Способ изготовления цилиндрического пруткообразного изделия
Номер патента: 15142
Опубликовано: 30.06.2011
Авторы: Фреерманн Райнхольд, Винтерштайн Ральф, Риссельманн Франц-Йозеф
Формула / Реферат
1. Способ изготовления пруткообразного изделия, при котором
экструдируют полый профиль (16) из металла,
экструдированный полый металлический профиль (16) охлаждается и/или его охлаждают и
в экструдированный полый металлический профиль (16) после или во время его охлаждения экструдируют однослойный или многослойный пластмассовый пруток (28),
при этом пластмассовый пруток (28) проходит выпускной инструмент (24) экструдера (34), введенный в металлический полый профиль (16) и подвергаемый воздействию тепла экструдированного металлического полого профиля (16), причем выпускной инструмент (24) имеет выпускное отверстие (26), расположенное внутри зоны металлического полого профиля (16), в которой последний охлаждается относительно своей температуры при экструдировании.
2. Способ по п.1, отличающийся тем, что выпускной инструмент (24) термически связан с металлическим полым профилем (16), устанавливающим температуру выпускного инструмента (24).
3. Способ по любому из пп.1 или 2, отличающийся тем, что выпускной инструмент (24) находится в контакте с внутренней стороной металлического полого профиля (16).
4. Способ по любому из пп.1-3, отличающийся тем, что снаружи на металлический полый профиль (16) наносят однослойное или многослойное пластмассовое покрытие предпочтительно посредством экструзии, тандемной экструзии или коэкструзии.
5. Способ по любому из пп.1-4, отличающийся тем, что экструдированный внутрь металлического полого профиля (16) однослойный или многослойный пластмассовый пруток (28) выполнен в виде пластмассовой трубы, причем внутри пластмассовой трубы создают повышенное давление для прижимания пластмассовой трубы к металлической трубе (16).
6. Способ по любому из пп.1-5, отличающийся тем, что однослойный или многослойный пластмассовый пруток (28) выполнен в виде сплошного профиля, причем в сплошной профиль во время его экструдирования вводят сплошной или полый элемент, по существу, в недеформируемом и термостойком виде, в частности одножильный или многожильный электрический проводник (46).
7. Способ по любому из пп.1-6, отличающийся тем, что металлический полый профиль (16) содержит пластично деформируемый и экструдируемый ниже его точки плавления металл или пластично деформируемый и экструдируемый ниже его точки плавления металлический сплав.
8. Способ по п.7, отличающийся тем, что металл содержит алюминий или металлический сплав - алюминиевый сплав.
9. Способ по любому из пп.1-8, отличающийся тем, что пластмассовый пруток (28) имеет наружный слой (30) из вещества, повышающего прочность адгезии, и граничащий с наружным слоем (30) слой полимерного материала.
10. Способ по п.4 или любому из пп.1-9, если они зависят от п.4, отличающийся тем, что нанесенное снаружи на металлический полый профиль (16) пластмассовое покрытие имеет граничащий с металлическим полым профилем (16) внутренний слой из повышающего прочность адгезии вещества и граничащий с этим внутренним слоем наружный слой из полимерного материала.
11. Способ по любому из пп.1-10, отличающийся тем, что металлическую трубу и пластмассовый пруток (28) экструдируют совместно или создают с помощью расположенных последовательно друг за другом экструдеров.
12. Способ по любому из пп.1-11, отличающийся тем, что металлический полый профиль (16) является металлической трубой.
13. Способ по любому из пп.1-12, отличающийся тем, что пластмассовый пруток (28) содержит, в частности, вспениваемый пластмассовый материал, имеющий адгезионные или неадгезионные свойства относительно металла.
14. Способ по любому из пп.1-13, отличающийся тем, что выпускной инструмент (24) имеет дорн с кольцевым пространством, на осевом конце которого находится кольцевое сопло в качестве выпускного отверстия (26) дорна.

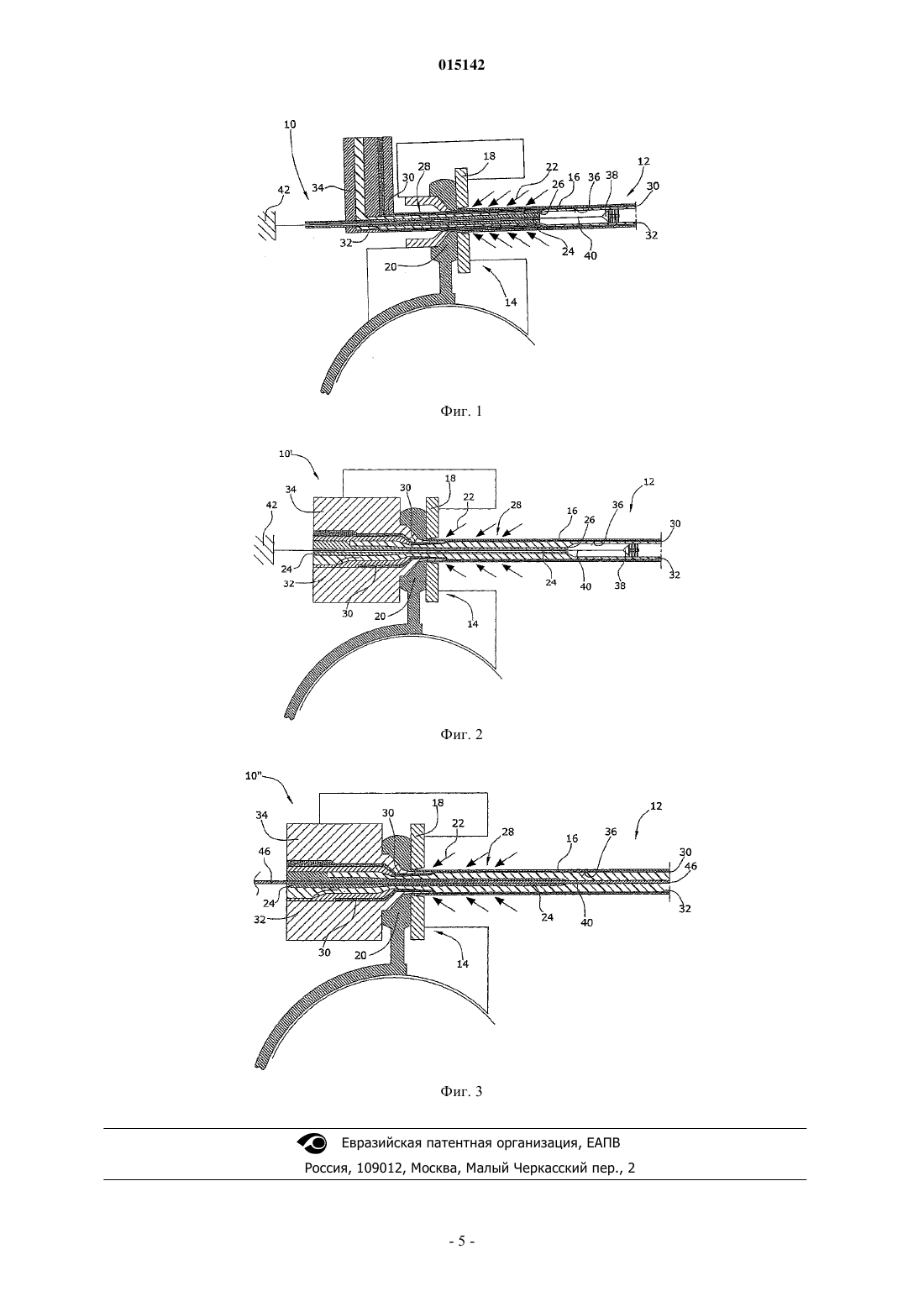
Текст
СПОСОБ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКОГО ПРУТКООБРАЗНОГО ИЗДЕЛИЯ(71)(73) Заявитель и патентовладелец: ЮПОНОР ИННОВЕЙШН АБ (SE) Изобретение относится к способу изготовления пруткообразного изделия, при котором экструдируют полый профиль (16) из металла, экструдированный полый металлический профиль (16) охлаждается и/или его охлаждают и в экструдированный полый металлический профиль (16) после или во время его охлаждения экструдируют однослойный или многослойный пластмассовый пруток (28). Пластмассовый пруток (28) проходит введенный в металлический полый профиль (16), подвергаемый воздействию тепла экструдированного металлического полого профиля(16) выпускной инструмент (24) экструдера (34), который имеет выпускное отверстие (26), расположенное внутри зоны металлического полого профиля (16), в которой тот охлаждается относительно своей температуры при экструдировании. 015142 Изобретение относится к способу изготовления цилиндрического пруткообразного изделия. В частности, изобретение относится к способу изготовления металлопластмассовых комбинированных труб,таких как, например, применяемые в сантехнике и отоплении. Металлопластмассовые комбинированные трубы находят все более широкое применение, поскольку они объединяют преимущества пластичной деформируемости металлических труб с преимуществами коррозионной стойкости пластмассовых труб. Такие металлопластмассовые комбинированные трубы можно изготавливать различными способами. Например, известно изготовление металлического слоя такой комбинированной трубы посредством формирования металлической полосы, при этом продольные кромки металлической полосы накладывают друг на друга и сваривают или склеивают или же продольные кромки металлической полосы сваривают друг с другом встык. В образованную таким образом металлическую трубу экструдируют однослойную или многослойную пластмассовую трубу. Примеры таких способов изготовления содержаться вDE-A-3016134, ЕР-А 0353977, EP-A-0581208, ЕР-А-0920972, WO-A-88/03084 и WO-A-01/85430. Кроме того, известно формирование металлической трубы на уже изготовленной однослойной или многослойной пластмассовой трубе. Описание примера такого способа изготовления приведено в ЕР-А 0691193. Другие примеры содержаться в DE-A-4310272, DE-A-4404492, DE-C-19536689. Наконец, известно нанесение пластмассового слоя металлопластмассовой комбинированной трубы непосредственно на уже изготовленную пластмассовую трубу путем горячего прессования. В ЕР-В 0125788 описано, что на предварительно изготовленную пластмассовую трубу с радиальным расстоянием до нее экструдируют металлическую трубу, которую затем уменьшают в ее диаметре с помощью процесса вытяжки или аналогичного процесса уменьшения диаметра для плотного прилегания к пластмассовой трубе. Из US-A-5222284 известно уменьшение предварительно изготовленной трубы в диаметре для последующего экструдирования металлической трубы вокруг пластмассовой трубы (с помощью прессования), после чего уменьшенная в диаметре труба снова расширяется с использованием эффекта памяти формы для плотного прилегания за счет этого изнутри к металлической трубе. Наконец, из DE-A2139388 известно напрессовывание бесшовной металлической трубы на предварительно изготовленный пластмассовый рукав с помощью пресса для экструдирования металлической оболочки. При этом недостатком являются температуры, которые возникают в прессе при экструдировании металла и воздействуют на пластмассовый рукав. Задачей изобретения является создание способа изготовления цилиндрического, пруткообразного металлопластмассового комбинированного изделия, которое характеризуется высокой точностью размеров. Для решения этой задачи изобретение предлагает способ изготовления пруткообразного изделия,при котором экструдируют полый профиль из металла,экструдированный полый металлический профиль охлаждается и/или его охлаждают и в экструдированный полый металлический профиль после или во время это охлаждения экструдируют однослойный или многослойный пластмассовый пруток,при этом пластмассовый пруток проходит введенный в металлический полый профиль, подвергаемый воздействию тепла экструдированного металлического полого профиля выпускной инструмент экструдера, имеющий выпускное отверстие, расположенное внутри зоны металлического полого профиля, в которой последний охлаждается относительно своей температуры при экструдировании. В способе согласно изобретению сначала экструдируют металлический слой цилиндрического пруткообразного изделия, т.е. изготавливают посредством непрерывного горячего прессования или экструзии, при этом после этого или одновременно в металлический слой экструдируют однослойный или многослойный пластмассовый пруток. Этот способ имеет то преимущество, что наружный размер цилиндрического пруткообразного изделия задается процессом экструдирования металлического слоя, т.е. процессом горячего прессования металлической трубы. Последующая обработка изготовленного пруткообразного изделия для уменьшения его диаметра или соответственно для уменьшения диаметра металлической трубы не требуется. Нагретая после процесса экструдирования металлическая труба вместе с нагретым однослойным или многослойным пластмассовым расплавом положительно влияет на внутреннюю адгезию с металлической трубой. Возникающее при экструзии металла тепло является слишком большим, чтобы непосредственно после экструдирования можно было экструдировать пластмассовый пруток в металлический полый профиль. Для этого необходимо выбирать место внутри металлического полого профиля, которое расположено в машинном направлении ниже экструзии металла. Это реализовано согласно изобретению с помощью выступающего в металлический полый профиль наподобие дорна выпускного инструмента. Этот выпускной инструмент, который выполнен, по существу, в виде трубы или дорна, транспортирует пластмассовый расплав. Для того чтобы этот пластмассовый расплав на своем сравнительно большом пути через выпускной инструмент сохранял необходимую для экструдирования температуру, необходимо этот выпускной инструмент нагревать. Неожиданным образом было установлено, что для нагревания или соответственно задачи темпера-1 015142 туры выпускного инструмента можно использовать тепло, которое исходит из экструдированного металлического полого профиля. Таким образом, достигаются два действия, а именно, с одной стороны, охлаждение металлического полого профиля за счет отдачи своего тепла в выпускной инструмент и, с другой стороны, установление необходимого температурного режима выпускного инструмента без использования других, внешних источников тепла. Лишь за счет последующей экструзии пластмассового расплава внутрь бесшовно изготовленного экструдированного металлического полого профиля можно с соблюдением размеров соединять друг с другом такие различные материалы, как металл и пластмасса. При этом высокая точность размеров обеспечивается за счет того, что металлическая труба изготавливается без шва (экструдируется). Напрессовка или, соответственно, экструдирование металлической трубы на предварительно изготовленную пластмассовую трубу, что также приводило бы к высокой точности размеров, невозможны из-за высокой температуры экструдированного металлического полого профиля. Экструзия пластмассового прутка в экструдированный металлический полый профиль удается согласно изобретению за счет того, что выпускной инструмент имеет значительную длину, так что пластмассовый расплав приходит в контакт с металлическим полым профилем лишь тогда, когда он уже охладился до приемлемой для пластмассы температуры. При этом используется, как уже указывалось выше, то, что установка температурного режима выпускного инструмента происходит по всей его длине за счет отдачи тепла экструдированного металлического полого профиля. С помощью способа согласно изобретению можно изготавливать, в частности, цилиндрические,пруткообразные изделия сплошного или полого профиля. В частности, способ пригоден для изготовления многослойных металлопластмассовых комбинированных труб. В одной модификации изобретения можно наносить снаружи на металлическую трубу с помощью экструзии однослойное или многослойное пластмассовое покрытие. Экструдирование лежащего снаружи пластмассового слоя можно осуществлять непосредственно на экструдированную металлическую трубу или после ее охлаждения. Если экструдируют несколько пластмассовых слоев, то можно осуществлять это с помощью тандемной экструзии или с помощью коэкструзии. В еще одном предпочтительном варианте выполнения изобретения металлическая труба состоит предпочтительно из алюминия или алюминиевого сплава. При нескольких металлических слоях, которые экструдируют внутрь металлической трубы или, соответственно, наносят снаружи на металлическую трубу, они состоят предпочтительно из термопластичных материалов, при этом граничащие с металлической трубой пластмассовые слои содержат термопластичное вещество, повышающее прочность адгезии. Способ согласно изобретению пригоден, в частности, для изготовления больших по диаметру (например, от 40 мм) многослойных металлопластмассовых комбинированных труб, в которых диаметр металлической трубы за счет толщины ее стенки после изготовления можно уменьшать лишь с большими затратами, с целью приведения в контакт с лежащим внутри пластмассовым прутком. Поэтому согласно изобретению не выполняется уменьшение диаметра металлической трубы за счет экструдирования пластмассового прутка внутрь полностью изготовленной металлической трубы (а именно, на ее внутренней стороне). Недостатком уменьшения диаметра металлической трубы является также то, что вследствие деформации металла происходит упрочнение материала, что отрицательно сказывается на сгибаемости изготовленной металлопластмассовой комбинированной трубы. Поэтому способ согласно изобретению имеет также преимущества при изготовлении меньших по диаметру (например, до 40 мм) многослойных металлопластмассовых комбинированных труб, потому что можно отказаться от обеспечиваемого при таких размерах трубы машинного уменьшения диаметра металлической трубы. Изготовление меньших по диаметру многослойных металлопластмассовых комбинированных труб возможно согласно изобретению не в последнюю очередь потому, что нет необходимости в нагревании выпускного инструмента для задачи его температурного режима с помощью отдельных нагревательных элементов, которые должны быть составляющей частью выпускного инструмента и приводили бы к увеличению его диаметра,поскольку необходимое тепло для задачи температуры выпускного инструмента обеспечивается теплом экструдированного металлического полого профиля. Нагревание выпускного инструмента с помощью охлаждающегося, экструдированного металлического полого профиля целесообразно реализовано за счет тепловой связи между ними. При этом особенно целесообразно, когда экструдированныйметаллический полый профиль проходит через выпускной инструмент в контакте с ним. При этом выпускной инструмент может выполнять дополнительную функцию стабилизации формы металлического полого профиля внутри фазы непосредственно после экструзии. В качестве альтернативного решения тепловая связь может осуществляться посредством приема выпускным инструментом излучаемого металлическим полым профилем тепла. При этом экструдированный металлический полый профиль проходит вдоль выпускного инструмента с образованием воздушного зазора. Выпускной инструмент целесообразно является трубой или имеющим форму дорна инструментом,который имеет кольцевое пространство, на выпускном конце которого находится кольцевое сопло. Кольцевое пространство, которое задано двумя концентричными относительно друг друга стенками или,соответственно, поверхностями (например, трубами), может быть стабилизировано с помощью соеди-2 015142 няющих стенки перемычек или т.п. Эти перемычки обтекаются проходящим через кольцевое пространство пластмассовым расплавом, что не оказывает отрицательного влияния на процесс экструзии пластмассового прутка. При потоке многослойного пластмассового расплава кольцевое пространство должно быть свободным по всей своей длине. Образующие между собой кольцевое пространство трубы должны быть в этом случае фиксированы относительно друг друга на одном из своих концов. Способ согласно изобретению пригоден так же, как уже указывалось выше, для изготовления изделий сплошного профиля. Например, способ согласно изобретению можно использовать для изготовления окруженного пластмассой и металлом кабеля или другого сплошного или полого профиля, по существу,с недеформируемой и термостойкой формой, например, металлической трубы. Кабель или, соответственно, профиль пропускают центрально через кольцевые сопла экструдера для пластмассового прутка и металлической трубы, так что при экструдировании пластмассового прутка пространство между центрально расположенным проводником и металлической трубой заполняется пластмассовым материалом. Этот пластмассовый материал может быть, например, вспениваемым пластмассовым материалом. При этом вещество, повышающее прочность адгезии, не является обязательно необходимым, когда обеспечивается достаточно стабильная адгезия самой вспениваемой пластмассы на внутренней стороне металлической трубы. Ниже приводится подробное пояснение изобретения на основе примеров выполнения и со ссылками на прилагаемые чертежи, на которых изображено: фиг. 1 - компоненты экструзионной установки для изготовления цилиндрического пруткообразного изделия полого профиля согласно первому примеру выполнения изобретения; фиг. 2 - компоненты экструзионной установки для изготовления цилиндрического пруткообразного изделия полого профиля согласно второму примеру выполнения изобретения и фиг. 3 - компоненты экструзионной установки для изготовления цилиндрического пруткообразного изделия сплошного профиля согласно первому и второму примерам выполнения изобретения. На фиг. 1 схематично показаны существенные компоненты устройства 10 для изготовления многослойной металлопластмассовой комбинированной трубы 12. К устройству 10 относится экструдер 14 или, соответственно, штранг-прессовый блок для изготовления алюминиевой трубы 16. Кольцевое сопло экструдера 14 обозначено позицией 18, в то время как нагретый для процесса пластичной деформации металл обозначен позицией 20. Алюминиевую трубу 16 экструдируют, например, при температуре между 450 и 500 С, и затем она охлаждается после выхода из сопла 18 (например, до 200-250 С в месте, обозначенном позицией 22). В экструдированную металлическую трубу 16 через кольцевое сопло 18 центрально введен полый дорн 24, который на одном своем конце имеет кольцевое сопло 26, по которому выходит двухслойный полый цилиндрический пластмассовый пруток 28, содержащий снаружи слой 30 пластмассового вещества, повышающего прочность адгезии, и внутри образующий в последующем базовую трубу внутренний пластмассовый слой 32. Оба пластмассовых слоя экструдируют совместно через коэкструдер 34 в охлажденную металлическую трубу 16, а именно на ее внутреннюю сторону 36. Для того чтобы пластмассовый расплав надежно оставался на ней, через дорн 24 пропускают газ, например воздух, в рукав пластмассового расплава (полый цилиндрический пруток 28 пластмассового расплава) и тем самым создают повышенное давление. Повышенное давление в пластмассовом трубчатом прутке 28 поддерживается с помощью расположенной в нем заглушки 38, которая закреплена на проходящем через полый дорн 24 тросе снаружи экструзионных компонентов устройства 10 в месте, обозначенном позицией 42. Вместо заглушки 38 можно изготовленную металлическую трубу 16 с лежащим внутри пластмассовым прутком обжимать для предотвращения ухода повышенного давления. На фиг. 2 показан слегка измененный вариант выполнения устройства 10' для изготовления многослойной металлопластмассовой комбинированной трубы 12. Показанные на фиг. 2 компоненты установки, идентичные или функционально одинаковые с показанными на фиг. 1 компонентами, обозначены теми же позициями. В отличие от устройства 10 согласно фиг. 1 в устройстве 10', показанном на фиг. 2, металлическую трубу 16 и пластмассовый пруток 28 экструдируют совместно. В остальном процесс происходит указанным выше образом. На фиг. 3 показано устройство 10", которое выполнено аналогично показанному на фиг. 2 устройству 10', однако на фиг. 3 оно служит для изготовления цилиндрического, пруткообразного изделия сплошного или полого профиля, по существу, в деформируемом и устойчивом к температуре виде. Показанные на фиг. 3 компоненты установки и элементы, одинаковые с показанными на фиг. 1 и 2 компонентами, обозначены теми же позициями. Металлическую трубу 16 и пластмассовый пруток 28 в устройстве 10" согласно фиг. 3 снова экструдируют, по существу, совместно. Через полый дорн 24 экструдера 34 для пластмассового прутка 28 проходит электрический проводник 46, который после выхода из полого дорна 24 заделывается и окружается материалом пластмассового прутка 28, так что пластмассовый материал находится между внутренней стороной 36 металлической трубы 16 и электрическим проводником 46. Таким образом, с помощью устройства 10" согласно фиг. 3 можно изготавливать также, например, электроизолированные кабе-3 015142 ли, которые имеют металлическую трубу, содержащую электрический проводник 46 с промежуточным расположением пластмассового материала. Относительно показанных на фиг. 1-3 устройств 10, 10' и 10" следует еще отметить, что эти устройства могут дополнительно содержать один или несколько экструдеров или коэкструдеров для нанесения однослойных или многослойных пластмассовых покрытий снаружи на металлическую трубу 16. Эти известные из изготовления труб дополнительные экструдеры не показаны на фиг. 1-3 с целью упрощения. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ изготовления пруткообразного изделия, при котором экструдируют полый профиль (16) из металла,экструдированный полый металлический профиль (16) охлаждается и/или его охлаждают и в экструдированный полый металлический профиль (16) после или во время его охлаждения экструдируют однослойный или многослойный пластмассовый пруток (28),при этом пластмассовый пруток (28) проходит выпускной инструмент (24) экструдера (34), введенный в металлический полый профиль (16) и подвергаемый воздействию тепла экструдированного металлического полого профиля (16), причем выпускной инструмент (24) имеет выпускное отверстие (26),расположенное внутри зоны металлического полого профиля (16), в которой последний охлаждается относительно своей температуры при экструдировании. 2. Способ по п.1, отличающийся тем, что выпускной инструмент (24) термически связан с металлическим полым профилем (16), устанавливающим температуру выпускного инструмента (24). 3. Способ по любому из пп.1 или 2, отличающийся тем, что выпускной инструмент (24) находится в контакте с внутренней стороной металлического полого профиля (16). 4. Способ по любому из пп.1-3, отличающийся тем, что снаружи на металлический полый профиль(16) наносят однослойное или многослойное пластмассовое покрытие предпочтительно посредством экструзии, тандемной экструзии или коэкструзии. 5. Способ по любому из пп.1-4, отличающийся тем, что экструдированный внутрь металлического полого профиля (16) однослойный или многослойный пластмассовый пруток (28) выполнен в виде пластмассовой трубы, причем внутри пластмассовой трубы создают повышенное давление для прижимания пластмассовой трубы к металлической трубе (16). 6. Способ по любому из пп.1-5, отличающийся тем, что однослойный или многослойный пластмассовый пруток (28) выполнен в виде сплошного профиля, причем в сплошной профиль во время его экструдирования вводят сплошной или полый элемент, по существу, в недеформируемом и термостойком виде, в частности одножильный или многожильный электрический проводник (46). 7. Способ по любому из пп.1-6, отличающийся тем, что металлический полый профиль (16) содержит пластично деформируемый и экструдируемый ниже его точки плавления металл или пластично деформируемый и экструдируемый ниже его точки плавления металлический сплав. 8. Способ по п.7, отличающийся тем, что металл содержит алюминий или металлический сплав алюминиевый сплав. 9. Способ по любому из пп.1-8, отличающийся тем, что пластмассовый пруток (28) имеет наружный слой (30) из вещества, повышающего прочность адгезии, и граничащий с наружным слоем (30) слой полимерного материала. 10. Способ по п.4 или любому из пп.1-9, если они зависят от п.4, отличающийся тем, что нанесенное снаружи на металлический полый профиль (16) пластмассовое покрытие имеет граничащий с металлическим полым профилем (16) внутренний слой из повышающего прочность адгезии вещества и граничащий с этим внутренним слоем наружный слой из полимерного материала. 11. Способ по любому из пп.1-10, отличающийся тем, что металлическую трубу и пластмассовый пруток (28) экструдируют совместно или создают с помощью расположенных последовательно друг за другом экструдеров. 12. Способ по любому из пп.1-11, отличающийся тем, что металлический полый профиль (16) является металлической трубой. 13. Способ по любому из пп.1-12, отличающийся тем, что пластмассовый пруток (28) содержит, в частности, вспениваемый пластмассовый материал, имеющий адгезионные или неадгезионные свойства относительно металла. 14. Способ по любому из пп.1-13, отличающийся тем, что выпускной инструмент (24) имеет дорн с кольцевым пространством, на осевом конце которого находится кольцевое сопло в качестве выпускного отверстия (26) дорна.
МПК / Метки
МПК: B21C 23/24, B29C 47/02
Метки: изготовления, пруткообразного, способ, цилиндрического, изделия
Код ссылки
<a href="https://eas.patents.su/6-15142-sposob-izgotovleniya-cilindricheskogo-prutkoobraznogo-izdeliya.html" rel="bookmark" title="База патентов Евразийского Союза">Способ изготовления цилиндрического пруткообразного изделия</a>
Сшиваемая и сшитая полупроводниковые полимерные композиции, способ изготовления многослойного изделия, сшиваемое и сшитое изделия
Номер патента: 14612
Опубликовано: 30.12.2010
Авторы: Смедберг Анника, Йегер Карл-Микаэль, Йоханссон Кеннет
МПК: C08K 3/04, C08F 210/18, C08F 210/02...
Метки: полимерные, полупроводниковые, сшиваемое, композиции, многослойного, изготовления, изделия, сшитая, сшиваемая, способ, сшитое
Формула / Реферат:
1. Полупроводниковая сшиваемая полимерная композиция, содержащая:(а) ненасыщенный полимер, полученный полимеризацией олефинового мономера и по меньшей мере одного полиненасыщенного сомономера и, необязательно, дополнительных сомономеров, имеющий по меньшей мере 0,15 виниловых групп/1000 атомов углерода, и(б) углеродную сажу в количестве 10-45 мас.% от массы композиции.2. Композиция по п.1, где ненасыщенный полимер имеет по меньшей мере 0,30...
Способ и устройство для изготовления удлиненного изделия и изделие
Номер патента: 13854
Опубликовано: 30.08.2010
Авторы: Ярвенкиля Юри, Фреерман Рейнгольд, Винтерштайн Ральф, Райсельман Франц-Йозеф, Ховинг Ларс
МПК: F16L 9/147, B21C 23/24, B32B 1/08...
Метки: изделие, изделия, удлиненного, устройство, изготовления, способ
Формула / Реферат:
1. Способ изготовления удлиненного изделия, при котором изготавливают сердечник, имеющий наружный слой из пластического материала, экструдируют бесшовный металлический слой на сердечник с зазором между металлическим слоем и сердечником, охлаждают металлический слой и уменьшают диаметр металлического слоя до его контакта с сердечником из пластического материала, отличающийся тем, что проводят отжиг металлического слоя для повышения его...
Способ изготовления удлиненного изделия и изделие
Номер патента: 13855
Опубликовано: 30.08.2010
Авторы: Райсельман Франц-Йозеф, Ховинг Ларс, Фреерман Рейнгольд, Ярвенкиля Юри, Винтерштайн Ральф
МПК: F16L 9/147, B21C 23/24, B32B 1/08...
Метки: удлиненного, изготовления, способ, изделия, изделие
Формула / Реферат:
1. Способ изготовления удлиненного изделия, при которомизготавливают сердечник, имеющий наружный слой из пластического материала,экструдируют бесшовный металлический слой на сердечник с зазором между металлическим слоем и сердечником,охлаждают металлический слой иразмещают наружную поверхность сердечника вплотную к внутренней поверхности металлического слоя,отличающийся тем, что вызывают адгезивное воздействие между сердечником и металлическим...
Способ изготовления бесшовного полого изделия из стального круглого слитка ( варианты )
Номер патента: 13888
Опубликовано: 30.08.2010
Авторы: Кюммерлинг Рольф, Маниг Гюнтер
МПК: B21B 19/04
Метки: изделия, круглого, бесшовного, варианты, полого, слитка, стального, изготовления, способ
Формула / Реферат:
1. Способ изготовления бесшовного полого изделия из стального круглого слитка, диаметр которого составляет <95% диаметра слитка, на двухвалковом стане поперечно-винтовой прокатки с помощью оправки, удерживаемой между косыми валками и имеющей прошивную часть и по меньшей мере одну прогладочную часть, с использованием калибровочных направляющих, причем расстояние между валками в самом узком сечении устанавливают по отношению к диаметру слитка,...
Способ изготовления фигурных кондитерских изделий (варианты), изделия, полученные этим способом (варианты), и форма для их изготовления
Номер патента: 12239
Опубликовано: 28.08.2009
Авторы: Салахетдинов Тахир Сафович, Коннэ Владимир Ефимович, Горбатова Галина Александровна
МПК: A23G 3/02, A23G 1/22, A23G 1/21...
Метки: кондитерских, фигурных, изготовления, изделия, этим, изделий, способом, способ, форма, полученные, варианты
Формула / Реферат:
1. Способ изготовления фигурного кондитерского изделия, заключающийся в том, что производят изготовление формы путем формования оболочки на поверхность модели (которая находится внутри кожуха, причем оболочка формуется) из материала, способного к полимеризации, который наносят на поверхность модели в жидком или в пластичном состоянии; извлечение модели из формы; обработку внутренней поверхности оболочки, включающей ее очистку и/или промывку;...
Предыдущий патент: Способ и устройство для извлечения молока у млекопитающих
Следующий патент: Держатель презерватива
Случайный патент: Комбинированное применение метконазола и эпоксиконазола для уменьшения или предотвращения заражения зерновых культур микотоксинами