Охлаждающий элемент пирометаллургического реактора и его изготовление
Номер патента: 2584
Опубликовано: 27.06.2002
Авторы: Хугг Эро, Коота Раймо, Койо Илкка, Мякинен Пертти
Формула / Реферат
1. Способ изготовления охлаждающего элемента для пирометаллургического реактора, причем указанный элемент изготавливают из высокотеплопроводного металла посредством шликерного литья и он имеет, по меньшей мере, один проточный канал для охлаждающей воды, отличающийся тем, что для повышения способности охлаждающего элемента к теплопередаче площадь поверхности стенки проточного канала внутри охлаждающего элемента увеличивают, не увеличивая диаметра или длины проточного канала.
2. Способ по п.1, отличающийся тем, что проточный канал для охлаждающей воды, по существу, круглый или овальный в поперечном сечении, образуют в охлаждающем элементе во время литья с помощью снабженной канавками оправки.
3. Способ по п.1, отличающийся тем, что проточный канал для охлаждающей воды, по существу, круглый в поперечном сечении, образуют в охлаждающем элементе во время литья, а резьбу в нем нарезают после литья.
4. Способ по п.1, отличающийся тем, что проточный канал для охлаждающей воды, по существу, круглый в поперечном сечении, образуют в охлаждающем элементе во время литья, а канавки в виде рифлей изготавливают в нем после литья.
5. Способ по п.1, отличающийся тем, что канавки в виде рифлей изготавливают с помощью разжимной оправки.
6. Способ по п.1, отличающийся тем, что высокотеплопроводный металл представляет собой медь.
7. Охлаждающий элемент для пирометаллургического реактора, изготовленный из высокотеплопроводного металла посредством шликерного литья и имеющий, по меньшей мере, один проточный канал для охлаждающей воды, отличающийся тем, что площадь поверхности стенки проточного канала увеличена, без увеличения диаметра или длины проточного канала.
8. Охлаждающий элемент по п.7, отличающийся тем, что проточный канал, по существу, круглый или овальный в поперечном сечении, образуют с помощью снабженной канавками оправки.
9. Охлаждающий элемент по п.8, отличающийся тем, что пазы в проточном канале, по существу, круглом или овальном в поперечном сечении, изготовлены в виде прямолинейных пазов.
10. Охлаждающий элемент по п.7, отличающийся тем, что проточный канал, по существу, круглый в поперечном сечении, образуют с помощью оправки, а резьбу в проточном канале нарезают после литья.
11. Охлаждающий элемент по п.7, отличающийся тем, что проточный канал, по существу, круглый в поперечном сечении, образуют с помощью оправки, а канавки в виде рифлей в проточном канале изготавливают после литья.
12. Охлаждающий элемент по п.11, отличающийся тем, что канавки в виде рифлей изготавливают с помощью разжимной оправки.
13. Охлаждающий элемент по п.7, отличающийся тем, что элемент изготовлен из меди.

Текст
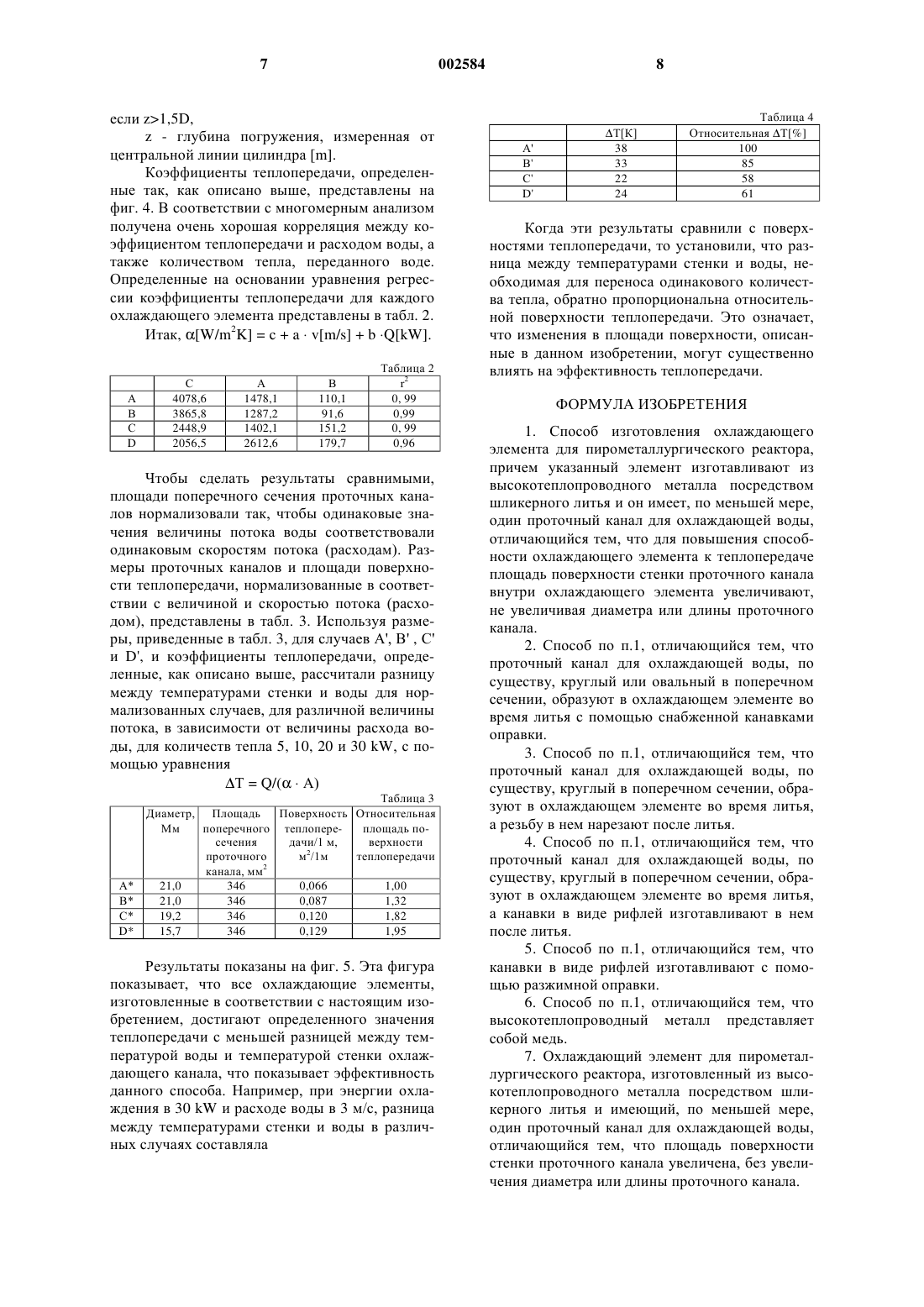
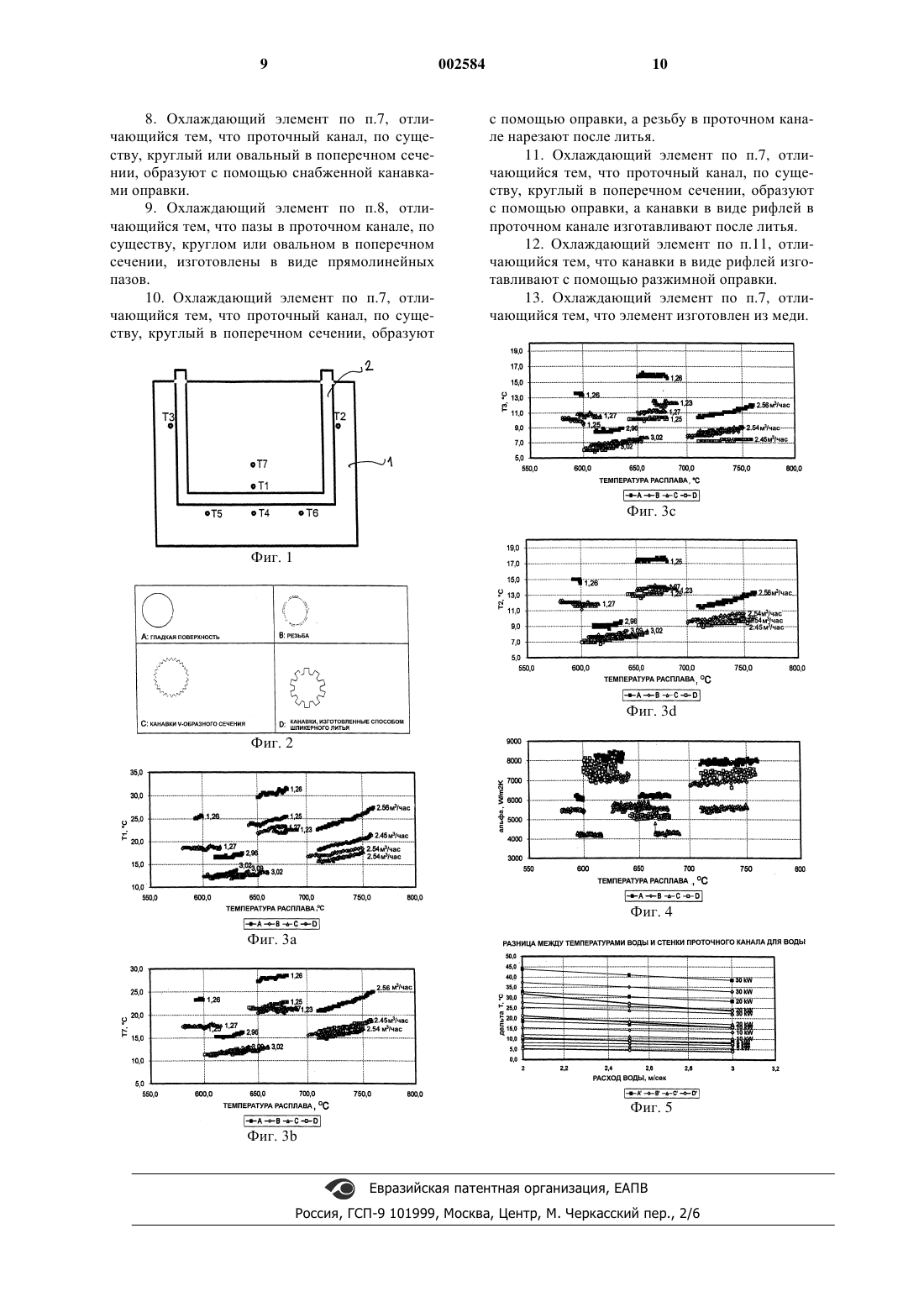
1 Область техники, к которой относится изобретение Настоящее изобретение касается способа изготовления охлаждающего элемента для пирометаллургических реакторов, причем указанный элемент имеет, по меньшей мере, один проточный канал, и при этом изготовление элемента осуществляют посредством непрерывного литья, т.е. шликерного литья. Для того, чтобы повысить способность элемента к теплопередаче, площадь поверхности стенки охлаждающего канала увеличивают, не меняя его округлой или овальной формы в поперечном сечении, без увеличения диаметра или длины проточного канала. Изобретение касается также элемента,изготовленного этим способом. Предшествующий уровень техники Огнеупорный материал реакторов, используемых в пирометаллургическом процессе, защищен охлаждающими элементами с водяным охлаждением, так что в результате охлаждения тепло, поступающее к огнеупорным поверхностям, передается через охлаждающие элементы воде, вследствие чего износ внутренней облицовки значительно уменьшается по сравнению с реактором, в котором нет охлаждения. Уменьшение износа происходит благодаря вызываемому охлаждением эффекту, который приводит к получению так называемого аутогенного внутреннего покрытия, образующегося на поверхности теплоустойчивой внутренней облицовки из шлака и других веществ, осажденных из расплавленных фаз. Обычно охлаждающие элементы изготавливают двумя способами: во-первых, элементы можно изготовить с помощью литья в песчаные формы, при котором охлаждающие трубы, изготовленные из высокотеплопроводного материала, такого как медь,отверждают в песчаной форме и охлаждают вокруг этих труб с помощью воздуха или воды во время литья. Элемент, отливаемый вокруг этих труб, также изготавливают из высокотеплопроводного материала, предпочтительно из меди. Этот способ изготовления описан в патенте Великобритании 1386645. Одна из проблем, связанная с этим способом, состоит в неравномерном прилегании труб, выполняющих роль охлаждающего канала, к окружающему их отливаемому материалу, поскольку вокруг некоторых из этих труб может совсем не быть отливаемого элемента, а часть трубы может полностью расплавиться, и таким образом, оказаться поврежденной. Если между охлаждающей трубой и расположенной вокруг нее частью отливаемого элемента не образуется никакого металлического соединения, то теплопередача будет неэффективной. Опять-таки, если труба полностью расплавилась, то это препятствует протеканию охлаждающей воды. Литейные свойства отливаемого материала можно улучшить, например, путем добавления фосфора к 2 меди, чтобы улучшить металлическое соединение, образующееся между трубами и материалом отливки, но в этом случае теплопроводные свойства (теплопроводность) меди значительно ослабляются даже очень небольшой добавкой фосфора. Одно из преимуществ этого способа,которое стоит упомянуть, состоит в том, что затраты на изготовление сравнительно низкие, а также в том, что он не зависит от размеров. В другом используемом способе изготовления стеклянные трубы в форме канала отверждают, образуя форму для охлаждающего элемента; после отливки эту форму разбивают, получая канал внутри элемента. В патенте США 4382585 описывается другой, широко используемый способ изготовления охлаждающих элементов, согласно которому элемент изготавливают, например, из прокатанной толстолистовой меди, путем механического изготовления в нем необходимых каналов. Преимущество изготовленного этим способом элемента состоит в том, что он имеет плотную прочную структуру и обеспечивает хорошую теплопередачу от элемента к охлаждающей среде, такой как вода. Недостатки способа состоят в ограничениях по размеру, а также в его высокой стоимости. Хорошо известным на предшествующем уровне техники способом изготовления охлаждающего элемента для пирометаллургического реактора является литье полого профиля в виде непрерывной отливки, т.е. шликерное литье через шаблон (оправку). Элемент изготавливают из высокотеплопроводного металла, такого как медь. Преимущество этого способа заключается в плотной структуре отливки, хорошем качестве поверхности, а также в том, что отлитый охлаждающий канал обеспечивает хороший перенос тепла от элемента к охлаждающей среде, таким образом, что не создается никаких лишних помех переносу тепла, и тепло, поступающее от реактора к охлаждающему элементу, переносится без какого-либо сопротивления теплопередаче непосредственно к поверхности канала и к охлаждающей воде. Поперечное сечение охлаждающего канала, как правило, круглое или овальное, а оправка имеет гладкую поверхность. Этот тип охлаждающего канала упоминается в патенте США 5772955. Сущность изобретения Однако для того, чтобы повысить способность охлаждающего элемента к теплопередаче,предпочтительно увеличить площадь поверхности теплопередачи этого элемента. Как объясняется ниже, в соответствии с настоящим изобретением это происходит за счет увеличения площади поверхности стенки проточного канала,без увеличения его диаметра или длины. Площадь поверхности стенки проточного канала охлаждающего элемента увеличивают путем формирования канавок в стенке канала во время литья или путем протачивания канавок или на 3 резки резьбы в канале после литья так, что поперечное сечение канала остается, по существу,круглым или овальным. В результате этого, при том же самом количестве тепла требуется меньшая разница между температурами воды и стенки проточного канала, и даже более низкая температура охлаждающего элемента. Изобретение касается также элементов, изготовленных этим способом. Существенные признаки данного изобретения будут понятны из прилагаемой формулы изобретения. Способность охлаждающих элементов поглощать тепло можно представить с помощью следующей формулы:Q =АТ,где Q - количество переносимого тепла [W];- коэффициент теплопередачи между стенкой проточного канала и водой [W/Km2]; А - площадь поверхности теплопередачиT - разница в температурах между стенкой проточного канала и водой [К]. Коэффициент теплопередачиможно теоретически определить из формулыD - гидравлический диаметр канала [м];- плотность воды [кг/м 3];- динамическая вязкость; Рr = число Прандтля [ ]. Таким образом, в соответствии с вышеизложенным, можно изменить количество тепла,переносимого в охлаждающем элементе, путем изменения разницы температур, коэффициента теплопередачи или площади поверхности теплопередачи. Разница между температурами стенки и трубы ограничена тем фактом, что вода кипит при 100 С, и теплопередающая способность при нормальном давлении значительно ухудшается из-за кипения. На практике выгоднее работать при возможно более низкой температуре стенки проточного канала. Коэффициент теплопередачи можно значительно изменить путем изменения скорости потока (расхода), т.е. путем изменения числа Рейнольдса. Однако возможности этого изменения ограничены увеличенной потерей давления в трубах по мере увеличения расхода, что ведет к повышению затрат на перекачку охлаждающей воды, и капиталовложения на насосы также значительно возрастают после того, как превышен определенный лимит. При обычном способе площадь поверхности теплопередачи можно изменить путем увеличения диаметра охлаждающего канала и/или 4 его длины. Однако диаметр охлаждающего канала нельзя увеличивать неограниченно, так,чтобы это оставалось экономически оправданным, поскольку увеличение диаметра канала ведет к увеличению количества воды, требующейся для получения определенной величины расхода, и кроме того, к увеличению затрат энергии на перекачку. С другой стороны, диаметр канала ограничен физическим размером охлаждающего элемента, который, с целью сведения к минимуму капиталовложений, предпочтительно изготавливают настолько маленьким и легким, насколько это возможно. Ограничение длины канала определяется физическим размером самого охлаждающего элемента, т.е. тем размером охлаждающего канала, который может поместиться в данном месте. Если желательно увеличить поверхность теплопередачи представленного здесь охлаждающего элемента, то это делают путем изменения формы стенки проточного канала отлитого на шликера охлаждающего элемента, чтобы получить увеличенную площадь поверхности теплопередачи, в расчете на единицу длины проточного канала, при том же самом поперечном сечении проточного канала (что обеспечивает одинаковые расходы при одинаковых количествах воды). Этого увеличения площади поверхности достигают, например, следующими способами: по меньшей мере, один проточный канал,по существу, круглый в поперечном сечении,образуют в отливаемом на шликера охлаждающем элементе во время литья, а резьбу нарезают в проточном канале после литья; по меньшей мере, один проточный канал,по существу, круглый в поперечном сечении,образуют в отливаемом охлаждающем элементе во время шликерного литья, а канавки в виде рифлей протачивают в проточном канале после литья. Канавки предпочтительно изготавливают с помощью так называемой разжимной оправки,которую протягивают через проточный канал. Проточку канавок можно осуществлять, например, в полости, закрытой с одного конца, и в этом случае оправку вытягивают наружу. Проточку канавок в канале, открытом с обоих концов, выполняют либо путем проталкивания, либо путем вытягивания специально предназначенного инструмента через проточный канал. Наиболее выгодное увеличение площади поверхности получают посредством формирования в охлаждающем элементе во время литья одного или нескольких проточных каналов,снабженных канавками, предпочтительно прямыми, с помощью специально сконструированной для этой цели литой оправки с бороздками. Несмотря на изготовление канавок, форма проточного канала все же сохраняется, по существу, круглой или овальной в поперечном сечении. Использование этого способа позволяет 5 исключить стадию механической обработки после литья. Ясно, что во всех выше описанных способах, в случае, если в проточном канале имеются части канала, расположенные поперек направления литья, то эти части изготавливают механически, путем механической обработки, например, с помощью сверления, а отверстия, не относящиеся к этому каналу, заглушают. Преимущество способа увеличения площади поверхности теплопередачи, описанного в данном изобретении, сравнивали со способом по прототипу, с помощью приведенного ниже примера. Перечень чертежей В связи с этим примером приводятся несколько чертежей, иллюстрирующих настоящее изобретение, в которых фиг. 1 представляет принципиальную схему охлаждающего элемента, использованного в испытаниях; фиг. 2 представляет профиль поперечного сечения испытуемого охлаждающего элемента; фиг. 3 а-3d представляют температуру внутри элемента в разных точках измерения, в зависимости от температуры расплава; на фиг. 4 представлен коэффициент теплопередачи, рассчитанный на основе данных замеров, представляющий собой функцию температуры расплава, и фиг. 5 показывает разницу между температурой охлаждающей воды и температурой стенки канала при различных уровнях охлаждения для нормализованных охлаждающих элементов. Сведения, подтверждающие возможность осуществления изобретения Пример Охлаждающие элементы, относящиеся к настоящему изобретению, испытывали в производственных испытаниях, в которых указанные элементы А, В, С и D погружали в слой расплавленного свинца глубиной около 1 см, со стороны задней поверхности. Охлаждающий элемент А имел обычный канал с гладкой поверхностью, и этот элемент использовали для сравнительных измерений. В этих испытаниях тщательно замеряли количество охлаждающей воды и температуры как до подачи воды в охлаждающий элемент, так и после этого. Температуру расплавленного свинца и температуры внутри самого охлаждающего элемента также тщательно измеряли в семи различных точках измерения. Фиг. 1 показывает охлаждающий элемент 1, использованный в испытаниях, и проточный канал 2 внутри него. Размеры охлаждающего элемента были следующими: высота 300 мм,ширина 400 мм и толщина 75 мм. Охлаждающая трубка, или проточный канал, была расположена внутри элемента, как показано на фиг. 1, так,что центр горизонтальной части трубки, показанной на фигуре, отстоял на 87 мм от нижней 6 части элемента, а каждая из вертикальных деталей отстояла на 50 мм от края пластины. Горизонтальную часть трубки изготавливали путем сверления, а один конец горизонтального отверстия заглушали (подробно не показано). На фиг. 1 также показано расположение точек измерения температуры Т 1-Т 7. На фиг. 2 показана форма поверхности охлаждающих каналов, а в табл. 1 содержатся данные о размерах каналов испытуемых охлаждающих элементов и о поверхностях теплопередачи в расчете на один метр, а также относительные площади поверхности теплопередачи. Диаметр, Площадь Мм поперечного сечения проточного канала, мм 2 21,0 346 23,0 415 23,0 484 20,5 485 Таблица 1 Относительная площадь поверхности теплопередачи Фиг. 3a-3d демонстрируют, что температуры охлаждающих элементов В, С и D были более низкими при всех значениях расхода охлаждающей воды, чем контрольные измерения,произведенные на охлаждающем элементе А. Однако, поскольку поперечные сечения проточного канала указанных испытуемых образцов пришлось сделать разных размеров по техническим причинам изготовления, то эффективность теплопередачи нельзя сравнивать непосредственно на основе результатов, представленных на фиг. 3a-3d. Поэтому результаты испытаний нормализовали следующим образом: Стационарный перенос тепла между двумя точками можно описать следующим образом:Q = S(T1-T2),где Q - количество тепла, перенесенного между точками [W];T1 - температура точки 1 [K]; Т 2 - температура точки 2 [K]. Применив вышеописанное уравнение к результатам испытаний, получают следующие величины:T1 - температура у основания элемента,рассчитанная из испытаний [К]; Т 2 - температура стенки канала для воды,рассчитанная из испытаний [К];S - фактор формы для конечного цилиндра,погруженного в полубесконечный элемент(длина L, диаметр D). Фактор формы можно определить из уравнения: если z1,5D,z - глубина погружения, измеренная от центральной линии цилиндра [m]. Коэффициенты теплопередачи, определенные так, как описано выше, представлены на фиг. 4. В соответствии с многомерным анализом получена очень хорошая корреляция между коэффициентом теплопередачи и расходом воды, а также количеством тепла, переданного воде. Определенные на основании уравнения регрессии коэффициенты теплопередачи для каждого охлаждающего элемента представлены в табл. 2. Итак, [W/m2K] = с + av[m/s] + b Q[kW]. Чтобы сделать результаты сравнимыми,площади поперечного сечения проточных каналов нормализовали так, чтобы одинаковые значения величины потока воды соответствовали одинаковым скоростям потока (расходам). Размеры проточных каналов и площади поверхности теплопередачи, нормализованные в соответствии с величиной и скоростью потока (расходом), представлены в табл. 3. Используя размеры, приведенные в табл. 3, для случаев А', В' , С' и D', и коэффициенты теплопередачи, определенные, как описано выше, рассчитали разницу между температурами стенки и воды для нормализованных случаев, для различной величины потока, в зависимости от величины расхода воды, для количеств тепла 5, 10, 20 и 30 kW, с помощью уравнения Т = Q/(А) Таблица 3 Диаметр, Площадь Поверхность Относительная Мм поперечного теплопереплощадь подачи/1 м,сечения верхности 2 м /1 м проточного теплопередачи канала, мм 2 21,0 346 0,066 1,00 21,0 346 0,087 1,32 19,2 346 0,120 1,82 15,7 346 0,129 1,95 Результаты показаны на фиг. 5. Эта фигура показывает, что все охлаждающие элементы,изготовленные в соответствии с настоящим изобретением, достигают определенного значения теплопередачи с меньшей разницей между температурой воды и температурой стенки охлаждающего канала, что показывает эффективность данного способа. Например, при энергии охлаждения в 30 kW и расходе воды в 3 м/с, разница между температурами стенки и воды в различных случаях составляла Когда эти результаты сравнили с поверхностями теплопередачи, то установили, что разница между температурами стенки и воды, необходимая для переноса одинакового количества тепла, обратно пропорциональна относительной поверхности теплопередачи. Это означает,что изменения в площади поверхности, описанные в данном изобретении, могут существенно влиять на эффективность теплопередачи. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ изготовления охлаждающего элемента для пирометаллургического реактора,причем указанный элемент изготавливают из высокотеплопроводного металла посредством шликерного литья и он имеет, по меньшей мере,один проточный канал для охлаждающей воды,отличающийся тем, что для повышения способности охлаждающего элемента к теплопередаче площадь поверхности стенки проточного канала внутри охлаждающего элемента увеличивают,не увеличивая диаметра или длины проточного канала. 2. Способ по п.1, отличающийся тем, что проточный канал для охлаждающей воды, по существу, круглый или овальный в поперечном сечении, образуют в охлаждающем элементе во время литья с помощью снабженной канавками оправки. 3. Способ по п.1, отличающийся тем, что проточный канал для охлаждающей воды, по существу, круглый в поперечном сечении, образуют в охлаждающем элементе во время литья,а резьбу в нем нарезают после литья. 4. Способ по п.1, отличающийся тем, что проточный канал для охлаждающей воды, по существу, круглый в поперечном сечении, образуют в охлаждающем элементе во время литья,а канавки в виде рифлей изготавливают в нем после литья. 5. Способ по п.1, отличающийся тем, что канавки в виде рифлей изготавливают с помощью разжимной оправки. 6. Способ по п.1, отличающийся тем, что высокотеплопроводный металл представляет собой медь. 7. Охлаждающий элемент для пирометаллургического реактора, изготовленный из высокотеплопроводного металла посредством шликерного литья и имеющий, по меньшей мере,один проточный канал для охлаждающей воды,отличающийся тем, что площадь поверхности стенки проточного канала увеличена, без увеличения диаметра или длины проточного канала. 8. Охлаждающий элемент по п.7, отличающийся тем, что проточный канал, по существу, круглый или овальный в поперечном сечении, образуют с помощью снабженной канавками оправки. 9. Охлаждающий элемент по п.8, отличающийся тем, что пазы в проточном канале, по существу, круглом или овальном в поперечном сечении, изготовлены в виде прямолинейных пазов. 10. Охлаждающий элемент по п.7, отличающийся тем, что проточный канал, по существу, круглый в поперечном сечении, образуют 10 с помощью оправки, а резьбу в проточном канале нарезают после литья. 11. Охлаждающий элемент по п.7, отличающийся тем, что проточный канал, по существу, круглый в поперечном сечении, образуют с помощью оправки, а канавки в виде рифлей в проточном канале изготавливают после литья. 12. Охлаждающий элемент по п.11, отличающийся тем, что канавки в виде рифлей изготавливают с помощью разжимной оправки. 13. Охлаждающий элемент по п.7, отличающийся тем, что элемент изготовлен из меди.
МПК / Метки
МПК: F27D 1/12, F28F 1/40, B22D 11/00
Метки: элемент, пирометаллургического, реактора, охлаждающий, изготовление
Код ссылки
<a href="https://eas.patents.su/6-2584-ohlazhdayushhijj-element-pirometallurgicheskogo-reaktora-i-ego-izgotovlenie.html" rel="bookmark" title="База патентов Евразийского Союза">Охлаждающий элемент пирометаллургического реактора и его изготовление</a>
Изготовление дорожных знаков
Номер патента: 1276
Опубликовано: 25.12.2000
Автор: Виролайнен Рейма Эйнари
МПК: G09F 13/16
Метки: знаков, дорожных, изготовление
Формула / Реферат:
1. Способ изготовления дорожных и аналогичных знаков, отражающих свет в обратном направлении и содержащих символы знака, заключающийся в том, что световозвращающий слой прикрепляют к жесткому или гибкому материалу основания, а к наружной поверхности указанного слоя прикрепляют материалы, образующие символы знака, отличающийся тем, что содержит отдельные этапы: - размещения указанного световозвращающего слоя сплошным образом, по меньшей мере, по...
Несущий панельный элемент из дерева для потолочных конструкций или для строительства мостов и винт для соединения досок в панельный элемент
Номер патента: 546
Опубликовано: 28.10.1999
Автор: Майерхофер Ульрих А.
МПК: E04C 2/12, E01D 19/12
Метки: панельный, дерева, соединения, несущий, досок, строительства, конструкций, мостов, потолочных, элемент, винт
Формула / Реферат:
1. Несущий панельный элемент из дерева для потолочных конструкций или для строительства мостов, состоящий из множества стоящих на ребре поперек плоскости панельного элемента и предпочтительно проходящих по всей длине панельного элемента отдельных слоев досок, которые соединены друг с другом винтовыми креплениями, отличающийся тем, что отдельные доски (25), по меньшей мере, частично соединены друг с другом ввинченными под острым углом к их...
Элемент перемещения расплавленной стали и способ его изготовления
Номер патента: 1081
Опубликовано: 30.10.2000
Авторы: Дюбуа Паскаль, Ханс Эрик
МПК: B22D 41/50
Метки: элемент, изготовления, способ, расплавленной, стали, перемещения
Формула / Реферат:
1. Элемент перемещения расплавленной стали между расположенным выше по течению контейнером, таким как промежуточное разливочное устройство, и расположенным ниже по течению резервуаром, таким как кристаллизатор машины непрерывной разливки стали; содержащий корпус (4), в котором имеется зона входа стали, канал (6) и зона выхода стали (9), отличающийся тем, что корпус имеет, по меньшей мере, одну перегородку (16) в его выходной зоне (9) для...
Строительный элемент
Номер патента: 1554
Опубликовано: 23.04.2001
Автор: Земан Мирослав
МПК: F41H 11/08
Метки: строительный, элемент
Формула / Реферат:
1. Строительный элемент и, конкретнее, элемент для строительства опорных и/или несущих конструкций, отличающийся тем, что он включает дискообразную центральную часть (1), от которой отходят как минимум три плеча (2), расположенные в плоскости, перпендикулярной поперечной оси (3) центральной части (1) и радиально в отношении названной оси (3), при этом между двумя смежными плечами (2) в центральной части (1) расположена лицевая выемка (4), ширина...
Диафрагменный элемент для электролитического фильтрпрессного узла
Номер патента: 134
Опубликовано: 29.10.1998
Авторы: Д'эрасмо Пьетро, Люсфьорд Рогер Марено
МПК: C25B 9/00
Метки: электролитического, элемент, фильтрпрессного, узла, диафрагменный
Формула / Реферат:
1. Диафрагменный элемент для электролитического фильтрпрессного узла, состоящего из анодного и катодного отсеков, разделённых диафрагмой (12), при этом диафрагменный элемент состоит из корпуса (1), отверстий (8,9) для прохождения газа и жидкости, отличающийся тем, что корпус (1) выполнен из жёсткой стали, покрытой эластичным вулканизируемым материалом (6) , служащим в качестве электрической изоляции и одновременно для герметизации и составляющим...
Предыдущий патент: Система для получения вдыхаемого аэрозоля
Следующий патент: Жидкости и способы для завершения углеводородных скважин
Случайный патент: Производные адамантилпирролидин-2-она в качестве ингибиторов 11-бета-гидроксистероид-дегидрогеназы