Способ изготовления эластичного рельсового зажима
Номер патента: 383
Опубликовано: 24.06.1999
Авторы: Янг Хартли Фрэнк, Маршалл Барри, Конрой Брайан Джордж
Формула / Реферат
1. Способ изготовления рельсового зажима 13, предназначенного для крепления рельса к лежащей под рельсом пластине или шпале и состоящего из основания 12, подогнанного к опорной поверхности в бороздке, которая сделана в шпале, или к крепежному устройству, установленному на ней, и двух строго параллельных элементов 14, исходящих из основания 12 и вытянутых в сторону зацепляющей части рельса, при этом эти вытянутые параллельные элементы 14 изогнуты таким образом, что зацепляющая часть рельса располагается рядом с основанием 12, причём способ включает а) создание заготовки 10 сгибанием отрезка прутка для получения двух вытянутых элементов; b) прессование заготовки 10 с целью выравнивания и/или уменьшения толщины прутка для образования болванки 11 и с) изменение формы болванки с целью получения зажима 13.
2. Способ по п.1, отличающийся тем, что пруток имеет круглую форму и заготовка 10 обрабатывается на прессе таким образом, чтобы получилась болванка 11 с закругленными краями.
3. Способ по п.1 или 2, отличающийся тем, что в процессе прессования материал заготовки 10 способен деформироваться в направлении, параллельном плоскости, в которой находятся осевые линии вытянутых элементов.
4. Способ по одному из пп.1-3, отличающийся тем, что операция прессования производится на челюстном прессе.
5. Способ по одному из пп.1-3, отличающийся тем, что прессование производится на прессе с закрытыми матрицами.
6. Способ по п.5, отличающийся тем, что после прессования излишки материала с болванки 11 срезаются.

Текст
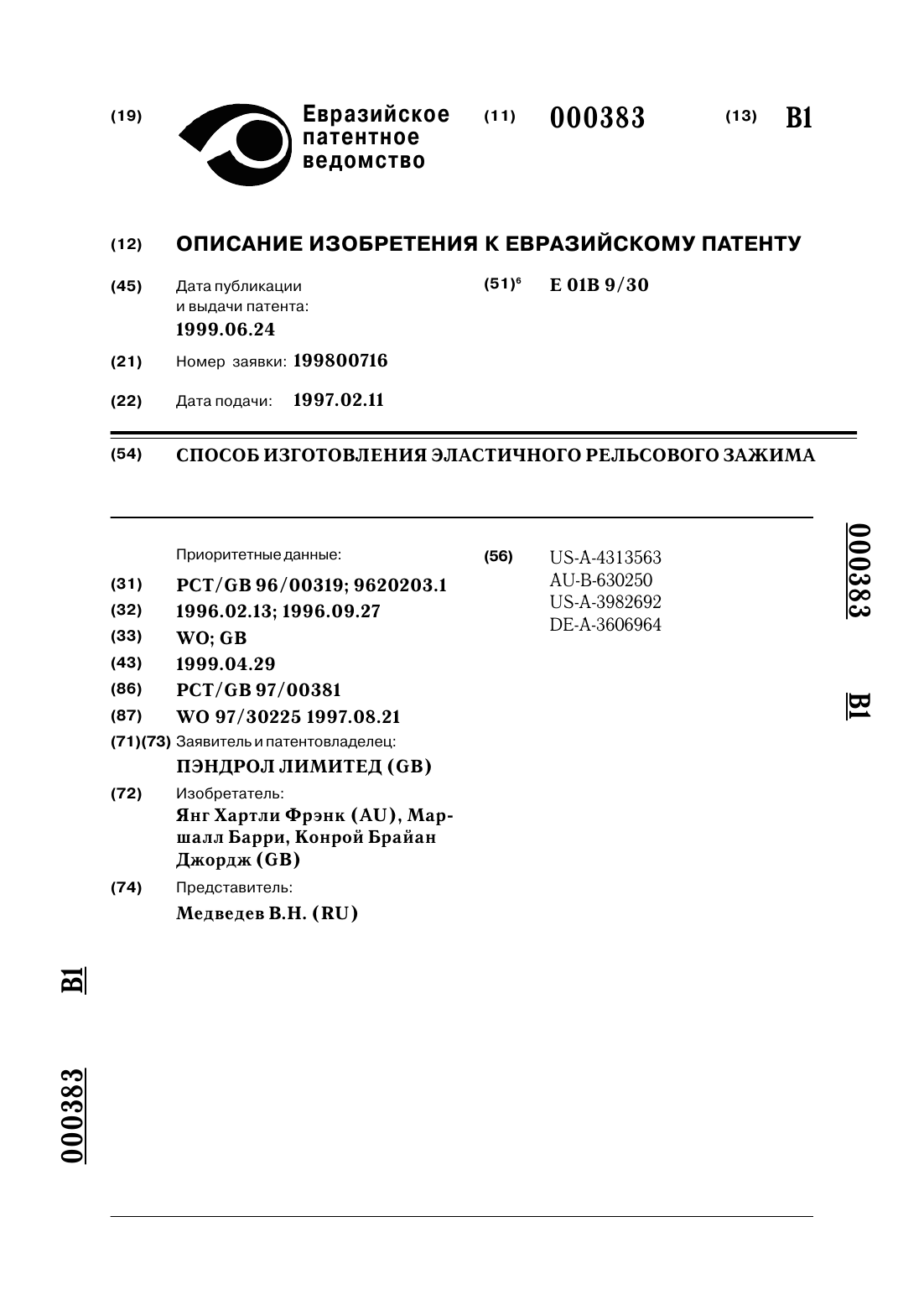
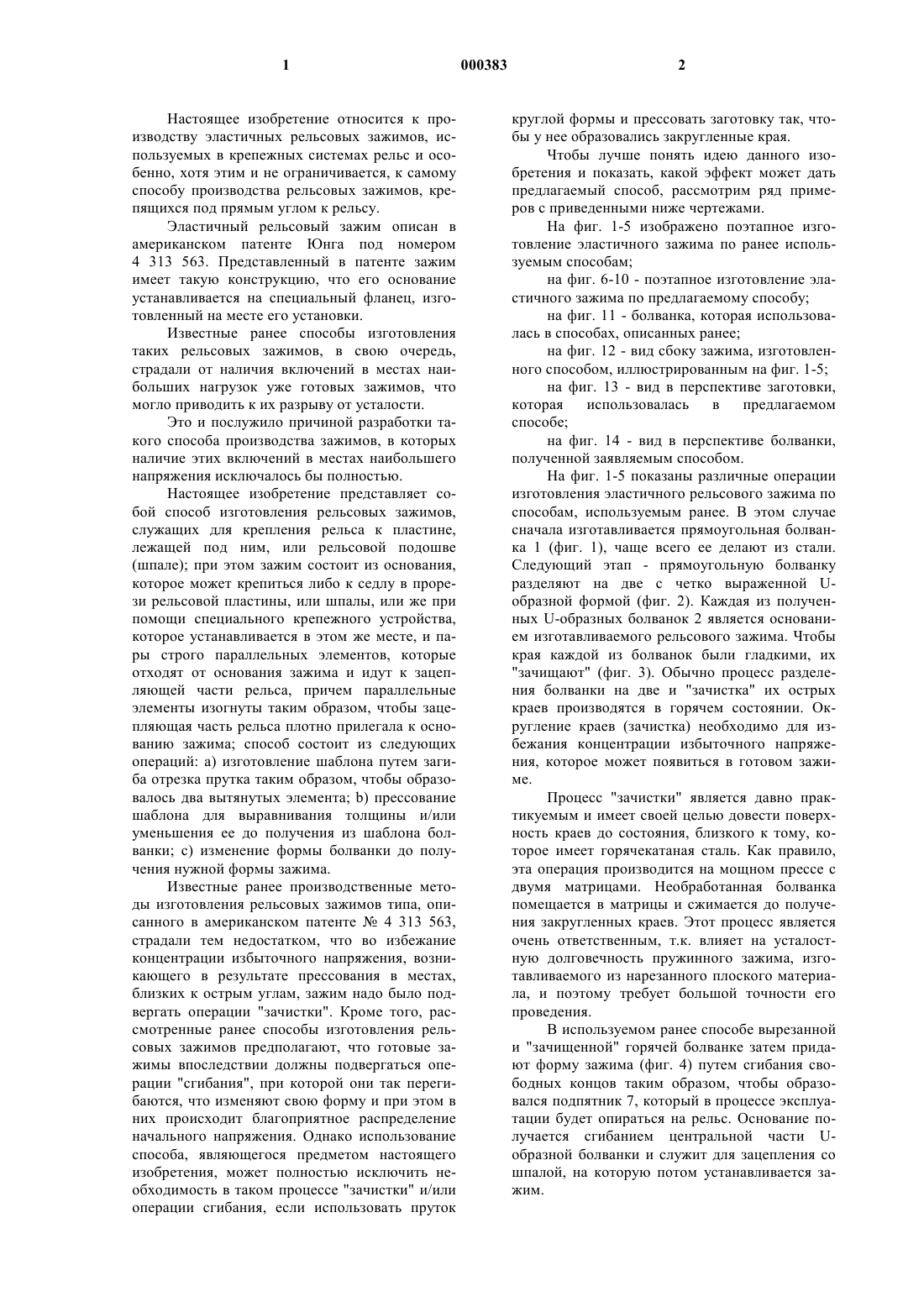
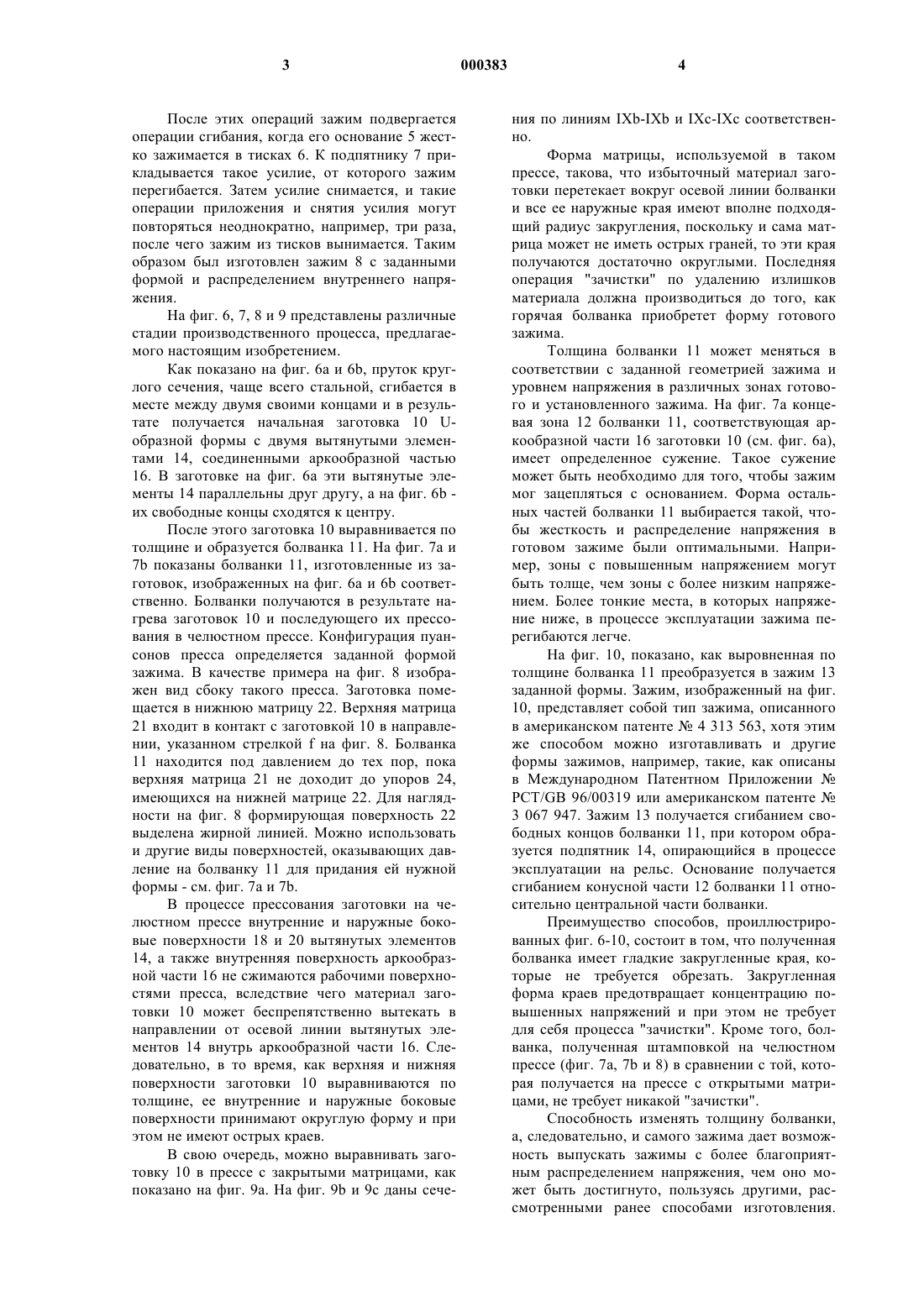
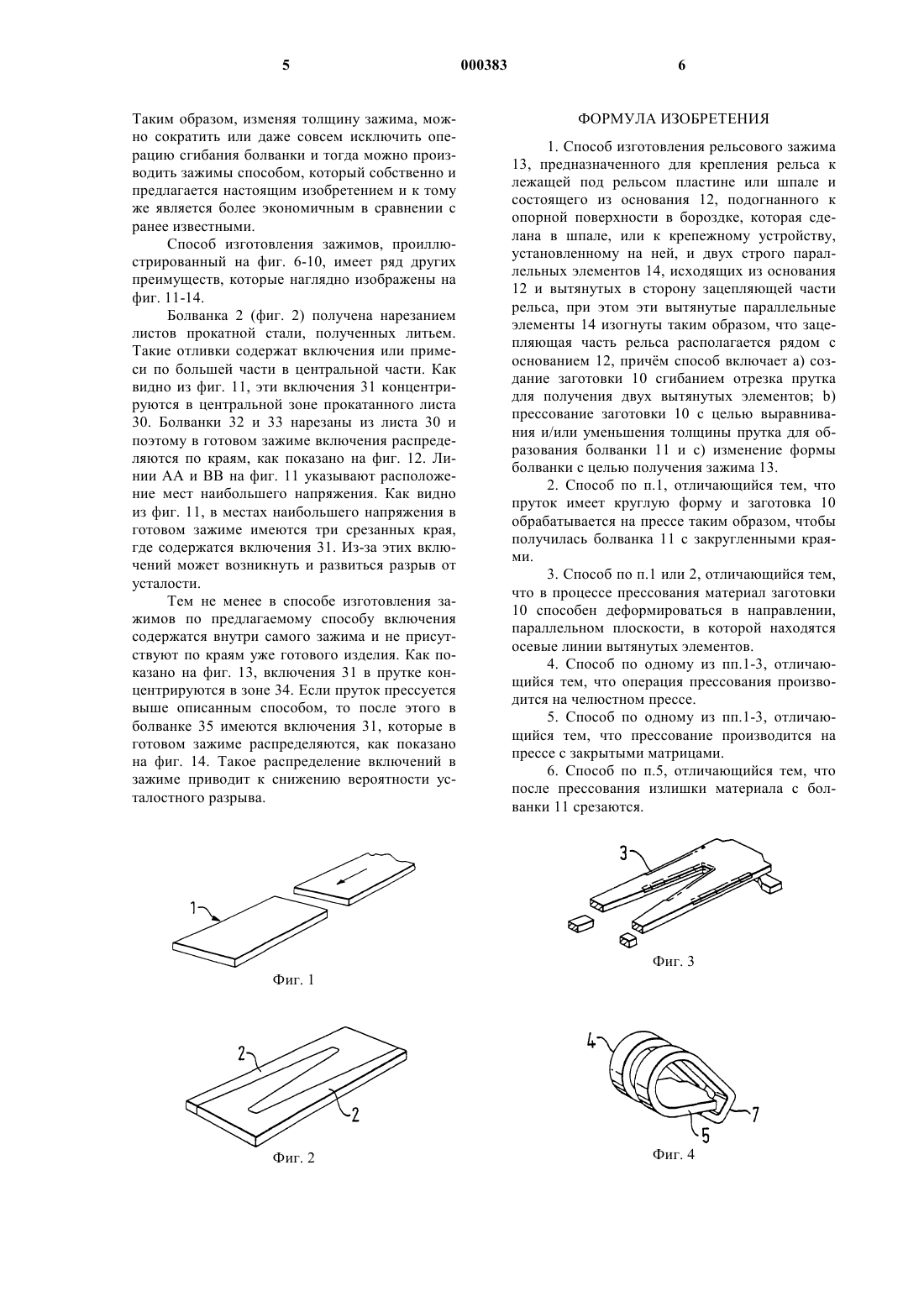
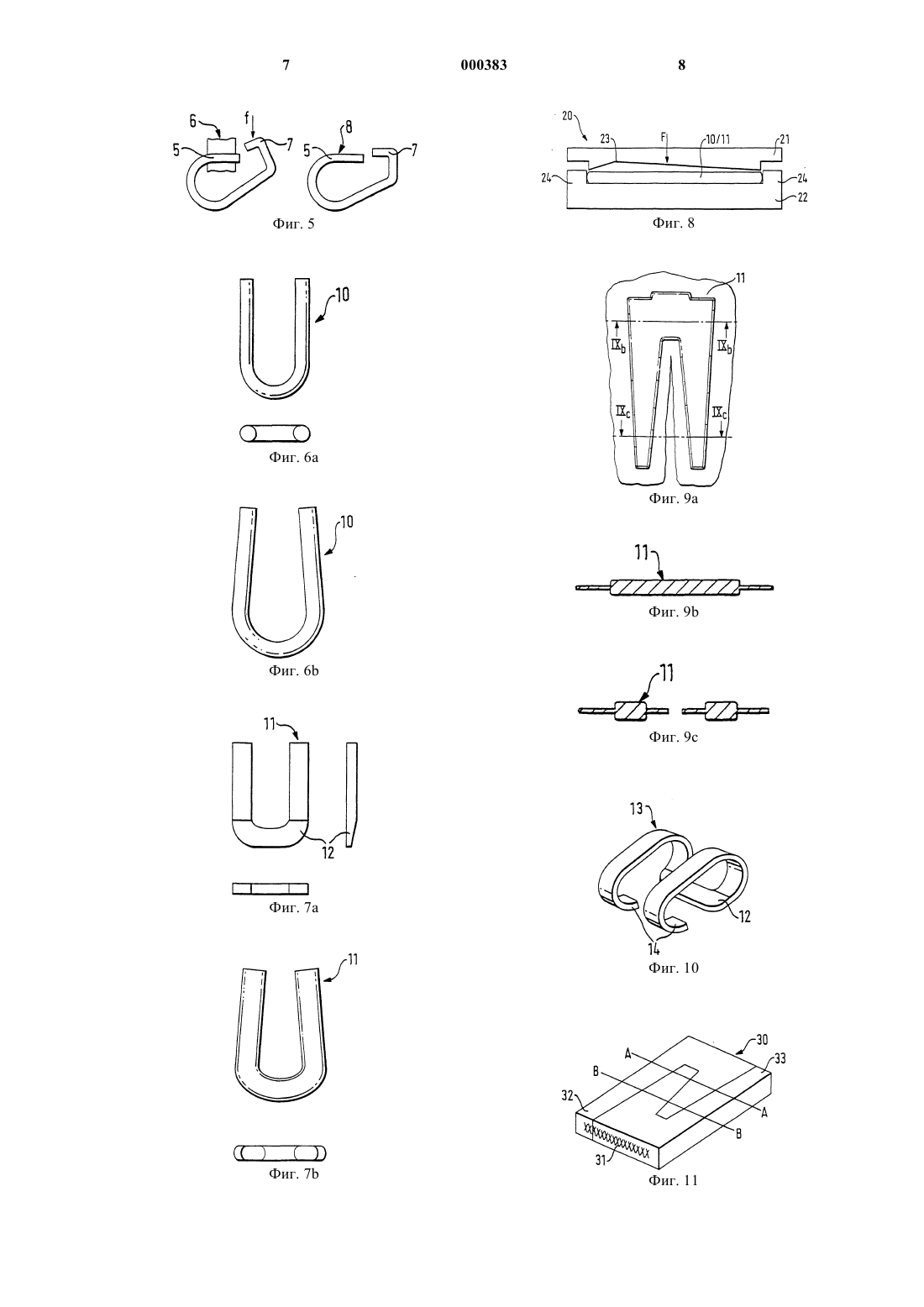
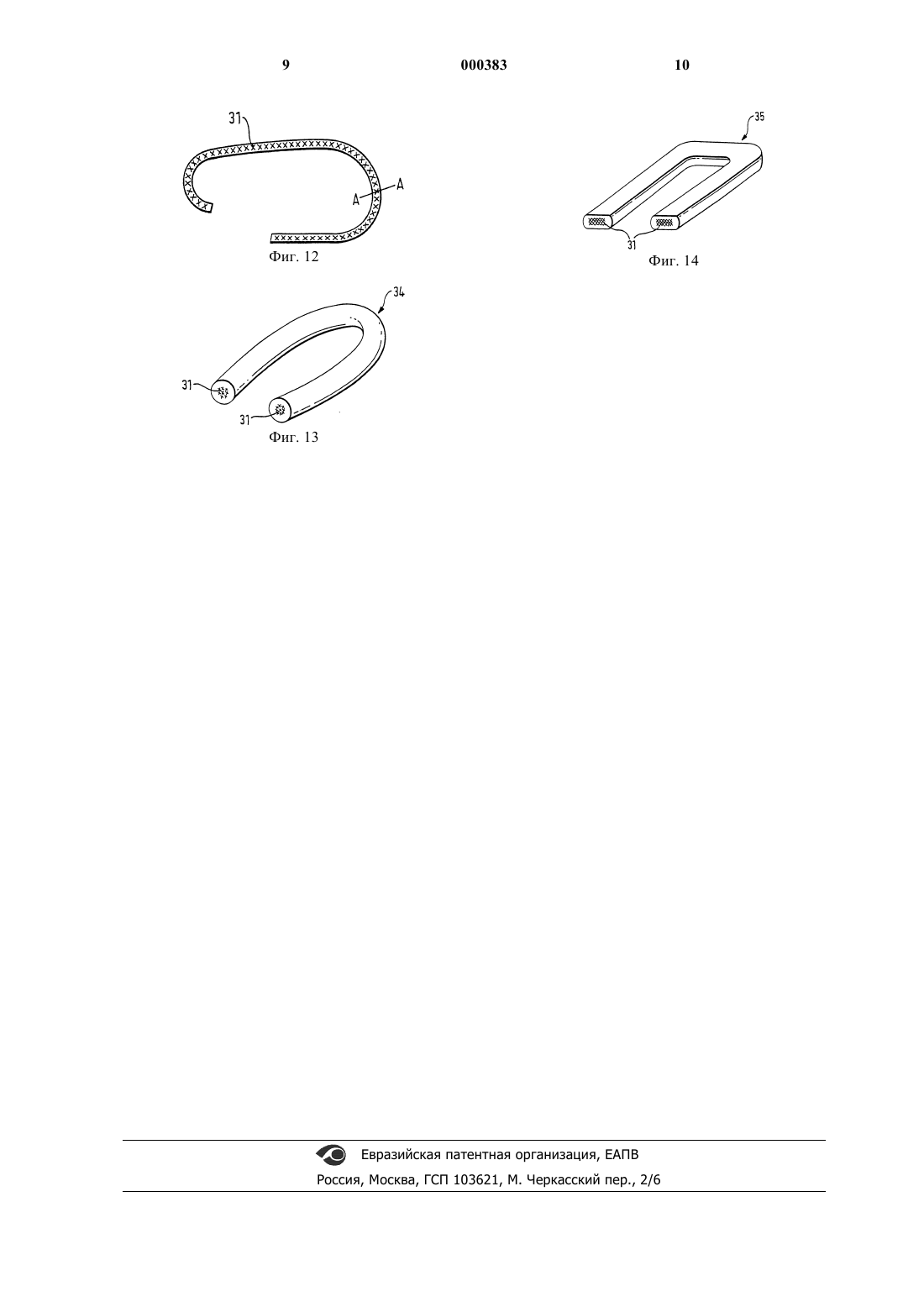
1 Настоящее изобретение относится к производству эластичных рельсовых зажимов, используемых в крепежных системах рельс и особенно, хотя этим и не ограничивается, к самому способу производства рельсовых зажимов, крепящихся под прямым углом к рельсу. Эластичный рельсовый зажим описан в американском патенте Юнга под номером 4 313 563. Представленный в патенте зажим имеет такую конструкцию, что его основание устанавливается на специальный фланец, изготовленный на месте его установки. Известные ранее способы изготовления таких рельсовых зажимов, в свою очередь,страдали от наличия включений в местах наибольших нагрузок уже готовых зажимов, что могло приводить к их разрыву от усталости. Это и послужило причиной разработки такого способа производства зажимов, в которых наличие этих включений в местах наибольшего напряжения исключалось бы полностью. Настоящее изобретение представляет собой способ изготовления рельсовых зажимов,служащих для крепления рельса к пластине,лежащей под ним, или рельсовой подошве(шпале); при этом зажим состоит из основания,которое может крепиться либо к седлу в прорези рельсовой пластины, или шпалы, или же при помощи специального крепежного устройства,которое устанавливается в этом же месте, и пары строго параллельных элементов, которые отходят от основания зажима и идут к зацепляющей части рельса, причем параллельные элементы изогнуты таким образом, чтобы зацепляющая часть рельса плотно прилегала к основанию зажима; способ состоит из следующих операций: а) изготовление шаблона путем загиба отрезка прутка таким образом, чтобы образовалось два вытянутых элемента; b) прессование шаблона для выравнивания толщины и/или уменьшения ее до получения из шаблона болванки; с) изменение формы болванки до получения нужной формы зажима. Известные ранее производственные методы изготовления рельсовых зажимов типа, описанного в американском патенте 4 313 563,страдали тем недостатком, что во избежание концентрации избыточного напряжения, возникающего в результате прессования в местах,близких к острым углам, зажим надо было подвергать операции "зачистки". Кроме того, рассмотренные ранее способы изготовления рельсовых зажимов предполагают, что готовые зажимы впоследствии должны подвергаться операции "сгибания", при которой они так перегибаются, что изменяют свою форму и при этом в них происходит благоприятное распределение начального напряжения. Однако использование способа, являющегося предметом настоящего изобретения, может полностью исключить необходимость в таком процессе "зачистки" и/или операции сгибания, если использовать пруток 2 круглой формы и прессовать заготовку так, чтобы у нее образовались закругленные края. Чтобы лучше понять идею данного изобретения и показать, какой эффект может дать предлагаемый способ, рассмотрим ряд примеров с приведенными ниже чертежами. На фиг. 1-5 изображено поэтапное изготовление эластичного зажима по ранее используемым способам; на фиг. 6-10 - поэтапное изготовление эластичного зажима по предлагаемому способу; на фиг. 11 - болванка, которая использовалась в способах, описанных ранее; на фиг. 12 - вид сбоку зажима, изготовленного способом, иллюстрированным на фиг. 1-5; на фиг. 13 - вид в перспективе заготовки,которая использовалась в предлагаемом способе; на фиг. 14 - вид в перспективе болванки,полученной заявляемым способом. На фиг. 1-5 показаны различные операции изготовления эластичного рельсового зажима по способам, используемым ранее. В этом случае сначала изготавливается прямоугольная болванка 1 (фиг. 1), чаще всего ее делают из стали. Следующий этап - прямоугольную болванку разделяют на две с четко выраженной Uобразной формой (фиг. 2). Каждая из полученных U-образных болванок 2 является основанием изготавливаемого рельсового зажима. Чтобы края каждой из болванок были гладкими, их"зачищают" (фиг. 3). Обычно процесс разделения болванки на две и "зачистка" их острых краев производятся в горячем состоянии. Округление краев (зачистка) необходимо для избежания концентрации избыточного напряжения, которое может появиться в готовом зажиме. Процесс "зачистки" является давно практикуемым и имеет своей целью довести поверхность краев до состояния, близкого к тому, которое имеет горячекатаная сталь. Как правило,эта операция производится на мощном прессе с двумя матрицами. Необработанная болванка помещается в матрицы и сжимается до получения закругленных краев. Этот процесс является очень ответственным, т.к. влияет на усталостную долговечность пружинного зажима, изготавливаемого из нарезанного плоского материала, и поэтому требует большой точности его проведения. В используемом ранее способе вырезанной и "зачищенной" горячей болванке затем придают форму зажима (фиг. 4) путем сгибания свободных концов таким образом, чтобы образовался подпятник 7, который в процессе эксплуатации будет опираться на рельс. Основание получается сгибанием центральной части Uобразной болванки и служит для зацепления со шпалой, на которую потом устанавливается зажим. 3 После этих операций зажим подвергается операции сгибания, когда его основание 5 жестко зажимается в тисках 6. К подпятнику 7 прикладывается такое усилие, от которого зажим перегибается. Затем усилие снимается, и такие операции приложения и снятия усилия могут повторяться неоднократно, например, три раза,после чего зажим из тисков вынимается. Таким образом был изготовлен зажим 8 с заданными формой и распределением внутреннего напряжения. На фиг. 6, 7, 8 и 9 представлены различные стадии производственного процесса, предлагаемого настоящим изобретением. Как показано на фиг. 6 а и 6b, пруток круглого сечения, чаще всего стальной, сгибается в месте между двумя своими концами и в результате получается начальная заготовка 10 Uобразной формы с двумя вытянутыми элементами 14, соединенными аркообразной частью 16. В заготовке на фиг. 6 а эти вытянутые элементы 14 параллельны друг другу, а на фиг. 6b их свободные концы сходятся к центру. После этого заготовка 10 выравнивается по толщине и образуется болванка 11. На фиг. 7 а и 7b показаны болванки 11, изготовленные из заготовок, изображенных на фиг. 6 а и 6b соответственно. Болванки получаются в результате нагрева заготовок 10 и последующего их прессования в челюстном прессе. Конфигурация пуансонов пресса определяется заданной формой зажима. В качестве примера на фиг. 8 изображен вид сбоку такого пресса. Заготовка помещается в нижнюю матрицу 22. Верхняя матрица 21 входит в контакт с заготовкой 10 в направлении, указанном стрелкой f на фиг. 8. Болванка 11 находится под давлением до тех пор, пока верхняя матрица 21 не доходит до упоров 24,имеющихся на нижней матрице 22. Для наглядности на фиг. 8 формирующая поверхность 22 выделена жирной линией. Можно использовать и другие виды поверхностей, оказывающих давление на болванку 11 для придания ей нужной формы - см. фиг. 7 а и 7b. В процессе прессования заготовки на челюстном прессе внутренние и наружные боковые поверхности 18 и 20 вытянутых элементов 14, а также внутренняя поверхность аркообразной части 16 не сжимаются рабочими поверхностями пресса, вследствие чего материал заготовки 10 может беспрепятственно вытекать в направлении от осевой линии вытянутых элементов 14 внутрь аркообразной части 16. Следовательно, в то время, как верхняя и нижняя поверхности заготовки 10 выравниваются по толщине, ее внутренние и наружные боковые поверхности принимают округлую форму и при этом не имеют острых краев. В свою очередь, можно выравнивать заготовку 10 в прессе с закрытыми матрицами, как показано на фиг. 9 а. На фиг. 9b и 9 с даны сече 000383 4 ния по линиям IХb-IХb и IXc-IXc соответственно. Форма матрицы, используемой в таком прессе, такова, что избыточный материал заготовки перетекает вокруг осевой линии болванки и все ее наружные края имеют вполне подходящий радиус закругления, поскольку и сама матрица может не иметь острых граней, то эти края получаются достаточно округлыми. Последняя операция "зачистки" по удалению излишков материала должна производиться до того, как горячая болванка приобретет форму готового зажима. Толщина болванки 11 может меняться в соответствии с заданной геометрией зажима и уровнем напряжения в различных зонах готового и установленного зажима. На фиг. 7 а концевая зона 12 болванки 11, соответствующая аркообразной части 16 заготовки 10 (см. фиг. 6 а),имеет определенное сужение. Такое сужение может быть необходимо для того, чтобы зажим мог зацепляться с основанием. Форма остальных частей болванки 11 выбирается такой, чтобы жесткость и распределение напряжения в готовом зажиме были оптимальными. Например, зоны с повышенным напряжением могут быть толще, чем зоны с более низким напряжением. Более тонкие места, в которых напряжение ниже, в процессе эксплуатации зажима перегибаются легче. На фиг. 10, показано, как выровненная по толщине болванка 11 преобразуется в зажим 13 заданной формы. Зажим, изображенный на фиг. 10, представляет собой тип зажима, описанного в американском патенте 4 313 563, хотя этим же способом можно изготавливать и другие формы зажимов, например, такие, как описаны в Международном Патентном ПриложенииPCT/GB 96/00319 или американском патенте 3 067 947. Зажим 13 получается сгибанием свободных концов болванки 11, при котором образуется подпятник 14, опирающийся в процессе эксплуатации на рельс. Основание получается сгибанием конусной части 12 болванки 11 относительно центральной части болванки. Преимущество способов, проиллюстрированных фиг. 6-10, состоит в том, что полученная болванка имеет гладкие закругленные края, которые не требуется обрезать. Закругленная форма краев предотвращает концентрацию повышенных напряжений и при этом не требует для себя процесса "зачистки". Кроме того, болванка, полученная штамповкой на челюстном прессе (фиг. 7 а, 7b и 8) в сравнении с той, которая получается на прессе с открытыми матрицами, не требует никакой "зачистки". Способность изменять толщину болванки,а, следовательно, и самого зажима дает возможность выпускать зажимы с более благоприятным распределением напряжения, чем оно может быть достигнуто, пользуясь другими, рассмотренными ранее способами изготовления. 5 Таким образом, изменяя толщину зажима, можно сократить или даже совсем исключить операцию сгибания болванки и тогда можно производить зажимы способом, который собственно и предлагается настоящим изобретением и к тому же является более экономичным в сравнении с ранее известными. Способ изготовления зажимов, проиллюстрированный на фиг. 6-10, имеет ряд других преимуществ, которые наглядно изображены на фиг. 11-14. Болванка 2 (фиг. 2) получена нарезанием листов прокатной стали, полученных литьем. Такие отливки содержат включения или примеси по большей части в центральной части. Как видно из фиг. 11, эти включения 31 концентрируются в центральной зоне прокатанного листа 30. Болванки 32 и 33 нарезаны из листа 30 и поэтому в готовом зажиме включения распределяются по краям, как показано на фиг. 12. Линии АА и ВВ на фиг. 11 указывают расположение мест наибольшего напряжения. Как видно из фиг. 11, в местах наибольшего напряжения в готовом зажиме имеются три срезанных края,где содержатся включения 31. Из-за этих включений может возникнуть и развиться разрыв от усталости. Тем не менее в способе изготовления зажимов по предлагаемому способу включения содержатся внутри самого зажима и не присутствуют по краям уже готового изделия. Как показано на фиг. 13, включения 31 в прутке концентрируются в зоне 34. Если пруток прессуется выше описанным способом, то после этого в болванке 35 имеются включения 31, которые в готовом зажиме распределяются, как показано на фиг. 14. Такое распределение включений в зажиме приводит к снижению вероятности усталостного разрыва. 6 ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ изготовления рельсового зажима 13, предназначенного для крепления рельса к лежащей под рельсом пластине или шпале и состоящего из основания 12, подогнанного к опорной поверхности в бороздке, которая сделана в шпале, или к крепежному устройству,установленному на ней, и двух строго параллельных элементов 14, исходящих из основания 12 и вытянутых в сторону зацепляющей части рельса, при этом эти вытянутые параллельные элементы 14 изогнуты таким образом, что зацепляющая часть рельса располагается рядом с основанием 12, причм способ включает а) создание заготовки 10 сгибанием отрезка прутка для получения двух вытянутых элементов; b) прессование заготовки 10 с целью выравнивания и/или уменьшения толщины прутка для образования болванки 11 и с) изменение формы болванки с целью получения зажима 13. 2. Способ по п.1, отличающийся тем, что пруток имеет круглую форму и заготовка 10 обрабатывается на прессе таким образом, чтобы получилась болванка 11 с закругленными краями. 3. Способ по п.1 или 2, отличающийся тем,что в процессе прессования материал заготовки 10 способен деформироваться в направлении,параллельном плоскости, в которой находятся осевые линии вытянутых элементов. 4. Способ по одному из пп.1-3, отличающийся тем, что операция прессования производится на челюстном прессе. 5. Способ по одному из пп.1-3, отличающийся тем, что прессование производится на прессе с закрытыми матрицами. 6. Способ по п.5, отличающийся тем, что после прессования излишки материала с болванки 11 срезаются.
МПК / Метки
МПК: E01B 9/30
Метки: изготовления, рельсового, зажима, эластичного, способ
Код ссылки
<a href="https://eas.patents.su/6-383-sposob-izgotovleniya-elastichnogo-relsovogo-zazhima.html" rel="bookmark" title="База патентов Евразийского Союза">Способ изготовления эластичного рельсового зажима</a>
Устройство присоединения внешнего электрического проводника типа кабеля к плоскому выводу контактного зажима электрического аппарата
Номер патента: 329
Опубликовано: 29.04.1999
Авторы: Ванзетто Даниель, Бюрно Клод
МПК: H01R 4/36, H01H 71/08
Метки: электрического, проводника, внешнего, кабеля, плоскому, типа, присоединения, аппарата, зажима, контактного, выводу, устройство
Формула / Реферат:
1. Устройство присоединения внешнего электрического проводника типа кабеля к плоскому выводу контактного зажима электрического аппарата типа выключателя в литом корпусе, содержащее металлический блок, устанавливаемый съемно в клеммный отсек, предусмотренный в задней части корпуса выключателя, причем в металлическом блоке выполнено удлиненное сквозное отверстие для размещения в нем клеммной колодки выключателя, и прижимной винт, проходящий...
Устройство для изготовления ковкой цельной заготовки и способ изготовления кованой шестерни(варианты)

Номер патента: 339
Опубликовано: 29.04.1999
Автор: Дауэрти Майкл С.
МПК: B21K 1/30
Метки: устройство, цельной, способ, ковкой, заготовки, кованой, изготовления, шестерни(варианты
Формула / Реферат:
1. Устройство для изготовления ковкой цельной заготовки (16), имеющей головную часть (16А) и хвостовую часть (98) для получения кованой шестерни (90), имеющей головную часть (92) со сложной конфигурацией, содержащее a) первую матрицу (22, 122) и вторую матрицу (80, 180), отличающееся тем, что первая и вторая матрицы (22, 122, 80, 180) выполнены с возможностью перемещения относительно друг друга, причем первая матрица (22, 122) имеет зубчатую...
Способ термообработки рельсового стыка, изготовленного с помощью сварки заливкой промежуточного металла, и применение в этом способе системы горелок с определенной компоновкой
Номер патента: 181
Опубликовано: 24.12.1998
Авторы: Кустер Франк, Штайнхорст Михаэль, Скреба Герхард
МПК: C21D 9/04
Метки: способе, определенной, способ, помощью, рельсового, заливкой, термообработки, системы, металла, промежуточного, этом, изготовленного, стыка, горелок, сварки, компоновкой, применение
Формула / Реферат:
1. Способ термообработки рельсового стыка, изготовленного с помощью сварки заливкой промежуточного металла, в частности с целью, по меньшей мере, частичного получения мелкозернистой нормализованной структуры в зоне стыка, отличающийся тем, что нормализацию в зоне соединения концов рельсов проводят непосредственно после завершения процесса сварки, а именно, с наиболее полным использованием остаточного тепла, имеющегося в наплавленном металле и...
Способ изготовления формовочной заготовки
Номер патента: 78
Опубликовано: 25.06.1998
Авторы: Накадзима Хисаси, Кода Хидеаки
МПК: B29C 45/00
Метки: способ, изготовления, заготовки, формовочной
Формула / Реферат:
Способ изготовления формовочой заготовки, включающий стадии пластификации полиэтилентерефталата и инжекционной формовки заготовки с помощью устройства вытяжного типа, отличающийся тем, что на стадии пластификации к аморфному полиэтилентерефталату добавляют заданное количество кристаллического полиэтилентерефталата до получения характеристической вязкости более высокого значения, чем характеристическая вязкость аморфного полиэтилентерефталата.
Контейнер и способ его изготовления
Номер патента: 322
Опубликовано: 29.04.1999
Автор: Бриттон Чарлз Джонатан
МПК: B29C 49/00
Метки: изготовления, контейнер, способ
Формула / Реферат:
1. Способ изготовления контейнера, доступ в который осуществляется через входное отверстие, образованное прилегающими стенками контейнера, причем материал контейнера склонен к деформации при нагревании, в котором на первой стадии формуют заготовку контейнера с кольцом, образующим отверстие практически в его окончательном виде, и остальной частью, превращающейся затем в стенки контейнера, которая по размеру меньше размеров готового контейнера, а...
Предыдущий патент: 1-дезокси-1-n-(метил-(2-акридон-9-он-10-ил-ацетат)-аммоний-d-глюцитола, обладающий пролонгированной интерфероногенной активностью в отношении всех типов интерферона
Следующий патент: Медицинский клапан с шинным уплотнением
Случайный патент: Cпособ приготовления композиции добавки для изготовления бумаги и способ проклейки бумаги