Способ изготовления гнутых металлических профилей и профиль, изготавливаемый данным способом
Формула / Реферат
1. Способ изготовления гнутого металлического профиля, в котором полосу (4) металла, ширина которой меньше, чем развертка изготавливаемого профиля, подвергают следующим операциям:
выполняют в полосе (4) продольные прорези (12, 14), по меньшей мере, в той продольной зоне, которая образует центральную часть полотна профиля;
загибают кромки продольных прорезей (12, 14) к внутренней стороне полосы (4) с образованием пазов (18, 20);
профилируют указанную полосу (4) с образованием С-образного сечения профиля;
растягивают полосу (4) в зонах, содержащих прорези (12, 14), в поперечном направлении с преобразованием пазов (18, 20) в проемы (28, 30) и
выдавливают вовнутрь профиля области центральной части его полотна, соответствующие указанным зонам растянутой полосы (4), с образованием выступов (32),
отличающийся тем, что загнутые кромки прорезей (12, 14) вытягивают с образованием скругленных кромок, касательная к свободному краю которых образует с поверхностью центральной части полотна профиля угол (b) больше 90ш.
2. Способ по п.1, отличающийся тем, что продольные прорези (12, 14) выполняют одновременно с загибанием их кромок.
3. Способ по п.1, отличающийся тем, что перед тем, как выполнить продольные прорези (12, 14), в полосе (4) на участках, соответствующих расположению концов прорезей (12, 14), выполняют отверстия (6, 8).
4. Способ по п.1 или 3, отличающийся тем, что выполнение в полосе (4) отверстий (6, 8) и продольных прорезей (12, 14) осуществляют одновременно.
5. Способ по п.1, отличающийся тем, что полосу (4) растягивают в поперечном направлении перед вытягиванием загнутых кромок прорезей (12, 14).
6. Способ по п.1, отличающийся тем, что профилирование полосы (4) осуществляют перед выдавливанием выступов (32).
7. Металлический профиль, полученный способом по одному из пп.1-6, имеющий С-образное сечение и выполненный, по меньшей мере, в той продольной зоне, которая образует центральную часть полотна профиля, с раскрытыми в поперечном направлении прорезями (12, 14), имеющими загнутые кромки, отличающийся тем, что указанные кромки выполнены скругленными таким образом, что касательная к их свободному краю образует с поверхностью центральной части полотна профиля угол b больше 90ш.


Текст
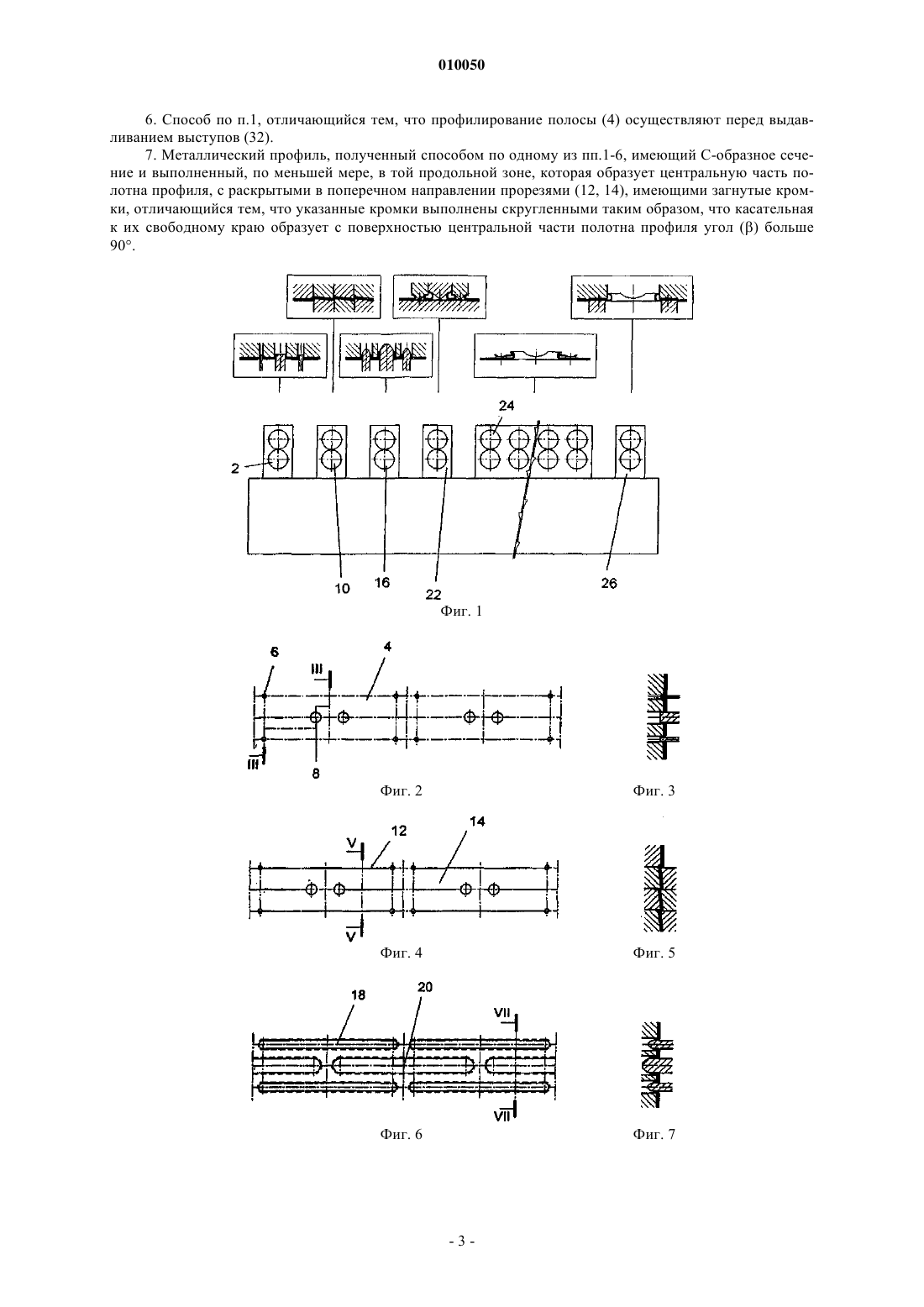
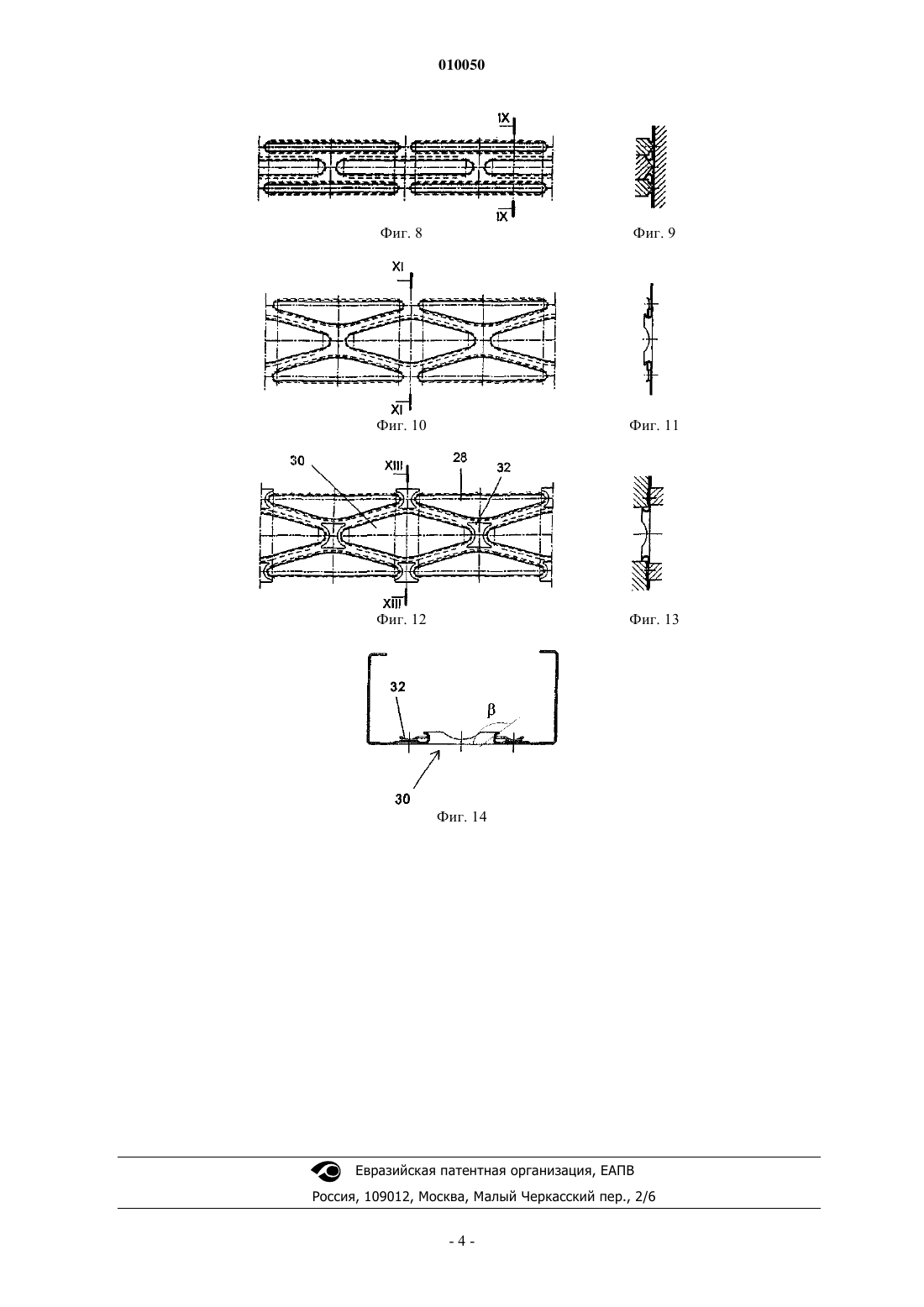
010050 Настоящее изобретение касается способа изготовления гнутых металлических профилей и профиля,изготавливаемого данным способом. Металлические конструкции, в частности С-образные профили, известны для обеспечения опоры для гипсового картона или для образования полок. Указанные профили содержат вдоль своего центрального полотна множество продольно выровненных отверстий различных форм, полученных процессом поперечного растягивания полосы листового металла, в которой уже предварительно выполнено множество прорезей. Эти известные профили, однако, обладают некоторыми недостатками, в частности опасностью для пользователя, берущего в руки профиль, из-за острых кромок отверстий; указанные острые кромки могут повредить соединительные кабели, проходящие сквозь данные отверстия; по краям отверстий может произойти растрескивание, что приведет к ослаблению профиля и ухудшению его прочности. Все эти недостатки устранены в изобретении применением способа изготовления гнутых металлических профилей по п.1 формулы изобретения. В другом аспекте изобретение относится к металлическому профилю, полученному упомянутым способом, имеющему С-образное сечение и выполненному, по меньшей мере, в той продольной зоне,которая образует центральную часть полотна профиля, с раскрытыми в поперечном направлении прорезями 12, 14, имеющими загнутые кромки, при этом указанные кромки выполнены скругленными таким образом, что касательная к их свободному краю образует с поверхностью центральной части полотна профиля уголбольше 90. Осуществление способа по настоящему изобретения описано в дальнейшем со ссылкой на приложенные чертежи, на которых показано: фиг. 1 - вид сбоку устройства для осуществления способа; фиг. 2 - полоса листового металла по окончании этапа выполнения отверстий; фиг. 3 - разрез по линии III-III на фиг. 2; фиг. 4 - полоса листового металла по окончании этапа разрезания; фиг. 5 - ее разрез по линии V-V на фиг. 4; фиг. 6 - вид в плане полосы листового металла по окончании загибания; фиг. 7 - ее разрез по линии VII-VII на фиг. 6; фиг. 8 - вид в плане полосы листового металла по окончании этапа вытягивания; фиг. 9 - ее разрез по линии IX-IX на фиг. 8; фиг. 10 - вид в плане полосы листового металла по окончании этапа растягивания; фиг. 11 - ее разрез по линии XI-XI на фиг. 10; фиг. 12 - вид в плане полосы листового металла по окончании этапа выдавливания; фиг. 13 - ее разрез по линии XIII-XIII на фиг. 12; фиг. 14 - профиль в разрезе. Как видно из чертежей, согласно изобретению полосу листового металла, ширина которой меньше,чем развертка получаемого профиля, разматывают из рулона, а затем подвергают возможным правильным операциям, при этом она проходит через пару валков 2, которые выполняют отверстия 6 и 8 в полосе 4 листового металла в соответствующих областях, подлежащих разрезанию; пару резательных валков 10, которые выполняют в полосе множество продольных прорезей 12, 14 различных длин, выровненных параллельными рядами; пару гибочных валков 16, которые образуют из ранее выполненных прорезей 12, 14 продольно прорезанные пазы 18, 20, кромки которых загнуты к внутренней стороне полосы листового металла; пару тянущих валков 22, на которых предусмотрены элементы, имеющие соответствующую форму для придания изогнутой формы загнутым кромкам прорезанных отверстий, чтобы получить разновидность скругленной кромки на каждом из указанных отверстий, причем касательная к ее свободному краю образует с поверхностью полосы уголбольше 90; пару натяжных валков 24, которые прикладывают поперечное тяговое усилие к полосе листового металла, преобразуя пазы 18, 20 в проемы 28, 30; пару выдавливающих валков 26, которые с регулярными интервалами образуют внутри растянутого центрального полотна серию выступов, или рельефов, которые смещают соответствующий участок растянутой зоны в плоскость, которая расположена на некотором расстоянии от плоскости самого полотна; множество профилирующих валков, которые преобразуют растянутую полосу в С-образный профиль или полку. Непрерывный профиль, полученный таким способом, затем разрезают поперек до нужного размера. В зависимости от конечного результата, который должен быть получен, могут быть применены различные варианты; например, исходную полосу тянутого металла можно сначала подвергнуть этапу разрезания с одновременным растягиванием, за которым следует этап профилирования; или ее можно сна-1 010050 чала подвергнуть этапу разрезания, затем профилированию и, наконец, растягиванию; или единственному этапу разрезания, растягивания и профилирования. Выдавливание выполняют по окончании стадии профилирования, хотя его можно выполнить во время прохождения через профилирующие валки или после растягивания, но перед профилированием. Вместо использования пар валков различные операции можно выполнять с использованием штампов или штампов и валков. Таким образом, может быть предложен способ изготовления гнутых металлических профилей, при котором полосу 4 металла, ширина которой меньше, чем развертка изготавливаемого профиля, подвергают следующим операциям: выполняют в полосе 4 продольные прорези 12, 14, по меньшей мере, в той продольной зоне, которая образует центральную часть полотна профиля; загибают кромки продольных прорезей 12, 14 к внутренней стороне полосы 4 с образованием пазов 18, 20; профилируют указанную полосу 4 с образованием С-образного сечения профиля; растягивают полосу 4 в зонах, содержащих прорези 12, 14, в поперечном направлении с преобразованием пазов 18, 20 в проемы 28, 30; выдавливают вовнутрь профиля области центральной части его полотна, соответствующие указанным зонам растянутой полосы 4, с образованием выступов 32, при этом загнутые кромки прорезей 12, 14 вытягивают с образованием скругленных кромок, касательная к свободному краю которых образует с поверхностью центральной части полотна профиля уголбольше 90. В данном способе предусмотрено, что продольные прорези 12, 14 выполняют одновременно с загибанием их кромок. Также в варианте осуществления способа может быть предусмотрено, что перед тем, как выполнить продольные прорези 12, 14, в полосе 4 на участках, соответствующих расположению концов прорезей 12,14, выполняют отверстия 6, 8. При необходимости выполнение в полосе 4 отверстий 6, 8 и продольных прорезей 12, 14 осуществляют одновременно. В варианте предусмотрено, что полосу 4 растягивают в поперечном направлении перед вытягиванием загнутых кромок прорезей 12, 14. При этом при необходимости осуществляют профилирование полосы 4 перед выдавливанием выступов 32. Из вышеизложенного очевидно, что способ согласно изобретению обладает многими преимуществами, в частности устраняет любую опасность для пользователя, так как отверстия выполняют с неострыми кромками; облегчается вставка кабелей, так как между ними и кромками отверстия не происходит трения; устраняется любая возможность растрескивания благодаря присутствию предварительно выполненных отверстий, соответствующих прорезям. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ изготовления гнутого металлического профиля, в котором полосу (4) металла, ширина которой меньше, чем развертка изготавливаемого профиля, подвергают следующим операциям: выполняют в полосе (4) продольные прорези (12, 14), по меньшей мере, в той продольной зоне, которая образует центральную часть полотна профиля; загибают кромки продольных прорезей (12, 14) к внутренней стороне полосы (4) с образованием пазов (18, 20); профилируют указанную полосу (4) с образованием С-образного сечения профиля; растягивают полосу (4) в зонах, содержащих прорези (12, 14), в поперечном направлении с преобразованием пазов (18, 20) в проемы (28, 30) и выдавливают вовнутрь профиля области центральной части его полотна, соответствующие указанным зонам растянутой полосы (4), с образованием выступов (32),отличающийся тем, что загнутые кромки прорезей (12, 14) вытягивают с образованием скругленных кромок, касательная к свободному краю которых образует с поверхностью центральной части полотна профиля уголбольше 90. 2. Способ по п.1, отличающийся тем, что продольные прорези (12, 14) выполняют одновременно с загибанием их кромок. 3. Способ по п.1, отличающийся тем, что перед тем, как выполнить продольные прорези (12, 14), в полосе (4) на участках, соответствующих расположению концов прорезей (12, 14), выполняют отверстия(6, 8). 4. Способ по п.1 или 3, отличающийся тем, что выполнение в полосе (4) отверстий (6, 8) и продольных прорезей (12, 14) осуществляют одновременно. 5. Способ по п.1, отличающийся тем, что полосу (4) растягивают в поперечном направлении перед вытягиванием загнутых кромок прорезей (12, 14).-2 010050 6. Способ по п.1, отличающийся тем, что профилирование полосы (4) осуществляют перед выдавливанием выступов (32). 7. Металлический профиль, полученный способом по одному из пп.1-6, имеющий С-образное сечение и выполненный, по меньшей мере, в той продольной зоне, которая образует центральную часть полотна профиля, с раскрытыми в поперечном направлении прорезями (12, 14), имеющими загнутые кромки, отличающийся тем, что указанные кромки выполнены скругленными таким образом, что касательная к их свободному краю образует с поверхностью центральной части полотна профиля уголбольше 90.
МПК / Метки
МПК: B21D 5/08, B21D 47/02, E04C 3/09
Метки: изготовления, изготавливаемый, металлических, данным, гнутых, способом, профилей, способ, профиль
Код ссылки
<a href="https://eas.patents.su/5-10050-sposob-izgotovleniya-gnutyh-metallicheskih-profilejj-i-profil-izgotavlivaemyjj-dannym-sposobom.html" rel="bookmark" title="База патентов Евразийского Союза">Способ изготовления гнутых металлических профилей и профиль, изготавливаемый данным способом</a>
Способ производства конфеты, штамп для изготовления оболочек конфет и конфета, полученная данным способом
Номер патента: 7550
Опубликовано: 27.10.2006
Авторы: Сухарев Алексей Иванович, Прусакова Юлия Владимировна, Пескин Александр Владимирович, Кузьмин Олег Александрович, Савельева Ольга Евгеньевна
МПК: A23G 1/54, A23G 1/21, A23G 3/24...
Метки: конфет, конфеты, данным, штамп, конфета, производства, способ, оболочек, изготовления, способом, полученная
Формула / Реферат:
1. Способ производства конфеты, включающий формование оболочки путем погружения штампов форм, охлажденных до температуры, меньшей температуры кристаллизации шоколадной массы или массы из шоколадной или кондитерской глазури в ванну с темперированной шоколадной массой или массой из шоколадной или кондитерской глазури, выдержку штампов форм в ванне, извлечение штампов форм из ванны с последующей выдержкой, отделение полученных оболочек с помощью...
Способ изготовления горчичника, линия для его изготовления, горчичник, выполненный данным способом, и способ его упаковки

Номер патента: 1438
Опубликовано: 26.02.2001
Авторы: Агаркова Наталья Александровна, Агарков Александр Михайлович
МПК: A61K 9/14, A61J 3/00, A61J 1/00...
Метки: линия, способом, горчичника, горчичник, выполненный, изготовления, данным, способ, упаковки
Формула / Реферат:
1. Способ изготовления горчичников путем дозированного нанесения горчичного порошка на основу и формирования горчичников путем склеивания верхнего и нижнего слоев основы термопрессующим устройством, отличающийся тем, что горчичный порошок предварительно просеивают, а дозированная подача осуществляется через дозатор в виде оборотных сменных форм, представляющий собой шаблон с отверстиями. 2. Линия для изготовления горчичников из рулонного...
Способ и устройство для изготовления щетинных изделий и щетинное изделие, изготовленное данным способом (варианты)
Номер патента: 153
Опубликовано: 29.10.1998
Автор: Вайраух Георг
Метки: варианты, щетинных, изготовления, изделий, устройство, изготовленное, способом, щетинное, способ, изделие, данным
Формула / Реферат:
1. Способ изготовления щетинных изделий, состоящих из держателя щетины из упругого материала, по меньшей мере, с одной предпочтительно цилиндрической выемкой для приема пучка щетины, имеющего на своем конце со стороны закрепления соединяющее щетинки утолщение, поперечное сечение которого больше, чем самое узкое поперечное сечение выемки, и которое вставляют под давлением в выемку в держателе щетины с геометрическим замыканием, причем стенку...
Винт для закрепления металлических или пластмассовых профилей или плит на основании
Номер патента: 336
Опубликовано: 29.04.1999
Авторы: Кеппель Норберт, Пальм Эрих
МПК: F16B 25/10
Метки: закрепления, металлических, пластмассовых, винт, плит, основании, профилей
Формула / Реферат:
1. Винт для закрепления металлических и/или пластмассовых профилей или плит на основании, состоящий из хвостовика с просверливающим участком и резьбовым участком, а также с участком для приложения силы завинчивающего инструмента, отличающийся тем, что участок (6) хвостовика (2), примыкающий к участку для приложения силы, выполнен конусно расширяющимся в направлении участка для приложения силы и что диаметр (DK) конца конусного участка (6)...
Винт для закрепления металлических и/или пластмассовых профилей или плит на несущей конструкции.
Номер патента: 1018
Опубликовано: 28.08.2000
Автор: Пальм Эрих
МПК: F16B 35/04
Метки: закрепления, винт, пластмассовых, металлических, профилей, конструкции, несущей, плит
Формула / Реферат:
1. Винт для закрепления металлических и/или пластмассовых профилей или плит на несущей конструкции, состоящий из стержня с резьбовым участком и участком приложения усилия ввинчивающего устройства, отличающийся тем, что примыкающий к участку (3) приложения силы участок (6) стержня (2) расширяется в направлении участка (3) приложения силы конически, ступенчато конически или, если смотреть в сечении, повторяя форму некоторой кривой, при этом...
Предыдущий патент: Многоуровневое жилое здание со встроенной автомобильной стоянкой
Следующий патент: Соединения инданилпиперазина, способ их получения и содержащие их фармацевтические композиции
Случайный патент: Регулируемый боковой вкладыш для насоса