Способ и устройство для изготовления удлиненного изделия и изделие
Номер патента: 13854
Опубликовано: 30.08.2010
Авторы: Ярвенкиля Юри, Фреерман Рейнгольд, Райсельман Франц-Йозеф, Винтерштайн Ральф, Ховинг Ларс
Формула / Реферат
1. Способ изготовления удлиненного изделия, при котором изготавливают сердечник, имеющий наружный слой из пластического материала, экструдируют бесшовный металлический слой на сердечник с зазором между металлическим слоем и сердечником, охлаждают металлический слой и уменьшают диаметр металлического слоя до его контакта с сердечником из пластического материала, отличающийся тем, что проводят отжиг металлического слоя для повышения его эластичности.
2. Способ по п.1, отличающийся тем, что между сердечником и металлическим слоем находится связывающий материал, который активируется одновременно с отжигом.
3. Способ по пп.1 и 2, отличающийся тем, что сердечник выполнен полым для изготовления трубы.
4. Способ по любому из предыдущих пунктов, отличающийся тем, что наружный диаметр сердечника уменьшают перед экструзией бесшовного металлического слоя на сердечник.
5. Способ по п.4, отличающийся тем, что наружный диаметр сердечника увеличивается до первоначального диаметра при нагревании сердечника.
6. Способ по любому из предыдущих пунктов, отличающийся тем, что жесткость изделия регулируют посредством температуры отжига и/или времени отжига.
7. Способ по любому из предыдущих пунктов, отличающийся тем, что между сердечником и металлическим слоем размещен связывающий слой 10, а материал связывающего слоя 10 включает пенообразующий агент, таким образом материал связывающего слоя вспенивается и заполняет зазор между сердечником и металлическим слоем.
8. Способ по любому из предыдущих пунктов, отличающийся тем, что сердечник и связывающий слой 10 снаружи его сердечника экструдируют совместно.
9. Способ по любому из предыдущих пунктов, отличающийся тем, что наружный связывающий слой 11 и наружный слой 8 пластического материала экструдируют совместно на наружный металлический слой 4.
10. Устройство для изготовления удлиненного изделия, содержащее экструдер 1 для пластического материала для экструзии сердечника, экструзионное устройство 3 для металла для экструдирования бесшовного металлического слоя на внешнюю поверхность сердечника, при этом внутренний диаметр металлического слоя больше, чем наружный диаметр сердечника, таким образом металлический слой не соприкасается с сердечником, и средство усадки для уменьшения диаметра металлического слоя для контакта с пластическим материалом сердечника, отличающееся тем, что включает нагревающее средство 6 для отжига металлического слоя для повышения эластичности металлического слоя.
11. Устройство по п.10, отличающееся тем, что нагревающее средство 6 служит для активации связывающего материала между сердечником и металлическим слоем одновременно с отжигом металлического слоя.
12. Устройство по п.10 или 11, отличающееся тем, что экструдер 1 для пластического материала служит для совместной экструзии сердечника и связывающего слоя 10 на внешнюю поверхность сердечника.
13. Устройство по любому из пп.10-12, отличающееся тем, что включает второй экструдер 7 для пластического материала, служащий для совместного экструдирования связывающего слоя 11 и наружного пластического слоя 8 снаружи металлического слоя.
14. Устройство по любому из пп.10-13, отличающееся тем, что включает средство усадки для уменьшения диаметра сердечника перед подачей сердечника к экструзионному устройству 3 для металла.
15. Удлиненное изделие, включающее сердечник с наружной поверхностью из пластического материала и экструзивный бесшовный трубчатый металлический слой 4, охватывающий сердечник, отличающееся тем, что после осадки металлического слоя он подвергнут отжигу для повышения пластичности изделия.
16. Изделие по п.15, отличающееся тем, что сердечник полый, таким образом, изделием является труба.
17. Изделие по п.15 или 16, отличающееся тем, что включает внутренний слой 2 из пластического материала, металлический слой и внешний слой 8 из пластического материала, внутренний слой 10 между внутренним слоем 2 и металлическим слоем и наружный связывающий слой 11 между металлическим слоем и внешним слоем 8 из пластического материала.
18. Изделие по любому из пп.15-17, отличающееся тем, что включает вспененный связывающий слой 10 между сердечником и металлическим слоем.
19. Изделие по любому из пп.15-18, отличающееся тем, что сердечник выполнен из поперечно-сшитого полиэтилена РЕХ.
20. Изделие по любому из пп.15-19, отличающееся тем, что наружный диаметр сердечника уменьшен до экструзии бесшовного металлического слоя на сердечник.
21. Изделие по любому из пп.15-20, отличающееся тем, что включает связывающий слой 10 между сердечником и металлическим слоем, при этом материал связывающего слоя 10 является термозащитой сердечника.

Текст
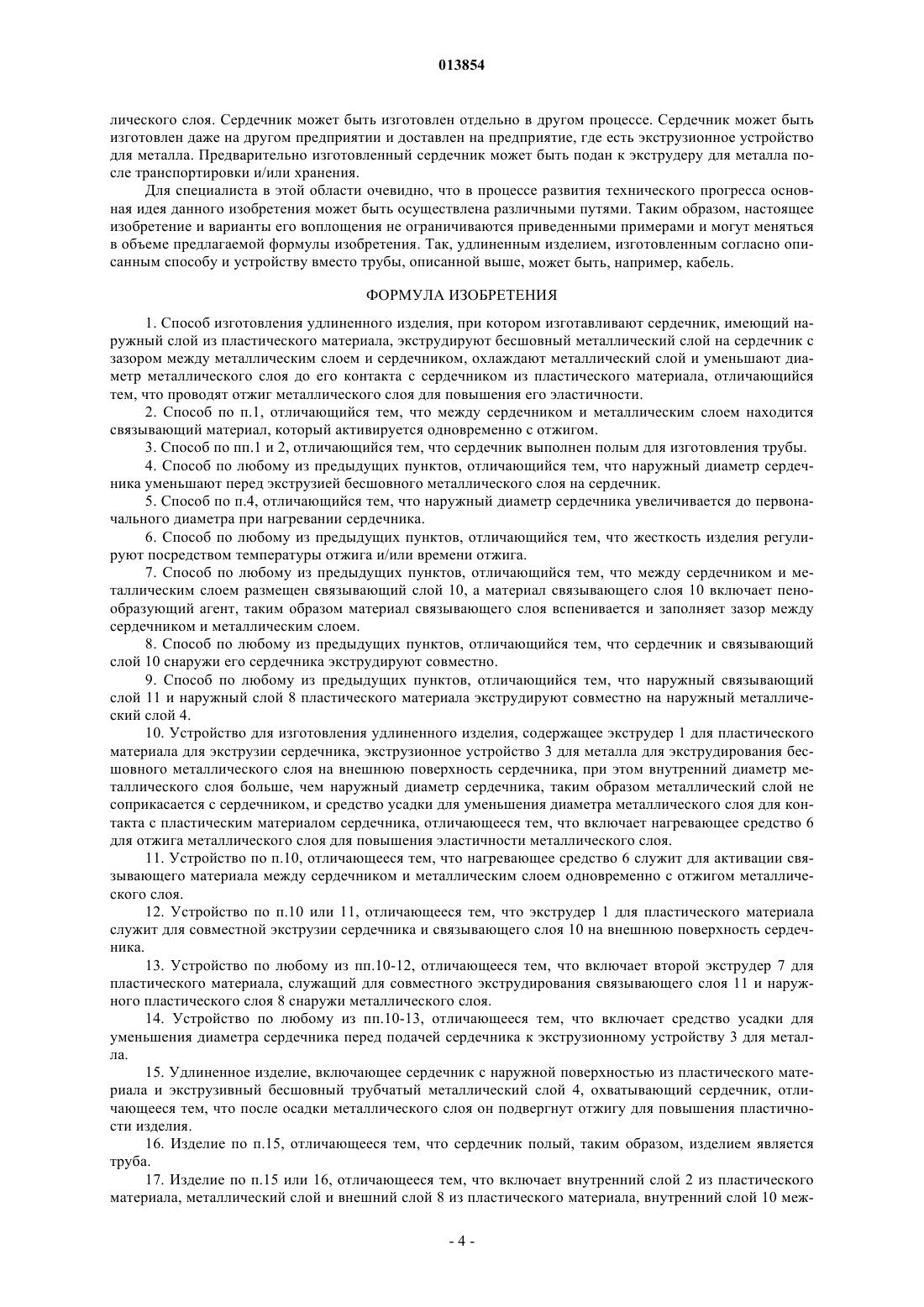
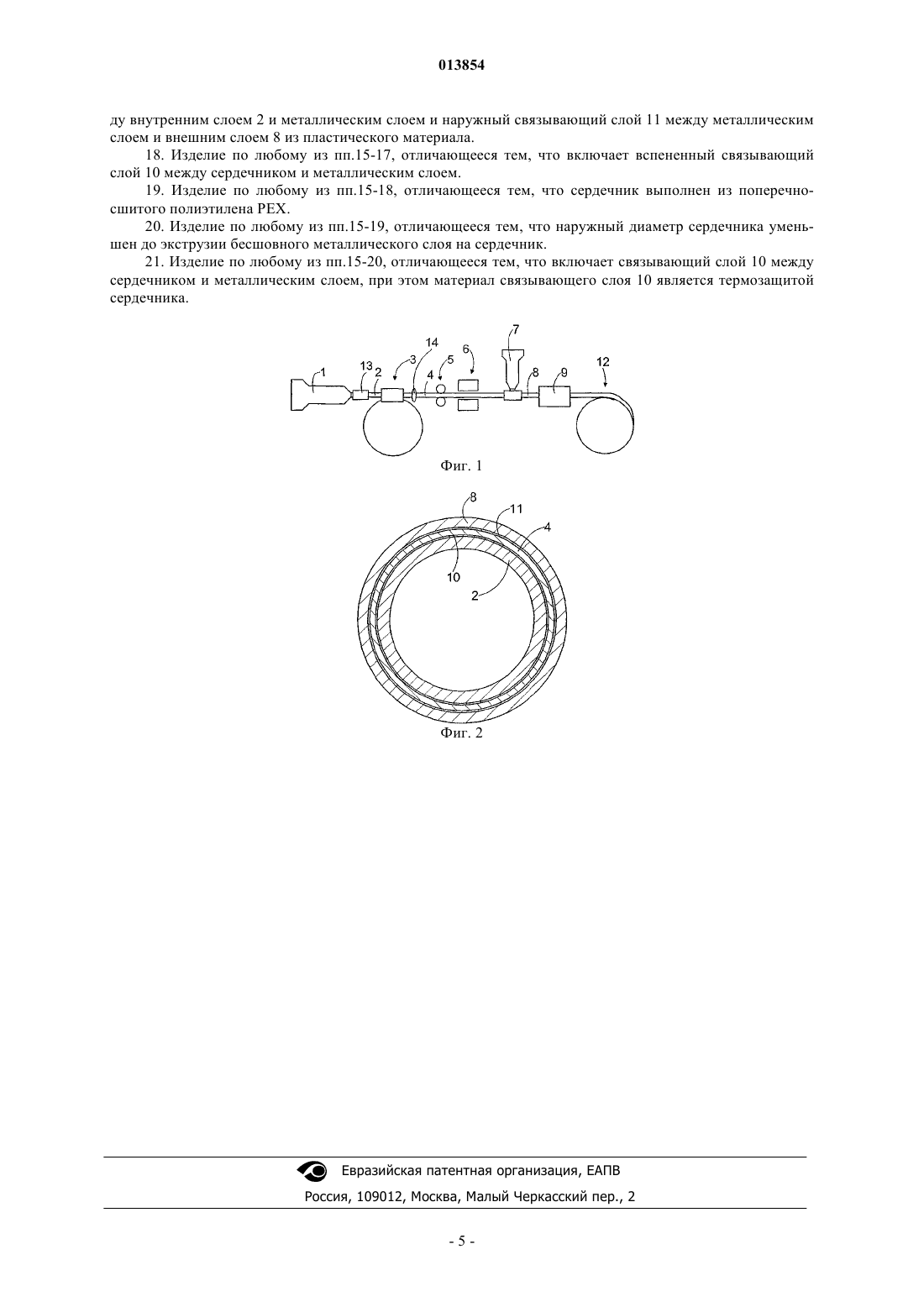
СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ УДЛИНЕННОГО ИЗДЕЛИЯ И ИЗДЕЛИЕ(71)(73) Заявитель и патентовладелец: ЮПОНОР ИННОВЕЙШН АБ (SE) Предложено удлиненное изделие, включающее сердечник, наружная поверхность которого выполнена из пластического материала. Бесшовный трубчатый металлический слой экструдируют на внешнюю поверхность сердечника. После экструзии образуется зазор между металлическим слоем и сердечником. Затем металлический слой охлаждают и диаметр металлического слоя уменьшается, таким образом металлический слой соединяется с пластическим материалом сердечника. Металл подвергают отжигу, таким образом эластичность металлического слоя повышается. 013854 Уровень техники Изобретение относится к способу изготовления удлиненного изделия, включающему формирование сердечника с наружным слоем из пластического материала, экструдирование бесшовного металлического слоя на сердечник с зазором между металлическим слоем и сердечником, охлаждение металлического слоя и уменьшение диаметра металлического слоя для контакта с пластическим материалом сердечника. Изобретение также относится к устройству для изготовления удлиненного изделия, которое содержит экструдер пластического материала для экструдирования сердечника, экструзионное устройство для металла для экструдирования бесшовного металлического слоя на внешнюю поверхность сердечника,при этом внутренний диаметр металлического слоя больше, чем наружный диаметр сердечника, таким образом металлический слой не соприкасается с сердечником, и средство для уменьшения диаметра металлического слоя для его контакта с сердечником из пластического материала. Изобретение также относится к удлиненному изделию, содержащему сердечник, имеющий наружную поверхность из пластического материала и бесшовный трубчатый металлический слой, который экструдирован и посажен на сердечник. Многослойные композитные трубы, которые имеют внутренний и наружный слой из пластического материала и алюминиевый слой между внутренним и наружным слоями, широко известны. Такие трубы изготавливают, например, таким образом, что внутренний слой экструдируют и покрывают связывающим материалом. Затем алюминиевую ленту наматывают на внутренний слой и приваривают, при этом образуются продольные сварочные швы. Приваренный алюминиевый слой калибруют, при этом связывающий слой активируется для связывания внутреннего слоя с алюминиевым слоем. После этого алюминиевый слой покрывают связывающим материалом и внешний слой из пластического материала экструдируют на алюминиевый слой. Такое решение описано, например, в ЕР 0691193. Возможно также изготовить трубу путем намотки сначала алюминиевой ленты в виде трубы с краями ленты внахлест. Затем эти участки продольно свариваются ультразвуковой сваркой. Возможно также наматывать ленту без нахлеста и использовать сварку встык. Полученную, таким образом, алюминиевую трубу покрывают изнутри связывающим материалом и пластическим материалом, которые образуют внутренний слой, а наружный алюминиевый слой покрывают связывающим материалом и пластическим материалом, которые образуют наружный слой. И в той и другой технологии очень трудно выполнить надежный сварной шов, чтобы качество шва оставалось равномерным. Неравномерность сварного шва может привести к трещинам в трубе, а сварной шов легко трескается при расширении конца трубы.DE 139388 описывает способ изготовления трубы с внутренним слоем, выполненным из пластического материала. Бесшовный металлический слой, например из алюминия, напрессован на наружный слой из пластического материала. Алюминий напрессован непосредственно на сердечник из пластического материала. Температура прессования алюминия настолько высока, что легко расплавляет и повреждает сердечник из пластического материала. ЕР 0125788 также раскрывает экструдирование бесшовного металлического слоя на пластиковый сердечник. Для защиты сердечника от горячего напрессованного металла предусмотрена оправка с внутренним охлаждающим кожухом. Металл экструдируется с внутренним диаметром больше, чем наружный диаметр сердечника, что позволят размещать часть охлаждающего кожуха для направления потока холодного воздуха. Для исключения пространства между сердечником и напрессованным металлом, так чтобы сердечник плотно размещался в трубчатой оболочке, необходимо, чтобы за стадией экструдирования следовала стадия, при которой металлическая труба осаживалась или запрессовывалась. Однако эта операция механического уплотнения покрытия затрудняет дальнейшую работу с таким изделием. Таким образом, при увеличении уплотнения изделие становится более жестким.US 5222284 описывает изготовление коаксиального кабеля. Удлиненный сердечник, содержащий проводник, покрытый изолятором, непрерывно прессуется для уменьшения поперечного сечения его сердечника. Трубчатое металлическое покрытие непрерывно экструдируется снаружи от удлиненного его сердечника и одновременно спрессованный сердечник поступает в покрытие, к этому времени спрессованный сердечник приобретает свое первоначальное поперечное сечение, чтобы заполнить покрытие. Таким образом, сердечник не соприкасается с металлическим покрытием пока металл еще горячий и,следовательно, повреждения сердечника можно избежать. Кроме того, поскольку диаметр металлического покрытия не уменьшается, жесткость металла не изменяется. Однако внешний слой сердечника должен быть сделан из изоляционного материала, который может быть спрессован при уменьшении поперечного сечения сердечника путем приложения сжимающего усилия. Также изоляционный материал должен быть таким, чтобы он постепенно восстанавливался, при тенденции сердечника к возвращению к первоначальным размерам, когда сжимающее усилие прекращается. Такое решение достаточно сложное. Кроме этого довольно трудно обеспечить сцепление между сердечником и металлическим покрытием. Краткое описание изобретения Целью данного изобретения является создание нового способа и устройства для изготовления удлиненного изделия и удлиненное изделие. Способ согласно данному изобретению отличается тем, что включает отжиг металлического слоя для увеличения его эластичности.-1 013854 Устройство согласно данному изобретению отличается тем, что включает нагревательное средство для отжига металлического слоя для увеличения эластичности металлического слоя. Изделие согласно данному изобретению отличается тем, что после усадки металлического слоя его подвергают отжигу для увеличения эластичности металлического слоя. Согласно данному изобретению изготавливают удлиненное изделие. Сначала изготавливают сердечник, внешняя поверхность сердечника выполнена из пластического материала. Затем экструдируют трубчатый металлический слой таким образом, что слой является бесшовным. После экструзии внутренний диаметр металлического слоя больше, чем наружный диаметр сердечника, таким образом металлический слой не соприкасается с сердечником. После того как металл остывает, диаметр металлического слоя уменьшается и металлический слой вступает в контакт с пластическим материалом сердечника. Затем металл подвергают отжигу и эластичность металлического слоя повышается. Этим обеспечивается то преимущество, что удлиненное изделие не является слишком жестким и с ним легко работать. Например, легко изгибать трубу, а также расширение конца трубы может осуществляться надежно и легко. В целом решение достаточно простое и очень легкое в эксплуатации. Также возможно активировать адгезивный материал между пластическим материалом сердечника и металлическим слоем одновременно с отжигом металлического слоя при температуре отжига. Краткое описание чертежей Изобретение будет подробно описано далее со ссылками на прилагаемые чертежи, где фиг. 1 - схематический вид устройства для изготовления трубы и фиг. 2 - поперечное сечение многослойной композитной трубы. Для ясности изобретение представлено на фигурах в упрощенном виде. На фигурах одинаковым деталям присвоены одинаковые цифровые обозначения. Подробное описание изобретения На фиг. 1 показано как изготавливается многослойная композитная труба, имеющая бесшовный алюминиевый слой. На фиг. 2 показан пример такой трубы. Сначала экструдируют внутренний слой 2 трубы с помощью первого экструдера 1 пластического материала. Внутренний слой 2 образует сердечник трубы. После первого экструдера пластического материала размещен калибровочно-охлаждающий резервуар 13. Внутренний слой 2 покрыт связывающим слоем. Таким образом, в полученной трубе есть внутренний связывающий слой 10 между внутренним слоем 2 и алюминиевым слоем 4. Внутренний связывающий слой 10 и внутренний слой 2 могут также быть совместно экструдированы. Связывающий слой не требуется, если внутренний слой 2 выполнен из высокомолекулярного пластического материала, который сам по себе имеет хорошие адгезионные свойства благодаря, например, привитым концевым функциональным группам. Внутренний слой может быть экструдирован, например, из полиэтилена РЕ, поперечно-сшитого полиэтилена РЕХ, полипропилена РР или полибутилена-1 РВ и т.д. Связывающий слой может содержать,например, полиэтилен РЕ с малеиновым ангидридом. Внутренний слой 2 поступает в экструзионное устройство 3 для металла. Экструзионное устройство 3 для металла включает установленное с возможностью вращения колесо, имеющее бесконечную круговую канавку. Предусмотрена колодка, которая закрывает часть канавки и оснастка, которая включает контрфорс, установленный, по крайней мере, для частичной блокировки канавки и отверстия, ведущего к конструкции пресс-формы. Металлический питатель встроен во вращающееся экструзионное колесо с канавкой. Металл нагревается и выдавливается силой трения. Материал приводит контрфорс в положение, при котором он течет через отверстие и попадает в пресс-форму. Пресс-форма создает трубчатый бесшовный слой металла, внутренний слой 2 выходит через полую оправку в пресс-форме. Достаточный зазор между металлическим слоем и внутренним слоем необходим для предотвращения повреждения внутреннего слоя от нагревания. Экструдируемым металлом может быть алюминий, таким образом, образуется алюминиевый слой 4. Металлом также может быть, например, медь или магний или какой либо другой металл, имеющий достаточно низкую точку плавления. Приемлемая низкая точка плавления может быть достигнута, например, сплавами алюминия с другими металлами. После экструзии алюминиевый слой охлаждается. При этом может также использоваться средство для наружного охлаждения. Средством для охлаждения может быть, например, круглое охлаждающее сопло 14, из которого охлаждающий воздух подается на алюминиевый слой 4. Температура экструдированного алюминия около 450 С и это означает, что поверхность внутреннего слоя 2 будет повреждена,если не охладить алюминиевый слой 4 до его контакта с поверхностью внутреннего слоя 2. После охлаждения алюминиевый слой 4 проходит через формующие ролики 5. Формующих роликов может быть 2, 3, 4 или более в зависимости от конструкции формующих роликов. Формующие ролики 5 осуществляют усадку, что означает, что диаметр алюминиевого слоя 4 уменьшается таким образом,что алюминиевый слой 4 соприкасается с внутренним слоем 2 из пластического материала. Уменьшение диаметра алюминиевого слоя может быть осуществлено также, например, при использовании сводящих конических фильер или другим подходящим способом. Затем материал внутреннего связывающего слоя 10 или материал внутреннего слоя 2, если не используется связывающий слой, активируются таким образом, что внутренний слой и алюминиевый слой-2 013854 4 слипаются. Материал внутреннего связывающего слоя 10 может быть активирован, например, путем нагревания. Материал внутреннего связывающего слоя 10 может содержать не реагировавший пенообразующий агент. Когда материал нагревается, пенообразующий агент вступает в реакцию и материал эффективно заполняет зазор между внутренним слоем 2 и алюминиевым слоем 4. Таким образом, зазор между двумя слоями должен быть очень точным. Если вспененный связывающий материал не заполняет какую-либо секцию, то в ней образуется пространство для возникновения конденсата, поэтому скапливание воды или какой-либо другой жидкости между слоем из пластического материала и барьерным слоем должно быть исключено. Следующим в технологической линии следует нагревательное средство 6. Предпочтительно нагревательное средство 6 является индуктивным нагревателем для нагревания алюминиевого слоя 4. Алюминиевый слой 4 нагревается нагревательным средством 6 до температуры отжига. Температура отжига может быть, например, выше 300 С. Поскольку при отжиге не должен быть поврежден материал внутреннего слоя 2, его термическое сопротивление должно быть соответствующим. Предпочтительными примерами материала являются поперечно-сшитый полиэтилен РЕХ, поли(тетрафторэтилен) PTFE, фторэтиленпропилен FEP, перфторалкоксилалкан PFA, этилентетрафторэтилен сополимер ETFE, этиленхлортрифторэтилен E-CTFE, поли(винилиденфторид) PVDF и поли(винилфторид) PVF. Термическое сопротивление связывающего материала также должно быть соответствующим. Соответствующее термическое сопротивление достигается, например, изготовлением связывающего материала из материала, имеющего достаточно высокую молекулярную массу и адгезивные свойства, полученные путем прививки концевых функциональных групп к основному материалу. Термическое сопротивление связывающего материала может быть также улучшено путем использования добавки или добавок к связывающему материалу. Огнезащитный агент, используемый в трубах из пластического материала,является подходящей добавкой. Примерами таких добавок могут служить мелко нарезанное стекловолокно, керамические волокна с нитевидными кристаллами, тригидрат алюминия АТН, эрмикулит, силикат, фосфат, углерод и углеродистые агенты. Если связывающий материал обладает хорошей термостойкостью, он также одновременно защищает материал внутреннего слоя. Связывающий материал также содержит пенообразующий агент, такой как азодикарбонамид, который реагирует, когда алюминиевый слой 4 подвергается отжигу. Таким образом, вспененный связывающий материал образует изолирующий слой, который обеспечивает термозащиту внутреннего слоя 2. Отжиг алюминиевого слоя 4 придает трубе большую эластичность. Жесткость трубы можно регулировать подбором температуры и длительности отжига. Например, если труба используется при монтаже внутри конструкции, такой как обогрев пола, где требуется высокая эластичность, температура отжига выше и/или время отжига длиннее. Соответственно, если используется поверхность для монтажа, например при ремонте, когда требуются жесткие трубы, температура отжига ниже и/или время отжига короче. Отжиг алюминиевого слоя 4 и активация материала во внутреннем слое связывающего материала 10 могут быть объединены и оба этапа могут быть выполнены нагревательным средством 6. После нагревательного средства 6 наружная поверхность алюминиевого слоя 4 покрывается связывающим слоем с образованием наружного связывающего слоя 11. После этого образуется внешний слой из пластического материала. Возможно совместное экструдирование материала наружного связывающего слоя 11 и пластического материала внешнего слоя 8 посредством второго экструдера 7 для пластического материала. Материал внешнего связывающего слоя 8 может быть таким же, как и материал внутреннего связывающего слоя 10. Также материал для внешнего связывающего слоя 8 может быть выбран из пластических материалов для внутреннего слоя 2. Диаметр трубы обычно находится в диапазоне от 2 до 2000 мм. Толщина стенок также варьируется. Обычно количество адгезивного материала используется по возможности минимально. При диаметре трубы 17 мм в одном варианте воплощения толщина внутреннего слоя 2 и толщина наружного слоя 8 обычно равна 1 мм, толщина барьерного слоя 4 из алюминия равна примерно 0,3 мм, а толщина адгезивного материала 50 мкм. После экструзии внешнего слоя 8 труба охлаждается охлаждающим средством 9. После охлаждения труба наматывается на барабан 12. В некоторых случаях признаки, раскрытые в описании, могут использоваться независимо от других признаков. С другой стороны признаки, раскрытые в описании, могут комбинироваться для создания различных комбинаций. Если сердечник выполнен из материала, обладающего эффектом памяти, такого как поперечносшитый полиэтилен РЕХ, то перед устройством 3 для экструзии металла может быть установлено средство осаждения трубы для уменьшения наружного диаметра сердечника. В этом случае диаметр металлического слоя не должен быть уменьшен значительно, поскольку это понижает жесткость металла. Сердечник расширяется до первоначального диаметра, когда, например, сердечник нагревается нагревающим устройством 6. Сердечник не должен эструдироваться одновременно в одном процессе с экструдированием метал-3 013854 лического слоя. Сердечник может быть изготовлен отдельно в другом процессе. Сердечник может быть изготовлен даже на другом предприятии и доставлен на предприятие, где есть экструзионное устройство для металла. Предварительно изготовленный сердечник может быть подан к экструдеру для металла после транспортировки и/или хранения. Для специалиста в этой области очевидно, что в процессе развития технического прогресса основная идея данного изобретения может быть осуществлена различными путями. Таким образом, настоящее изобретение и варианты его воплощения не ограничиваются приведенными примерами и могут меняться в объеме предлагаемой формулы изобретения. Так, удлиненным изделием, изготовленным согласно описанным способу и устройству вместо трубы, описанной выше, может быть, например, кабель. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ изготовления удлиненного изделия, при котором изготавливают сердечник, имеющий наружный слой из пластического материала, экструдируют бесшовный металлический слой на сердечник с зазором между металлическим слоем и сердечником, охлаждают металлический слой и уменьшают диаметр металлического слоя до его контакта с сердечником из пластического материала, отличающийся тем, что проводят отжиг металлического слоя для повышения его эластичности. 2. Способ по п.1, отличающийся тем, что между сердечником и металлическим слоем находится связывающий материал, который активируется одновременно с отжигом. 3. Способ по пп.1 и 2, отличающийся тем, что сердечник выполнен полым для изготовления трубы. 4. Способ по любому из предыдущих пунктов, отличающийся тем, что наружный диаметр сердечника уменьшают перед экструзией бесшовного металлического слоя на сердечник. 5. Способ по п.4, отличающийся тем, что наружный диаметр сердечника увеличивается до первоначального диаметра при нагревании сердечника. 6. Способ по любому из предыдущих пунктов, отличающийся тем, что жесткость изделия регулируют посредством температуры отжига и/или времени отжига. 7. Способ по любому из предыдущих пунктов, отличающийся тем, что между сердечником и металлическим слоем размещен связывающий слой 10, а материал связывающего слоя 10 включает пенообразующий агент, таким образом материал связывающего слоя вспенивается и заполняет зазор между сердечником и металлическим слоем. 8. Способ по любому из предыдущих пунктов, отличающийся тем, что сердечник и связывающий слой 10 снаружи его сердечника экструдируют совместно. 9. Способ по любому из предыдущих пунктов, отличающийся тем, что наружный связывающий слой 11 и наружный слой 8 пластического материала экструдируют совместно на наружный металлический слой 4. 10. Устройство для изготовления удлиненного изделия, содержащее экструдер 1 для пластического материала для экструзии сердечника, экструзионное устройство 3 для металла для экструдирования бесшовного металлического слоя на внешнюю поверхность сердечника, при этом внутренний диаметр металлического слоя больше, чем наружный диаметр сердечника, таким образом металлический слой не соприкасается с сердечником, и средство усадки для уменьшения диаметра металлического слоя для контакта с пластическим материалом сердечника, отличающееся тем, что включает нагревающее средство 6 для отжига металлического слоя для повышения эластичности металлического слоя. 11. Устройство по п.10, отличающееся тем, что нагревающее средство 6 служит для активации связывающего материала между сердечником и металлическим слоем одновременно с отжигом металлического слоя. 12. Устройство по п.10 или 11, отличающееся тем, что экструдер 1 для пластического материала служит для совместной экструзии сердечника и связывающего слоя 10 на внешнюю поверхность сердечника. 13. Устройство по любому из пп.10-12, отличающееся тем, что включает второй экструдер 7 для пластического материала, служащий для совместного экструдирования связывающего слоя 11 и наружного пластического слоя 8 снаружи металлического слоя. 14. Устройство по любому из пп.10-13, отличающееся тем, что включает средство усадки для уменьшения диаметра сердечника перед подачей сердечника к экструзионному устройству 3 для металла. 15. Удлиненное изделие, включающее сердечник с наружной поверхностью из пластического материала и экструзивный бесшовный трубчатый металлический слой 4, охватывающий сердечник, отличающееся тем, что после осадки металлического слоя он подвергнут отжигу для повышения пластичности изделия. 16. Изделие по п.15, отличающееся тем, что сердечник полый, таким образом, изделием является труба. 17. Изделие по п.15 или 16, отличающееся тем, что включает внутренний слой 2 из пластического материала, металлический слой и внешний слой 8 из пластического материала, внутренний слой 10 меж-4 013854 ду внутренним слоем 2 и металлическим слоем и наружный связывающий слой 11 между металлическим слоем и внешним слоем 8 из пластического материала. 18. Изделие по любому из пп.15-17, отличающееся тем, что включает вспененный связывающий слой 10 между сердечником и металлическим слоем. 19. Изделие по любому из пп.15-18, отличающееся тем, что сердечник выполнен из поперечносшитого полиэтилена РЕХ. 20. Изделие по любому из пп.15-19, отличающееся тем, что наружный диаметр сердечника уменьшен до экструзии бесшовного металлического слоя на сердечник. 21. Изделие по любому из пп.15-20, отличающееся тем, что включает связывающий слой 10 между сердечником и металлическим слоем, при этом материал связывающего слоя 10 является термозащитой сердечника.
МПК / Метки
МПК: B21C 23/24, F16L 9/147, B32B 1/08
Метки: изделие, изделия, устройство, удлиненного, изготовления, способ
Код ссылки
<a href="https://eas.patents.su/6-13854-sposob-i-ustrojjstvo-dlya-izgotovleniya-udlinennogo-izdeliya-i-izdelie.html" rel="bookmark" title="База патентов Евразийского Союза">Способ и устройство для изготовления удлиненного изделия и изделие</a>
Способ и устройство для изготовления экструдированного изделия из пластмассы и изделие из пластмассы
Номер патента: 540
Опубликовано: 28.10.1999
Авторы: Кирьявайнен Кари, Сьёберг Микаэл, Ярвенкюля Юри
МПК: B29C 47/06, B32B 37/15, B29C 47/38...
Метки: изготовления, изделия, устройство, пластмассы, экструдированного, изделие, способ
Формула / Реферат:
1. Способ изготовления экструдированного изделия, в котором экструдируемый материал в виде порошка, шариков или гранул подают через одно или несколько подающих средств 6 в рабочее пространство, состоящее из емкостей канавок (7) в роторе (1), канавок (8) в статоре (2, 3) и зазора между ними, отличающийся тем, что поперечное сечение указанного пространства уменьшается, по крайней мере, частично непрерывно вдоль оси экструдера и посредством...
Фильтр, содержащее его курительное изделие и жгуты фильтрующего материала, а также способ и устройства для изготовления подобного типа фильтра и курительного изделия
Номер патента: 5538
Опубликовано: 28.04.2005
Авторы: Буадо Данте М., Лауенштайн Михель, Эшлиманн Рейнальд М.
МПК: A24D 3/02
Метки: изготовления, содержащее, изделия, фильтрующего, также, материала, устройства, курительного, жгуты, способ, фильтра, изделие, курительное, типа, подобного, фильтр
Формула / Реферат:
1. Фильтр (10) для табачных изделий, содержащий первый концевой фильтрующий элемент (12), второй концевой фильтрующий элемент (14), промежуточный фильтрующий элемент (16), который расположен между первым концевым фильтрующим элементом (12) и вторым концевым фильтрующим элементом (14) и содержит гранулированный фильтрующий материал, оболочку (20), отличающийся тем, что часть одного из концевых фильтрующих элементов (12, 14) имеет возможность...
Способ получения однослойного композитного изделия, однослойное композитное изделие и баллистически стойкое изделие
Номер патента: 12988
Опубликовано: 26.02.2010
Авторы: Якобс Мартинус Йоханнес Николас, Ван Эс Мартин Антониус
МПК: B29C 70/20, C08J 5/04, B29C 65/00...
Метки: получения, однослойного, композитного, стойкое, однослойное, способ, изделия, композитное, баллистически, изделие
Формула / Реферат:
1. Способ получения однослойного композитного изделия, содержащего однонаправленное множество высококачественных полиолефиновых волокон, который включает следующие стадии:размещение волокон в копланарной, параллельной ориентации иукрепление волокон для того, чтобы получить однослойное композитное изделие,отличающийся тем, что способ включает стадию растяжения волокон, которую проводят после стадии размещения волокон и до или после стадии...
Способ и устройство для изготовления заливочной формы и способ и устройство для изготовления изделия с использованием заливочной формы
Номер патента: 12398
Опубликовано: 30.10.2009
Автор: Хейлкема Бернардус Людгерус Любертус
МПК: B28B 7/02
Метки: изделия, заливочной, формы, устройство, изготовления, способ, использованием
Формула / Реферат:
1. Способ изготовления заливочной формы для изготовления по меньшей мере одного изделия, такого как бетонное тело, содержащий этапы, на которых регулируют приблизительный шаблон, который грубо аппроксимирует форму одной стороны изделия; укладывают слой обрабатываемого материала на приблизительный шаблон и обрабатывают слой материала так, чтобы почти полностью соответствовать форме одной стороны изделия. 2. Способ по п.1, в котором этап...
Способ и устройство для формования удлиненного трубного металлического элемента
Номер патента: 1686
Опубликовано: 25.06.2001
Автор: Хортон Фрэнк А.
МПК: B21D 26/02
Метки: металлического, удлиненного, устройство, трубного, элемента, способ, формования
Формула / Реферат:
1. Способ формования удлиненного трубного металлического элемента, имеющего такую конфигурацию поперечного сечения, которая имеет первый размер поперечного сечения, превышающий второй размер поперечного сечения, главным образом ортогональный к первому размеру поперечного сечения, по всей длине указанного элемента, причем при осуществлении указанного способа используют блок штампа, который содержит первый и второй узлы штампа, имеющие...
Предыдущий патент: Способ и устройство для изготовления ориентированных плёночных лент
Следующий патент: Способ изготовления удлиненного изделия и изделие
Случайный патент: Новые ферменты для ферментативного отбеливания пищевых продуктов