Профильный сегмент и способ его изготовления
Формула / Реферат
1. Профильный сегмент (1), который выполнен с возможностью соединения предпочтительно по меньшей мере с одним соседним профильным сегментом для образования рольставня и имеет по меньшей мере два проходящих в продольном направлении профильных сегмента и соединенных друг с другом участка (2, 3) для образования замкнутого относительно своего поперечного сечения полого профиля, отличающийся тем, что один из участков (2, 3) по меньшей мере одной из своих продольных сторон подвижно соединен с одной из противоположных ей продольных сторон одного соседнего из этих участков, по меньшей мере, на отдельных участках посредством соединительного средства (4) так, что участки (2, 3) из несмонтированного состояния, в котором участки (2, 3) образуют открытый относительно своего поперечного сечения профиль, выполнены с возможностью перевода в смонтированное состояние, в котором участки (2, 3) образуют замкнутый относительно своего поперечного сечения профиль.
2. Сегмент по п.1, отличающийся тем, что участки (2, 3) выполнены с возможностью расположения под углом от 90 до 270°, предпочтительно под углом 180°, относительно друг друга.
3. Сегмент по п.1 или 2, отличающийся тем, что соединительное средство (4) выполнено за одно целое по меньшей мере с одним из участков (2, 3), предпочтительно с обоими участками, предпочтительно посредством пленочного шарнира.
4. Сегмент по любому из пп.1-3, отличающийся тем, что соединительное средство (4) соединено с замыканием материала по меньшей мере с одним из участков (2, 3), предпочтительно с обоими участками, предпочтительно посредством мягкого шарнира.
5. Сегмент по любому из пп.1-4, отличающийся тем, что соединительное средство (4) соединено с геометрическим замыканием по меньшей мере с одним из участков (2, 3), предпочтительно с обоими участками.
6. Сегмент по любому из пп.1-5, отличающийся тем, что соединительное средство (4) представляет собой шарнирный элемент.
7. Сегмент по любому из пп.1-6, отличающийся тем, что по меньшей мере один из участков (2, 3) и соединенное с ним соединительное средство (4), предпочтительно все участки профильного сегмента и соединенное/соединенные с ним/ними соединительное средство/соединительные средства изготовлен/изготовлены методом экструзии или методом соэкструзии.
8. Сегмент по любому из пп.1-7, отличающийся тем, что участки (2, 3) выполнены с возможностью соединения друг с другом с геометрическим замыканием и/или замыканием материала.
9. Сегмент по любому из пп.1-8, отличающийся тем, что участки (2, 3) выполнены с возможностью соединения друг с другом, посредством по меньшей мере одного крепежного средства (5), предпочтительно защелкивающего средства.
10. Сегмент по любому из пп.1-9, отличающийся тем, что по меньшей мере один из участков (2, 3) имеет по меньшей мере одно сквозное отверстие (6).
11. Сегмент по любому из пп.1-10, отличающийся тем, что по меньшей мере на одном из участков (2, 3) расположен элемент (7), предпочтительно звукопоглощающий элемент.
12. Сегмент по любому из пп.1-11, отличающийся тем, что элемент (7) состоит из воздухопроницаемого или звукопроницаемого материала, такого как нетканый материал, или из пористого материала, такого как пена.
13. Способ изготовления профильного сегмента, характеризующийся тем, что содержит следующие этапы:
изготовление профильного сегмента (1) по меньшей мере с двумя проходящими в продольном направлении профильных сегмента и подвижно соединенных друг с другом участками (2, 3), причем профильный сегмент имеет открытый относительно своего поперечного сечения профиль;
обработка и/или приведение в окончательный вид профильного сегмента;
перевод профильного сегмента из состояния, в котором поперечное сечение имеет открытый профиль, в состояние, в котором поперечное сечение имеет замкнутый профиль.
14. Способ по п.13, отличающийся тем, что по меньшей мере в одном участке (2, 3) выполняют по меньшей мере одно сквозное отверстие (6).
15. Способ по п.13 или 14, отличающийся тем, что по меньшей мере на одном из участков (2, 3) размещают элемент (7), предпочтительно звукоизолирующий элемент.


Текст
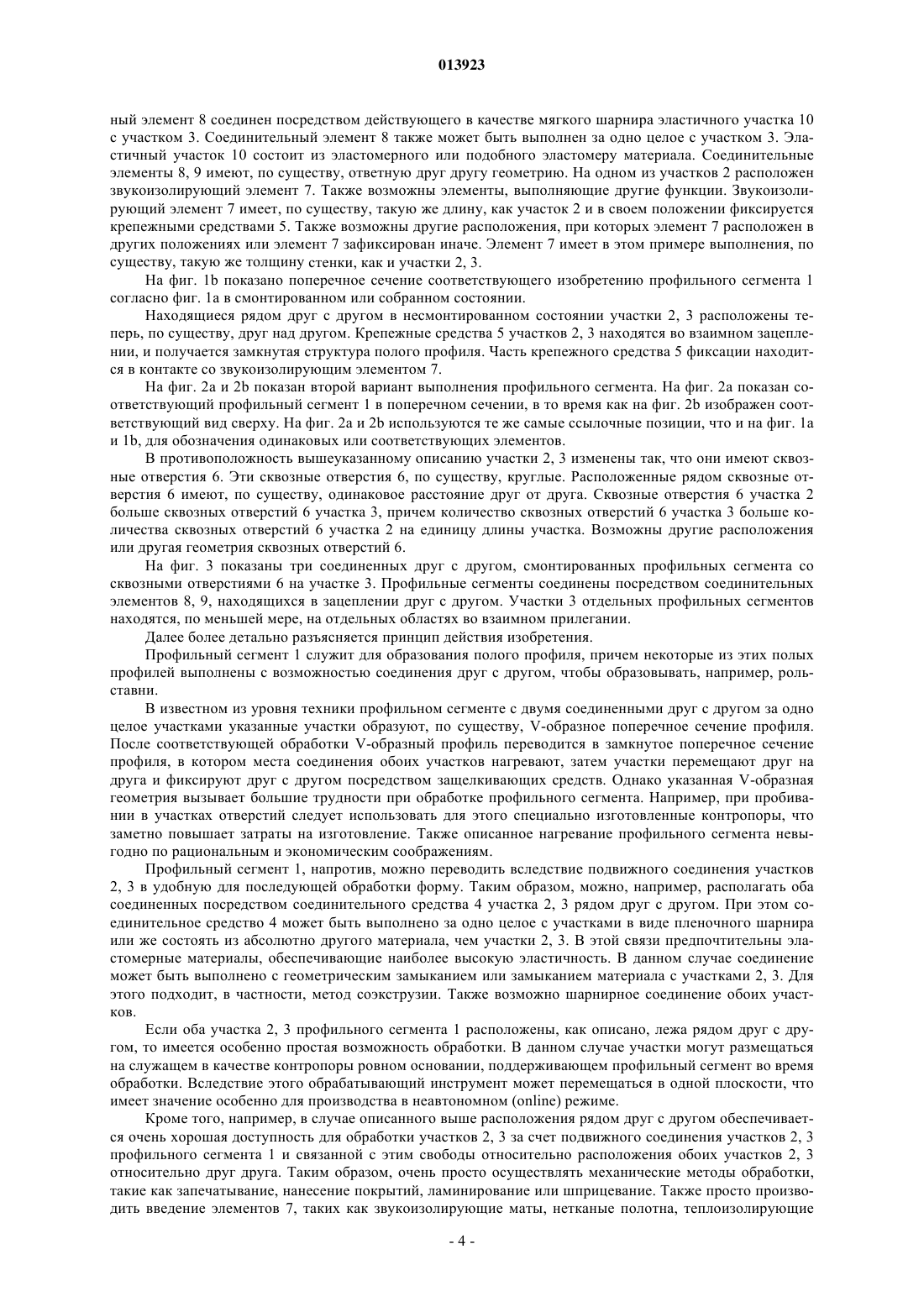
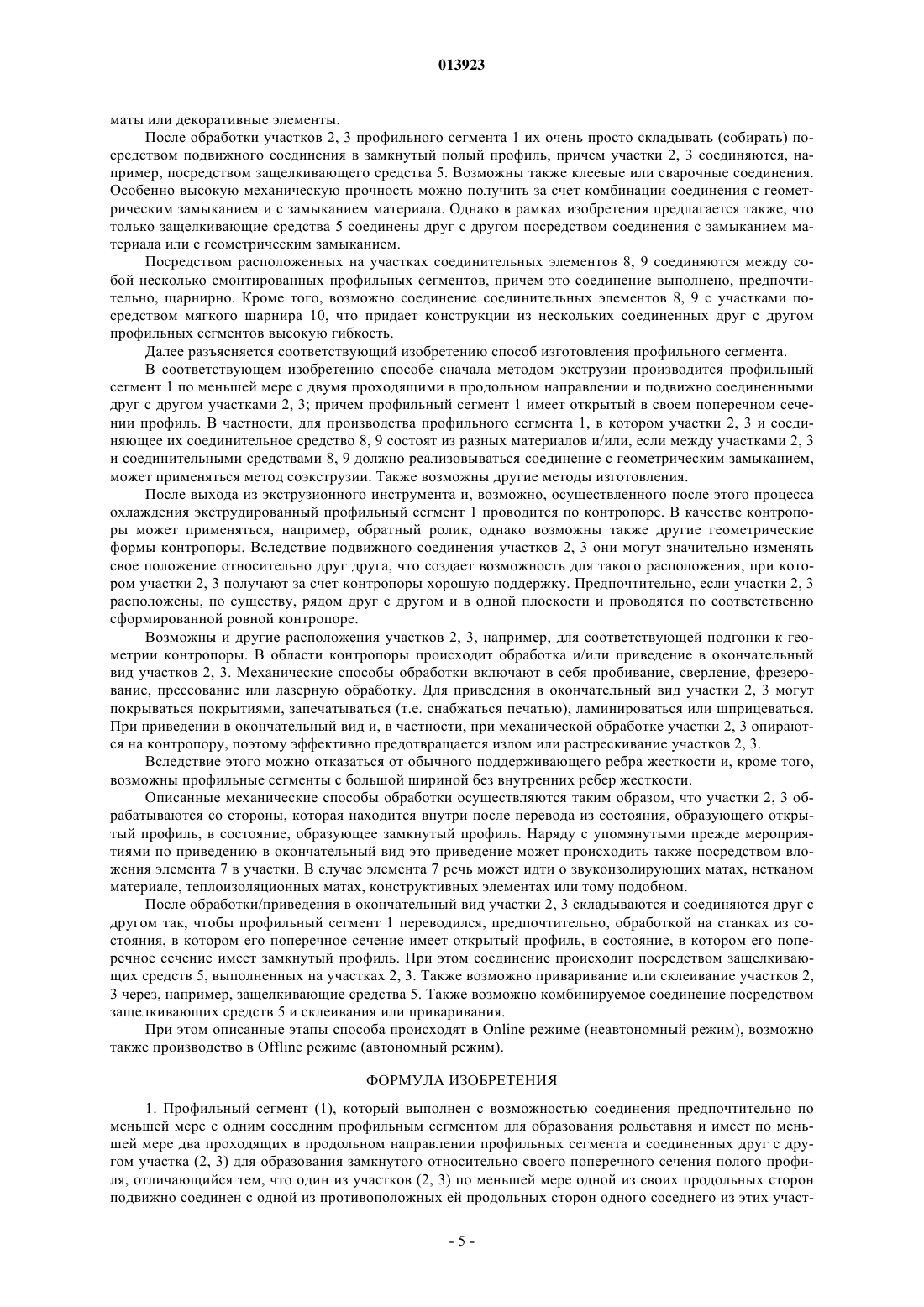
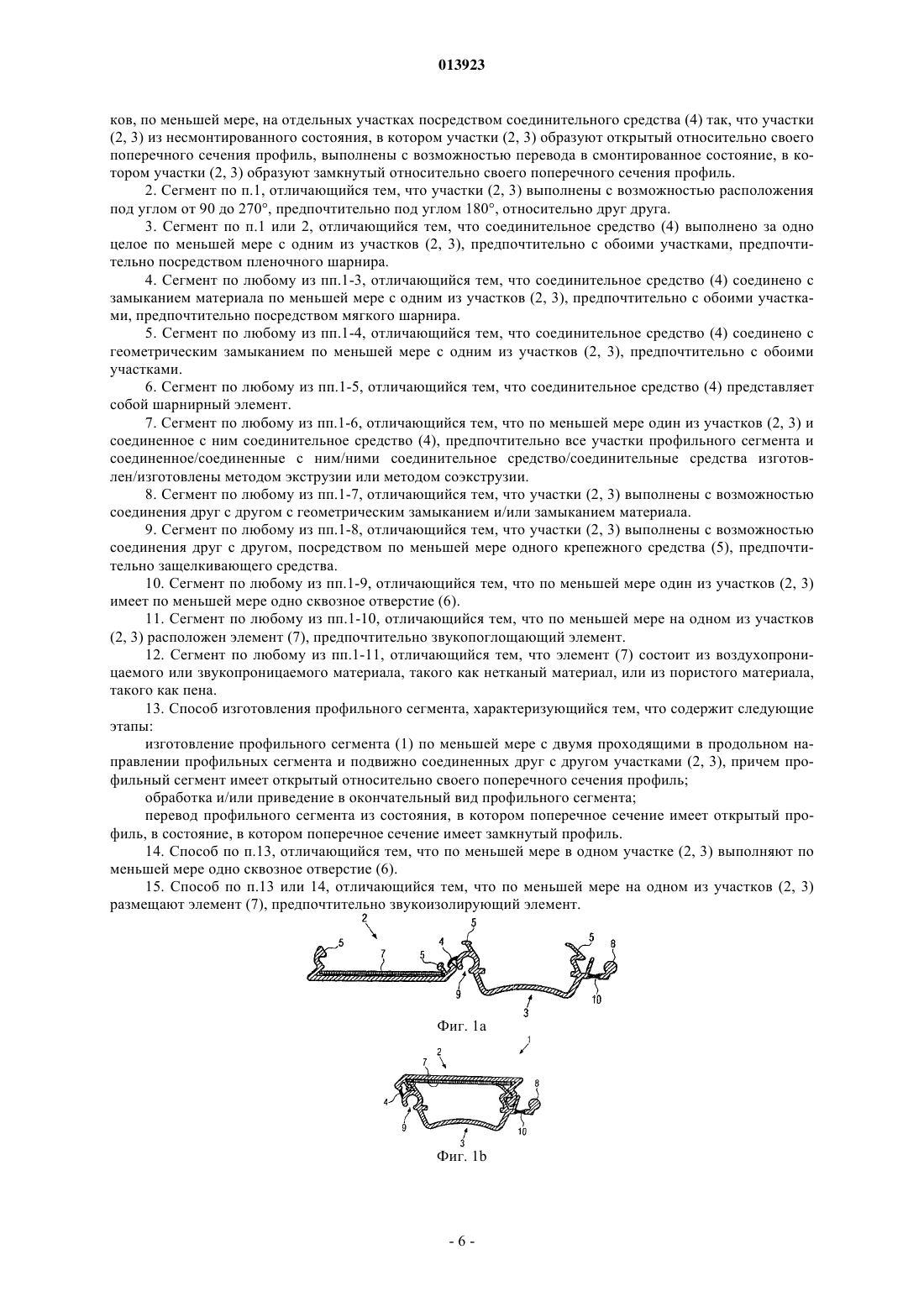
Изобретение относится к профильному сегменту, соединяющемуся предпочтительно по меньшей мере с одним соседним профильным сегментом для образования рольставня и имеющему по меньшей мере два проходящих в продольном направлении профильных сегмента и соединенных друг с другом участка для образования замкнутого относительно своего поперечного сечения полого профиля, причем один из участков по меньшей мере одной из своих продольных сторон подвижно соединен с одной из противоположных ей продольных сторон одного соседнего из этих участков, по меньшей мере, на отдельных участках посредством соединительного средства так, что участки из несмонтированного состояния, в котором участки образуют открытый относительно своего поперечного сечения профиль, могут переводиться в смонтированное состояние,в котором участки образуют замкнутый относительно своего поперечного сечения профиль. 013923 Изобретение относится к профильному сегменту, предпочтительно соединяющемуся по меньшей мере с одним соседним профильным сегментом для образования рольставня и имеющему по меньшей мере два проходящих в продольном направлении профильных сегмента и соединенных друг с другом участка для образования замкнутого относительно своего поперечного сечения полого профиля. Из DE 3508849 А 1 известен такой профильный сегмент. В нем участки состоящего из полимерного материала профильного сегмента соединены друг с другом за одно целое и расположены так, чтобы оба участка имели, по существу, V-образную форму поперечного сечения. Для образования замкнутого относительно своего поперечного сечения полого профиля участки нагреваются в области выполненного за одно целое соединения, что вызывает размягчение полимерного материала. В этом состоянии оба участка перемещают друг на друга до тех пор, пока расположенные на участках фиксирующие средства не смогут войти в контакт друг с другом. Недостатком известного из уровня техники профильного сегмента является то, что обработка участков сегмента затруднена из-за описанной формы поперечного сечения. Если, например, нужно выполнить на участках отверстия посредством пробивания, то требуются специально сформированные контропоры, поддерживающие участки во время обработки для предотвращения излома или растрескивания участков, или вообще для создания возможности обработки участков посредством пробивания. Недостатком в данном случае является еще необходимость работы пробивных инструментов в разных плоскостях, что значительно затрудняет одновременную обработку обоих участков. Хотя последовательная обработка обоих участков возможна, однако сопряжена с довольно большими затратами времени. Похожие трудности возникают, например, при запечатывании или нанесении покрытия на обращенные наружу стороны участков. Также и в данном случае требуется подгонять либо соответствующие запечатывающие устройства, либо устройства для нанесения покрытия к сложной геометрии профильного сегмента, что, пожалуй, можно сделать только двумя отдельными устройствами. Или же сначала обрабатывается один из участков, а после соответствующего поворота профильного сегмента обрабатывается второй участок. Если, наоборот, планируется обработка обращенной внутрь стороны участков, например, в ходе процесса прессования, при котором нужно реализовать выпуклый профиль обращенных наружу сторон участков, то плохая доступность обращенной внутрь стороны участков затрудняет это или делает вообще невозможной. Другим недостатком является затруднительное нагревание соединительных мест участков для выполнения соответствующего преобразования в замкнутый профиль. Исходя из этого, задачей изобретения является создание профильного сегмента, лишенного приведенных недостатков уровня техники. Эта задача решается согласно изобретению с помощью признаков п.1 формулы изобретения, а также п.13 формулы изобретения. Другие предпочтительные варианты выполнения изложены в зависимых пунктах формулы изобретения. Соответствующий изобретению профильный сегмент упомянутого выше вида усовершенствован по сравнению с известным профильным сегментом посредством того, что один из участков соединен по меньшей мере одной из своих продольных сторон с одной из противоположных ей продольных сторон одного соседнего из этих участков, по меньшей мере, на отдельных участках подвижно посредством соединительного средства так, что участки из несмонтированного состояния, в котором эти участки образуют открытый относительно своего поперечного сечения профиль, могут приводиться в собранное состояние, в котором участки образуют замкнутый относительно своего поперечного сечения профиль. Оказалось, что за счет описанного подвижного соединения посредством соединительного средства участки могут быть расположены таким образом, что создается возможность для легкой и эффективной обработки участков профильного сегмента. Например, можно расположить участки рядом и, по существу, в одной плоскости, вследствие чего обработка производится особенно просто. Таким образом, участки можно поместить в упомянутом расположении на ровное основание и осуществлять обработку на станках, инструменты которых также ориентированы только в одной плоскости. Это обеспечивает очень рациональное и экономически целесообразное производство. Может быть предпочтительным, если участки могут располагаться относительно друг друга под углом от 90 до 270, предпочтительно под углом 180. Вследствие этого становится возможным значительное изменение положения участков, что позволяет обеспечивать оптимальную подгонку к условиям производства. Также может быть предпочтительным, если соединительное средство выполнено, по меньшей мере,с одним из участков, предпочтительно, с обоими участками за одно целое, предпочтительно, посредством пленочного шарнира. Таким образом, получается очень простой и эффективный вид соединения со значительными преимуществами в отношении производства. Кроме того, может быть предпочтительно, если соединительное средство соединено с замыканием материала по меньшей мере с одним из участков, предпочтительно с обоими участками, предпочтительно посредством мягкого шарнира. Вследствие этого возможен наиболее гибкий вид соединения. Однако-1 013923 в рамках изобретения предлагается также выполнение соединительного средства в виде пленочного шарнира как экономически целесообразного. Кроме того, может быть предпочтительно, если соединительное средство соединено с геометрическим замыканием, по меньшей мере, с одним из участков, предпочтительно, с обоими участками. Это создает очень надежный и экономичный вид соединения. Кроме того, может быть предпочтительно, если соединительным средством является шарнирный элемент. Это также создает особенно гибкое соединение. Может быть предпочтительно, если по меньшей мере один из участков и соединенное с ним соединительное средство, предпочтительно, все участки профильного сегмента, и соединенное/соединенные с ним/с ними соединительное средство/соединительные средства изготовлено или изготовлены методом экструзии или соэкструзии. Эти методы обеспечивают непрерывное и вместе с тем эффективное и недорогое изготовление профильных сегментов. Может оказаться предпочтительным, если участки выполнены с возможностью соединения, по меньшей мере, на противолежащих соединенным с соединительным средством продольным сторонам продольных сторонах. Вследствие этого может осуществляться прочное и надежное соединение обоих участков. Также может оказаться предпочтительным, если участки выполнены с возможностью соединения друг с другом с геометрическим замыканием и/или с замыканием материала. Это гарантирует особенно стабильное соединение. Кроме того, может оказаться предпочтительным, если участки выполнены с возможностью соединения друг с другом посредством, по меньшей мере, одного крепежного средства, предпочтительно, посредством защелкивающего средства. Эти крепежные средства также обеспечивают прочное, надежное соединение, причем сборка соединения технически может производиться очень легко и быстро. Также может быть предпочтительным, если участки и/или соединительное средство выполнены из полимерного материала, предпочтительно, из термопластичного полимера, как например, полипропилена или поливинилхлорида. Такие материалы просто обрабатывать, а кроме того, они имеют подходящие механические свойства при низкой стоимости. Кроме того, может быть предпочтительно, если соединительное средство выполнено из эластомерного или подобного эластомеру материала, предпочтительно из силикона, каучука, полиуретана, мягкого поливинилхлорида, стирол-этенбутен-стирол-компаунда (SEBS - компаунда) или термопластичного эластомера. Эти материалы являются высокопластичными и тем самым обеспечивают чрезвычайно подвижное соединение участков. Может быть предпочтительно, если по меньшей мере один из участков имеет по меньшей мере одно сквозное отверстие. Это может быть предпочтительным при вставке собранного профильного сегмента, например в рольставень, относительно намеченного звукопоглощения. Кроме того, может быть предпочтительно, если по меньшей мере на одном из участков расположен элемент, предпочтительно звукопоглощающий элемент. Это показывает себя особенно предпочтительным для защиты от шума при использовании собранного профильного сегмента, например, в рольставне. При этом может быть предпочтительно, если элемент состоит из воздухопроницаемого или звукопроницаемого материала, такого как нетканый материал или из пористого материала, такого как пена. Эти материалы подходят, в частности, для звукоизоляции. Тем не менее, в рамках изобретения такж:е предлагается, чтобы элемент был выполнен в качестве конструктивного элемента. Кроме того, изобретение относится к способу производства профильного сегмента с этапами: изготовление профильного сегмента по меньшей мере с двумя проходящими в продольном направлении профильного сегмента и подвижно соединенными друг с другом участками, причем профильный сегмент имеет открытый относительно своего поперечного сечения профиль; обработка и/или приведение в окончательный (готовый) вид профильного сегмента; перевод профильного сегмента из состояния, в котором поперечное сечение имеет открытый профиль, в состояние, в котором поперечное сечение имеет замкнутый профиль. Заявленный способ позволяет просто после производства профильного сегмента проводить обработку и/или приведение в окончательный вид сегмента, в то время как образующие профильный сегмент участки подвижно соединены друг с другом, а профильный сегмент имеет первоначально после изготовления открытый относительно своего поперечного сечения профиль. Таким образом, становится, например, возможно располагать участки рядом друг с другом и, по существу, в одной плоскости и в этом состоянии укладывать на соответствующее ровное основание. Таким образом, участки получают необходимую для обработки опору, причем указанную опору можно очень легко реализовать. Кроме того, за счет описанного ранее, находящегося рядом друг с другом расположения обеспечивается очень хороший доступ к соответствующим поверхностям участков. Это позволяет наряду с упомянутой легкой механической обрабатываемостью также легко осуществлять приведение в окончательный вид участков, например, посредством нанесения покрытий, запечатывания, ламинирования или шприцевания. Кроме того, можно очень просто вставлять в участок или участки закладные элементы, как, например, звукоизолирующие панели, теплоизолирующие панели или структурные элементы. Кроме того, ука-2 013923 занный способ позволяет производить профили большой ширины без внутренних ребер жесткости. После обработки и/или приведения в окончательный вид обработанные участки можно легко складывать либо вручную, либо механическим способом, вследствие чего открытое прежде поперечное сечение профиля становится замкнутым поперечным сечением профиля. Может быть предпочтительно, если профильный сегмент производится в процессе экструзии, предпочтительно, в процессе соэкструзии. Экструзия обеспечивает довольно рациональное производство, в частности, продолжительных по длине профильных сегментов. В частности, при применении соединяющего участки мягкого шарнира, например, из эластомерного материала предлагается процесс соэкструзии. При этом на одном этапе процесса может осуществляться комбинация соединительного средства с участками, несмотря на совершенно различные материалы соединительных средств и участков. Также может быть предпочтительно, если по меньшей мере один из участков обрабатывается с удалением материала предпочтительно при пробивке, сверлении, фрезеровании или лазерной обработке. Это может быть предпочтительно для использования смонтированного профильного сегмента, например, в рольставне. Кроме того, может быть предпочтительно, если участки обрабатываются со сторон, оказавшихся внутри после перевода из образующего открытый профиль состояния в состояние, образующее замкнутый профиль. За счет этого получают лучший внешний вид смонтированного профильного сегмента. Может оказаться предпочтительным, если участки во время обработки, по меньшей мере, на отдельных областях прилегают к функционирующей в качестве контропоры поверхности. Это обеспечивает легкую обработку участков и снижает опасность излома или растрескивания участков. Также может оказаться предпочтительным, если по меньшей мере один из участков обрабатывается в процессе прессования. Это может быть предпочтительным в отношении внешнего вида смонтированного профильного сегмента. Кроме того, может оказаться предпочтительным, если по меньшей мере один из участков обрабатывается с нанесением материала, предпочтительно, за счет запечатывания, нанесения покрытий, шприцевания или ламинирования. Это также может предпочтительно сказаться на внешнем виде смонтированного профильного сегмента. Может быть предпочтительно, если по меньшей мере в одном участке выполняется, по меньшей мере, одно сквозное отверстие. Это также может предпочтительно сказаться на использовании смонтированного профильного сегмента, например в рольставне, в частности, с точки зрения защиты от шума. Кроме того, может быть предпочтительно, если, по меньшей мере, на одном из участков помещается элемент, предпочтительно, звукоизолирующий элемент. Это также создает преимущества в отношении защиты от шума у смонтированного профильного сегмента, например, при использовании в рольставне. При этом может быть предпочтительно, если элемент размещается после обработки профильного сегмента. Это влечет за собой технологические преимущества. Признаки и преимущества изобретения излагаются более подробно в последующем описании, причем делается ссылка на приложенные чертежи, на которых изображено следующее: фиг. 1 а - поперечное сечение варианта выполнения соответствующего изобретению профильного сегмента в несмонтированном состоянии; фиг. 1b - поперечное сечение соответствующего изобретению профильного сегмента согласно фиг. 1 а в смонтированном состоянии; фиг. 2 а - поперечное сечение варианта выполнения соответствующего изобретению профильного сегмента в несмонтированном состоянии с выполненными в участках сквозными отверстиями; фиг. 2b - вид сверху соответствующего изобретению профильного сегмента согласно фиг. 2 а; фиг. 3 - поперечное сечение трех соединенных друг с другом и смонтированных соответствующих изобретению профильных сегментов. На фиг. 1 а показано поперечное сечение варианта выполнения соответствующего изобретению профильного сегмента в несмонтированном состоянии. Профильный сегмент 1 содержит оба участка 2, 3 и соединяющее оба участка соединительное средство 4. При этом оба участка 2, 3 расположены рядом друг с другом. Участки 2, 3 имеют, по существу,одинаковую ширину, например, около 28 мм. Толщина стенок участков 2, 3 по существу одинаковая и составляет, например, 1,3 мм. Также возможны другая ширина и толщина стенок. Участки 2, 3 выполнены из полимерного материала, предпочтительно, из полипропилена или поливинилхлорида. Действующее в качестве мягкого шарнира соединительное средство 4 состоит из эластомерного или подобного эластомеру материала, предпочтительно, из полиуретана, мягкого поливинилхлорида, силикона, каучука,стирол-этенбутен-стирол-компаунда или термопластично обрабатываемого эластомера. Участки 2, 3 и соединительное средство 4 соединены друг с другом с замыканием материала. Также возможно соединение с геометрическим замыканием. Участки 2, 3 имеют соответственно два крепежных средства 5, выполненных как защелкивающее средство. На одном из участков 3 расположены соединительные элементы 8, 9, служащие для соединения профильного сегмента 1 со следующими профильными сегментами. При этом соединительный элемент 9 соединен за одно целое с участком 3, в то время как соединитель-3 013923 ный элемент 8 соединен посредством действующего в качестве мягкого шарнира эластичного участка 10 с участком 3. Соединительный элемент 8 также может быть выполнен за одно целое с участком 3. Эластичный участок 10 состоит из эластомерного или подобного эластомеру материала. Соединительные элементы 8, 9 имеют, по существу, ответную друг другу геометрию. На одном из участков 2 расположен звукоизолирующий элемент 7. Также возможны элементы, выполняющие другие функции. Звукоизолирующий элемент 7 имеет, по существу, такую же длину, как участок 2 и в своем положении фиксируется крепежными средствами 5. Также возможны другие расположения, при которых элемент 7 расположен в других положениях или элемент 7 зафиксирован иначе. Элемент 7 имеет в этом примере выполнения, по существу, такую же толщину стенки, как и участки 2, 3. На фиг. 1b показано поперечное сечение соответствующего изобретению профильного сегмента 1 согласно фиг. 1 а в смонтированном или собранном состоянии. Находящиеся рядом друг с другом в несмонтированном состоянии участки 2, 3 расположены теперь, по существу, друг над другом. Крепежные средства 5 участков 2, 3 находятся во взаимном зацеплении, и получается замкнутая структура полого профиля. Часть крепежного средства 5 фиксации находится в контакте со звукоизолирующим элементом 7. На фиг. 2 а и 2b показан второй вариант выполнения профильного сегмента. На фиг. 2 а показан соответствующий профильный сегмент 1 в поперечном сечении, в то время как на фиг. 2b изображен соответствующий вид сверху. На фиг. 2 а и 2b используются те же самые ссылочные позиции, что и на фиг. 1 а и 1b, для обозначения одинаковых или соответствующих элементов. В противоположность вышеуказанному описанию участки 2, 3 изменены так, что они имеют сквозные отверстия 6. Эти сквозные отверстия 6, по существу, круглые. Расположенные рядом сквозные отверстия 6 имеют, по существу, одинаковое расстояние друг от друга. Сквозные отверстия 6 участка 2 больше сквозных отверстий 6 участка 3, причем количество сквозных отверстий 6 участка 3 больше количества сквозных отверстий 6 участка 2 на единицу длины участка. Возможны другие расположения или другая геометрия сквозных отверстий 6. На фиг. 3 показаны три соединенных друг с другом, смонтированных профильных сегмента со сквозными отверстиями 6 на участке 3. Профильные сегменты соединены посредством соединительных элементов 8, 9, находящихся в зацеплении друг с другом. Участки 3 отдельных профильных сегментов находятся, по меньшей мере, на отдельных областях во взаимном прилегании. Далее более детально разъясняется принцип действия изобретения. Профильный сегмент 1 служит для образования полого профиля, причем некоторые из этих полых профилей выполнены с возможностью соединения друг с другом, чтобы образовывать, например, рольставни. В известном из уровня техники профильном сегменте с двумя соединенными друг с другомза одно целое участками указанные участки образуют, по существу, V-образное поперечное сечение профиля. После соответствующей обработки V-образный профиль переводится в замкнутое поперечное сечение профиля, в котором места соединения обоих участков нагревают, затем участки перемещают друг на друга и фиксируют друг с другом посредством защелкивающих средств. Однако указанная V-образная геометрия вызывает большие трудности при обработке профильного сегмента. Например, при пробивании в участках отверстий следует использовать для этого специально изготовленные контропоры, что заметно повышает затраты на изготовление. Также описанное нагревание профильного сегмента невыгодно по рациональным и экономическим соображениям. Профильный сегмент 1, напротив, можно переводить вследствие подвижного соединения участков 2, 3 в удобную для последующей обработки форму. Таким образом, можно, например, располагать оба соединенных посредством соединительного средства 4 участка 2, 3 рядом друг с другом. При этом соединительное средство 4 может быть выполнено за одно целое с участками в виде пленочного шарнира или же состоять из абсолютно другого материала, чем участки 2, 3. В этой связи предпочтительны эластомерные материалы, обеспечивающие наиболее высокую эластичность. В данном случае соединение может быть выполнено с геометрическим замыканием или замыканием материала с участками 2, 3. Для этого подходит, в частности, метод соэкструзии. Также возможно шарнирное соединение обоих участков. Если оба участка 2, 3 профильного сегмента 1 расположены, как описано, лежа рядом друг с другом, то имеется особенно простая возможность обработки. В данном случае участки могут размещаться на служащем в качестве контропоры ровном основании, поддерживающем профильный сегмент во время обработки. Вследствие этого обрабатывающий инструмент может перемещаться в одной плоскости, что имеет значение особенно для производства в неавтономном (online) режиме. Кроме того, например, в случае описанного выше расположения рядом друг с другом обеспечивается очень хорошая доступность для обработки участков 2, 3 за счет подвижного соединения участков 2, 3 профильного сегмента 1 и связанной с этим свободы относительно расположения обоих участков 2, 3 относительно друг друга. Таким образом, очень просто осуществлять механические методы обработки,такие как запечатывание, нанесение покрытий, ламинирование или шприцевание. Также просто производить введение элементов 7, таких как звукоизолирующие маты, нетканые полотна, теплоизолирующие-4 013923 маты или декоративные элементы. После обработки участков 2, 3 профильного сегмента 1 их очень просто складывать (собирать) посредством подвижного соединения в замкнутый полый профиль, причем участки 2, 3 соединяются, например, посредством защелкивающего средства 5. Возможны также клеевые или сварочные соединения. Особенно высокую механическую прочность можно получить за счет комбинации соединения с геометрическим замыканием и с замыканием материала. Однако в рамках изобретения предлагается также, что только защелкивающие средства 5 соединены друг с другом посредством соединения с замыканием материала или с геометрическим замыканием. Посредством расположенных на участках соединительных элементов 8, 9 соединяются между собой несколько смонтированных профильных сегментов, причем это соединение выполнено, предпочтительно, щарнирно. Кроме того, возможно соединение соединительных элементов 8, 9 с участками посредством мягкого шарнира 10, что придает конструкции из нескольких соединенных друг с другом профильных сегментов высокую гибкость. Далее разъясняется соответствующий изобретению способ изготовления профильного сегмента. В соответствующем изобретению способе сначала методом экструзии производится профильный сегмент 1 по меньшей мере с двумя проходящими в продольном направлении и подвижно соединенными друг с другом участками 2, 3; причем профильный сегмент 1 имеет открытый в своем поперечном сечении профиль. В частности, для производства профильного сегмента 1, в котором участки 2, 3 и соединяющее их соединительное средство 8, 9 состоят из разных материалов и/или, если между участками 2, 3 и соединительными средствами 8, 9 должно реализовываться соединение с геометрическим замыканием,может применяться метод соэкструзии. Также возможны другие методы изготовления. После выхода из экструзионного инструмента и, возможно, осуществленного после этого процесса охлаждения экструдированный профильный сегмент 1 проводится по контропоре. В качестве контропоры может применяться, например, обратный ролик, однако возможны также другие геометрические формы контропоры. Вследствие подвижного соединения участков 2, 3 они могут значительно изменять свое положение относительно друг друга, что создает возможность для такого расположения, при котором участки 2, 3 получают за счет контропоры хорошую поддержку. Предпочтительно, если участки 2, 3 расположены, по существу, рядом друг с другом и в одной плоскости и проводятся по соответственно сформированной ровной контропоре. Возможны и другие расположения участков 2, 3, например, для соответствующей подгонки к геометрии контропоры. В области контропоры происходит обработка и/или приведение в окончательный вид участков 2, 3. Механические способы обработки включают в себя пробивание, сверление, фрезерование, прессование или лазерную обработку. Для приведения в окончательный вид участки 2, 3 могут покрываться покрытиями, запечатываться (т.е. снабжаться печатью), ламинироваться или шприцеваться. При приведении в окончательный вид и, в частности, при механической обработке участки 2, 3 опираются на контропору, поэтому эффективно предотвращается излом или растрескивание участков 2, 3. Вследствие этого можно отказаться от обычного поддерживающего ребра жесткости и, кроме того,возможны профильные сегменты с большой шириной без внутренних ребер жесткости. Описанные механические способы обработки осуществляются таким образом, что участки 2, 3 обрабатываются со стороны, которая находится внутри после перевода из состояния, образующего открытый профиль, в состояние, образующее замкнутый профиль. Наряду с упомянутыми прежде мероприятиями по приведению в окончательный вид это приведение может происходить также посредством вложения элемента 7 в участки. В случае элемента 7 речь может идти о звукоизолирующих матах, нетканом материале, теплоизоляционных матах, конструктивных элементах или тому подобном. После обработки/приведения в окончательный вид участки 2, 3 складываются и соединяются друг с другом так, чтобы профильный сегмент 1 переводился, предпочтительно, обработкой на станках из состояния, в котором его поперечное сечение имеет открытый профиль, в состояние, в котором его поперечное сечение имеет замкнутый профиль. При этом соединение происходит посредством защелкивающих средств 5, выполненных на участках 2, 3. Также возможно приваривание или склеивание участков 2,3 через, например, защелкивающие средства 5. Также возможно комбинируемое соединение посредством защелкивающих средств 5 и склеивания или приваривания. При этом описанные этапы способа происходят в Online режиме (неавтономный режим), возможно также производство в Offline режиме (автономный режим). ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Профильный сегмент (1), который выполнен с возможностью соединения предпочтительно по меньшей мере с одним соседним профильным сегментом для образования рольставня и имеет по меньшей мере два проходящих в продольном направлении профильных сегмента и соединенных друг с другом участка (2, 3) для образования замкнутого относительно своего поперечного сечения полого профиля, отличающийся тем, что один из участков (2, 3) по меньшей мере одной из своих продольных сторон подвижно соединен с одной из противоположных ей продольных сторон одного соседнего из этих участ-5 013923 ков, по меньшей мере, на отдельных участках посредством соединительного средства (4) так, что участки(2, 3) из несмонтированного состояния, в котором участки (2, 3) образуют открытый относительно своего поперечного сечения профиль, выполнены с возможностью перевода в смонтированное состояние, в котором участки (2, 3) образуют замкнутый относительно своего поперечного сечения профиль. 2. Сегмент по п.1, отличающийся тем, что участки (2, 3) выполнены с возможностью расположения под углом от 90 до 270, предпочтительно под углом 180, относительно друг друга. 3. Сегмент по п.1 или 2, отличающийся тем, что соединительное средство (4) выполнено за одно целое по меньшей мере с одним из участков (2, 3), предпочтительно с обоими участками, предпочтительно посредством пленочного шарнира. 4. Сегмент по любому из пп.1-3, отличающийся тем, что соединительное средство (4) соединено с замыканием материала по меньшей мере с одним из участков (2, 3), предпочтительно с обоими участками, предпочтительно посредством мягкого шарнира. 5. Сегмент по любому из пп.1-4, отличающийся тем, что соединительное средство (4) соединено с геометрическим замыканием по меньшей мере с одним из участков (2, 3), предпочтительно с обоими участками. 6. Сегмент по любому из пп.1-5, отличающийся тем, что соединительное средство (4) представляет собой шарнирный элемент. 7. Сегмент по любому из пп.1-6, отличающийся тем, что по меньшей мере один из участков (2, 3) и соединенное с ним соединительное средство (4), предпочтительно все участки профильного сегмента и соединенное/соединенные с ним/ними соединительное средство/соединительные средства изготовлен/изготовлены методом экструзии или методом соэкструзии. 8. Сегмент по любому из пп.1-7, отличающийся тем, что участки (2, 3) выполнены с возможностью соединения друг с другом с геометрическим замыканием и/или замыканием материала. 9. Сегмент по любому из пп.1-8, отличающийся тем, что участки (2, 3) выполнены с возможностью соединения друг с другом, посредством по меньшей мере одного крепежного средства (5), предпочтительно защелкивающего средства. 10. Сегмент по любому из пп.1-9, отличающийся тем, что по меньшей мере один из участков (2, 3) имеет по меньшей мере одно сквозное отверстие (6). 11. Сегмент по любому из пп.1-10, отличающийся тем, что по меньшей мере на одном из участков(2, 3) расположен элемент (7), предпочтительно звукопоглощающий элемент. 12. Сегмент по любому из пп.1-11, отличающийся тем, что элемент (7) состоит из воздухопроницаемого или звукопроницаемого материала, такого как нетканый материал, или из пористого материала,такого как пена. 13. Способ изготовления профильного сегмента, характеризующийся тем, что содержит следующие этапы: изготовление профильного сегмента (1) по меньшей мере с двумя проходящими в продольном направлении профильных сегмента и подвижно соединенных друг с другом участками (2, 3), причем профильный сегмент имеет открытый относительно своего поперечного сечения профиль; обработка и/или приведение в окончательный вид профильного сегмента; перевод профильного сегмента из состояния, в котором поперечное сечение имеет открытый профиль, в состояние, в котором поперечное сечение имеет замкнутый профиль. 14. Способ по п.13, отличающийся тем, что по меньшей мере в одном участке (2, 3) выполняют по меньшей мере одно сквозное отверстие (6). 15. Способ по п.13 или 14, отличающийся тем, что по меньшей мере на одном из участков (2, 3) размещают элемент (7), предпочтительно звукоизолирующий элемент.
МПК / Метки
МПК: E06B 9/165
Метки: сегмент, изготовления, способ, профильный
Код ссылки
<a href="https://eas.patents.su/8-13923-profilnyjj-segment-i-sposob-ego-izgotovleniya.html" rel="bookmark" title="База патентов Евразийского Союза">Профильный сегмент и способ его изготовления</a>
Компонент электрической машины и способ его изготовления
Номер патента: 11006
Опубликовано: 30.12.2008
Авторы: Ингквист Джон, Фарниа Дэвид
МПК: H02K 15/02, H02K 1/06
Метки: изготовления, компонент, способ, машины, электрической
Формула / Реферат:
1. Сборка магнитного сердечника ротора или статора электрической машины, которая содержит верхнюю секцию сердечника, которая имеет цилиндрический центральный участок, имеющий центральную радиальную ось, множество опор обмоток, идущих радиально наружу из центрального участка, трапециевидный сегмент сердечника у радиальной кромки каждой опоры обмотки, имеющий в целом выпуклую внешнюю поверхность вдоль радиальной центральной оси верхней секции,...
Соединитель гибкой насосно-компрессорной трубы и способ его изготовления
Номер патента: 8791
Опубликовано: 31.08.2007
Автор: Паркер Роберт
МПК: E21B 17/04
Метки: соединитель, способ, трубы, гибкой, изготовления, насосно-компрессорной
Формула / Реферат:
1. Соединитель для гибкой насосно-компрессорной трубы, содержащий первую полую втулку, содержащую внутренний участок с выемкой и соединительный участок, расположенный рядом с первым концом втулки; по меньшей мере один изогнутый сегмент, при этом каждый из указанных сегментов образует выпуклость, продолжающуюся радиально от внутренней его поверхности; и вторую полую втулку, содержащую соединительный участок, расположенный рядом с первым ее...
Способ приготовления сусла, способ изготовления пива, способ изготовления питьевого спирта, применение &alpha-l-арабинофуранозидаз а и в и смесь ферментных препаратов
Номер патента: 1078
Опубликовано: 30.10.2000
Авторы: Супп Жером, Лярой Мари-Поль
Метки: препаратов, питьевого, alpha-l-арабинофуранозидаз, приготовления, спирта, пива, ферментных, сусла, применение, способ, изготовления, смесь
Формула / Реферат:
1. Способ приготовления сусла, предусматривающий стадии: (a) приготовления затора осоложенных или неосоложенных злаков или смеси осоложенных или неосоложенных злаков, в присутствии смеси ферментных препаратов, (b) фильтрацию полученного таким образом затора с получением сусла, отличающийся тем, что указанная смесь ферментных препаратов представляет собой смесь, содержащую, по меньшей мере, препарат с b -глюканазной активностью и препарат с a...
Многослойный материал для изготовления самоклеющихся защитных меток ( вариант ) и способ его изготовления
Номер патента: 8115
Опубликовано: 27.04.2007
Авторы: Шарашкин Сергей Николаевич, Вихарев Сергей Александрович, Шевко Вадим Александрович, Павлов Алексей Викторович
МПК: G09F 3/04, B32B 27/30, B42D 15/00...
Метки: защитных, способ, меток, материал, изготовления, самоклеющихся, многослойный, вариант
Формула / Реферат:
1. Многослойный материал для изготовления самоклеящихся защитных меток, состоящий из последовательно соединенных несущего слоя из двуосноориентированного полипропилена или поливинилхлорида с нанесенным на его внутреннюю сторону адгезионным слоем в виде заданного рисунка, изотропного прозрачного термостойкого полимерного слоя, имеющего степень кристалличности не менее 30%, в котором сформировано скрытое изображение, визуализируемое в...
Способ изготовления предварительно изолированных труб
Номер патента: 8232
Опубликовано: 27.04.2007
Авторы: Парков Николай Федорович, Парков Александр Николаевич
МПК: F16L 59/14, B29C 63/18
Метки: изготовления, предварительно, труб, способ, изолированных
Формула / Реферат:
1. Способ изготовления предварительно изолированных труб, включающий размещение трубы в оболочке, центрирование трубы в оболочке с использованием изготовленных из теплоизолирующего материала центровочных сегментов, герметизацию торцев, заполнение кольцевой полости между трубой и оболочкой термоизоляционным вспенивающимся материалом и выдерживание его для структурирования, отличающийся тем, что перед размещением трубы в оболочке устанавливают и...
Предыдущий патент: Передвижная рабочая машина с опорными стойками
Следующий патент: Защитная подложка, содержащая водяной знак
Случайный патент: Бумага с покрытием для офсетной печати