Шаровой тепловыделяющий элемент и его изготовление для применения в газоохлаждаемых высокотемпературных ядерных реакторах с шаровой засыпкой
Номер патента: 13899
Опубликовано: 30.08.2010
Авторы: Гроссе Карл-Хайнц, Хроват Милан, Шультен Райнер

Формула / Реферат
1. Шаровой тепловыделяющий элемент для высокотемпературных ядерных реакторов с шаровой засыпкой, состоящий из графитовой матрицы A3, содержащей топливо в виде топливных частиц с покрытием, причем топливные частицы с покрытием равномерно распределены в шаровом сердечнике и утоплены в графитовую матрицу А3, а шаровой сердечник охвачен бестопливной оболочкой, при этом оболочка плавно переходит в сердечник, а графитовая матрица шарового сердечника и оболочка включают в себя природный графит, графитированный нефтяной кокс и связующий кокс, отличающийся тем, что бестопливная оболочка шарового тепловыделяющего элемента дополнительно включает карбид кремния (SiC) и/или карбид циркония (ZrC), а ее средняя номинальная толщина составляет ³1 мм.
2. Элемент по п.1, отличающийся тем, что средняя номинальная толщина оболочки составляет ³2 мм.
3. Элемент по п.1, отличающийся тем, что средняя номинальная толщина оболочки составляет от 1 до 5 мм.
4. Элемент по любому из пп.1-3, отличающийся тем, что содержание карбида кремния в бестопливной оболочке составляет от 6 до 14 вес.%.
5. Элемент по любому из пп.1-4, отличающийся тем, что содержание карбида циркония в бестопливной оболочке составляет от 10 до 30 вес.%.
6. Способ изготовления шаровых тепловыделяющих элементов по любому из пп.1-5, в котором
изготавливают пресс-порошок путем предварительного смешивания, разминания, высушивания и измельчения;
предварительно прессуют шаровой сердечник из смеси пресс-порошка и топливных частиц с покрытием;
формируют предварительно спрессованные шаровые сердечники с пресс-порошком оболочки;
прессуют шаровые сердечники, покрытые оболочкой из пресс-порошка;
выполняют окончательное прессование собранного шарового тепловыделяющего элемента;
проводят тепловую обработку окончательно спрессованных шаровых тепловыделяющих элементов,
отличающийся тем, что при изготовлении пресс-порошка для оболочки используют кремниевые или циркониевые соединения в качестве оксидов.
7. Способ по п.6, при котором оксиды кремния или циркония суспендируют в растворе метанолфенолформальдегидной смолы и гомогенизируют суспензию компонентами графитового порошка, состоящего из природного графита и графитированного нефтяного кокса, размешиванием при комнатной температуре.
8. Способ по п.6 или 7, при котором преобразование в карбид кремния и/или карбид циркония проводят при обжиге шаровых тепловыделяющих элементов в вакууме (Р<10-2) при максимальной температуре 2000°С.
Текст
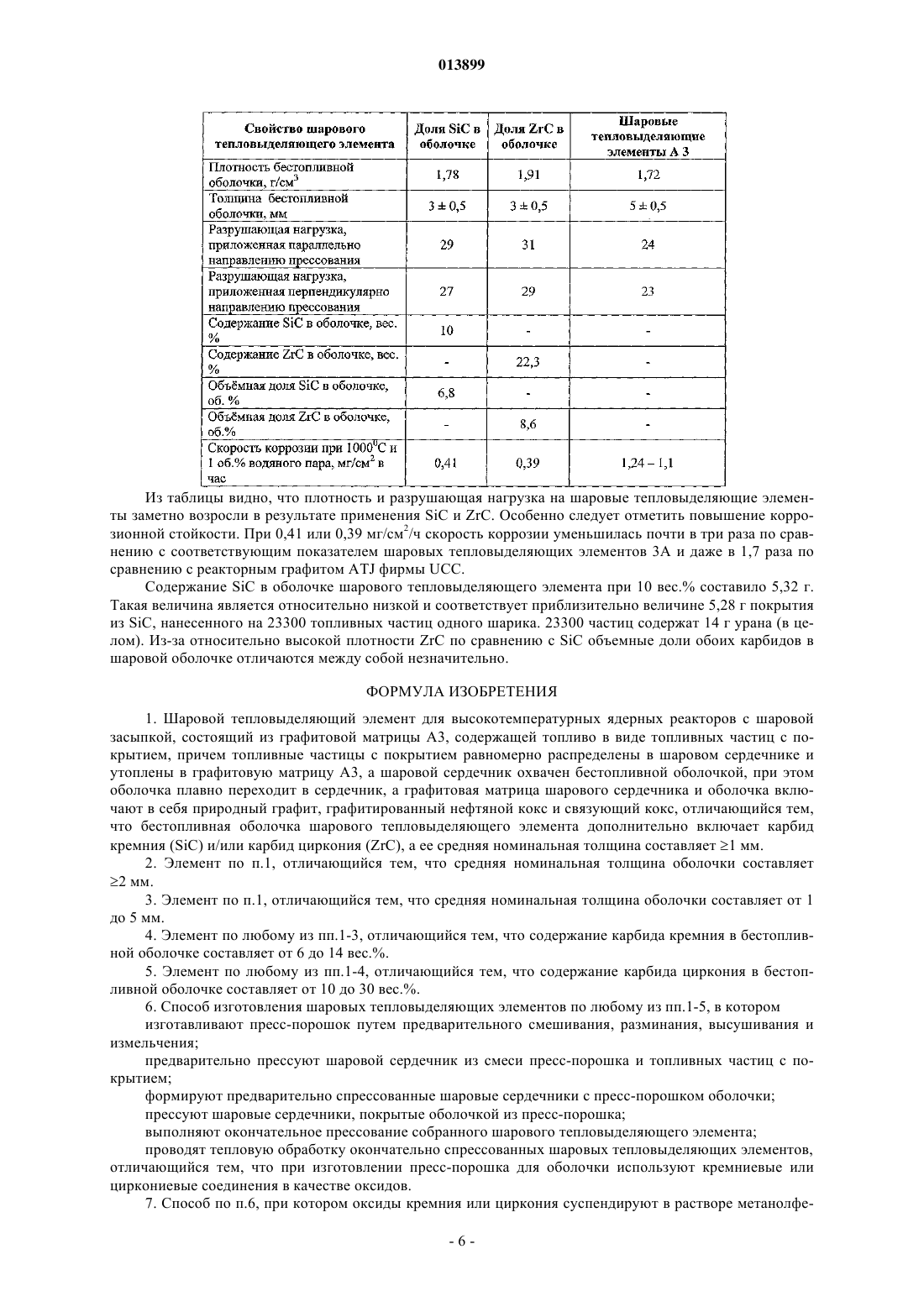
ШАРОВОЙ ТЕПЛОВЫДЕЛЯЮЩИЙ ЭЛЕМЕНТ И ЕГО ИЗГОТОВЛЕНИЕ ДЛЯ ПРИМЕНЕНИЯ В ГАЗООХЛАЖДАЕМЫХ ВЫСОКОТЕМПЕРАТУРНЫХ ЯДЕРНЫХ РЕАКТОРАХ С ШАРОВОЙ ЗАСЫПКОЙ(71)(73) Заявитель и патентовладелец: АЛД ВАКУУМ ТЕКНОЛОДЖИЗ ГМБХ Предложенное изобретение относится к шаровому тепловыделяющему элементу и к способу изготовления шарового тепловыделяющего элемента, который соответствует требованиям высокотемпературных ядерных реакторов с шаровой засыпкой. Согласно изобретению бестопливная оболочка шарового тепловыделяющего элемента состоит из карбида кремния (SiC) и/или карбида циркония (ZrC), а также из природного графита и графитированного нефтяного кокса, и е средняя номинальная толщина составляет 1 мм. 013899 Тепловыделяющий элемент (твэл) для высокотемпературных ядерных реакторов с шаровой засыпкой представляет собой графитовый шарик диаметром 60 мм, спрессованный из специального графита А 3 и состоящий из топливного сердечника диаметром 50 мм, охваченного бестопливной оболочкой толщиной 5 мм. Сердечник шарового тепловыделяющего элемента плавно переходит в оболочку, образуя с ней единое целое. Топливо в виде топливных частиц с покрытием (coated particles) равномерно распределено в шаровом сердечнике. Топливные частицы с покрытием представляют собой шарики (топливные сердечники) размером около 0,5 мм, состоящие преимущественно из оксида урана, и содержат многослойное покрытие из пироуглерода и карбида кремния для удержания образующихся во время работы реактора продуктов деления. Сферические топливные сердечники изготавливаются предпочтительно способом осаждения геля. При этом раствор уранилнитрата с добавками поливинилового и тетрагидрофурфурилового спиртов вытекает по капле под действием вибрации форсунок и отверждается посредством NH3 и NH4OH в виде сферических топливных сердечников с содержанием диураната аммония. После промывки, сушки, восстановления и спекания получают топливные сердечники UO2 высокой плотности и требуемого диаметра. Покрытие топливных сердечников пироуглеродом и карбидом кремния осуществляется, как правило, в установках псевдоожиженного слоя. Такие установки состоят из вертикальной графитовой трубы с коническим днищем, обогреваемой снаружи нагревательным устройством с графитовым сопротивлением. На вершине конуса заведено несколько форсунок, через которые подается необходимый для турбулизации газ-носитель аргон или водород и газы для нанесения покрытия. Пироуглеродные покрытия осаждаются в результате термического разложения этина или смеси из этина и пропина из газовой фазы при температуре от 1000 до 1400 С. При нанесении покрытия из карбида кремния газом для нанесения покрытия служит предпочтительно метилтрихлорсилан. Температура осаждения несколько выше и составляет 1500 С. В зависимости от режима нанесения покрытия получают слои разной толщины и структуры, обладающие разными физическими и механическими свойствами. Способ описан, в числе прочего, в публикациях SM-111/15 симпозиума "Advanced High-TemperatureGas-Coold Reactors" (Современные газоохлаждаемые высокотемпературные реакторы), г. Юлих,21-25 октября 1968 г., в "Recent Development in the Manufacture of Spherical Fuel Elements for High Temperature Reactors" (Последние разработки шаровых тепловыделяющих элементов для высокотемпературных реакторов) (Hackstein, K.G.; Hrovat, M.; Spener, G.; Ehlers, K.) и в докладе KFA, г. Юлих, 687-RW(август 1970 г.), "Entwicklung von beschichteten Brennstoffteilchen" (H. Nickel) (Разработка топливных частиц с покрытием), а также в описании изобретения по патенту ФРГ DE 10204166 и в выложенном описании изобретения ФРГ DE 10144352 А 1. К шаровым тепловыделяющим элементам для высокотемпературных реакторов с шаровой засыпкой предъявляется ряд следующих требований: высокая геометрическая плотность графитовой матрицы,хорошие механические прочностные свойства,низкий модуль упругости,низкий коэффициент теплового расширения,хорошая теплопроводность,высокая устойчивость к облучению быстрыми нейтронами. Для достижения таких необходимых свойств углеродные пресс-изделия должны быть обычно подвержены графитации при температуре от 2700 до 3000 С. Поскольку прессованные шаровые тепловыделяющие элементы после прессования содержали внутри шарового сердечника топливные частицы с покрытием, процесс графитации не может проводиться при температуре свыше 2700 С. Основными причинами этого являются следующие. Уже при температурах свыше 2100 С уран диффундирует из топливных сердечников в оболочковые слои частиц и далее из них в графитовую матрицу шарового тепловыделяющего элемента. Уран,диффундирующий снаружи покрытия в пористую графитовую матрицу шарового тепловыделяющего элемента, мог бы привести во время работы реактора к недопустимо высокой степени загрязнения охлаждающего газа выделившимися продуктами деления. Диффузия урана в графит описана в Journal of Nuclear Materials, 19 (1966), с. 53-58, авторами Hrovat, M. и Spener, G. Кроме того, при температурах свыше 2100 С пироуглеродные покрытия изменяют свою структуру. При этом резко возрастает анизотропия кристаллографической ориентации пиролитического углерода. Следовательно, присутствует опасность того, что топливные частицы с покрытием внутри реактора очень быстро утратят свою механическую целостность и таким образом произойдет спонтанное выделение радиоактивных продуктов деления. Результаты описаны в докладе KFA "Jl-868-RW" (июнь 1972 г.),Koizlik, K. "ber die nderung der Anisotropie der kristallographischen Orientierang in Pyrokohlenstoffhllschichten durch Gl hung und Neutronenbestrahlung" (Об изменении анизотропии кристаллографической ориентации в пироуглеродных оболочковых покрытиях вследствие обжига и нейтронного облучения). В специальной литературе описано, что при облучении быстрыми нейтронами и при температурах-1 013899 свыше 1000 С графит остается размеростойким и сохраняет свою механическую целостность только в том случае, если он обладает высокой кристалличностью и является изотропным. Свойства при облучении и соответствующие результаты описаны, в числе прочего, в докладе GA (GA-Repot) (март 1970 г.),Engle, G.B. "Irradiation Behaviour of Nuclear Graphites at Elevated Temperatures" (Свойства ядерного графита после облучения при высокой температуре) и в докладе PNWL-1056 (1969 г.) Helm, J.W. "PacificNorthwest-Laboratory Richland/Washington". Для обеспечения размерной стойкости и механической целостности спрессованного шарового тепловыделяющего элемента в течение всего времени его нахождения в реакторе, несмотря на его термообработку при температуре, ограниченной примерно 2000 С, была разработана специальная марка графита. Этот графит обозначен в специальной литературе как графитовая матрица А 3. Графитовая матрица А 3 основана на природном графите. Природный графит характеризуется чрезвычайно высокой кристалличностью. Однако его первичное зерно имеет пластинчатую форму с гексагональной кристаллической упорядоченностью (сингонией) и, следовательно, обладает сильно выраженной анизотропией. С целью достижения необходимой изотропии физических свойств матрицы шаровые тепловыделяющие элементы прессуют с применением формы из резины, предпочтительно из силиконового каучука. Цилиндрическая резиновая форма состоит из нескольких частей и для размещения топливной смеси в виде порошка для прессования содержит по центру эллипсоидальную полость, размер которой выбран с таким расчетом, чтобы уже при усилии прессования свыше 5 МПа образовывался шарик. Резиновая форма помещается в стальной штамп пресса и посредством верхнего и нижнего пуансонов происходит прессование. Для изготовления шаровых тепловыделяющих элементов сначала подвергают предварительному прессованию смесь из графитового порошка для прессования и топливных частиц с покрытием с получением удобного для пользования шарового сердечника, затем предварительно спрессованный шаровой сердечник утапливают в графитовом порошке для прессования во второй резиновой форме и прессуют при повышенном давлении с получением проницаемого для воздуха шарика, после чего в третьей резиновой форме в вакууме спрессованный шарик подвергают конечному прессованию с приданием окончательной плотности. Для коксования связующего вещества шаровые тепловыделяющие элементы нагревают в атмосфере инертного газа в течение 18 ч до температуры 800 С и затем обжигают в вакууме при температуре около 2000 С. Графитовая матрица А 3 состоит из 72,7 вес.% природного графита, 18,2 вес.% нефтяного кокса, графитированного в виде порошка при 3000 С, и 9,1 вес.% связующего кокса. Этот способ раскрыт в описании изобретения к патенту ФРГDE 19837989 и в выложенной заявке ФРГDE 10253205 А 1. Для изготовления шаровых тепловыделяющих элементов, являющихся не только изотропными, но и почти не обладающими градиентами своих свойств, их окончательное прессование ведут на третьей стадии уплотнения при высоком давлении прессования, составляющем 300 МПа на 1,92 г/см 3, соответственно для достижения около 99% расчетной плотности. После падения давления плотность снижается сначала до 1,8 г/см 3, при последующей термообработке она снижается дополнительно и при достижении 280 С достигает своей минимальной величины 1,6 г/см 3. При этой температуре начинается разложение связующей смолы вследствие выделения крекинг-газов. Необходимая пористость задается примешиванием определенной доли электрографитового порошка. Благодаря этому достигается практически без применения давления дегазация матрицы с исключением растрескивания. При продолжении разложения смолы графитовая матрица начинает сжиматься и при температуре около 850 С достигает относительно высокой окончательной плотности 1,72 г/см 3. Потеря веса шаровой матрицы вследствие коксования смолы составляет около 9 вес.%. Оптимизация графитовой матрицы А 3 описана в докладе KFA, Jl.-969-RW, июнь 1973 г., Hrovat,M., Nickel, H., Koizlik, K. "Uber die Entwicklung eines Matrixmaterials zur Herstellung gepresster Brennelemente fur Hochtemperaturreaktoren" (Разработка матричного материала для изготовления прессованных тепловыделяющих элементов для высокотемпературных реакторов). В семидесятых и восьмидесятых годах в реакторе с шаровой засыпкой AVR в г. Йюлих (Jlich) и в высокотемпературном ториевом реакторе в г. Шмехаузен/Юнтроп (Schmehausen/Uentrop) было использовано свыше одного миллиона прессованных шаровых тепловыделяющих элементов А 3. Шаровые тепловыделяющие элементы положительно зарекомендовали себя при длительном использовании и показали превосходные свойства. К тепловыделяющим элементам для высокотемпературных ядерных реакторов последующих поколений были предъявлены дополнительные требования. При полной мощности работы реактора шаровые тепловыделяющие элементы должны сохраняться в исправном состоянии и не должны выделять недопустимые продукты деления даже в том случае, если гипотетически произойдет авария, например полный выход из строя системы охлаждения и/или же неконтролируемый прорыв воздуха, воды или водяного пара в активную зону реактора. Для того чтобы это гарантировать, от шаровых тепловыделяющих элементов А 3 требуется повышенная коррозионная стойкость по отношению к кислороду или водяному пару.-2 013899 Для оценки коррозионной стойкости проводится стандартизированное испытание. При этом испытании шаровые тепловыделяющие элементы нагревают в атмосфере инертного газа с содержанием водяного пара до температуры 1000 С и определяют потерю веса. В качестве реакционного газа служит 1%-я по объему смесь из водяного пара и аргона. Такую смесь приготавливают в увлажнительной емкости,заполненной водой. При барботировании аргон проходит через толщу воды и насыщается водяным паром. Скорость прохождения реакционного газа составляет 150 л/ч и выбирается с таким расчетом, чтобы при заданных условиях испытания с графитовой матрицей шарика реагировало только около 20% кислорода от его количества. Скорость коррозии выражается через выгорание графита в мг/ч на поверхности шарика площадью 1 см 2. Показатель, полученный для шаровых тепловыделяющих элементов А 3 при 1000 С, лежит в диапазоне от 1 до 1,25 мг/см 2/ч. При 0,7 мг/см 2/ч сравнительная величина чистого в ядерном отношении, графитированного при 3000 С ядерного графита ATJ фирмы Union Carbone Corporation (UCC) заметно ниже. В ходе длительных испытаний на коррозию было установлено, что преимущественно связующий кокс в шаровых тепловыделяющих элементах А 3, состоящий из фенолформальдегидной смолы, вступал в реакцию с водяным паром и, следовательно, вызывал выборочное выгорание матрицы. В противоположность природному графиту и графитированному нефтяному коксу для связующего кокса было отмечено существенно большее химическое сродство и, следовательно, высокая скорость реакции при окислении водяным паром. Для подтверждения выборочного окисления связующего кокса шаровые тепловыделяющие элементы после испытания на коррозию подвергли испытанию на истирание. Для проведения этого испытания шаровые тепловыделяющие элементы поместили в барабан, вращающийся со скоростью 55 об/мин. Закругленный порожек высотой 2 мм на внутренней стенке барабана обеспечивал нахождение шаровых тепловыделяющих элементов в постоянном движении и исключал их скольжение по стенке барабана. Отверстия в днище и крышке барабана обеспечивали возможность свободного выхода подвергшейся истиранию графитовой матрицы. Обнажившаяся в результате трения графитовая матрица была исследована посредством анализа тонкой рентгеновской структуры на кристалличность. При размере кристалла около 90 нм указанный показатель был очень высоким, что может быть объяснено только наличием обоих графитовых компонентов из природного графита и графитированного торфяного кокса. Соответствующий показатель Lc связующего кокса составил почти на порядок меньше и не мог быть выявлен. Отсутствие связующего кокса в графитовой, подвергшейся истиранию матрице служит доказательством того, что во время испытаний на коррозионную стойкость (окисление) произошло выборочное выгорание кокса. Выборочное выгорание связующего кокса служит таким образом основной причиной снижения прочности графитовой матрицы, сопровождающегося потерей поверхностной оболочки шаровых тепловыделяющих элементов. Согласно известным способам повышения коррозионной стойкости пресс-изделий из графита, раскрытым в DE 4127693 A1, DE 2718143 и DE 1269559, пресс-изделия после их изготовления подвергаются улучшению путем нанесения на них защитных покрытий, содержащих SiC и/или ZrC, для повышения коррозионной стойкости. Такое дополнительное нанесение покрытия не относится к прессованным, изготовленным из графита А 3 шаровым тепловыделяющим элементам и, следовательно, не способно в достаточной мере снизить выборочное выгорание связующего кокса, вызывающего в значительной степени коррозию тепловыделяющих элементов. Кроме того, дополнительный процесс уплотнения является трудоемким и дорогостоящим. Задачей настоящего изобретения является создание новой конструкции шаровых тепловыделяющих элементов и способа их изготовления, отвечающих требованиям высокотемпературных ядерных реакторов с шаровой загрузкой последующих поколений. Данная задача решается посредством объектов изобретения, приведенных в формуле изобретения. В частности, указанная задача решается за счет того, что бестопливная оболочка шаровых тепловыделяющих элементов состоит из карбида кремния (SiC) и/или карбида циркония (ZrC), а также природного графита и графитированного нефтяного кокса и имеет среднюю номинальную толщину не менее 1 мм, предпочтительно не менее 2 мм, наиболее предпочтительно не менее 3 мм. Также предпочтительно, чтобы средняя номинальная толщина составляла от 1 до 5 мм, более предпочтительно от 2 до 5 мм,наиболее предпочтительно от 2 до 4 мм и 3 мм согласно возможному варианту выполнения. Определение средней номинальной толщины бестопливного слоя осуществляется известными специалисту способами. Приведенные значения включают в себя допуск +/-0,5 мм (обусловленный точностью измерения). Содержание карбида кремния в бестопливной оболочке составляет от 6 до 14 вес.%, предпочтительно от 8 до 12 вес.%, более предпочтительно от 9 до 11 вес.%, наиболее предпочтительно от 9 до 10 вес.% и 10 вес.% в возможном варианте выполнения. Содержание карбида циркония в бестопливной оболочке составляет от 10 до 30 вес.%, предпочтительно от 15 до 30 вес.%, более предпочтительно от 19 до 25 вес.% и наиболее предпочтительно от 20 до 23 вес.%, при этом 22,3 вес.% в возможном варианте выполнения.-3 013899 Основное исходное положение изобретения состоит в использовании высокого химического сродства связующего кокса. Последний проявил себя в испытаниях на коррозионную стойкость хотя и отрицательно, однако согласно изобретению его неожиданно высокое химическое сродство может быть использовано в том случае, когда при изготовлении порошка для прессования для оболочки шаровых тепловыделяющих элементов производится добавка химического кремневого и/или циркониевого соединения. Аналогично окислению водяным паром добавка из химического кремневого и/или циркониевого соединения также выборочно реагирует при обжиге шаровых тепловыделяющих элементов в вакууме при максимальной температуре 2000 С с углеродом связывающего кокса. При этом в коррозионностойкий карбид кремния или карбид циркония переводится в значительной степени только ответственная за коррозию доля связующего кокса в графитовой матрице А 3. Оба карбида SiC и ZrC являются испытанными веществами реактора с кубической упорядоченностью (сингонией) кристаллов и поэтому с присущей изотропией. SiC и ZrC отличаются высокой твердостью, высокой механической прочностью и очень хорошей коррозионной стойкостью. Благодаря применению SiC или ZrC при изготовлении графитовой матрицы А 3 значительно повышаются такие свойства шаровых тепловыделяющих элементов, как,например, плотность, разрушающая нагрузка и, в частности, коррозионная стойкость, и обеспечивается соблюдение требований, предъявляемых к шаровым тепловыделяющим элементам для реакторов с шаровой засыпкой последующих поколений. В результате повышения коррозионных и прочностных свойств может быть уменьшена толщина бестопливной оболочки шаровых тепловыделяющих элементов. Этим достигается относительное увеличение объема топливных шаровых сердечников и соответственно снижение температуры топлива. Более низкая температура топлива существенно способствует повышению способности топливных частиц с покрытием к удерживанию продуктов деления. В шаровых тепловыделяющих элементах согласно изобретению для изготовления бестопливных оболочек применяется одинаковый графитовый порошок для прессования, что и при изготовлении топливного сердечника. Во время изготовления тепловыделяющих элементов из порошка для прессования формируется графитовая матрица, которая затем используется для оболочки и сердечника. Поэтому тепловыделяющие элементы описываются с использованием признака подобного или идентичного состава графитовой матрицы для топливного сердечника и бестопливной оболочки. Этот признак важен, в частности, для отмежевания от других шаровых тепловыделяющих элементов, которым такая идентичность не присуща. Такие тепловыделяющие элементы содержат предпочтительно оболочку из электрографита и описаны, в числе прочего, в публикации "Fuel Development for THTR" (Разработка топлива для высокотемпературных реакторов), G. Spencer, M. Hrovat и L. Rachor, Proceeding of the Conference "Fuel cycles ofthe HTGR", г. Брюссель, июнь 1965 г. (Труды конференции по топливным циклам для газоохлаждаемых высокотемпературных ядерных реакторов). Относительно понятия "подобный" следует отметить, что для изготовления топливного сердечника и бестопливной оболочки используется одинаковый графитовый порошок для прессования, из которого формируется в конечном итоге указанная графитовая матрица. Применение понятия "подобный" объясняется тем, что в графитовый порошок для прессования, используемый для предварительного прессования бестопливной оболочки, вводятся химические кремневые и/или циркониевые соединения, в частности, в указанных выше количествах. Последующие примеры подробнее поясняют получение шаровых тепловыделяющих элементов согласно изобретению и их новую структуру, не ограничивая при этом изобретение. Пример 1. Применение SiO2. Изготовление графитового порошка для прессования проводилось в два независимых друг от друга цикла гомогенизации: порошок для прессования топливного сердечника и порошок для прессования шаровой оболочки. При изготовлении порошка для прессования, предназначенного для шарового сердечника, чистый в ядерном отношении природный графит предварительно смешали в сухом виде с нефтяным коксом, графитированным при 3000 С, в весовом соотношении 4:1. Произвели добавку 20 вес.% растворенной в метаноле связующей фенолформальдегидной смолы и провели гомогенизацию при комнатной температуре в смесителе. Смесь сушили в вакууме при температуре 105 С (Р 50 hPa) и затем измельчали в молотковой мельнице до размера 1 мм. При изготовлении порошка для прессования, предназначенного для шаровой оболочки, все рабочие операции за исключением приготовления суспензии SiO2 были неизменными. Содержание порошка SiO2 составило 83,4 вес.% от количества связующей смолы. Исходные компоненты характеризовались следующими свойствами: природный графит марки FT фирмы Klopfm hl: насыпной вес 0,4 г/см 3, плотность прилегания зерен 2,26 г/см 3, удельная поверхность 2 м 2/г, размер кристаллита Lc=100 нм, средний диаметр зерна 10-20 мкм, зольность 200 ч./млн, борный эквивалент в примесях золы 1 ч./млн; графитированный нефтяной кокс марки KRB0,1 мм фирмы Ringsdorff, температура графитации 3000 С, насыпной вес 0,65 г/см 3, плотность прилегания зерен 2,2 г/см 3, удельная поверхность 1,2 м 2/г,размер кристаллита Lc=60 нм, средний диаметр зерна 30-40 мкм, зольность 10 ч./млн, борный эквивалент в примесях золы 1 ч./млн;HCl, молекулярный вес 690, точка размягчения 101 С. рН 6, кислотное число 7,5, свободный фенол 0,12 вес.%, выход кокса 50%, растворимость в метаноле 99,97 вес.%, зольность 160 ч./млн, борный эквивалент в примесях золы 1 ч./млн. Для повышения молекулярного веса смолу подвергли после конденсации дистилляции водяным паром; порошок SiO2: тонкоизмельченный коммерческий порошок SiO2 со средним диаметром зерна 1-5 мкм и степенью чистоты 99,95%. При использовании части предназначенного для шаровой сердцевины графитового порошка для прессования образовывали оболочку вокруг топливных частиц с покрытием (coated particles) диаметром около 0,9 мм во вращающемся барабане с добавкой небольших количеств распыленного растворителя смолы до тех пор, пока на частицах не образовалось пористое оболочковое покрытие толщиной около 0,2 мм. Топливные частицы из UO2 с покрытием имели диаметр сердечника 0,5 мм и плотность 10,6 г/см 3. Топливные сердечники подверглись четырехкратному покрытию, сначала нанесли буферный слой из пироуглерода (толщиной 95 мкм, плотностью 1,05 г/см 3), затем плотный слой из пироуглерода (толщиной 40 мкм, плотностью 1,90 г/см 3), после этого плотный слой из SiC (толщиной 35 мкм и плотностью 3,19 г/см 3) и в заключение плотный слой из пироуглерода (толщиной 40 мкм, плотностью 1,90 г/см 3). Топливные частицы с покрытием и оболочкой из порошка для прессования (overcoated coated particles) сушили и смешали при весовом соотношении 1:2,23 порционно с другим графитовым порошком для прессования. Порцию смеси в количестве 164 г, содержавшую 29,3 г топливных частиц с покрытием, поместили в первую резиновую форму и прессовали в стальном штампе при 5 МПа. В резиновой форме с эллипсоидной полостью объемом 205 см 3 и соотношением осей 1:1,17 образовался удобный в пользовании шарик диаметром около 62 мм с плотностью 1,2 г/см 3. Этот шарик утопили во второй резиновой форме в слой свободно насыпанного графитового порошка для прессования с добавкой SiO2. При соотношении осей 1:1,14 объем эллипсоидной полости составил 295 см 3. После прессования формы при 15 МПа образовался шарик диаметром около 68 мм, весом 240 г и плотностью 1,45 г/см 3. Дополнительно спрессованный шарик поместили в третью, точно подогнанную резиновую форму и окончательно прессовали в вакууме (Р 120 hPa) при давлении 300 МПа. При давлении 300 МПа плотность графитовой матрицы составила 1,94 г/см 3. С учетом выбранного состава графитового порошка для прессования такая плотность соответствует 99% от расчетной плотности. После падения давления плотность графитовой матрицы снизилась с 1,94 до 1,82 г/см 3. Для коксования связующего вещества шаровые пресс-изделия нагревали в течение 18 ч в потоке азота до 800 С и в заключение обжигали в вакууме (Р 10-2 hPa) при 1900 С. При этом связующий кокс согласно изобретению, полученный из фенолформальдегидной смолы, реагировал с SiO2 с образованием SiC. Пример 2. Применение ZrO2. За исключением замены порошка SiO2 порошком ZrO2 остальные операции по изготовлению порошка для прессования сохранились без изменения, т.е. как они описаны в примере 1. Содержание ZrO2 в растворе метаноловой смолы составило 167 вес.% от связующей смолы. Использованный порошок ZrO2 марки TZ фирмы Toyo Soda имел средний диаметр зерна около 1 мкм при степени чистоты 99,99%. После термообработки и чистовой обточки шаровых тепловыделяющих элементов до диаметра 60 мм были определены следующие свойства: геометрическая плотность бестопливной шаровой оболочки,толщина бестопливной оболочки (определяли рентгенографическим способом),разрушающая нагрузка, для этого шаровые тепловыделяющие элементы зажимали между стальными плитами и измеряли разрушающую нагрузку,содержание SiC или ZrC в шаровой оболочке (определяли химическим анализом и тонким рентгеновским структурным анализом),коррозионная стойкость (для этого шаровые тепловыделяющие элементы подвергли стандартному испытанию на окисление). Результаты приведены в нижеследующей таблице и сопоставлены с показателями шаровых тепловыделяющих элементов А 3. Из таблицы видно, что плотность и разрушающая нагрузка на шаровые тепловыделяющие элементы заметно возросли в результате применения SiC и ZrC. Особенно следует отметить повышение коррозионной стойкости. При 0,41 или 0,39 мг/см 2/ч скорость коррозии уменьшилась почти в три раза по сравнению с соответствующим показателем шаровых тепловыделяющих элементов 3 А и даже в 1,7 раза по сравнению с реакторным графитом ATJ фирмы UCC. Содержание SiC в оболочке шарового тепловыделяющего элемента при 10 вес.% составило 5,32 г. Такая величина является относительно низкой и соответствует приблизительно величине 5,28 г покрытия из SiC, нанесенного на 23300 топливных частиц одного шарика. 23300 частиц содержат 14 г урана (в целом). Из-за относительно высокой плотности ZrC по сравнению с SiC объемные доли обоих карбидов в шаровой оболочке отличаются между собой незначительно. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Шаровой тепловыделяющий элемент для высокотемпературных ядерных реакторов с шаровой засыпкой, состоящий из графитовой матрицы A3, содержащей топливо в виде топливных частиц с покрытием, причем топливные частицы с покрытием равномерно распределены в шаровом сердечнике и утоплены в графитовую матрицу А 3, а шаровой сердечник охвачен бестопливной оболочкой, при этом оболочка плавно переходит в сердечник, а графитовая матрица шарового сердечника и оболочка включают в себя природный графит, графитированный нефтяной кокс и связующий кокс, отличающийся тем,что бестопливная оболочка шарового тепловыделяющего элемента дополнительно включает карбид кремния (SiC) и/или карбид циркония (ZrC), а ее средняя номинальная толщина составляет 1 мм. 2. Элемент по п.1, отличающийся тем, что средняя номинальная толщина оболочки составляет 2 мм. 3. Элемент по п.1, отличающийся тем, что средняя номинальная толщина оболочки составляет от 1 до 5 мм. 4. Элемент по любому из пп.1-3, отличающийся тем, что содержание карбида кремния в бестопливной оболочке составляет от 6 до 14 вес.%. 5. Элемент по любому из пп.1-4, отличающийся тем, что содержание карбида циркония в бестопливной оболочке составляет от 10 до 30 вес.%. 6. Способ изготовления шаровых тепловыделяющих элементов по любому из пп.1-5, в котором изготавливают пресс-порошок путем предварительного смешивания, разминания, высушивания и измельчения; предварительно прессуют шаровой сердечник из смеси пресс-порошка и топливных частиц с покрытием; формируют предварительно спрессованные шаровые сердечники с пресс-порошком оболочки; прессуют шаровые сердечники, покрытые оболочкой из пресс-порошка; выполняют окончательное прессование собранного шарового тепловыделяющего элемента; проводят тепловую обработку окончательно спрессованных шаровых тепловыделяющих элементов,отличающийся тем, что при изготовлении пресс-порошка для оболочки используют кремниевые или циркониевые соединения в качестве оксидов. 7. Способ по п.6, при котором оксиды кремния или циркония суспендируют в растворе метанолфе-6 013899 нолформальдегидной смолы и гомогенизируют суспензию компонентами графитового порошка, состоящего из природного графита и графитированного нефтяного кокса, размешиванием при комнатной температуре. 8. Способ по п.6 или 7, при котором преобразование в карбид кремния и/или карбид циркония проводят при обжиге шаровых тепловыделяющих элементов в вакууме (Р 10-2 hPa) при максимальной температуре 2000 С.
МПК / Метки
МПК: G21C 3/04
Метки: газоохлаждаемых, изготовление, ядерных, шаровой, применения, высокотемпературных, засыпкой, элемент, тепловыделяющий, реакторах
Код ссылки
<a href="https://eas.patents.su/8-13899-sharovojj-teplovydelyayushhijj-element-i-ego-izgotovlenie-dlya-primeneniya-v-gazoohlazhdaemyh-vysokotemperaturnyh-yadernyh-reaktorah-s-sharovojj-zasypkojj.html" rel="bookmark" title="База патентов Евразийского Союза">Шаровой тепловыделяющий элемент и его изготовление для применения в газоохлаждаемых высокотемпературных ядерных реакторах с шаровой засыпкой</a>
Охлаждающий элемент пирометаллургического реактора и его изготовление
Номер патента: 2584
Опубликовано: 27.06.2002
Авторы: Мякинен Пертти, Хугг Эро, Койо Илкка, Коота Раймо
МПК: F28F 1/40, B22D 11/00, F27D 1/12...
Метки: пирометаллургического, охлаждающий, элемент, реактора, изготовление
Формула / Реферат:
1. Способ изготовления охлаждающего элемента для пирометаллургического реактора, причем указанный элемент изготавливают из высокотеплопроводного металла посредством шликерного литья и он имеет, по меньшей мере, один проточный канал для охлаждающей воды, отличающийся тем, что для повышения способности охлаждающего элемента к теплопередаче площадь поверхности стенки проточного канала внутри охлаждающего элемента увеличивают, не увеличивая диаметра...
Шаровой клапан
Номер патента: 2845
Опубликовано: 31.10.2002
Авторы: Сагёуг Эйнар, Клюде Инголф, Рёйрвик Эрлинг
МПК: F16K 5/06
Формула / Реферат:
1. Клапан, содержащий корпус (2) с впускным отверстием (3) и выпускным отверстием (4), которые имеют общую центровую линию вдоль оси (5) клапана; затвор (6) клапана со сквозным отверстием (8), установленный с возможностью поворота вокруг оси (7), перпендикулярной отверстию (8), между первым положением, в котором отверстие (8) сообщается с впускным отверстием (3) и выпускным отверстием (4), и вторым положением, в котором первый и второй...
Крепежное устройство для несущих конструкций, обеспечивающее удержание панелей, например, из стекла, мрамора или подобного материала, посредством точечной анкеровки и шаровой опоры
Номер патента: 11369
Опубликовано: 27.02.2009
Автор: Лилли Дориано
МПК: E06B 3/54
Метки: материала, например, мрамора, опоры, посредством, несущих, анкеровки, удержание, обеспечивающее, устройство, панелей, конструкций, подобного, стекла, точечной, шаровой, крепежное
Формула / Реферат:
1. Крепежное устройство (D), предназначенное для крепления панелей (2), например, из стекла или подобного материала посредством анкерных средств с шаровой опорой, отличающееся тем, что оно содержит по меньшей мере один кронштейн, оснащенный средством закрепления края панелей (2), в котором каждая закрепляемая панель пересекает своей толщиной сферическую поверхность вращения указанной шаровой опоры, в результате чего предотвращается необходимость...
Композиции и способы эластичного цементирования высокотемпературных скважин
Номер патента: 8590
Опубликовано: 29.06.2007
Авторы: Ле Руа-Деляж Сильвэн, Джеймс Симон
МПК: C04B 24/26, C04B 28/02, E21B 33/13...
Метки: скважин, композиции, эластичного, способы, высокотемпературных, цементирования
Формула / Реферат:
1. Композиция для цементирования скважины, включающая гидравлический цемент и эластичные частицы сополимера акрилонитрила и бутадиена. 2. Композиция по п.1, где содержание акрилонитрила в сополимере составляет от 18 до 50%. 3. Композиция по п.2, где содержание акрилонитрила в сополимере составляет от 30 до 45%. 4. Композиция по пп.1, 2 или 3, где сополимер является частично или полностью гидрированным. 5. Композиция по любому из предшествующих...
Способ защиты высокотемпературных сплавов, содержащих железо, никель и хром, от высокотемпературной коррозии, вызываемой науглероживанием или распылением металла
Номер патента: 1169
Опубликовано: 30.10.2000
Авторы: Хоркендорф Иб, Альструп Иб
МПК: C23C 30/00
Метки: сплавов, науглероживанием, коррозии, способ, распылением, железо, никель, высокотемпературных, металла, высокотемпературной, содержащих, хром, защиты, вызываемой
Формула / Реферат:
1. Способ защиты высокотемпературных сплавов, содержащих железо, никель и хром, от высокотемпературной коррозии, вызываемой науглероживанием или распылением металла, который включает обработку поверхности, подлежащей защите, отличающийся тем, что обработку проводят отложением слоя, по меньшей мере, одного металла, выбранного из группы, включающей благородные металлы, драгоценные металлы, металлы из группы IV и группы V Периодической таблицы и их...
Предыдущий патент: Уголь с улучшенными параметрами сгорания
Следующий патент: Способ обработки подземной формации
Случайный патент: Производные карбаматов алкилтиазолов, их получение и их применение в терапии