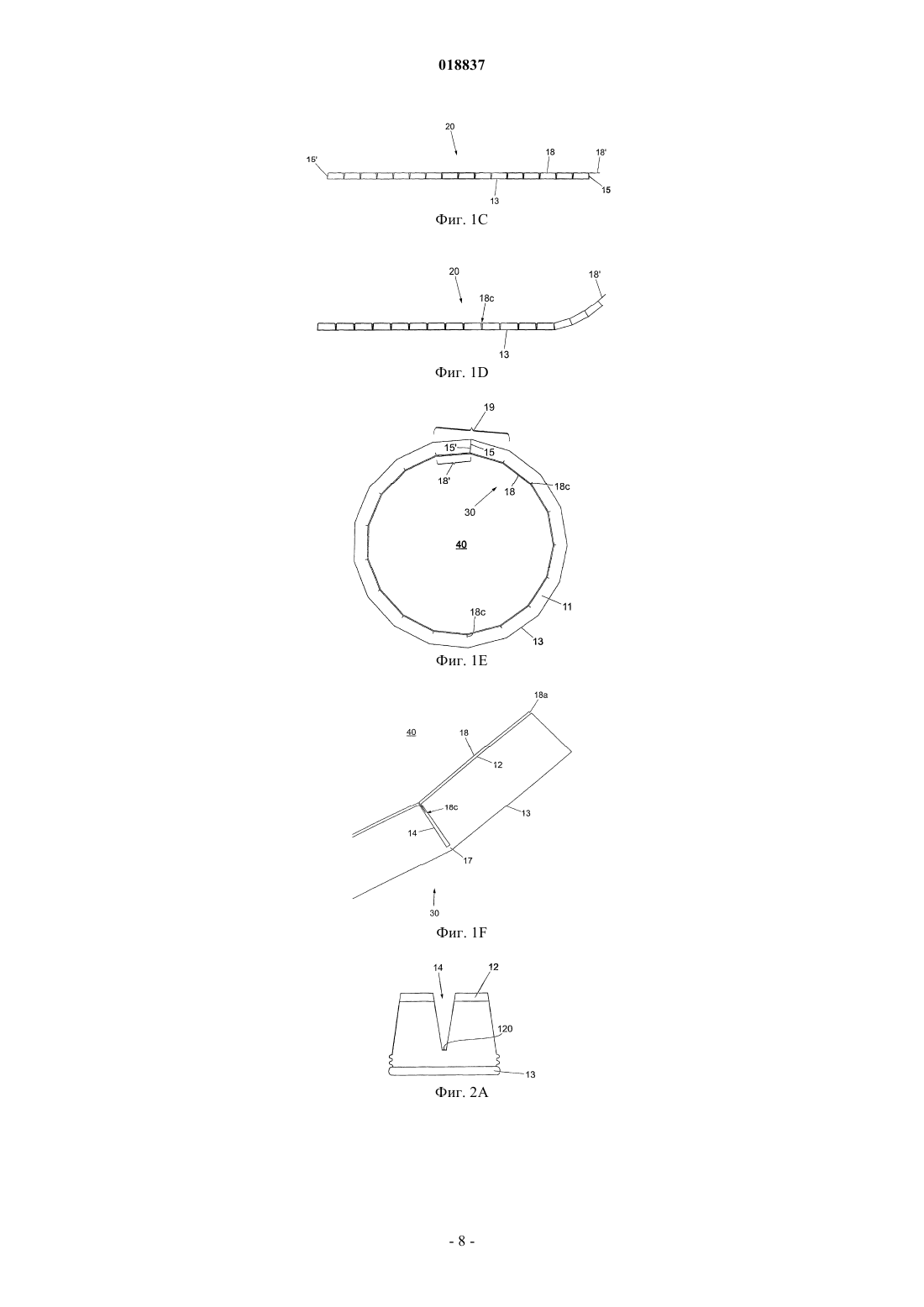
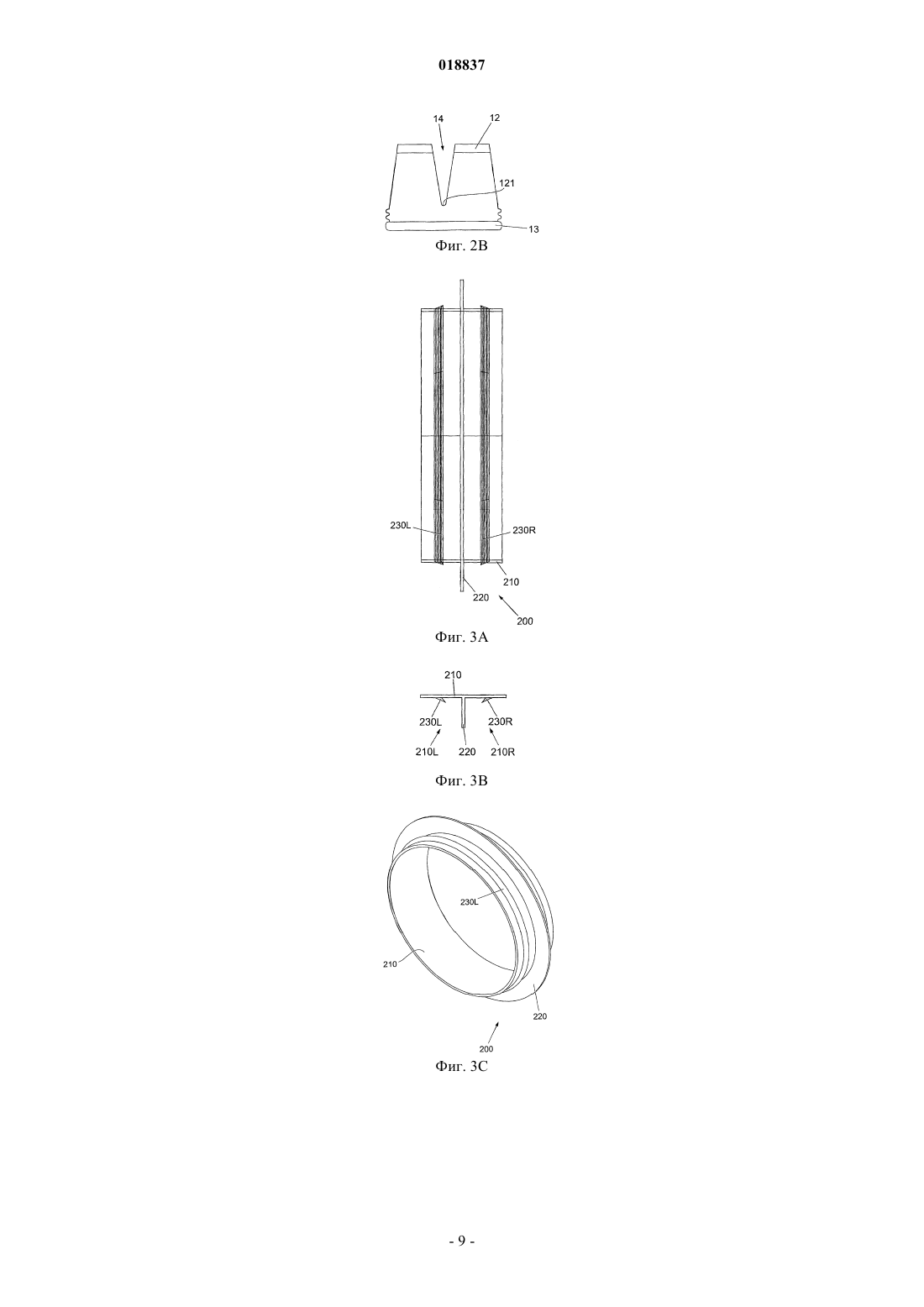
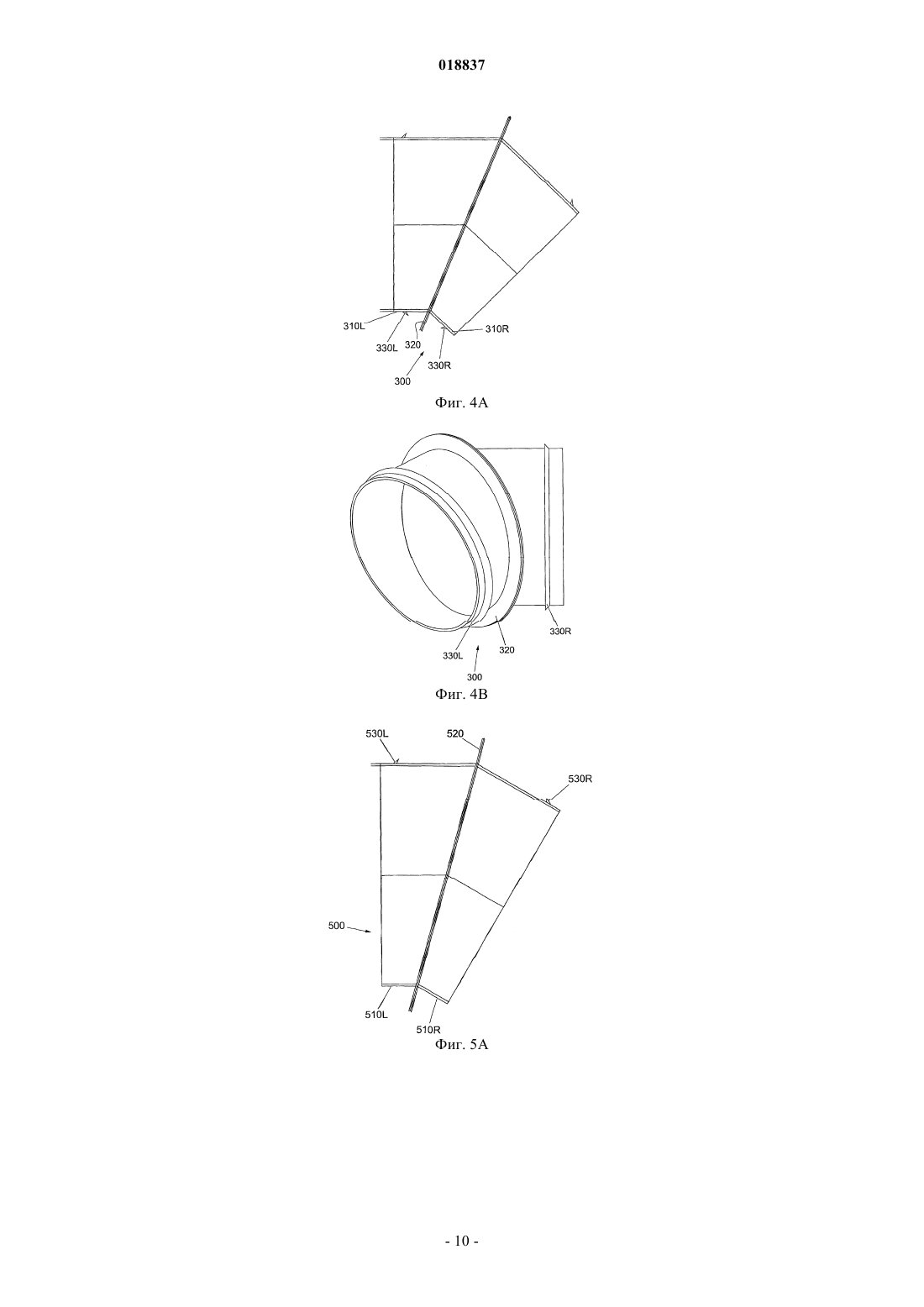
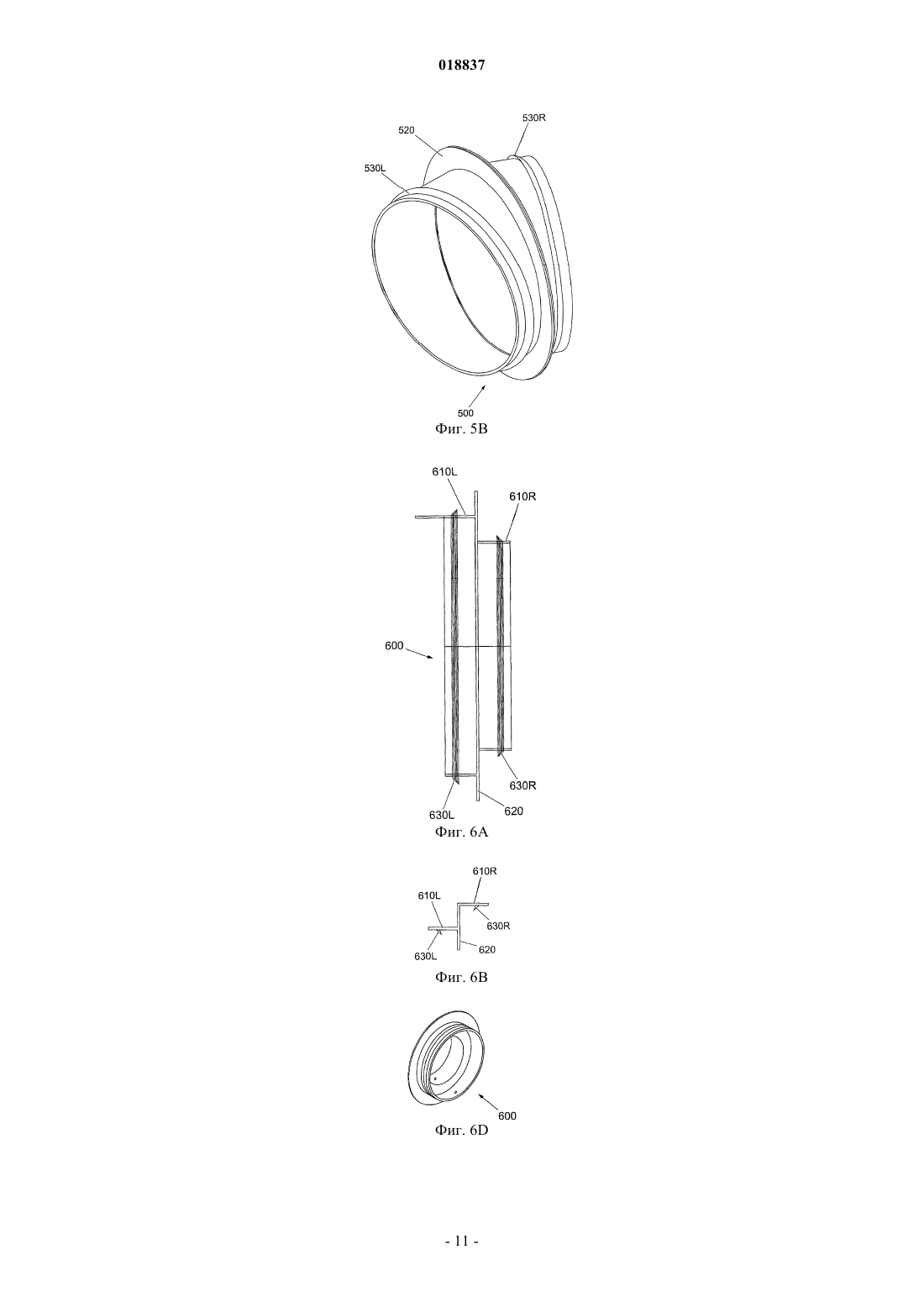
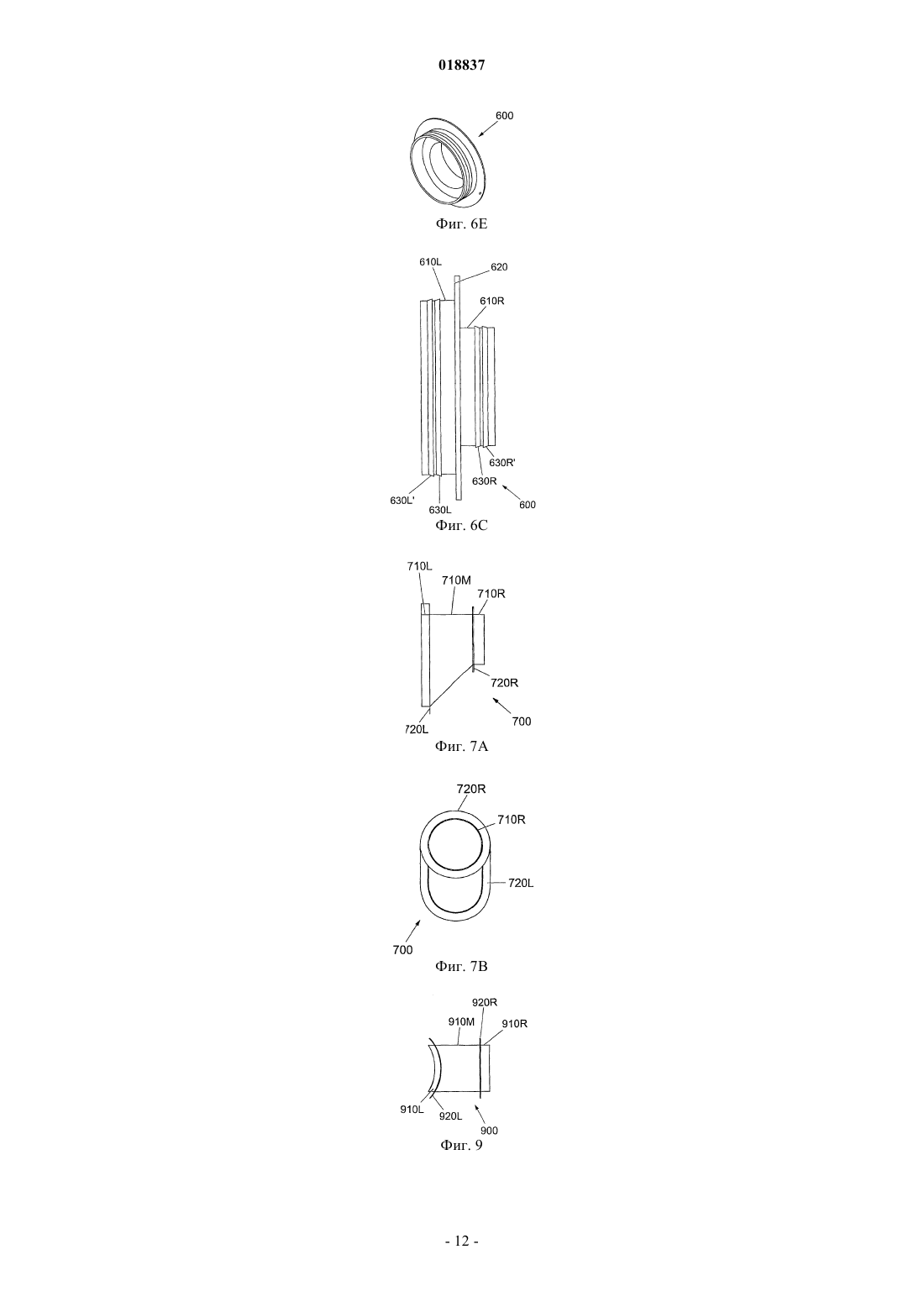
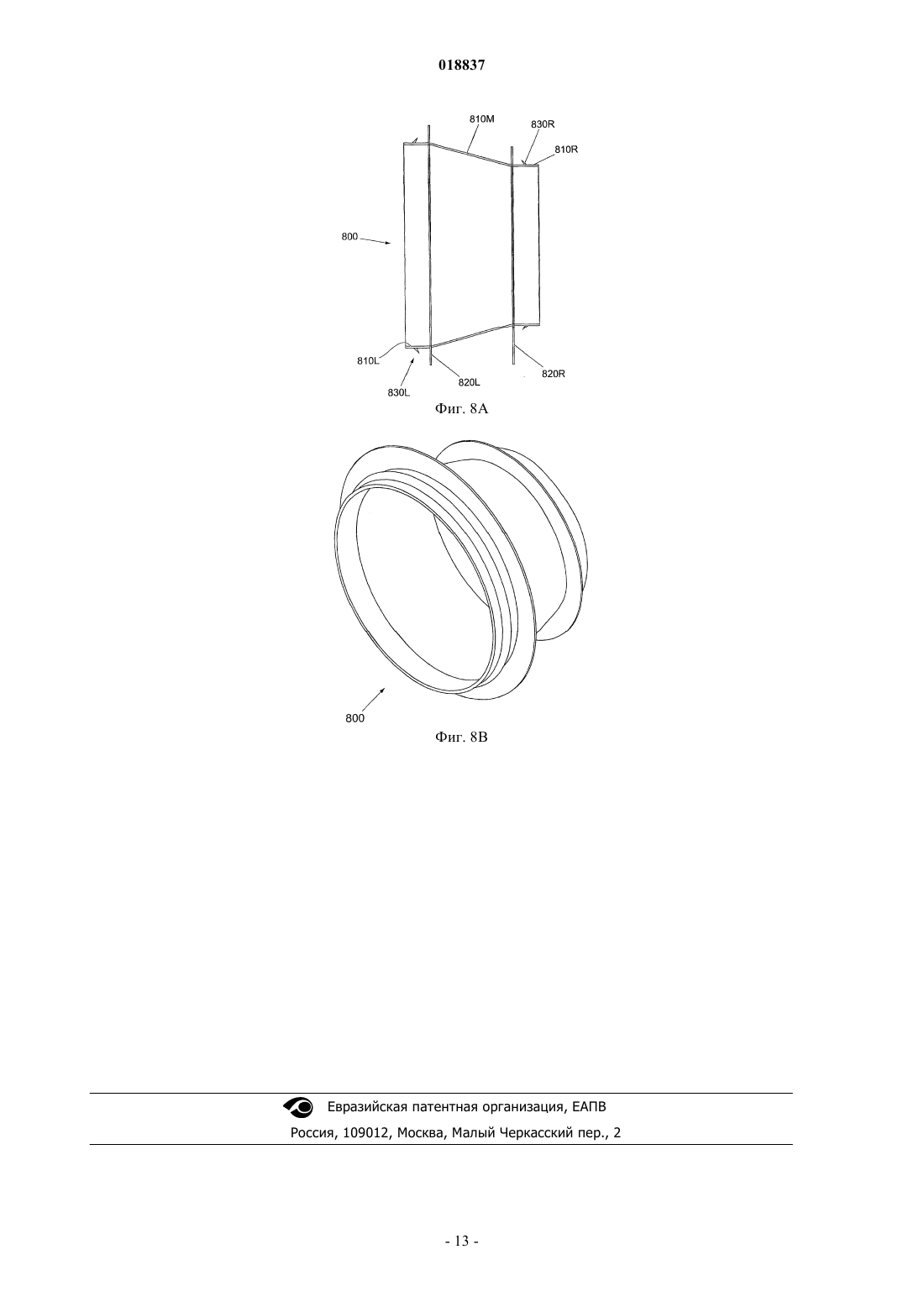
СПОСОБ ИЗГОТОВЛЕНИЯ НЕПЛОСКОГО ИЗДЕЛИЯ В ВИДЕ КОРОБА Описан способ изготовления неплоского изделия в виде короба (30), выполняемого из заготовки(20) с плоским изолирующим слоем (11), покрытым защитным слоем, обеспечивающим уменьшение скалывания или выкрашивания плоского изолирующего слоя. Способ включает следующие операции: выполнение на поверхности заготовки множества параллельных выемок(14), имеющих поперечное сечение с наклонными боковыми стенками и проходящих в изолирующий слой (11), причем при выполнении выемок защитный слой на поверхности плоского изолирующего слоя разрезают; нанесение на поверхность заготовки паронепроницаемого слоя (18) путем зажатия паронепроницаемого слоя в выемках, так чтобы паронепроницаемый слой (18) перекрывал множество параллельных выемок (14), причем паронепроницаемый слой имеет средство закрепления в виде клеющего вещества, прикрепляющего паронепроницаемый слой (18) к защитному слою, и дополнительно содержит уплотняющее средство; сгибание с последующими механическими операциями заготовки (20) изолированного изделия в зонах,прилегающих к дну выемок (14), с существенным смыканием выемок (14) с образованием неплоского выполненного из заготовки изолированного короба, так что выполненное из заготовки изолированное изделие (30) имеет внутренний проходной канал, а паронепроницаемый слой(18) образует паронепроницаемое внутреннее покрытие (18 С) выполненного из заготовки изолированного изделия; и герметизация до существенной степени внутреннего проходного канала,выполненного из заготовки изолированного изделия, от внешней среды с помощью уплотняющего средства паронепроницаемого слоя (18).(71)(73) Заявитель и патентовладелец: СПАЙЕРЛАЙТ ХОЛДИНГС ЛИМИТЕД (GB) Область техники Изобретение имеет отношение к способу изготовления неплоского изделия в виде короба, в частности, из заготовки с плоским изолирующим слоем. Предпосылки создания изобретения Изолированные изделия в виде коробов заводского изготовления служат для перемещения газообразных сред, например, в системах кондиционирования воздуха, и используются в строительстве, в частности, благодаря относительно высокой скорости их монтажа и относительно низкой стоимости по сравнению с металлическими или пластиковыми системами труб, которые впоследствии необходимо теплоизолировать. Пример такого изолированного короба заводского изготовления описан в патентной публикации Великобритании GB 1,137,121 на имя Ло-Денс Фиксингс (Рэгби) Лимитед (Lo-Dense Fixings(Rugby) Limited), в которой описано выполнение продольных выемок в пенопласте с подложкой, который может быть согнут в изолированный короб квадратного или кругового поперечного сечения. Другие примеры приведены в патенте США 6148867, в котором также описано выполнение продольных выемок в волокнистом и/или ячеистом вспененном изоляционном материале с обращенным к влажной среде внешним материалом, который может быть свернут в изолированный короб кругового поперечного сечения. Другие во многом сходные системы описаны в WO 85/04922 и патентной публикации Нидерландов NL 7502320. Однако такие известные системы имеют недостаток, который заключается в том, что они не могут использоваться для перемещения жидкости, поскольку жидкость может разрушать изоляционный материал. Кроме того, открытость изоляционного материала воздушному потоку, проходящему по коробам,может означать, что насекомые/возбудители инфекций и т.п. более вероятно могут выживать и образовывать колонии, укрываясь в соединениях изоляции, тем самым увеличивая риск для здоровья. Кроме того, открытость изоляционного материала также может означать, что пыль из изоляционного материала может попадать в воздух, проходящий по проходному каналу, также увеличивая риск для здоровья. Краткое изложение сущности изобретения В соответствии с первым аспектом настоящего изобретения предложен способ изготовления неплоского изделия в виде короба, выполняемого из заготовки с плоским изолирующим слоем, покрытым защитным слоем, обеспечивающим уменьшение скалывания или выкрашивания плоского изолирующего слоя, включающий операции: выполнения на поверхности заготовки множества параллельных выемок, имеющих поперечное сечение с наклонными боковыми стенками, проходящих в изолирующий слой, причем при выполнении выемок защитный слой на поверхности плоского изолирующего слоя разрезают; нанесения на поверхность заготовки паронепроницаемого слоя путем зажатия паронепроницаемого слоя в выемках, так чтобы паронепроницаемый слой перекрывал множество параллельных выемок, причем паронепроницаемый слой имеет средство закрепления в виде клеющего вещества, прикрепляющего паронепроницаемый слой к защитному слою, и дополнительно содержит уплотняющее средство; сгибания с последующими механическими операциями заготовки изолированного изделия в зонах,прилегающих к дну выемок, с существенным смыканием выемок с образованием неплоского выполненного из заготовки изолированного короба, так что выполненное из заготовки изолированное изделие имеет внутренний проходной канал, а паронепроницаемый слой образует паронепроницаемое внутреннее покрытие выполненного из заготовки изолированного изделия; и герметизации, до существенной степени, внутреннего проходного канала выполненного из заготовки изолированного изделия от внешней среды с помощью уплотняющего средства паронепроницаемого слоя. В соответствии с одним из вариантов осуществления способа на поверхность, образующую внешнюю поверхность изолирующего слоя, наносят сплошной защитный слой. В соответствии с одним из вариантов осуществления способа выемки выполняют фасонным фрезерованием. В соответствии с еще одним вариантом осуществления способа выемки по меньшей мере частично заполняют уплотнителем и/или клеем. В соответствии с еще одним вариантом осуществления способа сумма внутренних углов выемок такова, что обеспечивается возможность сгибания заготовки изолированного изделия с образованием выполненного из заготовки изолированного изделия, поперечное сечение которого представляет собой замкнутый многоугольник. В соответствии с еще одним вариантом осуществления способа плоский изолирующий слой представляет собой в существенной степени жесткий материал. В соответствии с еще одним вариантом осуществления способа в существенной степени жесткий материал представляет собой жесткий пенофенопласт. В соответствии с еще одним вариантом осуществления способа уплотняющее средство содержит клапан, который расположен с одного края паронепроницаемого слоя и выполнен с возможностью перекрывания другого края паронепроницаемого слоя, когда заготовка изолированного изделия согнута с образованием неплоского выполненного из заготовки изолированного изделия в виде короба, так что паронепроницаемый слой простирается более чем на 360 вокруг внутреннего проходного канала. В соответствии с еще одним вариантом осуществления способа клапан выполнен как единое целое с паронепроницаемым слоем и образует его продолжение. В соответствии с еще одним вариантом осуществления способа паронепроницаемый слой имеет, по существу, такую же ширину, как поверхность плоского изолирующего слоя, на которую он нанесен, и имеет большую длину, чем поверхность плоского изолирующего слоя, так что клапан выступает за один из краев плоского изолирующего слоя. В соответствии с еще одним вариантом осуществления способа паронепроницаемый слой представляет собой многослойный паронепроницаемый слой. В соответствии с еще одним вариантом осуществления способа паронепроницаемый слой содержит слой паронепроницаемой многослойной фольги, выполненной из нескольких слоев листового материала. В соответствии с еще одним вариантом осуществления способа средство закрепления представляет собой самоклеящее вещество. В соответствии с еще одним вариантом осуществления способа самоклеящее вещество представляет собой склеивающее при нажатии вещество, предварительно нанесенное на поверхность, образующую внешнюю поверхность паронепроницаемого слоя. В соответствии с еще одним вариантом осуществления способ дополнительно включает операцию нанесения дополнительного паронепроницаемого слоя на плоскую поверхность, образующую внешнюю поверхность плоского изолирующего слоя, так что упомянутый дополнительный паронепроницаемый слой образует внешний паронепроницаемый защитный слой выполненного из заготовки изолированного изделия. В соответствии с еще одним вариантом осуществления способа между дополнительным паронепроницаемым слоем и упомянутой внешней поверхностью располагают дополнительное средство закрепления. В соответствии с еще одним вариантом осуществления способа упомянутое дополнительное средство закрепления включает в себя клеящее вещество, предварительно нанесенное на внутреннюю поверхность дополнительного паронепроницаемого слоя. Краткое описание фигур Фиг. 1A-1F представляют собой сечения, на которых показано выполнение изолированного изделия из заготовки изолированного изделия в соответствии с первым, вторым и третьим аспектами настоящего изобретения. Фиг. 2 А и фиг. 2 В представляют собой сечения, на которых показаны поперечные сечения альтернативных выемок, выполненных в заготовке изолированного изделия в соответствии с первым, вторым и третьим аспектами настоящего изобретения. Фиг. 3 А представляет собой вид сбоку соединительного звена в соответствии с четвертым аспектом настоящего изобретения, предназначенного для соединения двух выполненных из заготовки изолированных изделий в виде коробов в соответствии с первым, вторым и третьим аспектами настоящего изобретения, когда оба короба имеют одинаковые внутренние диаметры. Фиг. 3 В представляет собой сечение вида сбоку, выполненное на половину высоты соединительного звена, показанного на фиг. 3 А. Фиг. 3 С представляет собой вид в перспективе соединительного звена, показанного на фиг. 3 А. Фиг. 4 А представляет собой вид сбоку другого варианта осуществления соединительного звена в соответствии с четвертым аспектом настоящего изобретения для соединения двух коробов, имеющих одинаковые внутренние диаметры, однако расположенных под углом 45 друг к другу для создания поворота под углом 45. Фиг. 4 В представляет собой вид в перспективе соединительного звена, показанного на фиг. 4 А. Фиг. 5 А представляет собой вид сбоку другого варианта осуществления соединительного звена в соответствии с четвертым аспектом настоящего изобретения для соединения двух коробов, имеющих одинаковые внутренние диаметры, однако расположенных под углом 30 друг к другу для создания поворота под углом 30. Фиг. 5 В представляет собой вид в перспективе соединительного звена, показанного на фиг. 5 А. Фиг. 6 А представляет собой вид сбоку соединительного звена в соответствии с четвертым аспектом настоящего изобретения для соединения одного короба, имеющего больший внутренний диаметр, с другим коробом, имеющим меньший внутренний диаметр. Фиг. 6 В представляет собой сечение, выполненное по нижней половине соединительного звена, показанного на фиг. 6 А. Фиг. 6 С представляет собой вид сбоку несколько иного варианта осуществления соединительного звена, показанного на фиг. 6 А. Фиг. 6D представляет собой первый вид сбоку в перспективе соединительного звена, показанного на фиг. 6 С. Фиг. 6 Е представляет собой другой вид сбоку в перспективе соединительного звена, показанного на фиг. 6 С. Фиг. 7 А представляет собой вид сбоку соединительного звена в соответствии с четвертым аспектом настоящего изобретения для выполнения врезки в квадратную секцию трубопровода для обеспечения ответвления другой секции трубопровода. Фиг. 7 В представляет собой вид с торца соединительного звена, показанного на фиг. 7 А. Фиг. 8 А представляет собой другой вариант осуществления соединительного звена в соответствии с четвертым аспектом настоящего изобретения для соединения круглого короба относительно большего диаметра с круглым коробом относительно меньшего диаметра. Фиг. 8 В представляет собой вид в перспективе соединительного звена, показанного на фиг. 8 А. Фиг. 9 представляет собой вид сбоку соединительного звена в соответствии с четвертым аспектом настоящего изобретения для выполнения врезки в круглую секцию трубопровода для обеспечения ответвления другой секции трубопровода. Подробное описание изобретения Фиг. 1 А представляет собой сечение плоского листа изоляционного изделия 10. Изделие 10 имеет многослойную конструкцию с внутренней частью 11 из жесткого изолирующего пенофенопласта,имеющего сверху защитный слой 12, а снизу защитный слой 13, оба слоя 12 и 13 выполнены в виде слоя 12, 13 алюминиевой фольги или стекловолоконной ткани. Такое изделие 10 может быть в наличии на рынке, например, такие листы пеноматериала выпускаются (на момент написания заявки) Кингспан Инсьюлейшн Лимитед (Kingspan Insulation Limited), Херефордшир, Великобритания стандартных размеров 1200 мм 2950 мм и 1000 мм 2950 мм и толщиной обычно либо 22 мм, либо 33 мм. Альтернативно в качестве внутренней части изолирующего материала 11 может быть также использован такой материал,как полиизоцианурат или полиуретан. На фиг. 1 В показан плоский лист 10, из которого изготовлена заготовка 20 изолированного изделия в соответствии с первым аспектом настоящего изобретения путем выполнения в листе 10 сначала нескольких параллельных V-образных выемок 14, а затем выполнения на краях листа скосов 15, 15' под тем же углом, что и боковые поверхности выемок 14. Такие выемки 14 и скосы 15, 15' могут быть выполнены в листе 10 при помощи фасоннофрезерного станка с ЧПУ, оснащенного V-образным инструментом для легкого высокоскоростного фрезерования. При этом защитный слой материала 12 может обеспечивать определенную защиту внутренней части 11 от скалывания или выкрашивания во время фрезерования, особенно если внутренняя часть 11 выполнена из хрупкого изолирующего материала. Общая сумма внутренних углов всех выемок и угла, образованного между обоими скосами 15, 15',приблизительно составляет 360. На фиг. 1 В показана заготовка 20 изолированного изделия с факультативным клейким уплотнителем 16, нанесенным в основании выемок 14. Следующей операцией выполнения заготовки изолированного изделия в соответствии с первым аспектом настоящего изобретения является нанесение паронепроницаемого слоя 18, имеющего средства закрепления в виде клеющего вещества 18 А, нанесенного на его нижнюю поверхность для прикрепления к верхней с нарушенной непрерывностью поверхности материала 10 так, чтобы клеющее вещество 18 А прикрепило паронепроницаемый слой 18 к верхней поверхности 12 внутренней части 11 так, чтобы паронепроницаемый слой 18 покрыл все выемки 14. Предпочтительно паронепроницаемый слой 18 представляет собой паронепроницаемый слой 18 из многослойной фольги, и клеющее вещество 18 А, которое предпочтительно представляет собой контактный клей, предварительно нанесенный на нижнюю поверхность паронепроницаемого слоя 18 из многослойной фольги. Такой самоклеящийся паронепроницаемый слой 18 может быть в наличии на рынке. Например, предпочтительный паронепроницаемый слой 18 представляет собой пятислойный паронепроницаемый слой из многослойной алюминиевой фольги, выпускаемой компанией Венчер Тейп (Venture Tape), Нортгемптоншир, Великобритания под коммерческим наименованием VentureClad 1577CW. Также может быть использован альтернативный паронепроницаемый слой, такой как полиэтилен. Примером такого пригодного полиэтилена являются хлорсульфонированные полиэтилены, выпускаемые компанией Дюпон (Dupont) под коммерческим наименованием Hypalon. Факультативно, если короба 30 предназначены для использования вне помещений (например, снаружи зданий, производственных строений, нефтяных вышек и им подобных), то дополнительный внешний слой (не показан) предпочтительно нанесен снизу на внешнюю поверхность 13 алюминиевой фольги. Предпочтительно такой дополнительный внешний слой также является паронепроницаемым для того,чтобы обеспечить коробу 30 устойчивость к климатическим воздействиям. Предпочтительно паронепроницаемый внешний слой также представляет собой паронепроницаемый слой из многослойной фольги с предварительно нанесенным контактным клеем. Такой самоклеящийся паронепроницаемый слой может быть в наличии на рынке, и более предпочтительно он представляет собой пятислойный паронепроницаемый слой из многослойной алюминиевой фольги, выпускаемой компанией Венчер Тейп (Venture Таре), Нортгемптоншир, Великобритания под коммерческим наименованием VentureClad 1577CW. Таким образом формируют заготовку 20 изолированного изделия. После этого, как показано на фиг. 1D, 1E и 1F, заготовка 20 изолированного изделия (с факультативным клейким уплотнителем 16) может быть свернута путем выполнения соответствующих механизированных операций или вручную, в результате чего сплошные участки 17 внутренней части 11 деформируются, предоставляя возможность выемкам 14 сомкнуться с формированием изолированного изделия 30 многоугольной формы, как показано на фиг. 1E. Таким образом получают выполненное из заготовки изолированное изделие 30, которое может быть использовано в качестве короба 30 для передачи текучей среды, такой как воздух, например, в системе кондиционирования воздуха здания. Клейкий уплотнитель 16, в случае его наличия, обеспечивает непроницаемое герметичное уплотнение между кромками выемок 14. При наличии избытка клейкого уплотнителя он выдавливается из сомкнувшихся выемок 14 и затвердевает на внутренних кромках соединения выемок 14. Кроме того, как лучше всего показано на фиг. 1F, когда заготовку 20 изолированного изделия с прикрепленным паронепроницаемым слоем 18 свернут, то часть внутреннего покрытия 18 С, которая перекрывает выемки 14, естественно заходит в прорези 14, таким образом образуя уплотнение выемок 14. Ширина паронепроницаемого слоя 18 обычно равняется ширине заготовки 20 изолированного изделия,хотя на фиг. 1 С показано, что длина паронепроницаемого слоя 18 больше длины заготовки 20 изолированного изделия, так что образуется клапан 18' с одного края заготовки 20 изолированного изделия. Кроме того, когда заготовка 20 изолированного изделия полностью свернута, образуя короб 30, то весь внутренний проходной канал 40 короба 30 может быть герметизирован относительно среды снаружи короба 30 прижатием внутреннего клапана 18' (как показано на фиг. 1 С, он выполнен с одного края паронепроницаемого слоя 18) при помощи соответствующего ручного или механизированного инструмента с гладкой кромкой для герметизации клапана 18' на другом краю паронепроницаемого слоя 18. Соответственно клапан 18' (который образует единое целое с остальной частью паронепроницаемого слоя 18) обеспечивает перекрытие другого края паронепроницаемого слоя 18, когда заготовка изолированного изделия согнута, образуя короб 30, так что паронепроницаемый слой 18 простирается более чем на 360 вокруг внутреннего проходного канала. Вследствие этого короб 30 может быть использован для передачи жидкостей и/или образования герметизированного проходного канала 40, так что риск образования мест для роста и распространения по воздуху любых насекомых/возбудителей инфекций значительно снижена. Альтернативно и/или дополнительно паронепроницаемый слой 18 может быть выполнен с самоочищающимся и/или антибактериальным покрытием поверхности. Такое покрытие поверхности выпускается Ситек ЮК Лимитед (Cytack UK Limited), и/или паронепроницаемый слой 18 может быть выполнен на виниловой основе с таким антибактериальным и/или самоочищающимся слоем, нанесенным на нее. Альтернативно и предпочтительно паронепроницаемый слой 18 может быть зажат в выемках 14(когда он нанесен на верхнюю поверхность плоского изделия 10, образуя заготовку 20) соответствующим инструментом, таким как V-образный ручной инструмент с гладкой кромкой (не показан), так что в зоне размером 5 мм паронепроницаемый слой 18 вклеивается в каждую выемку 14. Продольные кромки заготовки 20 изолированного изделия, соединенные друг с другом, удерживаются сомкнутыми при помощи клейкой ленты 19 паронепроницаемого слоя из многослойной фольги. Наиболее предпочтительно эта лента 19 выполнена из того же материала, что и паронепроницаемый слой 13 из многослойной фольги, уже нанесенный на нижнюю сторону внутренней части листа 10, как показано на фиг. 1 А, то есть снаружи выполненного из заготовки изолированного изделия или короба 30 многоугольной формы, как показано на фиг. 1E. Факультативно и дополнительно полосы, такие как полосы из ленты, или же полосы из алюминия или пластика, могут быть наложены по внешней окружности изолированного изделия/короба 30 для придания дополнительной прочности для того, чтобы удержать кромки (заготовки 20 изолированного изделия) сомкнутыми, а тем самым и сохранить многоугольную форму короба 30. Выемки, показанные на фиг. 1 А-1 С, предпочтительно представляют собой V-образные выемки. Однако гораздо более предпочтительными являются варианты осуществления настоящего изобретения, в которых выполнены выемки с альтернативным поперечным сечением, показанным на фиг. 2 А и 2 В. На фиг. 2 А основание выемки 14 имеет небольшую плоскую часть 120, а на фиг. 2 В оно имеет криволинейную часть 121. Глубина выемок 14 также может быть различной в зависимости от прочности внутренней части изолирующего материала 11 и/или толщины материала и/или упругости нижнего защитного слоя 13, если он должен растягиваться для компенсирования деформации внутренней части изолирующего материала 11. Предположительно основание выемки 14 может быть опущено до нижнего защитного слоя 13, в результате чего не возникает никаких деформаций внутренней части изолирующего материала 11 как таковых, а лишь изгиб опорного нижнего защитного слоя 13. В приведенном выше примере общая сумма внутренних углов всех выемок 14 и угла, образованного между обоими скосами 15, 15', приблизительно составляет 360. Однако поскольку клейкий уплотнитель 18 может частично заполнять выемку 14 так, что кромки выемки полностью не сходятся, то замкнутый и конструктивно правильный многоугольник 30 может быть образован тогда, когда общая сумма углов выемок 14 и угла, образованного между обоими скосами 15, 15', превышает 360. И наоборот, кромки выемок 14 могут деформироваться при соединении друг с другом, предоставляя возможность образования замкнутого многоугольника 30 тогда, когда общая сумма углов выемок 14 и угла, образованного между обоими скосами 15, 15', составляет менее 360. В примере, приведенном выше, угол клина выемок 14 одинаковый. Это не является обязательным и, на самом деле, соответствующий подбор уголов клина, может быть использован для обеспечения выполненному из заготовки изолированному изделию 30 в виде короба многоугольной формы с определенной степенью эксцентриситета (например, приближающегося к эллипсу). Например, выполненное из заготовки изолирующее изделие/короб 30 не должно быть обязательно круглым, а может иметь, например, овальную форму с уплощенными боковыми сторонами для создания уплощенного овального короба(не показан) путем выполнения верхней и нижней плоских частей короба 30 без выемок 14. Также в приведенном выше примере изолирующая внутренняя часть 11 показана с двумя исходными защитными слоями 12, 13. Однако принцип настоящего изобретения в равной степени распространяется и на изолирующую внутреннюю часть 11 с одним защитным слоем 13 или совершенно без защитного слоя. Кроме того, поскольку форма описанного выполненного из заготовки изолированного изделия 30 многоугольная, то чем больше выемок 14 использовано для образования многоугольника, тем более его форма приближена к круговой, особенно если деформация внутренней части 11 у основания 17 выемки 14 сглаживает внешний контур многоугольника. Обычно короб 30 доставляют на место установки (например, строительную площадку) с завода заранее свернутым, как показано на фиг. 1E, из условия что он готов к монтажу на месте. Для обеспечения монтажа на месте, а также для обеспечения герметичного взаимного соединения отдельных секций трубопровода в виде коробов 30 предусмотрены также несколько соединительных звеньев в соответствии с четвертым аспектом настоящего изобретения, показанные на фиг. 3-8. Первый вариант осуществления соединительного звена 200 показан на фиг. 3 А, 3 В и 3 С. Соединительное звено 200 представляет собой ободочное кольцо 210, имеющее постоянный внутренний диаметр и фланцевое кольцо 220, простирающийся в радиальном направлении во внешнюю сторону от середины ободочного кольца 210. Зацепы, выступающие наружу и назад и выполненные в виде заостренного ребра или зубца 230L, 230R, также предусмотрены с каждой стороны фланцевого кольца 220, причем зубцы 230L, 230R имеют заостренную внешнюю вершину, обращенную в сторону фланцевого кольца 220. Соединительное звено 200 предпочтительно выполнено из жесткого пластика, такого как пластик Класса О(негорючий), однако оно может быть выполнено и из других пригодных материалов, которые могут представлять собой металл, например, оцинкованный лист, алюминиевый лист, нержавеющую сталь,алитированную сталь и им подобные в зависимости от назначения короба 30. При сборке левую секцию трубопровода в виде короба 30 одевают на левую часть 210L ободочного кольца 210, причем внешний диаметр этого ободочного кольца 210 выбран так, что он образует плотную посадку с внутренним диаметром короба 30. Короб 30 одевают на соединительное звено 200 до тех пор,пока конец короба 30 не упрется в левую поверхность фланцевого кольца 220. При этом зубец 230L выступает внутрь короба, тем самым образуя зацепление по внутреннему диаметру короба 30. Угол наклона зубца 230L является таким, что предотвращает сползание короба 30 с соединительного звена 200. Конец другого короба 30 одевают на другой конец 210R соединительного звена 200. При этом радиус фланца 220 выбран таким образом, что он имеет такой же диаметр, что и внешняя поверхность обеих секций трубопровода в виде короба 30, так что образуется соединение заподлицо по внешней поверхности между двумя концами коробов 30 и фланца 220. При необходимости пригодное клеющее вещество,такое как мастика, может быть нанесено между соединительным звеном 200 и внутренней поверхностью короба 30 для того, чтобы увеличить прочность соединения между этими двумя элементами. После этого два короба 30 могут быть взаимно загерметизированы путем наложения ленты по внешней поверхности соединения так, что эта лента образует уплотнение соединения, образованного между фланцем 220 и двумя концами коробов 30. Короб 30 может на месте быть отрезан до необходимой длины. На фигурах показаны другие конструкции соединительных звеньев. На фиг. 4 А показано соединительное звено, во многом подобное соединительному звену 200, однако образующее поворот под углом 45 между левой 310L и правой сторонами 310R ободочного кольца 310. Он также имеет зубцы 330L и 330R, обращенные по направлению к фланцевому кольцу 320. Они имеют то же назначение, что и зубцы 230L, 230R и фланцевое кольцо 220, описанные в отношении соединительного звена 200. Дополнительно могут быть использованы два соединительных звена 300 с коробом 30 небольшой длины между ними для образования поворота под углом 90 в линии большой длины, составленной из коробов 30. На фиг. 5 А показан другой вариант осуществления соединительного звена, во многом подобный соединительному звену 300, показанному на фиг. 4 А и 4 В. Подобные элементы в соединительном звене 500 имеют обозначение с первой цифрой 5 вместо первой цифры 3. Основное различие между соединительными звеньями 300 и 500 состоит в том, что соединительное звено 500 имеет угол 30 между двумя боковыми сторонами 510L и 510R. При этом могут быть совместно использованы три соединительных звена 500 с коробами 30 небольшой длины между ними для выполнения поворота под углом 90 в линии большой длины, составленной из множества секций трубопровода в виде коробов 30, соединенных последовательно. На фиг. 6 А и 6 В показано соединительное звено 600, во многом подобное соединительному звену 200, показанному на фиг. 3 А-3 С. Подобные элементы имеют обозначение с первой цифрой номера позиции 6 вместо первой цифры номера позиции 2. Однако отличие соединительного звена 600 состоит в том, что правое ободочное кольцо 610R имеет меньший диаметр, чем левое кольцо 610R (по тексту так и есть, но и по картинке, и по смыслу должно быть 610L) для того, чтобы соединительное звено 600 могло использоваться для соединения друг с другом двух коробов 30, имеющих различные диаметры. На фиг. 6 С, 6D и 6 Е показано соединительное звено 600, во многом подобное соединительному звену, показанному на фиг. 6 А и 6 В. Единственное различие между ними состоит в том, что соединительное звено 600, показанное на фиг. 6 С и фиг. 6 Е, имеет два зубца 630L и 630L' на левом ободочном кольце 610L, а также имеет два зубца 630R, 630R' на правом ободочном кольце 610R для увеличения усилия зацепления между соединительным звеном 600 и коробами 30. Соединительное звено 800, показанное на фиг. 8 А, во многом подобно соединительному звену 700. Его подобные элементы имеют первую цифру 8 вместо первой цифры 7. Однако соединительное звено 800 имеет круговое поперечное сечение с обоих концов 810L и 810R, которые в этом случае разделены конической переходной секцией 810 М. Соединительное звено 900, показанное на фиг. 9, несколько отличается от других соединительных звеньев тем, что с левой стороны 910L находится вогнутый торец, предназначенный для установки в отверстие, прорезанное в боковой стенке участка круглого короба 30 так, что конец 910L может быть врезан в продольную стенку круглого короба 30. На фиг. 7 А и 7 В показано соединительное звено 700, во многом подобное соединительному звену 900, показанному на фиг. 9. Его подобные элементы имеют первую цифру 7 вместо первой цифры 9. Однако соединительное звено 700 имеет левое ободочное кольцо 710L с плоским торцом и овальным поперечным сечением, а правая сторона фланцевого кольца 720L присоединена к конусной переходной секции 710 М, у которой диаметр уменьшается от левой стороны к правой до присоединения к левой стороне фланцевого кольца 720R. Плоский торец левого ободочного кольца 710L выполнен с возможностью установки в отверстие подобной формы, прорезанное в плоской боковой стенке прямоугольной секции трубопровода в виде короба 30. Во всех случаях вокруг соединений, образованных соединительными звеньями, обернута лента так,что соединительные звенья герметизируются относительно секций трубопровода в виде коробов 30, а предпочтительная лента соответствует внешнему покрытию короба 30. Например, если короб 30 поставляется с дополнительным паронепроницаемым внешним слоем, то лента 18 может быть выполнена из того же материала, что и дополнительный слой (поскольку он предпочтительно представляет собой самоклеящийся материал). Однако если короб 30 поставляется без дополнительного паронепроницаемого внешнего слоя, то лента 18 может представлять собой любую другую пригодную ленту, такую как армированная лента из алюминиевой фольги, выпускаемая Кингспан Инсьюлейшн Лимитед (Kingspan Insulation Limited), Херефордшир, Великобритания под артикулом 1524. Специалистом в данной области техники могут быть выполнены модификации и усовершенствования описанных в данном документе вариантов осуществления изобретения без выхода за пределы объема настоящего изобретения. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ изготовления неплоского изделия в виде короба (30), выполняемого из заготовки (20) с плоским изолирующим слоем (11), покрытым защитным слоем, обеспечивающим уменьшение скалывания или выкрашивания плоского изолирующего слоя, включающий операции: выполнения на поверхности заготовки множества параллельных выемок (14), имеющих поперечное сечение с наклонными боковыми стенками, проходящих в изолирующий слой (11), причем при выполнении выемок защитный слой на поверхности плоского изолирующего слоя разрезают; нанесения на поверхность заготовки паронепроницаемого слоя (18) путем зажатия паронепроницаемого слоя в выемках так, чтобы паронепроницаемый слой (18) перекрывал множество параллельных выемок (14), причем паронепроницаемый слой имеет средство закрепления в виде клеящего вещества,прикрепляющего паронепроницаемый слой (18) к защитному слою, и дополнительно содержит уплотняющее средство; сгибания с последующими механическими операциями заготовки (20) изолированного изделия в зонах, прилегающих к дну выемок (14), с существенным смыканием выемок (14) с образованием неплоского выполненного из заготовки изолированного короба, так что выполненное из заготовки изолированное изделие (30) имеет внутренний проходной канал, а паронепроницаемый слой (18) образует паронепроницаемое внутреннее покрытие (18 С) выполненного из заготовки изолированного изделия; и герметизации до существенной степени внутреннего проходного канала выполненного из заготовки изолированного изделия от внешней среды с помощью уплотняющего средства паронепроницаемого слоя (18). 2. Способ по п.1, отличающийся тем, что на поверхность, образующую внешнюю поверхность изолирующего слоя, наносят сплошной защитный слой. 3. Способ по п.1 или 2, отличающийся тем, что выемки (14) выполняют фасонным фрезерованием. 4. Способ по любому из предшествующих пунктов, отличающийся тем, что выемки (14), по меньшей мере, частично заполняют уплотнителем и/или клеем. 5. Способ по любому из предшествующих пунктов, отличающийся тем, что сумма внутренних углов выемок (14) такова, что обеспечивается возможность сгибания заготовки (20) изолированного изделия с образованием выполненного из заготовки изолированного изделия, поперечное сечение которого представляет собой замкнутый многоугольник. 6. Способ по любому из предшествующих пунктов, отличающийся тем, что плоский изолирующий слой (11) представляет собой в существенной степени жесткий материал. 7. Способ по п.6, отличающийся тем, что в существенной степени жесткий материал представляет собой жесткий пенофенопласт. 8. Способ по любому из предшествующих пунктов, отличающийся тем, что уплотняющее средство содержит клапан (18'), который расположен с одного края паронепроницаемого слоя (18) и выполнен с возможностью перекрывания другого края паронепроницаемого слоя (18), когда заготовка (20) изолированного изделия согнута с образованием неплоского, выполненного из заготовки изолированного изделия (30) в виде короба, так что паронепроницаемый слой (18) простирается более чем на 360 вокруг внутреннего проходного канала. 9. Способ по п.8, отличающийся тем, что клапан (18') выполнен как единое целое с паронепроницаемым слоем (18) и образует его продолжение. 10. Способ по любому из предшествующих пунктов, отличающийся тем, что паронепроницаемый слой (18) имеет, по существу, такую же ширину, как поверхность плоского изолирующего слоя (11), на которую он нанесен, и имеет большую длину, чем поверхность плоского изолирующего слоя (11), так что клапан (18') выступает за один из краев плоского изолирующего слоя (11). 11. Способ по любому из предшествующих пунктов, отличающийся тем, что паронепроницаемый слой (18) представляет собой многослойный паронепроницаемый слой. 12. Способ по п.11, отличающийся тем, что паронепроницаемый слой содержит слой паронепроницаемой многослойной фольги, выполненной из нескольких слоев листового материала. 13. Способ по любому из предшествующих пунктов, отличающийся тем, что средство закрепления представляет собой самоклеящее вещество. 14. Способ по п.13, отличающийся тем, что самоклеящее вещество представляет собой склеивающее при нажатии вещество, предварительно нанесенное на поверхность, образующую внешнюю поверхность паронепроницаемого слоя (18). 15. Способ по любому из предшествующих пунктов, отличающийся тем, что дополнительно включает операцию нанесения дополнительного паронепроницаемого слоя (18) на плоскую поверхность, образующую внешнюю поверхность плоского изолирующего слоя (11), так что упомянутый дополнительный паронепроницаемый слой (18) образует внешний паронепроницаемый защитный слой выполненного из заготовки изолированного изделия. 16. Способ по п.15, отличающийся тем, что между дополнительным паронепроницаемым слоем (18) и упомянутой внешней поверхностью располагают дополнительное средство закрепления. 17. Способ по п.16, отличающийся тем, что упомянутое дополнительное средство закрепления включает в себя клеящее вещество, предварительно нанесенное на внутреннюю поверхность дополнительного паронепроницаемого слоя (18).
МПК / Метки
МПК: F16L 9/17, F16L 59/14
Метки: изделия, изготовления, виде, неплоского, короба, способ
Код ссылки
<a href="https://eas.patents.su/14-18837-sposob-izgotovleniya-neploskogo-izdeliya-v-vide-koroba.html" rel="bookmark" title="База патентов Евразийского Союза">Способ изготовления неплоского изделия в виде короба</a>
Сшиваемая и сшитая полупроводниковые полимерные композиции, способ изготовления многослойного изделия, сшиваемое и сшитое изделия
Номер патента: 14612
Опубликовано: 30.12.2010
Авторы: Смедберг Анника, Йоханссон Кеннет, Йегер Карл-Микаэль
МПК: C08F 210/02, C08F 210/18, C08K 3/04...
Метки: полупроводниковые, способ, сшитая, полимерные, изделия, сшиваемая, изготовления, сшиваемое, сшитое, композиции, многослойного
Формула / Реферат:
1. Полупроводниковая сшиваемая полимерная композиция, содержащая:(а) ненасыщенный полимер, полученный полимеризацией олефинового мономера и по меньшей мере одного полиненасыщенного сомономера и, необязательно, дополнительных сомономеров, имеющий по меньшей мере 0,15 виниловых групп/1000 атомов углерода, и(б) углеродную сажу в количестве 10-45 мас.% от массы композиции.2. Композиция по п.1, где ненасыщенный полимер имеет по меньшей мере 0,30...
Способ изготовления фигурных кондитерских изделий (варианты), изделия, полученные этим способом (варианты), и форма для их изготовления
Номер патента: 12239
Опубликовано: 28.08.2009
Авторы: Горбатова Галина Александровна, Салахетдинов Тахир Сафович, Коннэ Владимир Ефимович
МПК: A23G 1/21, A23G 3/02, A23G 1/22...
Метки: фигурных, варианты, изготовления, этим, способом, форма, изделий, способ, кондитерских, полученные, изделия
Формула / Реферат:
1. Способ изготовления фигурного кондитерского изделия, заключающийся в том, что производят изготовление формы путем формования оболочки на поверхность модели (которая находится внутри кожуха, причем оболочка формуется) из материала, способного к полимеризации, который наносят на поверхность модели в жидком или в пластичном состоянии; извлечение модели из формы; обработку внутренней поверхности оболочки, включающей ее очистку и/или промывку;...
Монтажный профиль для крепления короба устройства рулонных штор
Номер патента: 17658
Опубликовано: 28.02.2013
Автор: Бирюлин Святослав Борисович
МПК: E06B 9/17
Метки: профиль, короба, рулонных, штор, крепления, монтажный, устройства
Формула / Реферат:
Монтажный профиль для крепления короба устройства рулонных штор, характеризующийся тем, что представляет собой пластину, предназначенную для крепления в вертикальном положении, оборотная сторона которой предназначена для прикрепления двусторонней клейкой ленты, при этом верхняя часть пластины выполнена с зацепом, отогнутым в направлении оборотной стороны пластины, а нижняя часть пластины выполнена с плоским удлинением, под острым углом,...
Способ изготовления ювелирного изделия, обеспечивающий фиксацию и неподвижность опорной подушки
Номер патента: 11333
Опубликовано: 27.02.2009
Автор: Сьерадзки Артур
МПК: A44C 27/00
Метки: обеспечивающий, способ, фиксацию, неподвижность, изготовления, подушки, опорной, изделия, ювелирного
Формула / Реферат:
Способ изготовления ювелирного изделия, обеспечивающий фиксацию и неподвижность опорной подушки (1) с отверстиями (2) и смонтированным драгоценным или недрагоценным камнем (4) на материале, таком как нить рыболовной лески (3), отличающийся тем, что опорной подушке придают неподвижность изнутри посредством бугорка, создаваемого сваркой, на конце нити рыболовной лески, с обеспечением запирания и неподвижности опорной подушки. ...
Способ и устройство для изготовления удлиненного изделия и изделие
Номер патента: 13854
Опубликовано: 30.08.2010
Авторы: Ховинг Ларс, Райсельман Франц-Йозеф, Фреерман Рейнгольд, Винтерштайн Ральф, Ярвенкиля Юри
МПК: B21C 23/24, F16L 9/147, B32B 1/08...
Метки: изготовления, способ, изделие, изделия, удлиненного, устройство
Формула / Реферат:
1. Способ изготовления удлиненного изделия, при котором изготавливают сердечник, имеющий наружный слой из пластического материала, экструдируют бесшовный металлический слой на сердечник с зазором между металлическим слоем и сердечником, охлаждают металлический слой и уменьшают диаметр металлического слоя до его контакта с сердечником из пластического материала, отличающийся тем, что проводят отжиг металлического слоя для повышения его...
Предыдущий патент: Человеческие антитела, которые связываются с cxcr4, и их применение
Следующий патент: Способ идентификации сектора, мобильная станция и система мобильной связи
Случайный патент: Производные атропоизомеров 2-пуринил-3-толилхиназолинона и способы применения