Способ сушки лапши горячим воздухом и устройство для его осуществления
Формула / Реферат
1. Устройство для сушки лапши горячим воздухом, содержащее несколько сушильных камер, через которые последовательно проходят подаваемые конвейером ленты лапши, причем каждая сушильная камера снабжена нагревателем для нагревания в нем воздуха для создания потока нагретого воздуха, вентилятором для подачи таким образом созданного потока нагретого воздуха в виде потока горячего воздуха с равномерными расходом и скоростью; а также устройством, направляющим поток горячего воздуха для приведения потока горячего воздуха, подаваемого вентилятором, в ламинарное состояние, для установления оптимальных расхода и скорости потока воздуха для сушки и равномерного обдува упомянутых лент лапши, причем в каждой паре смежных сушильных камер устройство, направляющее поток горячего воздуха одной сушильной камеры, направляет поток горячего воздуха на упомянутые ленты лапши сверху, а аналогичное устройство другой сушильной камеры направляет поток горячего воздуха на упомянутые ленты лапши снизу, при этом упомянутое устройство, направляющее поток горячего воздуха, содержит воздуховод для приведения потока горячего воздуха, подаваемого упомянутым вентилятором, в основном, в ламинарное состояние и направления его вверх или вниз от направления ширины упомянутого конвейера, и направляющую секцию для регулирования потока горячего воздуха, проводимого этим воздуховодом вверх или вниз от направления ширины конвейера, до оптимального расхода и оптимальной скорости воздушного потока для сушки, а также для обеспечения ламинарного потока для равномерного обдува упомянутых лент лапши.
2. Устройство для сушки лапши горячим воздухом по п.1, в котором упомянутый воздуховод представляет собой корпус в форме короба с входным отверстием для приема упомянутого потока горячего воздуха от упомянутого вентилятора и выходным отверстием, направленным вверх или вниз от направления ширины упомянутого конвейера, причем этот корпус в форме короба содержит внутри него расслаивающие пластины, проходящие от упомянутого входного отверстия к упомянутому выходному отверстию.
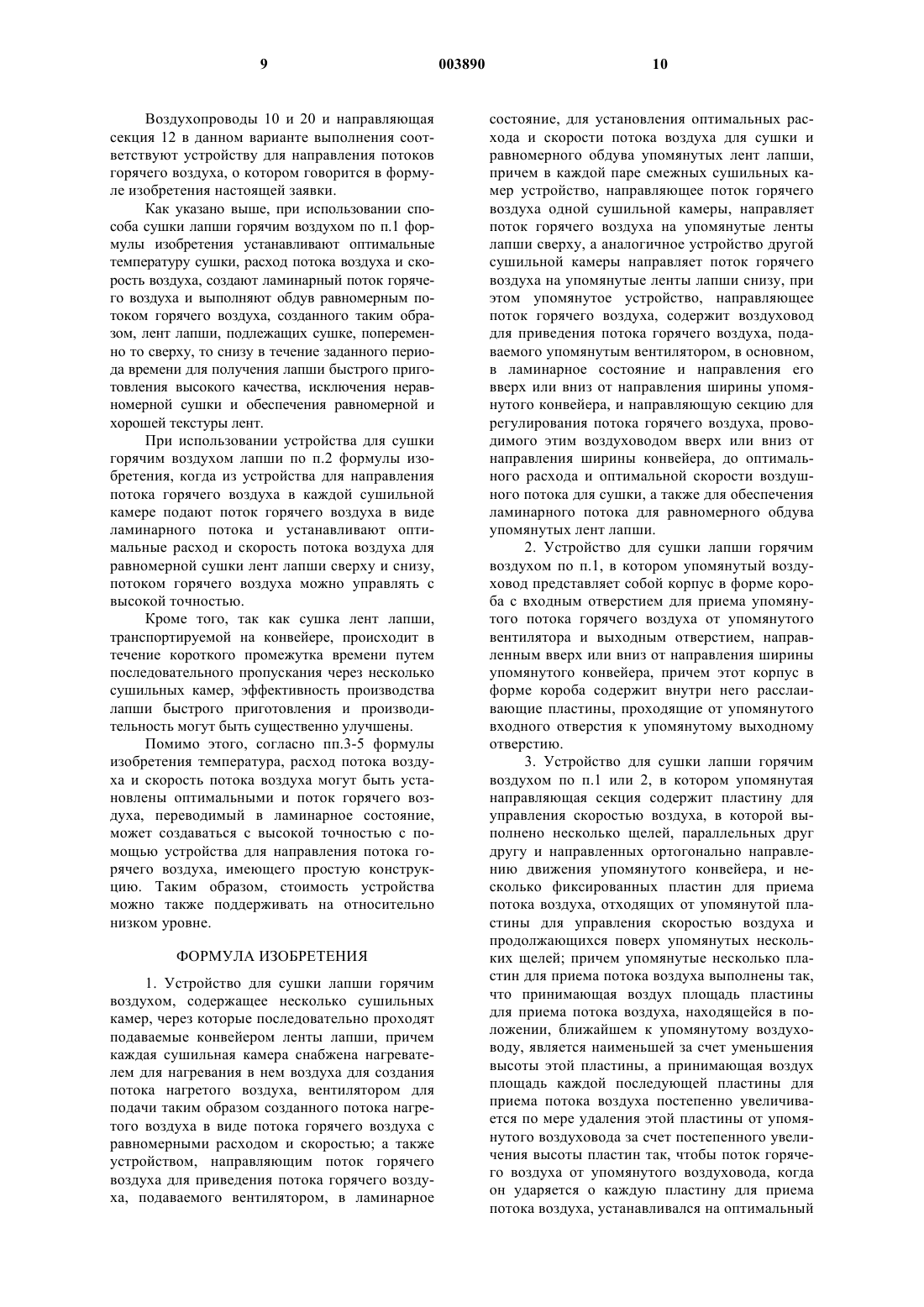
3. Устройство для сушки лапши горячим воздухом по п.1 или 2, в котором упомянутая направляющая секция содержит пластину для управления скоростью воздуха, в которой выполнено несколько щелей, параллельных друг другу и направленных ортогонально направлению движения упомянутого конвейера, и несколько фиксированных пластин для приема потока воздуха, отходящих от упомянутой пластины для управления скоростью воздуха и продолжающихся поверх упомянутых нескольких щелей; причем упомянутые несколько пластин для приема потока воздуха выполнены так, что принимающая воздух площадь пластины для приема потока воздуха, находящейся в положении, ближайшем к упомянутому воздуховоду, является наименьшей за счет уменьшения высоты этой пластины, а принимающая воздух площадь каждой последующей пластины для приема потока воздуха постепенно увеличивается по мере удаления этой пластины от упомянутого воздуховода за счет постепенного увеличения высоты пластин так, чтобы поток горячего воздуха от упомянутого воздуховода, когда он ударяется о каждую пластину для приема потока воздуха, устанавливался на оптимальный расход, равномерно подавался к поверхности упомянутой пластины для управления скоростью воздуха и при проходе через упомянутые щели устанавливался на оптимальную скорость для обдува упомянутых лент лапши.

Текст
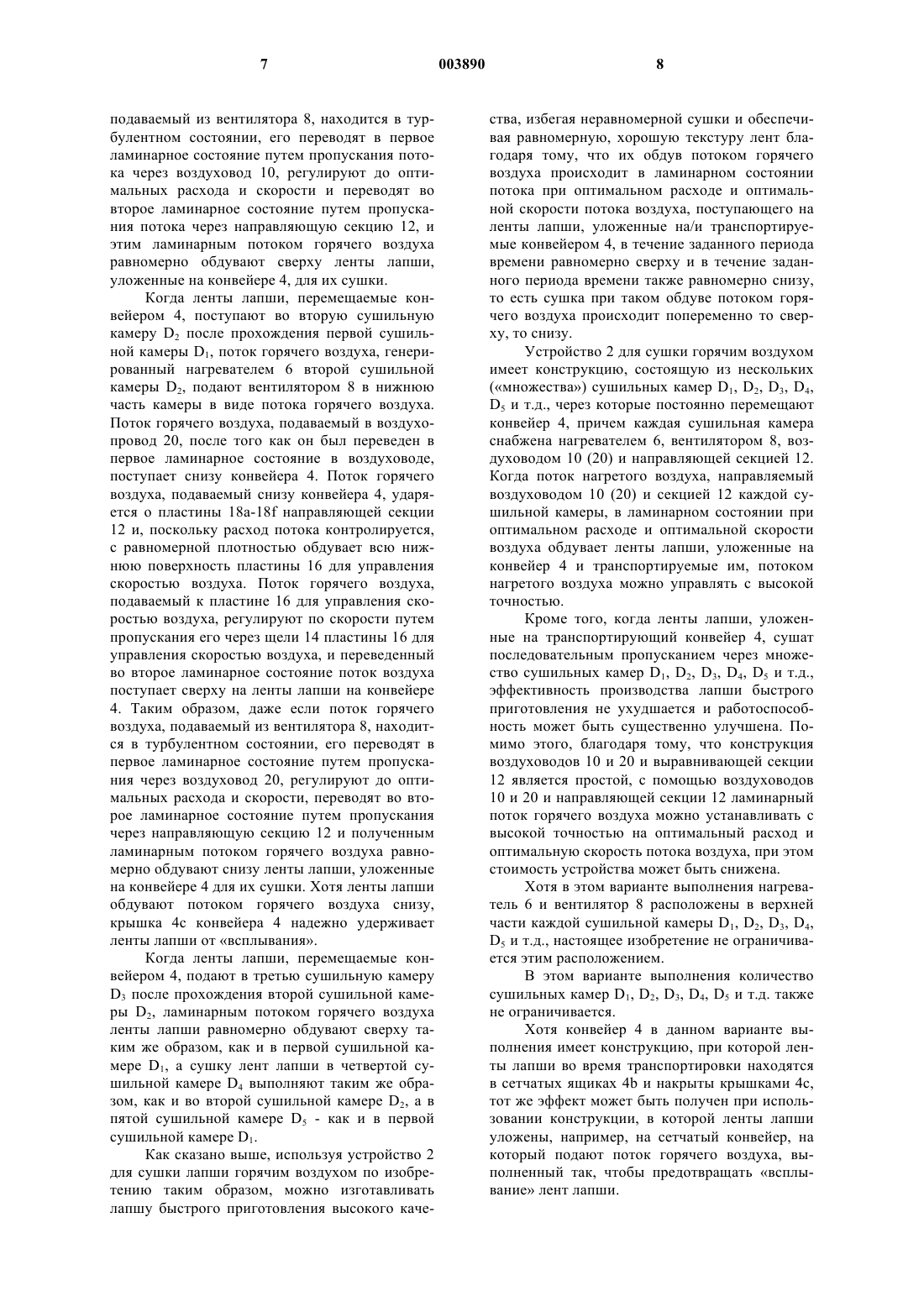
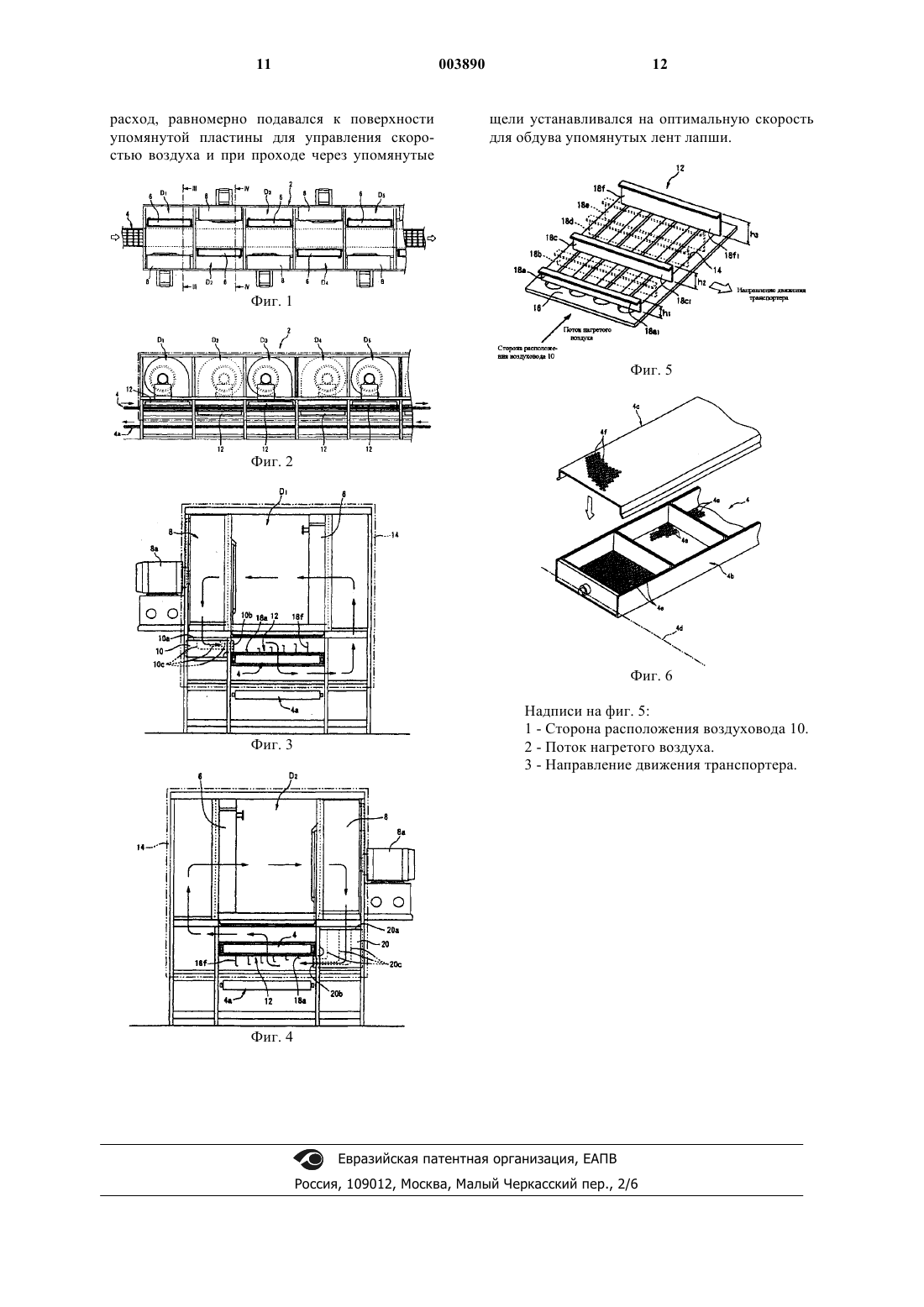
1 Настоящее изобретение относится к способу сушки лапши горячим воздухом и устройству для его осуществления. При обычном способе изготовления лапши быстрого приготовления сначала исходные продукты, например пшеничную муку, гречневую муку или крахмал, загружают в тестомесильную машину, миксер или т.п. и после добавления заранее кондиционированной воды для замеса муку и воду месят в течение заданного периода времени. Затем полученное тесто (тесто для лапши) извлекают из тестомесильной машины и на машине для изготовления лент лапши из теста формируют ленты, которые нарезают на отрезки заданной длины. После этого отрезанные ленты лапши подают конвейером в аппарат для образования корочки (отверждения поверхности), в котором их обрабатывают паром в течение заданного периода времени в паровой бане и передают на сушку для удаления влаги. Сразу же после сушки ленты лапши после быстрого охлаждения раскладывают в контейнеры, в которые добавляют сопутствующие изделия. Для осуществления процесса сушки известны устройства для сушки горячим воздухом, которые приводят горячий воздух с температурой 70-90 в контакт с лентами лапши для снижения их влажности приблизительно до 812%. Лапша быстрого приготовления, изготавливаемая с использованием этих устройств для сушки горячим воздухом, известна как необжаренная лапша, -(альфа)-лапша или альфаизированная лапша, приготовление которой до съедобного состояния занимает несколько больше времени и которая имеет более простой вкус. Однако при использовании обычного устройства для сушки горячим воздухом трудно подавать горячий воздух равномерно на ленты лапши, которые последовательно подают из процесса пропаривания. Таким образом, поскольку горячий воздух контактирует с лентами лапши, находясь в турбулентном состоянии, то имеется тенденция к их неравномерному высушиванию и они могут частично слипаться во время сушки. Из-за, того, что трудно поддерживать условия сушки лент лапши на постоянном уровне при использовании любого традиционного сушильного устройства для сушки горячим воздухом, возникает проблема обеспечения стабильного качества лапши быстрого приготовления. Конечно, можно сделать период сушки лент лапши достаточно продолжительным для исключения неравномерной сушки, но такое решение привело бы к проблемам применимости и производительности производственного процесса изготовления лапши быстрого приготовления. С учетом этих проблем настоящее изобретение направлено на создание способа сушки 2 лапши горячим воздухом и соответствующего устройства, позволяющих стабильно производить лапшу быстрого приготовления высокого качества путем обдува горячим воздухом с оптимальной скоростью при оптимальном расходе воздуха лент лапши, подлежащих сушке, в течение короткого периода времени, обеспечивая таким образом лапшу с равномерной и качественной текстурой. Для решения вышеуказанной задачи согласно изобретению предлагается способ сушки лапши горячим воздухом, в котором температуру сушки, расход воздуха и скорость воздуха устанавливают оптимальными, создают ламинарный поток горячего воздуха и попеременно выполняют стадии обдува созданным равномерным потоком горячего воздуха лент лапши,подлежащих сушке, то сверху, то снизу, для сушки лент лапши в течение заданного периода времени. Согласно п.1 формулы изобретения предлагается устройство для сушки лапши горячим воздухом, содержащее несколько (множество) сушильных камер, через которые последовательно проходят ленты лапши, транспортируемые на конвейере, причем каждая сушильная камера снабжена нагревателем для нагревания в нем воздуха для создания потока нагретого воздуха вентилятором для подачи таким образом созданного нагретого потока воздуха в виде потока горячего воздуха с равномерными расходом и скоростью, а также устройством, направляющим поток горячего воздуха для приведения потока горячего воздуха, подаваемого вентилятором, в ламинарное состояние, для установления оптимальных расхода и скорости потока воздуха для сушки и равномерного обдува лент лапши; причем в каждой паре смежных сушильных камер устройство, направляющее поток горячего воздуха одной сушильной камеры,направляет поток горячего воздуха на ленты лапши сверху, а аналогичное устройство другой сушильной камеры направляет поток горячего воздуха на ленты лапши снизу. При этом каждое устройство, направляющее поток горячего воздуха, содержит воздуховод для приведения потока горячего воздуха,подаваемого вентилятором, в основном, в ламинарное состояние, и направления его вверх или вниз от направления ширины конвейера и направляющую секцию для регулирования потока горячего воздуха, проводимого этим воздуховодом вверх или вниз от направления ширины конвейера, до оптимального расхода и оптимальной скорости воздушного потока для сушки, а также для обеспечения ламинарного потока для равномерного обдува лент лапши. В соответствии с п.2 формулы изобретения предлагается вариант выполнения устройства для сушки лапши горячим воздухом по п. 1 формулы изобретения, в котором воздуховод представляет собой корпус в форме короба с 3 входным отверстием для приема потока горячего воздуха от вентилятора и выходным отверстием, направленным вверх или вниз от направления ширины конвейера, причем этот корпус в форме короба содержит внутри него расслаивающие (поток) пластины, проходящие от входного отверстия к выходному отверстию. В соответствии с п.3 формулы изобретения предлагается вариант выполнения устройства для сушки лапши горячим воздухом по п.1 или 2 формулы изобретения, в котором направляющая секция содержит пластину для управления скоростью воздуха, в которой выполнено несколько (множество) щелей, параллельных друг другу и направленных ортогонально (поперечно) направлению движения конвейера, и несколько (множество) фиксированных пластин для приема потока воздуха, отходящих от упомянутой пластины для управления скоростью воздуха и продолжающихся поверх указанных нескольких щелей, причем упомянутые несколько пластин для приема потоков воздуха выполнены так, что принимающая воздух площадь пластины для приема потока воздуха, находящейся в положении, ближайшем к воздуховоду, является наименьшей за счет уменьшения высоты этой пластины, а принимающая воздух площадь каждой последующей пластины для приема потока воздуха постепенно увеличивается по мере удаления этой пластины от воздуховода за счет постепенного увеличения высоты пластин так, чтобы поток горячего воздуха от воздуховода, когда он ударяется о каждую пластину для приема потока воздуха, устанавливался на оптимальный расход, равномерно подавался к лицевой поверхности пластины для управления скоростью воздуха и при проходе через щели устанавливался на оптимальную скорость для обдува лент лапши. Краткое описание чертежей Фиг. 1 - вид в горизонтальном сечении устройства для сушки лапши горячим воздухом согласно настоящему изобретению; фиг. 2 - вид сбоку устройства для сушки лапши горячим воздухом; фиг. 3 - сечение по III-III на фиг. 1 с указанием стрелками направлений потоков; фиг. 4 - сечение по IV-IV на фиг. 1 с указанием стрелками направлений потоков; фиг. 5 - вид в перспективе направляющей секции для регулирования воздушного потока по изобретению; фиг. 6 - вид в перспективе структуры конвейера по изобретению. Предпочтительный вариант выполнения изобретения Устройство для сушки лапши горячим воздухом согласно настоящему изобретению описано ниже более подробно со ссылками на прилагаемые чертежи. На фиг. 1 показано горизонтальное сечение устройства 2 по изобретению для сушки 4 лапши горячим воздухом, а на фиг. 2 - вид сбоку устройства 2 для сушки лапши горячим воздухом. Устройство 2 для сушки лапши горячим воздухом имеет форму прямоугольного параллелепипеда, а конвейер 4 продолжается от одного конца этого устройства к другому в продольном направлении устройства. Перемещаемые конвейером 4 ленты лапши подают в этом устройстве от предшествующей стадии обработки(которая может быть, например, обработкой паром) с заданной скоростью. Устройство 2 для сушки лапши горячим воздухом содержит несколько (множество) сушильных камер D1, D2, D3, D4, D5 и так далее, на которые оно разделено в продольном направлении. Первая сушильная камера D1, слева на фиг. 2, снабжена нагревателем 6 для нагревания воздуха в камере до заданной температуры, воздуходувкой (вентилятором) 8 для нагнетания полученного нагретого воздуха в виде потока горячего воздуха в нижнюю часть камеры, где расположен конвейер 4, воздуховодом 10 для направления потока горячего воздуха от вентилятора 8 вверх от направления ширины конвейера 4, направляющей секцией 12 для управления потоком горячего воздуха, движущимся над конвейером 4 так, чтобы он дул вниз на конвейер 4. Кстати, поз. 8 а обозначен двигатель вентилятора, поз. 4 а - нижняя ветвь конвейера, а поз. 14(штрихпунктирной линией с двумя точками) теплоизоляционная панель, которой закрыт по периферии корпус сушильной камеры D1, для поддержания на заданном уровне температуры в сушильной камере D1. Воздуховод 10 имеет корпус в форме короба, имеющего входное отверстие 10 а для приема потока горячего воздуха от вентилятора 8 и выходное отверстие 10b, вверх от конвейера 4, а внутри корпуса коробчатой формы расположены расслаивающие пластины 10 с для перевода турбулентного потока горячего воздуха,поступающего от вентилятора 8, в ламинарное состояние и направления его к выходному отверстию 10b. Направляющая секция 12, как показано на фиг. 5, снабжена пластиной 16 для управления скоростью воздуха, в которой выполнено несколько (множество) щелей 14, расположенных параллельно друг другу ортогонально (поперечно) направлению перемещения конвейера 4, и несколькими (множеством) пластинами 18a-18f для приема потока воздуха, продолжающихся поверх указанных щелей 14 и прикрепленных к верхней поверхности пластины 16 для управления скоростью воздуха. Пластины 18a-18f выполнены из уголков. Вертикальная часть 18a1 пластины 18 а для приема потока воздуха, ближайшей к воздуховоду 10, является самой низкой, вертикальная часть 18f1 пластины 18f для приема потока воздуха, самой удаленной от воздуховода 10, является самой высокой, 5 а вертикальные части пластин 18b-18 е для приема потока воздуха, расположенных между ними, имеют последовательно увеличивающуюся высоту по мере удаления от воздуховода 10. Таким образом, имеет место соотношениеh1h2h3, где h1, h2 и h3 - соответственно высоты вертикальных частей 18a1, 18c1 и 18f1 пластин 18 а, 18 с и 18f для приема потока воздуха. Так как поток горячего воздуха, поступающий из воздуховода 10, после удара о вертикальные части пластин 18a-18f для приема потока воздуха направляется к пластине 16 для управления скоростью воздуха, то принимающая воздух площадь каждой из вертикальных частей пластин 18a-18f для приема потока воздуха устанавливается такого размера, чтобы обеспечить оптимальную скорость потока горячего воздуха для равномерного покрытия всей верхней поверхности пластины 16 для управления скоростью воздуха. Форма щелей 14, выполненных в пластине 16 для управления скоростью воздуха, тоже устанавливается такой, чтобы потоки горячего воздуха, проходящие через щели 14 и затем вниз, имели оптимальную скорость для сушки лент лапши. Третья сушильная камера D3 и пятая сушильная камера D5, изображенные на фиг. 1 и 2,имеют такую же структуру, как и первая сушильная камера D1. Вторая (считая слева) сушильная камера D2 на фиг. 1 снабжена нагревателем 6 и вентилятором 8, расположенными противоположным образом по сравнению со своими аналогами в первой сушильной камереD1, воздуховодом 20 для направления потока горячего воздуха от вентилятора 8 снизу от направления ширины конвейера 4, и направляющей секцией 12 для регулирования потока горячего воздуха, подаваемого снизу от конвейера 4 так, чтобы направить его вверх для обдува конвейера 4. Воздуховод 20 имеет корпус коробчатой формы, снабженный входным отверстием 20 а для приема потока горячего воздуха от вентилятора 8 и выходным отверстием 20b, расположенным снизу конвейера 4, а внутри этого корпуса коробчатой формы расположены расслаивающие пластины 20 с для перевода турбулентного потока горячего воздуха, поступающего от вентилятора 8, в ламинарное состояние и направления его к выходному отверстию 20b. Направляющая секция 12 имеет структуру направляющей секции 12, показанной на фиг. 3 в перевернутом виде, так что вертикальная часть пластины 18 а для приема потока воздуха,ближней к воздуховоду 20, является самой низкой, вертикальная часть пластины 18f для приема потока воздуха, самой удаленной от воздуховода 20, является самой высокой, а вертикальные части пластин для приема потока воздуха,находящихся между ними, имеют последовательно увеличивающуюся высоту по мере удаления от воздуховода 20. 6 В направляющей секции 12 второй сушильной камеры D2 поток горячего воздуха,поступающий из воздуховода 20, после удара о вертикальные части пластин 18 а-18f для приема потока воздуха поступает вверх к пластине 16 для управления скоростью воздуха, причем принимающая воздух площадь каждой из вертикальных частей пластин 18a-18f для приема потока воздуха установлена такого размера,чтобы обеспечить оптимальную скорость потока горячего воздуха для сушки лент лапши, для равномерного покрытия всей нижней поверхности пластины 16 для управления скоростью воздуха. Форма щелей 14, выполненных в пластине 16 для управления скоростью воздуха, тоже установлена такой, чтобы потоки горячего воздуха, проходящие через щели 14 и затем вверх,имели оптимальную для сушки лент лапши скорость. Четвертая сушильная камера D4 (см. фиг. 1 и 2) имеет структуру второй сушильной камерыD2. Здесь конвейер 4, как показано на фиг. 6,имеет конструкцию, содержащую множество сетчатых ящиков 4b, в которые укладывают ленты лапши, крышку 4 с, которой накрывают открытый верх каждого сетчатого ящика 4b, и транспортирующие цепи 4d, каждая из которых прикреплена к одному или другому краю сетчатых ящиков 4b в их продольном направлении для перемещения их от одного конца устройства 2 для сушки горячим воздухом к другому в его продольном направлении. Каждый сетчатый ящик 4b и крышка 4 с содержат множество отверстий 4 е и 4f для прохода потоков горячего воздуха. Ниже, способ сушки лент лапши, при котором используют устройство 2 для сушки горячим воздухом приведенной выше конструкции, описан более подробно. Когда ленты лапши, помещенные на конвейер 4 и транспортируемые им, поступают в первую сушильную камеру D1, горячий воздух,генерируемый нагревателем 6 первой сушильной камеры D1, подают вентилятором 8 вниз в камеру в виде потока горячего воздуха. Потоком горячего воздуха, подаваемым из воздуховода 10, после перевода его, в основном, в ламинарное состояние, обдувают сверху конвейер 4. Поток горячего воздуха, подаваемый выше конвейера 4, ударяется о пластины 18a-18f для приема потока воздуха направляющей секции 12 и, поскольку расход потока контролируется,с равномерной плотностью обдувает всю верхнюю поверхность пластины 16 для управления скоростью воздуха. Поток горячего воздуха,поступающий к пластине 16 для управления скоростью воздуха, регулируют по скорости при его проходе через щели 14 пластины 16 для управления скоростью воздуха, и поток воздуха,переведенный во второе ламинарное состояние,поступает сверху на ленты лапши на конвейере 4. Таким образом, если поток горячего воздуха, 7 подаваемый из вентилятора 8, находится в турбулентном состоянии, его переводят в первое ламинарное состояние путем пропускания потока через воздуховод 10, регулируют до оптимальных расхода и скорости и переводят во второе ламинарное состояние путем пропускания потока через направляющую секцию 12, и этим ламинарным потоком горячего воздуха равномерно обдувают сверху ленты лапши,уложенные на конвейере 4, для их сушки. Когда ленты лапши, перемещаемые конвейером 4, поступают во вторую сушильную камеру D2 после прохождения первой сушильной камеры D1, поток горячего воздуха, генерированный нагревателем 6 второй сушильной камеры D2, подают вентилятором 8 в нижнюю часть камеры в виде потока горячего воздуха. Поток горячего воздуха, подаваемый в воздухопровод 20, после того как он был переведен в первое ламинарное состояние в воздуховоде,поступает снизу конвейера 4. Поток горячего воздуха, подаваемый снизу конвейера 4, ударяется о пластины 18a-18f направляющей секции 12 и, поскольку расход потока контролируется,с равномерной плотностью обдувает всю нижнюю поверхность пластины 16 для управления скоростью воздуха. Поток горячего воздуха,подаваемый к пластине 16 для управления скоростью воздуха, регулируют по скорости путем пропускания его через щели 14 пластины 16 для управления скоростью воздуха, и переведенный во второе ламинарное состояние поток воздуха поступает сверху на ленты лапши на конвейере 4. Таким образом, даже если поток горячего воздуха, подаваемый из вентилятора 8, находится в турбулентном состоянии, его переводят в первое ламинарное состояние путем пропускания через воздуховод 20, регулируют до оптимальных расхода и скорости, переводят во второе ламинарное состояние путем пропускания через направляющую секцию 12 и полученным ламинарным потоком горячего воздуха равномерно обдувают снизу ленты лапши, уложенные на конвейере 4 для их сушки. Хотя ленты лапши обдувают потоком горячего воздуха снизу,крышка 4 с конвейера 4 надежно удерживает ленты лапши от всплывания. Когда ленты лапши, перемещаемые конвейером 4, подают в третью сушильную камеруD3 после прохождения второй сушильной камеры D2, ламинарным потоком горячего воздуха ленты лапши равномерно обдувают сверху таким же образом, как и в первой сушильной камере D1, а сушку лент лапши в четвертой сушильной камере D4 выполняют таким же образом, как и во второй сушильной камере D2, а в пятой сушильной камере D5 - как и в первой сушильной камере D1. Как сказано выше, используя устройство 2 для сушки лапши горячим воздухом по изобретению таким образом, можно изготавливать лапшу быстрого приготовления высокого каче 003890 8 ства, избегая неравномерной сушки и обеспечивая равномерную, хорошую текстуру лент благодаря тому, что их обдув потоком горячего воздуха происходит в ламинарном состоянии потока при оптимальном расходе и оптимальной скорости потока воздуха, поступающего на ленты лапши, уложенные на/и транспортируемые конвейером 4, в течение заданного периода времени равномерно сверху и в течение заданного периода времени также равномерно снизу,то есть сушка при таком обдуве потоком горячего воздуха происходит попеременно то сверху, то снизу. Устройство 2 для сушки горячим воздухом имеет конструкцию, состоящую из нескольких(множества) сушильных камер D1, D2, D3, D4,D5 и т.д., через которые постоянно перемещают конвейер 4, причем каждая сушильная камера снабжена нагревателем 6, вентилятором 8, воздуховодом 10 (20) и направляющей секцией 12. Когда поток нагретого воздуха, направляемый воздуховодом 10 (20) и секцией 12 каждой сушильной камеры, в ламинарном состоянии при оптимальном расходе и оптимальной скорости воздуха обдувает ленты лапши, уложенные на конвейер 4 и транспортируемые им, потоком нагретого воздуха можно управлять с высокой точностью. Кроме того, когда ленты лапши, уложенные на транспортирующий конвейер 4, сушат последовательным пропусканием через множество сушильных камер D1, D2, D3, D4, D5 и т.д.,эффективность производства лапши быстрого приготовления не ухудшается и работоспособность может быть существенно улучшена. Помимо этого, благодаря тому, что конструкция воздуховодов 10 и 20 и выравнивающей секции 12 является простой, с помощью воздуховодов 10 и 20 и направляющей секции 12 ламинарный поток горячего воздуха можно устанавливать с высокой точностью на оптимальный расход и оптимальную скорость потока воздуха, при этом стоимость устройства может быть снижена. Хотя в этом варианте выполнения нагреватель 6 и вентилятор 8 расположены в верхней части каждой сушильной камеры D1, D2, D3, D4,D5 и т.д., настоящее изобретение не ограничивается этим расположением. В этом варианте выполнения количество сушильных камер D1, D2, D3, D4, D5 и т.д. также не ограничивается. Хотя конвейер 4 в данном варианте выполнения имеет конструкцию, при которой ленты лапши во время транспортировки находятся в сетчатых ящиках 4b и накрыты крышками 4 с,тот же эффект может быть получен при использовании конструкции, в которой ленты лапши уложены, например, на сетчатый конвейер, на который подают поток горячего воздуха, выполненный так, чтобы предотвращать всплывание лент лапши. 9 Воздухопроводы 10 и 20 и направляющая секция 12 в данном варианте выполнения соответствуют устройству для направления потоков горячего воздуха, о котором говорится в формуле изобретения настоящей заявки. Как указано выше, при использовании способа сушки лапши горячим воздухом по п.1 формулы изобретения устанавливают оптимальные температуру сушки, расход потока воздуха и скорость воздуха, создают ламинарный поток горячего воздуха и выполняют обдув равномерным потоком горячего воздуха, созданного таким образом, лент лапши, подлежащих сушке, попеременно то сверху, то снизу в течение заданного периода времени для получения лапши быстрого приготовления высокого качества, исключения неравномерной сушки и обеспечения равномерной и хорошей текстуры лент. При использовании устройства для сушки горячим воздухом лапши по п.2 формулы изобретения, когда из устройства для направления потока горячего воздуха в каждой сушильной камере подают поток горячего воздуха в виде ламинарного потока и устанавливают оптимальные расход и скорость потока воздуха для равномерной сушки лент лапши сверху и снизу,потоком горячего воздуха можно управлять с высокой точностью. Кроме того, так как сушка лент лапши,транспортируемой на конвейере, происходит в течение короткого промежутка времени путем последовательного пропускания через несколько сушильных камер, эффективность производства лапши быстрого приготовления и производительность могут быть существенно улучшены. Помимо этого, согласно пп.3-5 формулы изобретения температура, расход потока воздуха и скорость потока воздуха могут быть установлены оптимальными и поток горячего воздуха, переводимый в ламинарное состояние,может создаваться с высокой точностью с помощью устройства для направления потока горячего воздуха, имеющего простую конструкцию. Таким образом, стоимость устройства можно также поддерживать на относительно низком уровне. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Устройство для сушки лапши горячим воздухом, содержащее несколько сушильных камер, через которые последовательно проходят подаваемые конвейером ленты лапши, причем каждая сушильная камера снабжена нагревателем для нагревания в нем воздуха для создания потока нагретого воздуха, вентилятором для подачи таким образом созданного потока нагретого воздуха в виде потока горячего воздуха с равномерными расходом и скоростью; а также устройством, направляющим поток горячего воздуха для приведения потока горячего воздуха, подаваемого вентилятором, в ламинарное 10 состояние, для установления оптимальных расхода и скорости потока воздуха для сушки и равномерного обдува упомянутых лент лапши,причем в каждой паре смежных сушильных камер устройство, направляющее поток горячего воздуха одной сушильной камеры, направляет поток горячего воздуха на упомянутые ленты лапши сверху, а аналогичное устройство другой сушильной камеры направляет поток горячего воздуха на упомянутые ленты лапши снизу, при этом упомянутое устройство, направляющее поток горячего воздуха, содержит воздуховод для приведения потока горячего воздуха, подаваемого упомянутым вентилятором, в основном,в ламинарное состояние и направления его вверх или вниз от направления ширины упомянутого конвейера, и направляющую секцию для регулирования потока горячего воздуха, проводимого этим воздуховодом вверх или вниз от направления ширины конвейера, до оптимального расхода и оптимальной скорости воздушного потока для сушки, а также для обеспечения ламинарного потока для равномерного обдува упомянутых лент лапши. 2. Устройство для сушки лапши горячим воздухом по п.1, в котором упомянутый воздуховод представляет собой корпус в форме короба с входным отверстием для приема упомянутого потока горячего воздуха от упомянутого вентилятора и выходным отверстием, направленным вверх или вниз от направления ширины упомянутого конвейера, причем этот корпус в форме короба содержит внутри него расслаивающие пластины, проходящие от упомянутого входного отверстия к упомянутому выходному отверстию. 3. Устройство для сушки лапши горячим воздухом по п.1 или 2, в котором упомянутая направляющая секция содержит пластину для управления скоростью воздуха, в которой выполнено несколько щелей, параллельных друг другу и направленных ортогонально направлению движения упомянутого конвейера, и несколько фиксированных пластин для приема потока воздуха, отходящих от упомянутой пластины для управления скоростью воздуха и продолжающихся поверх упомянутых нескольких щелей; причем упомянутые несколько пластин для приема потока воздуха выполнены так,что принимающая воздух площадь пластины для приема потока воздуха, находящейся в положении, ближайшем к упомянутому воздуховоду, является наименьшей за счет уменьшения высоты этой пластины, а принимающая воздух площадь каждой последующей пластины для приема потока воздуха постепенно увеличивается по мере удаления этой пластины от упомянутого воздуховода за счет постепенного увеличения высоты пластин так, чтобы поток горячего воздуха от упомянутого воздуховода, когда он ударяется о каждую пластину для приема потока воздуха, устанавливался на оптимальный расход, равномерно подавался к поверхности упомянутой пластины для управления скоростью воздуха и при проходе через упомянутые 12 щели устанавливался на оптимальную скорость для обдува упомянутых лент лапши. Надписи на фиг. 5: 1 - Сторона расположения воздуховода 10. 2 - Поток нагретого воздуха. 3 - Направление движения транспортера.
МПК / Метки
Метки: сушки, осуществления, устройство, способ, горячим, воздухом, лапши
Код ссылки
<a href="https://eas.patents.su/7-3890-sposob-sushki-lapshi-goryachim-vozduhom-i-ustrojjstvo-dlya-ego-osushhestvleniya.html" rel="bookmark" title="База патентов Евразийского Союза">Способ сушки лапши горячим воздухом и устройство для его осуществления</a>
Устройство для желатинирования лапши
Номер патента: 3887
Опубликовано: 30.10.2003
Автор: Сакуразава Хацуо
МПК: A47J 27/16, A23L 1/16
Метки: устройство, желатинирования, лапши
Формула / Реферат:
Устройство для желатинирования лапши, в котором осуществляют пропаривание полосок лапши путем пропускания упомянутых полосок лапши на конвейере через паровую камеру, причем упомянутый конвейер является ленточным конвейером, состоящим из сетки в виде бесконечной ленты, охватывающей натяжные барабаны, расположенные снаружи упомянутой паровой камеры; причем рабочая ветвь конвейерной ленты упомянутого ленточного конвейера проходит через упомянутую...
Способ сушки пиломатериалов и устройство для его осуществления
Номер патента: 2725
Опубликовано: 29.08.2002
Авторы: Буирден Абделаазиз, Дедье Бернар
МПК: F26B 7/00
Метки: осуществления, способ, устройство, пиломатериалов, сушки
Формула / Реферат:
1. Способ сушки пиломатериала, заключающийся в том, что включает этапы заполнения герметичной камеры (1) насыщенным водяным паром под заданным давлением, по меньшей мере, посредством нагнетания или генерирования и поддержания этого давления в течение заданного периода времени с обеспечением при этом в камере принудительной циркуляции воздуха и насыщенного водяного пара, нагревания посредством воздействия излучения микроволн с частотой в...
Способ сушки листа целлюлозного материала при помощи горячего воздуха, перемещающегося в высоком вакууме, устройство для осуществления этого способа
Номер патента: 216
Опубликовано: 24.12.1998
Авторы: Маршал Поль, Леза Клод, Лерве Жан, Кьенс Эмманюэль
МПК: D21F 5/18
Метки: этого, устройство, осуществления, материала, сушки, способа, горячего, листа, высоком, помощи, способ, целлюлозного, воздуха, перемещающегося, вакууме
Формула / Реферат:
1. Способ обезвоживания целлюлозосодержащего листового материала, в частности влажного бумажного листа с массой от 10 до 80 г/м2 в высушенном состоянии и с исходной степенью сухости от 8 до 30%, получаемой, например, после обезвоживания на формующей сетке, заключающийся в закреплении листового материала на проницаемом полотне и пропускании через него, по крайней мере, одного потока горячего воздуха с высокой скоростью, отличающийся тем, что...
Устройство для желатинизации лапши
Номер патента: 3888
Опубликовано: 30.10.2003
Автор: Сакуразава Хацуо
МПК: A47J 27/16, A23L 1/16
Метки: устройство, лапши, желатинизации
Формула / Реферат:
1. Устройство для желатинизации лапши, содержащее множество корзин, установленных с возможностью свободного качания посредством подвешивания их обоих концов на подвесках на роликах цепного конвейера, расположенных через заданные интервалы, при этом подающая ветвь упомянутого цепного конвейера расположена в паровой камере, в которой пар подается из нижней части паровой камеры, и транспортирует корзины через паровую камеру после их загрузки...
Способ и устройство для сушки и поддержания в сухом состоянии, в частности, холоднокатаной ленты в выходной зоне холоднопрокатных и лентопрокатных установок
Номер патента: 2541
Опубликовано: 27.06.2002
Авторы: Ханиш Михель, Денкер Вольфганг, Рихтер Ханс-Петер
МПК: B21B 45/02, B08B 5/02
Метки: устройство, выходной, установок, состоянии, ленты, частности, способ, зоне, сухом, холоднопрокатных, поддержания, сушки, лентопрокатных, холоднокатаной
Формула / Реферат:
1. Способ сушки и поддержания в сухом состоянии, в частности, катаных лент (холоднокатаной ленты) толщиной примерно до 10 мм, преимущественно менее 0,2 мм, в выходной зоне холоднопрокатных и лентопрокатных установок, в которых для отделения "влажного пространства" (35) прокатного стана от остальной выходной зоны за последней прокатной клетью, "сухим пространством" (34), расположена перегородка, верхняя часть которой над лентой (10) доходит до...
Предыдущий патент: Пенопластовый контейнер
Следующий патент: Фильтр для горючих пылевидных материалов
Случайный патент: Способ удаления примесей из концентрата золота, содержащего сульфиды