Пенопластовый контейнер
Формула / Реферат
1. Способ формования пенопластового контейнера (10), содержащего днище (11), боковую стенку или боковые стенки (12), расширяющиеся вверх от днища к горловине (13) контейнера, и кромочный ободок (14), выступающий наружу от боковой стенки (стенок) (12) вокруг горловины (13) контейнера, включающий стадии размещения пластикового материала, пригодного для формования изделия из пенопласта в формовочном пространстве, определяющем контейнер с кромочным ободком, введения пара в формовочное пространство со стороны зоны, формующей днище, чтобы сварить пластиковый материал и сформовать пенопластовый контейнер, и дополнительного направления пара в формовочное пространство в зоне формования кромочного ободка или в области, прилегающей к этой зоне.
2. Способ по п.1, согласно которому пенопластовый контейнер (10) формуется в положении, при котором горловина (13) контейнера направлена вниз, а днище (11) вверх.
3. Способ по п.1 или 2, согласно которому со стороны внешней и/или внутренней поверхности(ей) формовочного пространства (18) предусмотрена(ы) одна или более полостей (21, 24), в которую(ые) подается пар для нагревания формы в течение цикла сваривания, а дополнительное направление пара в область формовочного пространства, прилегающую к зоне формования кромочного ободка, обеспечивается перенаправлением части направляемого пара из одной (21) из полостей в формовочное пространство в зоне формования кромочного ободка или в области, прилегающую к этой зоне.
4. Способ по п.3, согласно которому одна (21) из упомянутых полостей для направления пара расположена со стороны внутренней поверхности формовочного пространства, а пар перенаправляется из этой внутренней полости.
5. Способ по любому из предыдущих пунктов, согласно которому пар, направляемый в формовочное пространство (18) в зоне формования кромочного ободка или в области, прилегающей к этой зоне, впрыскивается в область снизу от зоны формования кромочного ободка и вплотную к этой зоне.
6. Способ по любому из предыдущих пунктов, включающий стадии размещения слоистого материала из гибкого листового материала напротив формующей стенки, определяющей внешнюю стенку контейнера (10), последующего помещения пластикового материала для формования изделия из пенопласта в формовочном пространстве (18), посредством чего слоистый материал склеивается с внешней поверхностью формуемого контейнера в течение цикла формования.
7. Способ по п.6, согласно которому слоистый материал образует гильзу, полностью окружающую контейнер (18), и размещается прямо под кромочным ободком (14) контейнера так, что верхний край слоистого материала скрывается.
8. Формовочное устройство для формования пенопластового контейнера (10), содержащего днище (11), боковую стенку или боковые стенки (12), расширяющиеся вверх от днища к горловине (13) контейнера, и кромочный ободок (14), выступающий наружу от боковой стенки (стенок) (12) вокруг горловины (13) контейнера, отличающееся тем, что содержит охватываемую и охватывающую формующие детали (16, 17), которые в собранном виде образуют формовочное пространство (18), определяющее контейнер с кромочным ободком, по крайней мере, одну полость (21, 24) для нагревающей и/или охлаждающей жидкости хотя бы в одной из формующих деталей, прилегающих к формовочному пространству, и простирающуюся вдоль, по крайней мере, той части формовочного пространства, которая определяет боковую стенку (стенки) контейнера, каналы (25, 35) для подведения пара в нагревающе-охлаждающую полость, первое пропускное устройство (28) для впрыскивания через него пара в формовочное пространство, которое соединяется с зоной формования днища контейнера, второе пропускное устройство (41-47) для направления части введенного пара из нагревающе-охлаждающей полости в формовочное пространство в зону формования кромочного ободка или в область, прилегающую к этой зоне, и клапан (50) для управления потоком пара, проходящего через второй канал.
9. Формовочное устройство по п.8, в котором обе формующие детали (16, 17) содержат нагревающе-охлаждающие полости (21, 24), имеющие одинаковую протяженность, по крайней мере, с той стенкой формующей детали, которая формует боковую стенку (стенки) (12) контейнера.
10. Формовочное устройство по п.8 или 9, в котором нагревающе-охлаждающая полость (21) охватываемой формующей детали (16) соединена посредством второго пропускного устройства (41-47) с формовочным пространством (18) в области, прилегающей к зоне формования кромочного ободка.
11. Формовочное устройство по п.8, в котором охватываемаяформующая деталь (16) содержит прилегающую к формовочному пространству (18) нагревающе-охлаждающую полость (21), которая имеет одинаковую протяженность, по крайней мере, с той частью формовочного пространства, которая определяет боковую стенку (стенки) (12) контейнера, канал (25) соединяется под управлением второго клапанного устройства (30) с первым пропускным устройством (28), а нагревающе-охлаждающая полость (21) в охватываемой формующей детали связана вторым пропускным устройством (41-47) с формовочным пространством в области, прилегающей к зоне формования кромочного ободка.
12. Формовочное устройство по пп.8, 9, 10 или 11, в котором охватываемая формующая деталь (16) содержит сердцевинную часть (19) и внешний корпус, установленный над сердцевинной частью так, чтобы под внешним корпусом образовалась нагревающе-охлаждающая полость (21), а наружная поверхность внешнего корпуса формует внутреннюю поверхность контейнера (10).
13. Формовочное устройство по любому из предыдущих пунктов с 8 по 12, в котором охватывающая формующая деталь (17) содержит внутренний корпус (22), который формует внешнюю стенку контейнера (10), и крышку (23) формовочного устройства, установленную над внутренним корпусом так, чтобы образовалась нагревающе-охлаждающая полость (24), имеющая одинаковую протяженность с внутренним корпусом и расположенная вокруг наружной поверхности формовочного пространства (18).
14. Формовочное устройство по любому из предыдущих пунктов с 8 по 13, в котором каждое пропускное устройство (28, 46) соединено через кольцевую канавку (29, 47) с формовочным пространством соответствующей формующей детали (16, 17) для распределения пара по формовочному пространству (18), внутри кольцевой канавки размещено гибкое уплотнительное кольцо (33, 49) и упомянутое уплотнительное кольцо спрофилировано так, чтобы позволить пару под давлением проходить через него в формовочное пространство и не допускать проникновения формовочного материала.
15. Формовочное устройство по любому из предыдущих пунктов с 8 по 14, в котором охватывающая формующая деталь (17) отделяется от охватываемой формующей детали (16), чтобы извлечь сформованный контейнер (10), охватывающая формующая деталь содержит расположенное у днища контейнера устройство (54), через которое воздух под давлением воздействует на днище контейнера и по мере того, как формующие части разделяются, заставляет сформованный контейнер оставаться на охватываемой формующей части (16), а охватываемая формующая деталь содержит устройства (31, 32), через которое воздух под давлением воздействует на внутреннюю поверхность днища контейнера (10) и сдувает сформованный контейнер с охватываемой формующей детали.

Текст
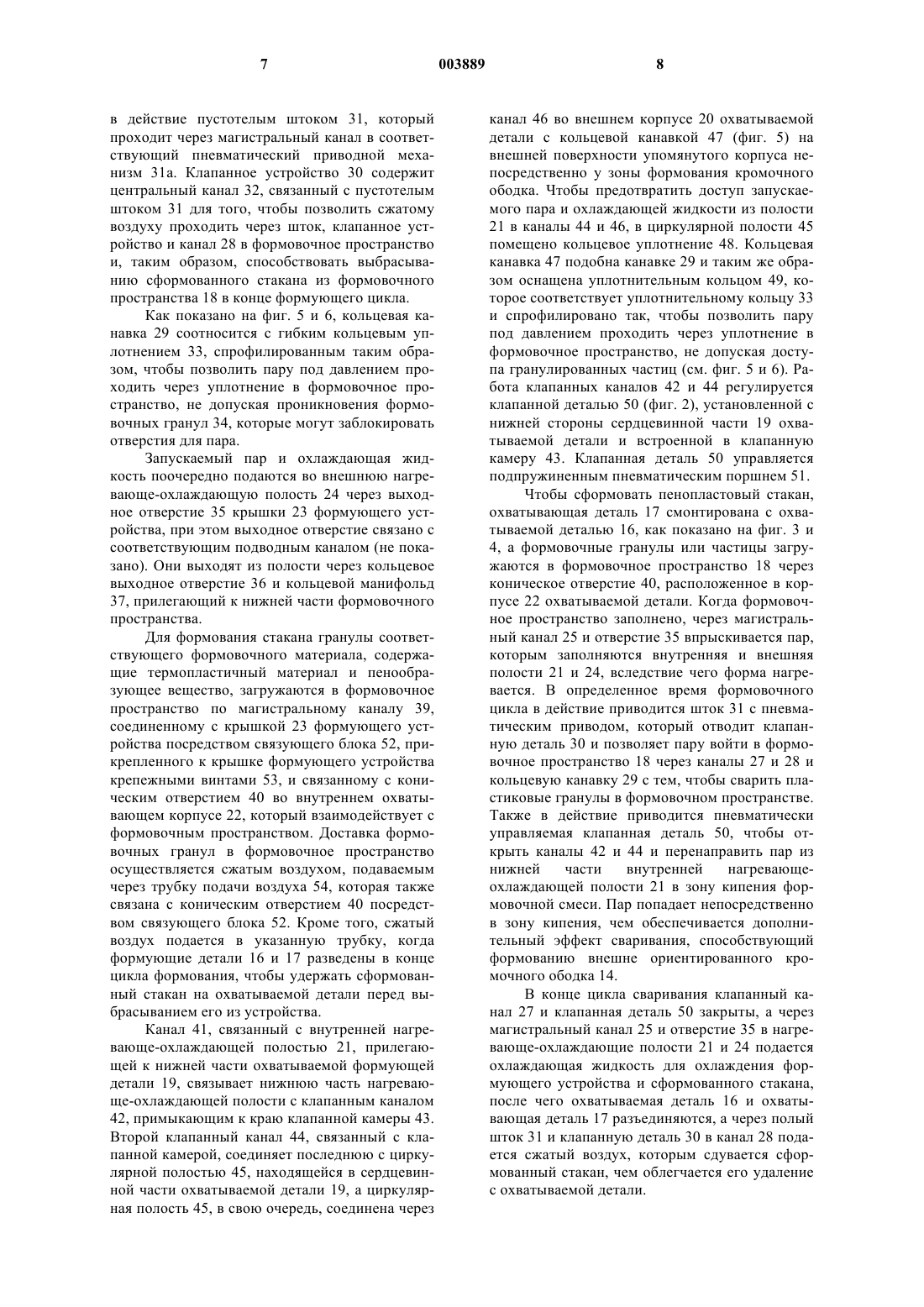
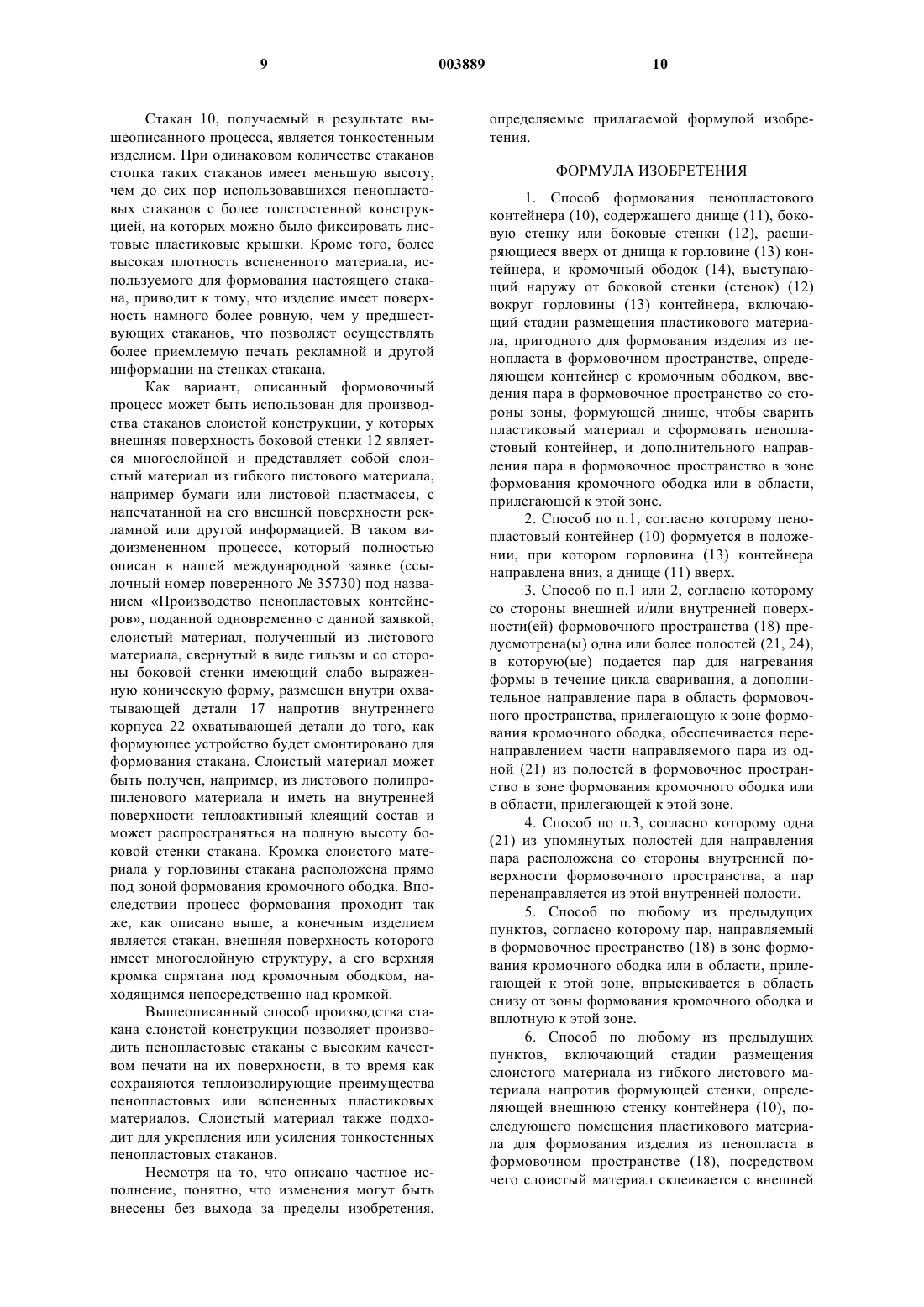
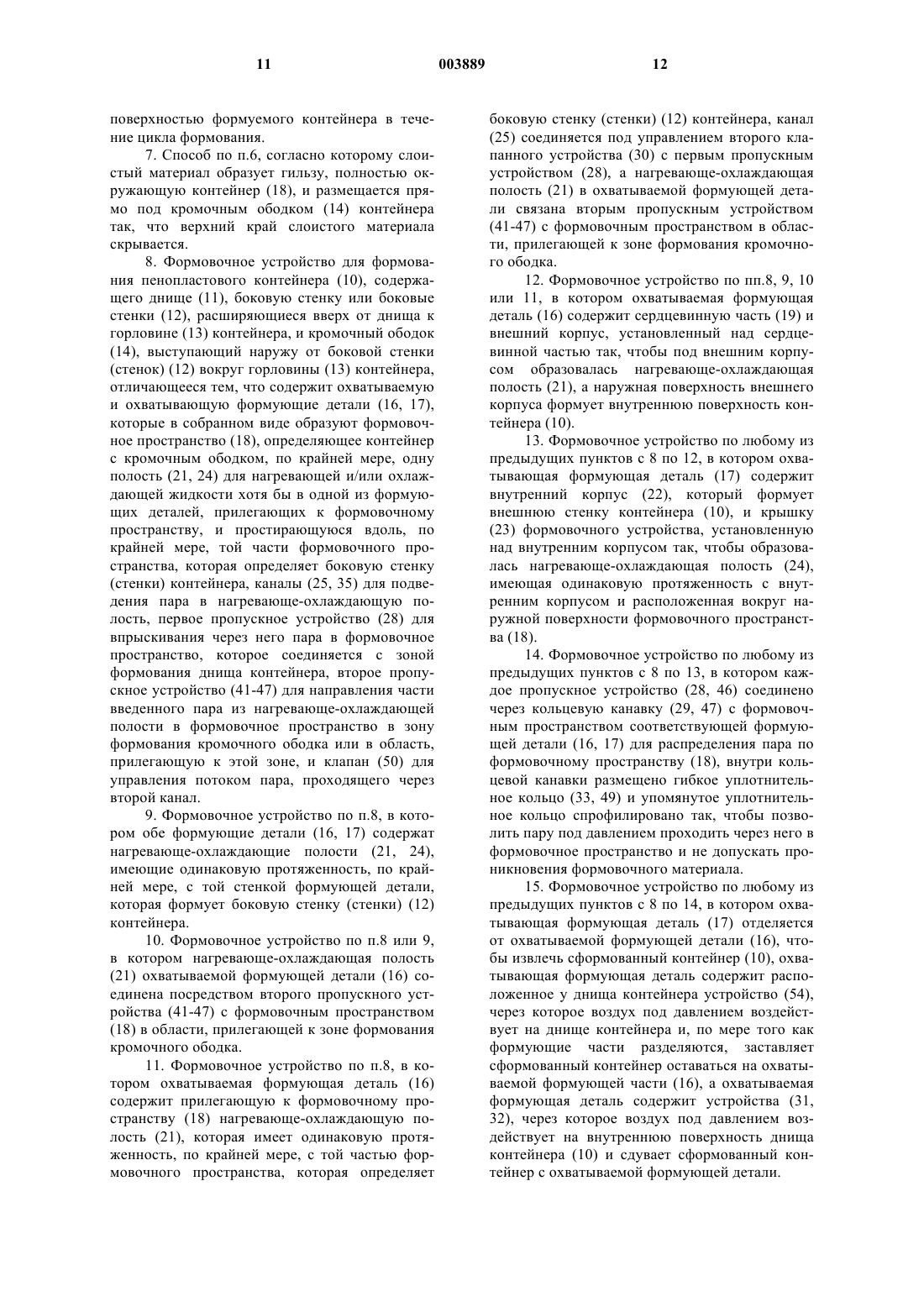
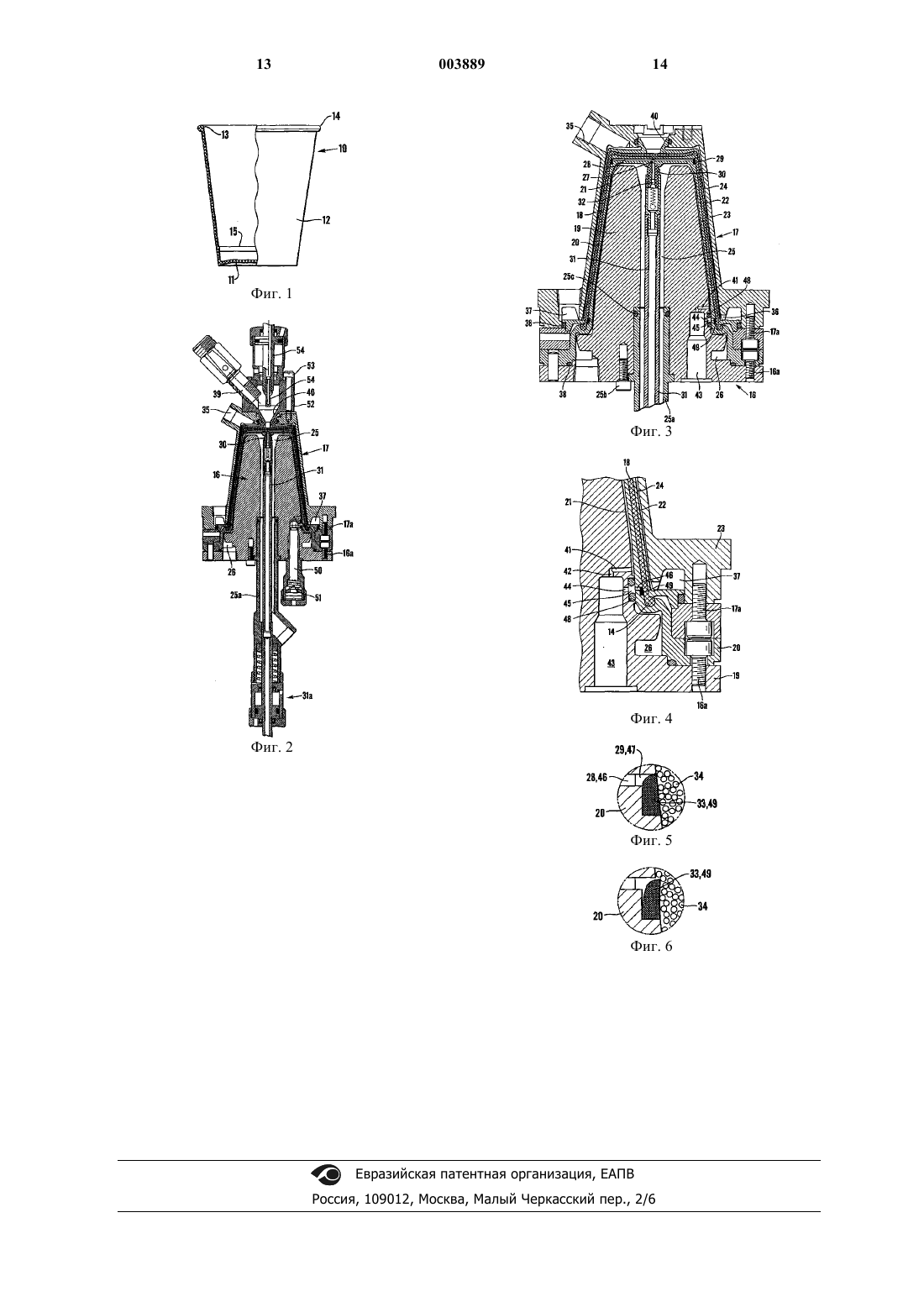
1 Настоящее изобретение относится к контейнерам, сформованным из пенопластового материала, такого как пенополистирол, и в частности к пенопластовым контейнерам, которые могли бы закрываться плотно прилегающими крышками, надеваемыми на горловину контейнеров с зацеплением за кромочный ободок, при этом крышки, как правило, сформованы из листового пластикового материала (пластмассы). Пенопластовые или вспененные пластиковые контейнеры обычно формуют путем размещения гранул или частиц соответствующего пластикового материала в формовочном пространстве, определяющем желаемую форму контейнера, и нагнетания пара в формовочное пространство, чтобы сварить пластиковый материал. Гранулы включают термопластичный материал и пенообразующее вещество, и термин сварить и подобная терминология являются выражениями, обычно используемыми, чтобы описать процесс нагнетания пара напрямую к гранулам, находящимся в формовочном пространстве, с целью необходимого вспенивания и расплавления гранул для формования контейнера. До настоящего времени пенопластовые стаканы и подобные контейнеры, которые могли закрываться плотно прилегающими крышками, имели относительно толстую, например 2,2 мм толщиной, боковую стенку, расширенную наружу у горловины, что создавало ободок, допускающий зацепление с крышкой. Ободок, сам по себе, закругленный, и поскольку часть его обычно той же толщины, что и боковая стенка контейнера, и расширена снаружи, крышка может упруго входить в зацепление со стороны ободка. При этом посадка с натягом предпочтительнее, чем с зазором, а фиксирование происходит по ободку. Такой ранее использовавшийся вид конструкции пенопластовых контейнеров оказался сложным для формования контейнеров с кромочным ободком, который входил бы в точное зацепление с надеваемой пластиковой крышкой,аналогично кромочному ободку обжимного типа стакана, термоформованного из листового пластика. Поскольку такие известные контейнеры имели относительно толстую стенку, то когда они были вложены один в другой для целей складирования и транспортировки, полученный пакет также становился нежелательно растянутым. Более того, низкая плотность вспененного материала, из которого были изготовлены контейнеры, приводила к недостаточно ровной поверхности, что затрудняло приемлемую печать рекламной и другой информации на внешних стенках контейнеров. Задачей настоящего изобретения являются способ и устройство для формования пенопластовых контейнеров с кромочным ободком, который выступает радиально наружу вокруг гор 003889 2 ловины контейнера, подобно кромочному ободку обжимного типа стакана, термоформованного из листового пластика, и который позволяет входить в зацепление с надеваемой крышкой. Согласно изобретению описывается способ формования пенопластового контейнера с кромочным ободком, выступающим наружу от боковой стенки (стенок) контейнера вокруг его горловины, который включает стадию размещения пластикового материала, пригодного для формования пенопластового изделия в формовочном пространстве, определяющем контейнер с кромочным ободком, введения пара в формовочное пространство, чтобы сварить пластиковый материал и сформовать пенопластовый контейнер, и дополнительного направления пара в формовочное пространство в зоне формования кромочного ободка или в зоне, прилегающей к ней. Изобретение позволяет создать пенопластовый контейнер, который является тонкостенным изделием, сформованным из пенопластового материала более высокой плотности, чем в ранее используемых изделиях, и который снабжен кромочным ободком обжимного типа для плотного прилегания надеваемой крышки. В соответствии с изобретением контейнер может,например, иметь толщину стенки 1,4 мм. Более того, снижение толщины стенок контейнера позволяет значительно снизить высоту пакета таких контейнеров при их укладывании друг в друга, а повышенная плотность формовочного пластикового материала приводит к увеличению ровности поверхности, что позволяет применять печать более приемлемого качества по всей поверхности, что было невозможно у ранее производимых пенопластовых контейнеров, которые могли закрываться плотно прилегающими крышками. Кроме того, изобретение позволяет производить многослойное изделие, в котором слоистый материал может быть гильзой или сворачиваться в гильзу, размер которой необязательно соответствует периметру контейнера по всей его высоте, склеивается с внешней поверхностью контейнера в ходе процесса формования,при этом слоистый материал выполнен из гибкого листового материала, на внешнюю поверхность которого можно наносить печать. В предпочтительном исполнении слоистый материал имеет теплоактивный клеящий слой и расположен в формовочном пространстве прямо напротив формующей стенки, определяющей внешнюю стенку контейнера, посредством чего внешний слоистый материал склеивается с пенопластовым материалом и с внешней стенкой контейнера в ходе процесса формования. Разместившись прямо под кромочным ободком контейнера, верхний край слоистого материала скрывается. Обычно пенопластовый контейнер формуется в положении, при котором горлышко кон 3 тейнера направлено вниз, а днище - вверх. Пар для сваривания необработанного пластикового материала вводится или впрыскивается в формовочное пространство со стороны днища. Полости, которые поочередно наполняются паром,чтобы нагреть форму в ходе цикла сваривания,и охлаждающей жидкостью, чтобы охладить форму в конце цикла сваривания, могут предусматриваться со стороны внутренней и внешней поверхности формовочного пространства. В предпочтительном исполнении заявленный способ может быть реализован посредством перенаправления части пара, используемого, чтобы наполнить одну из полостей в ходе цикла сваривания, в зону формования кромочного ободка(например, прямо под кромочным ободком) контейнера или в зону, прилегающую к ней,чтобы таким образом обеспечить возможность дополнительного или кромкообразующего сваривания. Оптимальные результаты кромкообразующего сваривания достигаются, когда пар перенаправляется в ту часть формовочного пространства, которая насколько возможно близко расположена к зоне формования кромочного ободка. Настоящее изобретение также заключается в формовочном устройстве для формования пенопластового контейнера, содержащего кромочный ободок, выступающий наружу от боковой стенки (стенок) контейнера вокруг его горловины. При этом упомянутое формовочное устройство содержит охватываемую и охватывающую формующие детали, которые в собранном виде образуют формовочное пространство,определяющее контейнер с кромочным ободком, по крайней мере, одну полость для нагревающей и/или охлаждающей жидкости хотя бы в одной из формующих деталей, прилегающих к формовочному пространству, простирающейся вдоль, по крайней мере, той части формовочного пространства, которая определяет боковую стенку (стенки) контейнера, каналы для подведения пара в нагревающе-охлаждающую полость, первое пропускное устройство для впрыскивания через него пара в формовочное пространство, второе пропускное устройство для направления части введенного пара из нагревающе-охлаждающей полости в формовочное пространство в зону формования кромочного ободка или в зону, прилегающей к ней, и клапанное устройство для управления потоком пара, проходящего через второе пропускное устройство. В одну стадию контейнер формуется в перевернутом положении, горловиной вниз, а пар для сваривания пластикового материала впрыскивается со стороны верхней части формы,прилегающей к днищу контейнера. Формующее устройство может включать охватываемую формующую деталь, включающую сердцевинную часть и внешний корпус. При этом внешний корпус установлен над сердцевинной ча 003889 4 стью так, чтобы между ними обеспечивалась нагревающе-охлаждающая полость. Внешняя поверхность корпуса охватываемой детали формует внутреннюю поверхность контейнера,а нагревающе-охлаждающая полость реально может иметь одинаковую протяженность с корпусом. Охватываемая формующая деталь объединена с установленной над ней охватывающей формующей деталью таким образом, что между ними создается формовочное пространство. Охватывающая формующая деталь содержит внутренний корпус, который формует внешнюю стенку контейнера, и крышку, установленную над внешней поверхностью охватывающего корпуса так, чтобы создать между ними нагревающе-охлаждающую полость, которая реально имеет одинаковую протяженность с охватывающим корпусом вокруг внешней поверхности формовочного пространства. Соответствующие магистральные каналы расположены так, чтобы подать направляемый пар или охлаждающую жидкость в нагревающе-охлаждающие полости. Под управлением первого клапанного устройства один из этих магистральных каналов, взаимодействуя с первым пропускным устройством,соединяется с верхней частью формовочного пространства и позволяет пару войти в пространство, чтобы сварить формовочный материал. Одна из нагревающе-охлаждающих полостей соединяется посредством второго пропускного устройства, управляемого вторым клапанным устройством, с формовочным пространством в месте, прилегающем к нижней части пространства и зоне образования кромочного ободка, чтобы обеспечить дополнительные возможности сваривания при формовании кромочного ободка. При повторной сборке формующего устройства, подготовленного к формованию другого контейнера, следующей после охлаждения и выбрасывания предыдущего сформованного контейнера, нагревающе-охлаждающие полости заполняются паром, подогревающим форму. Приводится в действие первое клапанное устройство, чтобы через первое пропускное устройство впрыснуть пар в формовочное пространство и сварить пластиковые гранулы в формовочном пространстве. В течение цикла сваривания второе клапанное устройство открыто для перенаправления части пара из нагревающе-охлаждающей полости в зону формования кромочного ободка, чтобы обеспечить дополнительные возможности сваривания. Каждое пропускное устройство через отверстия может соединяться с кольцевой канавкой в формовочном пространстве соответствующего корпуса формующих деталей для распределения потока по формовочному пространству. Внутри кольцевой канавки установлено гибкое уплотнительное кольцо, которое спрофилировано таким образом, чтобы позволить пару под давлением пройти через уплотнение в 5 формовочное пространство, но не допустить проникновения гранулята, что могло бы привести к заблокированию отверстий для пара. Для пояснения сущности изобретения приводится перечень фигур чертежей. На фиг. 1 совместно изображены главный вид и поперечное сечение пенопластового стакана, изготовленного заявляемым способом. На фиг. 2 изображено осевое сечение, иллюстрирующее собранное формующее устройство согласно изобретению и дополнительные соединения для производства стакана, показанного на фиг. 1. На фиг. 3 изображено осевое сечение собранного формующего устройства, показанного на фиг. 2, в увеличенном масштабе. На фиг. 4 изображен частичный осевой разрез, иллюстрирующий зону формования кромочного ободка. На фиг. 5 и 6 изображены частичные разрезы, иллюстрирующие кольцевые канавки и гибкие уплотнительные кольца, через которые в формовочное пространство формующего устройства впрыскивается пар. В соответствии с фиг. 1 пенопластовый или вспененный пластиковый стакан 10, изготовленный заявленным способом и с применением формующего устройства согласно изобретению, может быть сформован из пенополистирольного материала. Полученный стакан является тонкостенным изделием из вспененного пластикового материала высокой плотности. В горизонтальной проекции стакан имеет круглую форму и содержит днище 11, боковую стенку 12, расширяющуюся внешне и внутренне по направлению вверх от днища к горловине 13 на вершине стакана, где боковая стенка завершается кольцеобразным кромочным ободком 14, который выступает вокруг горловины контейнера радиально наружу от боковой стенки. Кромочный ободок 14 аналогичен свернутому кромочному ободку стакана, термоформованного из листового пластикового материала, и спроектирован соответствующим крышке, фиксируемой кромочным ободком, чтобы закрыть горловину контейнера. Можно уложить большое количество таких стаканов друг в друга, стакан в стакан, и, чтобы предотвратить застревание, затрудняющее отделение стакана от пакета (стопки), стакан 10 имеет у днища, с внутренней стороны, кольцевое внутреннее заплечико 15, которое контактирует с периметром днища 11 верхнего вложенного стакана, что препятствует сжатию внутреннего стакана внешним. В соответствии с фиг. 2, 3 и 4 формующее устройство для производства стакана 10, проиллюстрированного на фиг. 1, формует стакан днищем 11, направленным вверх, и горловиной 13, направленной вниз. Устройство включает охватываемую и охватывающую формующие детали 16, 17, которые в собранном виде образуют формовочное пространство 18 для формо 003889 6 вания стакана 10. Охватываемая формующая деталь 16 имеет сердцевинную часть 19 и внешний корпус 20, расположенные друг относительно друга так, чтобы между ними оставалась нагревающе-охлаждающая полость 21. Наружная поверхность внешнего корпуса создает формовочную поверхность для внутренней поверхности днища и боковой стенки стакана 10, а нагревающе-охлаждающая полость 21 реально имеет одинаковую протяженность с днищем и боковой стенкой формовочного пространства. Охватывающая формующая деталь 17 включает внутренний корпус 22, который формует наружную поверхность днища и боковую стенку стакана, а зона формования кромочного ободка 23 подогнана под внешнюю стенку охватывающего корпуса так, чтобы обеспечить между ними нагревающе-охлаждающую полость 24. Эта внешняя нагревающе-охлаждающая полость реально имеет одинаковую протяженность с днищем и боковой стенкой формовочного пространства. В нижней части формовочного пространства 18 внешний корпус 20 охватываемой формующей детали и внутренний охватывающий корпус 22 взаимно определяют форму радиально выступающего наружу вокруг горловины стакана кромочного ободка 14. Сердцевинная часть и внешний корпус охватываемой формующей детали 16 закреплены совместно в нижней части формующего устройства посредством крепежного винта 16 а, а внутренний охватывающий корпус и зона формования кромочного ободка охватывающей формующей детали 17 скреплены совместно посредством крепежного винта 17 а. В соответствующих позициях между компонентами формующих деталей для их уплотнения расположено кольцевое уплотнение 38. Центральный магистральный канал 25, по которому поочередно подаются во внутреннюю полость 21 пар для нагрева формы в течение цикла сваривания или охлаждающая жидкость для охлаждения формы в конце цикла сваривания, проходит через центр стержневой части охватываемой формующей детали 19 до уровня его верхней части. Подаваемый пар или охлаждающая жидкость подаются в магистральный канал 25 по патрубку 25 а, связанному с сердцевинной частью охватываемой детали посредством крепежных винтов 25 б и уплотненных кольцевым уплотнением 25 с, и далее выходят в полость 21 через кольцевое выходное отверстие 26, прилегающее к днищу формующего устройства. В верхней части магистральный канал 25 соединен посредством клапанного канала 27 с диаметрально расположенными каналами 28,связанными с формовочным пространством 18 кольцевой канавкой 29 (фиг. 5) на внешней поверхности внешнего корпуса 20. Клапанный канал 27 управляется подпружиненным клапанным устройством 30, расположенным в верхней части магистрального канала 25 и приводимым 7 в действие пустотелым штоком 31, который проходит через магистральный канал в соответствующий пневматический приводной механизм 31 а. Клапанное устройство 30 содержит центральный канал 32, связанный с пустотелым штоком 31 для того, чтобы позволить сжатому воздуху проходить через шток, клапанное устройство и канал 28 в формовочное пространство и, таким образом, способствовать выбрасыванию сформованного стакана из формовочного пространства 18 в конце формующего цикла. Как показано на фиг. 5 и 6, кольцевая канавка 29 соотносится с гибким кольцевым уплотнением 33, спрофилированным таким образом, чтобы позволить пару под давлением проходить через уплотнение в формовочное пространство, не допуская проникновения формовочных гранул 34, которые могут заблокировать отверстия для пара. Запускаемый пар и охлаждающая жидкость поочередно подаются во внешнюю нагревающе-охлаждающую полость 24 через выходное отверстие 35 крышки 23 формующего устройства, при этом выходное отверстие связано с соответствующим подводным каналом (не показано). Они выходят из полости через кольцевое выходное отверстие 36 и кольцевой манифольд 37, прилегающий к нижней части формовочного пространства. Для формования стакана гранулы соответствующего формовочного материала, содержащие термопластичный материал и пенообразующее вещество, загружаются в формовочное пространство по магистральному каналу 39,соединенному с крышкой 23 формующего устройства посредством связующего блока 52, прикрепленного к крышке формующего устройства крепежными винтами 53, и связанному с коническим отверстием 40 во внутреннем охватывающем корпусе 22, который взаимодействует с формовочным пространством. Доставка формовочных гранул в формовочное пространство осуществляется сжатым воздухом, подаваемым через трубку подачи воздуха 54, которая также связана с коническим отверстием 40 посредством связующего блока 52. Кроме того, сжатый воздух подается в указанную трубку, когда формующие детали 16 и 17 разведены в конце цикла формования, чтобы удержать сформованный стакан на охватываемой детали перед выбрасыванием его из устройства. Канал 41, связанный с внутренней нагревающе-охлаждающей полостью 21, прилегающей к нижней части охватываемой формующей детали 19, связывает нижнюю часть нагревающе-охлаждающей полости с клапанным каналом 42, примыкающим к краю клапанной камеры 43. Второй клапанный канал 44, связанный с клапанной камерой, соединяет последнюю с циркулярной полостью 45, находящейся в сердцевинной части охватываемой детали 19, а циркулярная полость 45, в свою очередь, соединена через 8 канал 46 во внешнем корпусе 20 охватываемой детали с кольцевой канавкой 47 (фиг. 5) на внешней поверхности упомянутого корпуса непосредственно у зоны формования кромочного ободка. Чтобы предотвратить доступ запускаемого пара и охлаждающей жидкости из полости 21 в каналы 44 и 46, в циркулярной полости 45 помещено кольцевое уплотнение 48. Кольцевая канавка 47 подобна канавке 29 и таким же образом оснащена уплотнительным кольцом 49, которое соответствует уплотнительному кольцу 33 и спрофилировано так, чтобы позволить пару под давлением проходить через уплотнение в формовочное пространство, не допуская доступа гранулированных частиц (см. фиг. 5 и 6). Работа клапанных каналов 42 и 44 регулируется клапанной деталью 50 (фиг. 2), установленной с нижней стороны сердцевинной части 19 охватываемой детали и встроенной в клапанную камеру 43. Клапанная деталь 50 управляется подпружиненным пневматическим поршнем 51. Чтобы сформовать пенопластовый стакан,охватывающая деталь 17 смонтирована с охватываемой деталью 16, как показано на фиг. 3 и 4, а формовочные гранулы или частицы загружаются в формовочное пространство 18 через коническое отверстие 40, расположенное в корпусе 22 охватываемой детали. Когда формовочное пространство заполнено, через магистральный канал 25 и отверстие 35 впрыскивается пар,которым заполняются внутренняя и внешняя полости 21 и 24, вследствие чего форма нагревается. В определенное время формовочного цикла в действие приводится шток 31 с пневматическим приводом, который отводит клапанную деталь 30 и позволяет пару войти в формовочное пространство 18 через каналы 27 и 28 и кольцевую канавку 29 с тем, чтобы сварить пластиковые гранулы в формовочном пространстве. Также в действие приводится пневматически управляемая клапанная деталь 50, чтобы открыть каналы 42 и 44 и перенаправить пар из нижней части внутренней нагревающеохлаждающей полости 21 в зону кипения формовочной смеси. Пар попадает непосредственно в зону кипения, чем обеспечивается дополнительный эффект сваривания, способствующий формованию внешне ориентированного кромочного ободка 14. В конце цикла сваривания клапанный канал 27 и клапанная деталь 50 закрыты, а через магистральный канал 25 и отверстие 35 в нагревающе-охлаждающие полости 21 и 24 подается охлаждающая жидкость для охлаждения формующего устройства и сформованного стакана,после чего охватываемая деталь 16 и охватывающая деталь 17 разъединяются, а через полый шток 31 и клапанную деталь 30 в канал 28 подается сжатый воздух, которым сдувается сформованный стакан, чем облегчается его удаление с охватываемой детали. 9 Стакан 10, получаемый в результате вышеописанного процесса, является тонкостенным изделием. При одинаковом количестве стаканов стопка таких стаканов имеет меньшую высоту,чем до сих пор использовавшихся пенопластовых стаканов с более толстостенной конструкцией, на которых можно было фиксировать листовые пластиковые крышки. Кроме того, более высокая плотность вспененного материала, используемого для формования настоящего стакана, приводит к тому, что изделие имеет поверхность намного более ровную, чем у предшествующих стаканов, что позволяет осуществлять более приемлемую печать рекламной и другой информации на стенках стакана. Как вариант, описанный формовочный процесс может быть использован для производства стаканов слоистой конструкции, у которых внешняя поверхность боковой стенки 12 является многослойной и представляет собой слоистый материал из гибкого листового материала,например бумаги или листовой пластмассы, с напечатанной на его внешней поверхности рекламной или другой информацией. В таком видоизмененном процессе, который полностью описан в нашей международной заявке (ссылочный номер поверенного 35730) под названием Производство пенопластовых контейнеров, поданной одновременно с данной заявкой,слоистый материал, полученный из листового материала, свернутый в виде гильзы и со стороны боковой стенки имеющий слабо выраженную коническую форму, размещен внутри охватывающей детали 17 напротив внутреннего корпуса 22 охватывающей детали до того, как формующее устройство будет смонтировано для формования стакана. Слоистый материал может быть получен, например, из листового полипропиленового материала и иметь на внутренней поверхности теплоактивный клеящий состав и может распространяться на полную высоту боковой стенки стакана. Кромка слоистого материала у горловины стакана расположена прямо под зоной формования кромочного ободка. Впоследствии процесс формования проходит так же, как описано выше, а конечным изделием является стакан, внешняя поверхность которого имеет многослойную структуру, а его верхняя кромка спрятана под кромочным ободком, находящимся непосредственно над кромкой. Вышеописанный способ производства стакана слоистой конструкции позволяет производить пенопластовые стаканы с высоким качеством печати на их поверхности, в то время как сохраняются теплоизолирующие преимущества пенопластовых или вспененных пластиковых материалов. Слоистый материал также подходит для укрепления или усиления тонкостенных пенопластовых стаканов. Несмотря на то, что описано частное исполнение, понятно, что изменения могут быть внесены без выхода за пределы изобретения, 003889 10 определяемые прилагаемой формулой изобретения. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ формования пенопластового контейнера (10), содержащего днище (11), боковую стенку или боковые стенки (12), расширяющиеся вверх от днища к горловине (13) контейнера, и кромочный ободок (14), выступающий наружу от боковой стенки (стенок) (12) вокруг горловины (13) контейнера, включающий стадии размещения пластикового материала, пригодного для формования изделия из пенопласта в формовочном пространстве, определяющем контейнер с кромочным ободком, введения пара в формовочное пространство со стороны зоны, формующей днище, чтобы сварить пластиковый материал и сформовать пенопластовый контейнер, и дополнительного направления пара в формовочное пространство в зоне формования кромочного ободка или в области,прилегающей к этой зоне. 2. Способ по п.1, согласно которому пенопластовый контейнер (10) формуется в положении, при котором горловина (13) контейнера направлена вниз, а днище (11) вверх. 3. Способ по п.1 или 2, согласно которому со стороны внешней и/или внутренней поверхности(ей) формовочного пространства (18) предусмотрена(ы) одна или более полостей (21, 24),в которую(ые) подается пар для нагревания формы в течение цикла сваривания, а дополнительное направление пара в область формовочного пространства, прилегающую к зоне формования кромочного ободка, обеспечивается перенаправлением части направляемого пара из одной (21) из полостей в формовочное пространство в зоне формования кромочного ободка или в области, прилегающей к этой зоне. 4. Способ по п.3, согласно которому одна(21) из упомянутых полостей для направления пара расположена со стороны внутренней поверхности формовочного пространства, а пар перенаправляется из этой внутренней полости. 5. Способ по любому из предыдущих пунктов, согласно которому пар, направляемый в формовочное пространство (18) в зоне формования кромочного ободка или в области, прилегающей к этой зоне, впрыскивается в область снизу от зоны формования кромочного ободка и вплотную к этой зоне. 6. Способ по любому из предыдущих пунктов, включающий стадии размещения слоистого материала из гибкого листового материала напротив формующей стенки, определяющей внешнюю стенку контейнера (10), последующего помещения пластикового материала для формования изделия из пенопласта в формовочном пространстве (18), посредством чего слоистый материал склеивается с внешней 11 поверхностью формуемого контейнера в течение цикла формования. 7. Способ по п.6, согласно которому слоистый материал образует гильзу, полностью окружающую контейнер (18), и размещается прямо под кромочным ободком (14) контейнера так, что верхний край слоистого материала скрывается. 8. Формовочное устройство для формования пенопластового контейнера (10), содержащего днище (11), боковую стенку или боковые стенки (12), расширяющиеся вверх от днища к горловине (13) контейнера, и кромочный ободок(14), выступающий наружу от боковой стенки(стенок) (12) вокруг горловины (13) контейнера,отличающееся тем, что содержит охватываемую и охватывающую формующие детали (16, 17),которые в собранном виде образуют формовочное пространство (18), определяющее контейнер с кромочным ободком, по крайней мере, одну полость (21, 24) для нагревающей и/или охлаждающей жидкости хотя бы в одной из формующих деталей, прилегающих к формовочному пространству, и простирающуюся вдоль, по крайней мере, той части формовочного пространства, которая определяет боковую стенку(стенки) контейнера, каналы (25, 35) для подведения пара в нагревающе-охлаждающую полость, первое пропускное устройство (28) для впрыскивания через него пара в формовочное пространство, которое соединяется с зоной формования днища контейнера, второе пропускное устройство (41-47) для направления части введенного пара из нагревающе-охлаждающей полости в формовочное пространство в зону формования кромочного ободка или в область,прилегающую к этой зоне, и клапан (50) для управления потоком пара, проходящего через второй канал. 9. Формовочное устройство по п.8, в котором обе формующие детали (16, 17) содержат нагревающе-охлаждающие полости (21, 24),имеющие одинаковую протяженность, по крайней мере, с той стенкой формующей детали,которая формует боковую стенку (стенки) (12) контейнера. 10. Формовочное устройство по п.8 или 9,в котором нагревающе-охлаждающая полость(21) охватываемой формующей детали (16) соединена посредством второго пропускного устройства (41-47) с формовочным пространством(18) в области, прилегающей к зоне формования кромочного ободка. 11. Формовочное устройство по п.8, в котором охватываемая формующая деталь (16) содержит прилегающую к формовочному пространству (18) нагревающе-охлаждающую полость (21), которая имеет одинаковую протяженность, по крайней мере, с той частью формовочного пространства, которая определяет(25) соединяется под управлением второго клапанного устройства (30) с первым пропускным устройством (28), а нагревающе-охлаждающая полость (21) в охватываемой формующей детали связана вторым пропускным устройством(41-47) с формовочным пространством в области, прилегающей к зоне формования кромочного ободка. 12. Формовочное устройство по пп.8, 9, 10 или 11, в котором охватываемая формующая деталь (16) содержит сердцевинную часть (19) и внешний корпус, установленный над сердцевинной частью так, чтобы под внешним корпусом образовалась нагревающе-охлаждающая полость (21), а наружная поверхность внешнего корпуса формует внутреннюю поверхность контейнера (10). 13. Формовочное устройство по любому из предыдущих пунктов с 8 по 12, в котором охватывающая формующая деталь (17) содержит внутренний корпус (22), который формует внешнюю стенку контейнера (10), и крышку(23) формовочного устройства, установленную над внутренним корпусом так, чтобы образовалась нагревающе-охлаждающая полость (24),имеющая одинаковую протяженность с внутренним корпусом и расположенная вокруг наружной поверхности формовочного пространства (18). 14. Формовочное устройство по любому из предыдущих пунктов с 8 по 13, в котором каждое пропускное устройство (28, 46) соединено через кольцевую канавку (29, 47) с формовочным пространством соответствующей формующей детали (16, 17) для распределения пара по формовочному пространству (18), внутри кольцевой канавки размещено гибкое уплотнительное кольцо (33, 49) и упомянутое уплотнительное кольцо спрофилировано так, чтобы позволить пару под давлением проходить через него в формовочное пространство и не допускать проникновения формовочного материала. 15. Формовочное устройство по любому из предыдущих пунктов с 8 по 14, в котором охватывающая формующая деталь (17) отделяется от охватываемой формующей детали (16), чтобы извлечь сформованный контейнер (10), охватывающая формующая деталь содержит расположенное у днища контейнера устройство (54),через которое воздух под давлением воздействует на днище контейнера и, по мере того как формующие части разделяются, заставляет сформованный контейнер оставаться на охватываемой формующей части (16), а охватываемая формующая деталь содержит устройства (31,32), через которое воздух под давлением воздействует на внутреннюю поверхность днища контейнера (10) и сдувает сформованный контейнер с охватываемой формующей детали.
МПК / Метки
МПК: B29C 44/34
Метки: пенопластовый, контейнер
Код ссылки
<a href="https://eas.patents.su/8-3889-penoplastovyjj-kontejjner.html" rel="bookmark" title="База патентов Евразийского Союза">Пенопластовый контейнер</a>
Контейнер и способ его изготовления
Номер патента: 321
Опубликовано: 29.04.1999
Автор: Бриттон Чарлз Джонатан
МПК: B29C 57/00, B29D 1/00
Метки: контейнер, способ, изготовления
Формула / Реферат:
1. Способ изготовления контейнера, доступ в который осуществляется через входное отверстие, имеющее упор для жесткой фиксации закрывающего элемента внутри указанного отверстия, причем материал контейнера склонен к деформации при нагревании, отличающийся тем, что на первой стадии изготавливают заготовку контейнера в виде трубы с закрытым концом, имеющей наружный, как правило, радиальный фланец у горловины, часть верхней поверхности которого...
Контейнер и способ его изготовления
Номер патента: 322
Опубликовано: 29.04.1999
Автор: Бриттон Чарлз Джонатан
МПК: B29C 49/00
Метки: способ, изготовления, контейнер
Формула / Реферат:
1. Способ изготовления контейнера, доступ в который осуществляется через входное отверстие, образованное прилегающими стенками контейнера, причем материал контейнера склонен к деформации при нагревании, в котором на первой стадии формуют заготовку контейнера с кольцом, образующим отверстие практически в его окончательном виде, и остальной частью, превращающейся затем в стенки контейнера, которая по размеру меньше размеров готового контейнера, а...
Рефрижераторный контейнер
Номер патента: 1830
Опубликовано: 27.08.2001
Авторы: Мартыненко Виктор Александрович, Дужников Юрий Алексеевич, Любан Григорий Борисович, Губарев Олег Алексеевич, Населевич Виктор Гаврилович, Губарев Дмитрий Олегович, Савичев Юлий Сергеевич
МПК: B60P 3/20
Метки: контейнер, рефрижераторный
Формула / Реферат:
Рефрижераторный контейнер, содержащий теплоизолированный корпус с грузовым помещением с дверью и полом, холодильную установку в виде компрессорно-холодильного агрегата с воздухоохладителем (нагревателем), установленную в одном из торцев корпуса контейнера, отличающийся тем, что корпус контейнера снабжен дополнительной дверью, холодильная установка снабжена дополнительным воздухоохладителем (нагревателем), установленным в свободном торце корпуса,...
Контейнер, в частности, для напитков
Номер патента: 369
Опубликовано: 24.06.1999
Авторы: Монгарли Алессандро, Монгарли Чезаре
МПК: B65D 17/34
Метки: напитков, контейнер, частности
Формула / Реферат:
1. Контейнер, в частности, для напитков, содержащий торцевую стенку (5), в которой образована замкнутая ослабленная линия (6), определяющая контур крышки (7) и соответствующего отверстия (8), и рычажок (10), связанный с крышкой (7) и приводимый в действие вручную для разрыва стенки (5) по ослабленной линии (6) и отделения крышки (7) от контейнера, причем контейнер содержит гибкий язычок (9), который обычно опирается на наружную поверхность...
Контейнер для транспортировки и/или хранения радиоактивных, тепловыделяющих элементов и способ его изготовления
Номер патента: 2430
Опубликовано: 25.04.2002
Авторы: Глушке Конрад, Дирш Рудольф, Метлинг Дитер
МПК: G21F 5/008
Метки: хранения, транспортировки, изготовления, радиоактивных, способ, контейнер, элементов, тепловыделяющих
Формула / Реферат:
1. Контейнер для транспортировки и/или хранения радиоактивных, тепловыделяющих элементов, содержащий ограничивающую внутреннее пространство (1) контейнера оболочку (2), дно (3) и, по меньшей мере, одну крышку (4), причем оболочка (2) контейнера состоит из металлической внутренней оболочки (5) и расположенной на расстоянии от внутренней оболочки (5) металлической наружной оболочки (6), причем образованное между внутренней оболочкой (5) и наружной...
Предыдущий патент: Устройство для желатинизации лапши
Следующий патент: Способ сушки лапши горячим воздухом и устройство для его осуществления
Случайный патент: Галогенированные диэтилтолуолдиамины