Способ и установка для производства листового материала для экстракционных пакетиков
Номер патента: 18135
Опубликовано: 30.05.2013
Авторы: Ямагучи Хироши, Цуджи Йошиюки, Сунада Масахиро
Формула / Реферат
1. Способ производства листового материала для экстракционных пакетиков, представляющего собой водопроницаемый фильтровальный листовой материал, на котором с заданными промежутками в направлении его длины располагают прикрепленные к нити этикетки, включающий
этап размещения и удерживания этикеток на вращающемся опорном корпусе с заданными промежутками,
этап проведения нити в виде непрерывного узора путем колебательного перемещения элемента нитеводителя по периферической поверхности вращающегося опорного корпуса, содержащего проводящие стержни, выступающие из указанной поверхности,
этап прикрепления нити к этикеткам,
этап подачи водопроницаемого фильтровального листового материала на этикетки и нити, размещенные на вращающемся опорном корпусе,
этап прикрепления нитей к водопроницаемому фильтровальному листовому материалу на вращающемся опорном корпусе и
этап прикрепления этикеток к водопроницаемому фильтровальному листовому материалу на вращающемся опорном корпусе,
причем на указанных этапах прикрепления используют прикрепляющие головки, которые перемещают колебательно относительно центральной оси указанного корпуса и вертикально относительно его периферической поверхности, при этом скорости колебаний, скорости вертикального перемещения и временные периоды прижимного контакта прикрепляющих головок регулируют с помощью осцилляционного серводвигателя и серводвигателя для вертикального перемещения.
2. Установка для производства листового материала для экстракционных пакетиков, представляющего собой водопроницаемый фильтровальный листовой материал, на котором с заданными промежутками в направлении его длины расположены прикрепленные к нити этикетки, содержащая
узел подачи этикеток, предназначенный для подачи этикеток на вращающийся опорный корпус, так что указанные этикетки удерживаются на нем с заданными промежутками,
узел нитеводителя, предназначенный для проведения нити в виде непрерывного узора путем колебательного перемещения элемента нитеводителя по периферической поверхности вращающегося опорного корпуса, содержащего проводящие стержни, выступающие из указанной поверхности,
прикрепляющий узел, предназначенный для прикрепления нити к этикеткам,
средство подачи листового материала, предназначенное для подачи водопроницаемого фильтровального листового материала на этикетки и нить, размещенные на вращающемся опорном корпусе,
прикрепляющий узел, предназначенный для прикрепления нити к водопроницаемому фильтровальному листовому материалу на вращающемся опорном корпусе,
прикрепляющий узел, предназначенный для прикрепления этикеток к водопроницаемому фильтровальному листовому материалу на вращающемся опорном корпусе,
причем каждый из указанных прикрепляющих узлов содержит прикрепляющую головку, которая перемещается колебательно относительно центральной оси указанного корпуса и вертикально относительно его периферической поверхности, при этом регулирование скоростей колебаний, скоростей вертикального перемещения и временных периодов прижимного контакта прикрепляющих головок указанных прикрепляющих узлов выполняется с помощью осцилляционного серводвигателя и серводвигателя для вертикального перемещения.

Текст
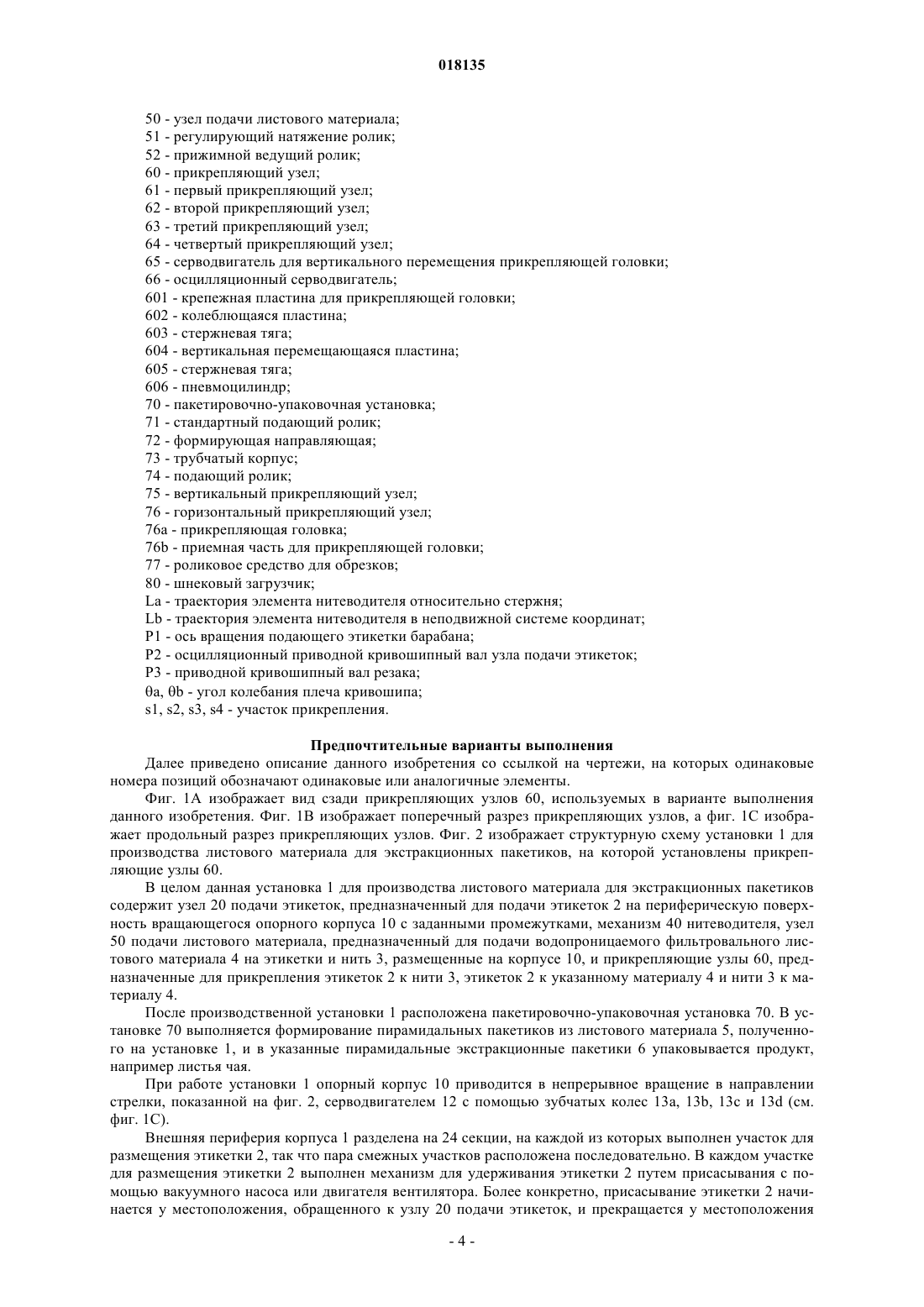
СПОСОБ И УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА ЛИСТОВОГО МАТЕРИАЛА ДЛЯ ЭКСТРАКЦИОННЫХ ПАКЕТИКОВ Предложен способ производства листового материала для экстракционных пакетиков (5),включающий этап обеспечения поддерживания этикеток (2) на вращающейся опоре (10) с заданными промежутками, этап проведения нити с образованием непрерывного узора из нитяного материала (3) на периферической поверхности вращающейся опоры (10), этап скрепления нитяного материала (3) и этикетки, этап подачи фильтрующего воду листового материала (4) на этикетку и нитяной материал (3), расположенные на вращающейся опоре (10), этап скрепления нитяного материала и фильтрующего воду листового материала на вращающейся опоре и этап скрепления этикетки и фильтрующего воду листового материала на вращающейся опоре. На указанных этапах прикрепления используют прикрепляющие головки, которые совершают возвратнопоступательные и колебательные перемещения относительно центральной оси вращающейся опоры (10) и перемещаются вверх и вниз относительно ее периферической поверхности с помощью осцилляционного серводвигателя (66) и серводвигателя (65) для вертикального перемещения. Таким образом, обеспечивается оптимизация условий прикрепления для производства указанного листового материала путем расположения этикеток на лентообразном фильтрующем воду листовом материале с заданными промежутками и путем расположения длинного нитяного материала в виде определенного извилистого узора. Область техники Данное изобретение относится к устройству нитеводителя, используемому при производстве листового материала для экстракционных пакетиков, и к установке для производства листового материала для экстракционных пакетиков, в которой используется указанное устройство. Предпосылки изобретения К широко применяемым экстракционным пакетикам относятся пакетики для черных, зеленых, травяных и других чаев, а также экстракционные пакетики, которые содержат сушеные продукты, такие как сушеная мелкая сардина и сушеная скумбрия для приготовления бульона. Такой пакетик содержит корпус плоской, четырехгранной или другой формы, выполненный из водопроницаемого фильтровального листового материала, такого как листовой нетканый материал, экстрагируемое вещество, например, листья чая, упакованные в указанный корпус пакетика, и подвесную нить с этикеткой, прикрепленную к внешней поверхности корпуса. В одном известном листовом материале, используемом для производства таких экстракционных пакетиков, каждая подвесная нить с этикеткой для одного пакетика расположена на лентообразном водопроницаемом фильтровальном листовом материале с заданными промежутками в направлении его длины(патентный документ 1). В другом известном листовом материале для пакетиков, предназначенном для изготовления с повышенной производительностью, этикетки расположены на лентообразном водопроницаемом фильтровальном листовом материале с заданными промежутками в направлении его длины,при этом длинная нить расположена в виде специального извилистого узора, так что она размещена на каждой этикетке (патентный документ 2). Патентный документ 1: выложенная заявка на патент ЯпонииHei 10-157709. Патентный документ 2: опубликованный перевод с японского международной заявки на патент РСТ 2006-510550. Цель изобретения Способ изготовления вышеуказанного листового материала для экстракционных пакетиков включает расположение этикеток на лентообразном водопроницаемом фильтровальном листовом материале с заданными промежутками в направлении его длины и расположение длинной нити по специальному извилистому узору с обеспечением ее размещения на каждой этикетке. Указанный способ дополнительно включает этап прикрепления длинной нити к этикеткам после размещения и удерживания этикеток на вращающемся опорном корпусе на заданных промежутках и расположения длинной нити по специальному извилистому узору с обеспечением размещения на каждой этикетке, а также дополнительный этап прикрепления водопроницаемого фильтровального листового материала к полосе или этикеткам на вращающемся опорном корпусе после подачи указанного материала на опорный корпус. При обычном способе производства (патентный документ 2) набор прикрепляющих узлов, используемых в вышеуказанных этапах прикрепления, перемещают вертикально относительно периферической поверхности вращающегося опорного корпуса с помощью кулачкового механизма, приводимого в действие источником возбуждения, который также используют в качестве источника возбуждения для вращающегося опорного корпуса. Однако при использовании вышеуказанного механизма отсутствует возможность свободного регулирования скоростей вертикальных перемещений прикрепляющих узлов и временного периода прижимного контакта с периферической поверхностью вращающегося опорного корпуса. Таким образом, к сожалению, в случае изменения темпа производства листового материала или изменения материалов прикрепляемых объектов, таких как этикетки, нить и водопроницаемый фильтровальный листовой материал,отсутствует возможность оптимизации условий прикрепления. В контексте вышеизложенного целью данного изобретения является обеспечение возможности прикрепления этикеток, нити и водопроницаемого фильтровального листового материала при оптимальных условиях, соответствующих материалам этих объектов и темпу производства листового материала для экстракционных пакетиков. Сущность изобретения Автором данной заявки было установлено, что вышеуказанная цель может быть достигнута путем перемещения прикрепляющего узла, предназначенного для прикрепления нити к этикетке на вращающемся опорном корпусе, вертикально относительно периферической поверхности указанного корпуса и колебательно в соответствии с вращением корпуса, а также путем регулирования вертикального и колебательного перемещений с помощью серводвигателей. Предпочтительно в дополнение к вышеуказанному прикрепляющему узлу выполняется вертикальное и колебательное перемещение прикрепляющего узла, предназначенного для прикрепления нити к водопроницаемому фильтровальному листовому материалу, и прикрепляющего узла, предназначенного для прикрепления этикетки к указанному материалу. Соответственно, в данном изобретении предложен способ производства листового материала для экстракционных пакетиков, представляющего собой водопроницаемый фильтровальный листовой материал, на котором с заданными промежутками в направлении его длины располагают прикрепленные к нити этикетки, включающий: этап размещения и удерживания этикеток на вращающемся опорном корпусе с заданными проме-1 018135 жутками,этап проведения нити в виде непрерывного узора путем колебательного перемещения элемента нитеводителя по периферической поверхности вращающегося опорного корпуса, содержащего проводящие стержни, выступающие из указанной поверхности,этап прикрепления нити к этикеткам,этап подачи водопроницаемого фильтровального листового материала на этикетки и нити, размещенные на вращающемся опорном корпусе,этап прикрепления нитей к водопроницаемому фильтровальному листовому материалу на вращающемся опорном корпусе и этап прикрепления этикеток к водопроницаемому фильтровальному листовому материалу на вращающемся опорном корпусе,причем на указанных этапах прикрепления используют прикрепляющие головки, перемещаемые колебательно относительно центральной оси указанного корпуса и вертикально относительно его периферической поверхности, при этом скорости колебаний, скорости вертикального перемещения и временные периоды прижимного контакта прикрепляющих головок регулируют с помощью осцилляционного серводвигателя и серводвигателя для вертикального перемещения. Кроме того, в данном изобретении предложена установка, которая реализует вышеуказанный способ производства листового материала для экстракционных пакетиков. Более конкретно, в изобретении предложена установка для производства листового материала для экстракционных пакетиков, представляющего собой водопроницаемый фильтровальный листовой материал, на котором с заданными промежутками в направлении его длины расположены прикрепленные к нити этикетки, содержащая: узел подачи этикеток, предназначенный для подачи этикеток на вращающийся опорный корпус, так что указанные этикетки удерживаются на нем с заданными промежутками,узел нитеводителя, предназначенный для проведения нити в виде непрерывного узора путем колебательного перемещения элемента нитеводителя по периферической поверхности вращающегося опорного корпуса, содержащего проводящие стержни, выступающие из указанной поверхности,прикрепляющий узел, предназначенный для прикрепления нити к этикеткам,средство подачи листового материала, предназначенное для подачи водопроницаемого фильтровального листового материала на этикетки и нить, размещенные на вращающемся опорном корпусе,прикрепляющий узел, предназначенный для прикрепления нити к водопроницаемому фильтровальному листовому материалу на вращающемся опорном корпусе,прикрепляющий узел, предназначенный для прикрепления этикеток к водопроницаемому фильтровальному листовому материалу на вращающемся опорном корпусе,причем каждый из указанных прикрепляющих узлов содержит прикрепляющую головку, которая перемещается колебательно относительно центральной оси указанного корпуса и вертикально относительно его периферической поверхности, при этом регулирование скоростей колебаний, скоростей вертикального перемещения и временные периоды прижимного контакта прикрепляющих головок указанных прикрепляющих узлов выполняется с помощью осцилляционного серводвигателя и серводвигателя для вертикального перемещения. Преимущества изобретения В предложенных способе и установке для производства листового материала для экстракционных пакетиков прикрепляющий узел, предназначенный для прикрепления нити к этикеткам на вращающемся опорном корпусе, перемещается вертикально относительно периферической поверхности указанного корпуса и колебательно в соответствии с вращением корпуса, при этом вертикальное и колебательное перемещения регулируются с помощью серводвигателей. Предпочтительно в дополнение к вышеуказанному прикрепляющему узлу выполняются вертикальное и колебательное перемещения прикрепляющего узла, предназначенного для прикрепления нити к водопроницаемому фильтровальному листовому материалу, и прикрепляющего узла, предназначенного для прикрепления этикетки к указанному материалу. Таким образом, данные прикрепляющие узлы могут свободно регулироваться по скорости и синхронизации вертикального перемещения относительно периферической поверхности вращающегося опорного корпуса, а также по скорости в направлении вращения корпуса, скорости возврата в направлении, противоположном указанному направлению вращения, и по синхронизации колебаний при колебательном перемещении указанных узлов вместе с корпусом. Соответственно, при использовании ультразвуковой сварки, а также термической сварки, каждый прикрепляющий узел может быть введен в прижимной контакт с периферической поверхностью вращающегося опорного корпуса на период времени,необходимый для получения заданной прочности сцепления, во время перемещения прикрепляющего узла в направлении корпуса. Когда каждый прикрепляющий узел возвращается в направлении, противоположном направлению вращения корпуса, указанный узел может перемещаться с высокой скоростью в соответствии с темпом производства листового материала для экстракционных пакетиков. Таким образом, прикрепление этикеток, нити и водопроницаемого фильтровального листового материала может выполнятьсяпри оптимальных условиях, соответствующих этим материалам и темпу производства листового материала для экстракционных пакетиков, так что производительность может быть повышена. В обычных случаях, в частности, при использовании термической сварки, необходимо изменять температурный режим сварки в соответствии с материалами прикрепляемых объектов и темпом выпуска. Однако в соответствии с данным изобретением условия прикрепления могут регулироваться путем изменения временного периода прижимного контакта. Таким образом, имеется возможность более простого регулирования условий прикрепления. Краткое описание чертежей Фиг. 1 А изображает вид сзади прикрепляющих узлов в одном варианте выполнения,фиг. 1 В изображает разрез прикрепляющих узлов в одном варианте выполнения,фиг. 1 С изображает другой разрез прикрепляющих узлов в одном варианте выполнения,фиг. 2 изображает схематическую структурную схему установки для производства листового материала для экстракционных пакетиков в одном варианте выполнения,фиг. 3(а) изображает вид в аксонометрии узла нитеводителя, а фиг. 3(b) изображает вид сверху узла нитеводителя,фиг. 4 изображает вид сверху непрерывного узора нити, выполненного на периферической поверхности вращающегося опорного корпуса,фиг. 5 изображает схему, показывающую траекторию элемента нитеводителя на периферической поверхности вращающегося опорного корпуса,фиг. 6 изображает схему, показывающую траекторию элемента нитеводителя в неподвижной системе координат,фиг. 7 изображает последовательность схем, показывающих участки прикрепления,фиг. 8 изображает вид сверху листового материала для экстракционных пакетиков,фиг. 9 изображает вид в аксонометрии пакетировочно-упаковочной машины,фиг. 10 изображает вид в аксонометрии экстракционного пакетика. Перечень элементов 1 - установка для производства листового материала для экстракционных пакетиков; 2 - этикетка; 2r - рулон ленты этикеток; 2t - лента этикеток; 3 - нить; 3r - шпулька для нити; 4 - водопроницаемый фильтровальный листовой материал; 4r - рулон листового материала; 5 - листовой материал для экстракционных пакетиков; 6 - экстракционный пакетик; 10 - вращающийся опорный корпус; 101 - пружина; 102 - неподвижный кулачок; 11, 11 а, 11b, 11c, 11d - стержень; 12 - серводвигатель для вращающегося опорного корпуса; 13 а, 13b, 13c, 13d - зубчатое колесо; 20 - узел подачи этикеток; 21 - узел подачи и разрезания этикеток; 22 - подающий этикетки барабан; 30 - узел нитеводителя; 31 - участок соединения; 32 а - первый приводной кривошипный механизм; 32b - второй приводной кривошипный механизм; 33 Ма, 33Mb - серводвигатель; 34 а, 34b - плечо кривошипа; 35 а, 35b - тяга; 36 - направляющая нити; 37 - элемент нитеводителя; 38 - держатель элемента нитеводителя; 40 - механизм нитеводителя; 401 - приводной ролик; 402 - прижимной ролик; 410 - средство регулирования натяжения пружины; 420 - механизм регулирования натяжения; 422 - серводвигатель; 430 - узел регулирования длины прохода; 50 - узел подачи листового материала; 51 - регулирующий натяжение ролик; 52 - прижимной ведущий ролик; 60 - прикрепляющий узел; 61 - первый прикрепляющий узел; 62 - второй прикрепляющий узел; 63 - третий прикрепляющий узел; 64 - четвертый прикрепляющий узел; 65 - серводвигатель для вертикального перемещения прикрепляющей головки; 66 - осцилляционный серводвигатель; 601 - крепежная пластина для прикрепляющей головки; 602 - колеблющаяся пластина; 603 - стержневая тяга; 604 - вертикальная перемещающаяся пластина; 605 - стержневая тяга; 606 - пневмоцилиндр; 70 - пакетировочно-упаковочная установка; 71 - стандартный подающий ролик; 72 - формирующая направляющая; 73 - трубчатый корпус; 74 - подающий ролик; 75 - вертикальный прикрепляющий узел; 76 - горизонтальный прикрепляющий узел; 76 а - прикрепляющая головка; 76b - приемная часть для прикрепляющей головки; 77 - роликовое средство для обрезков; 80 - шнековый загрузчик;La - траектория элемента нитеводителя относительно стержня;Lb - траектория элемента нитеводителя в неподвижной системе координат; Р 1 - ось вращения подающего этикетки барабана; Р 2 - осцилляционный приводной кривошипный вал узла подачи этикеток; Р 3 - приводной кривошипный вал резака; а, b - угол колебания плеча кривошипа;s1, s2, s3, s4 - участок прикрепления. Предпочтительные варианты выполнения Далее приведено описание данного изобретения со ссылкой на чертежи, на которых одинаковые номера позиций обозначают одинаковые или аналогичные элементы. Фиг. 1 А изображает вид сзади прикрепляющих узлов 60, используемых в варианте выполнения данного изобретения. Фиг. 1B изображает поперечный разрез прикрепляющих узлов, а фиг. 1 С изображает продольный разрез прикрепляющих узлов. Фиг. 2 изображает структурную схему установки 1 для производства листового материала для экстракционных пакетиков, на которой установлены прикрепляющие узлы 60. В целом данная установка 1 для производства листового материала для экстракционных пакетиков содержит узел 20 подачи этикеток, предназначенный для подачи этикеток 2 на периферическую поверхность вращающегося опорного корпуса 10 с заданными промежутками, механизм 40 нитеводителя, узел 50 подачи листового материала, предназначенный для подачи водопроницаемого фильтровального листового материала 4 на этикетки и нить 3, размещенные на корпусе 10, и прикрепляющие узлы 60, предназначенные для прикрепления этикеток 2 к нити 3, этикеток 2 к указанному материалу 4 и нити 3 к материалу 4. После производственной установки 1 расположена пакетировочно-упаковочная установка 70. В установке 70 выполняется формирование пирамидальных пакетиков из листового материала 5, полученного на установке 1, и в указанные пирамидальные экстракционные пакетики 6 упаковывается продукт,например листья чая. При работе установки 1 опорный корпус 10 приводится в непрерывное вращение в направлении стрелки, показанной на фиг. 2, серводвигателем 12 с помощью зубчатых колес 13 а, 13b, 13 с и 13d (см. фиг. 1 С). Внешняя периферия корпуса 1 разделена на 24 секции, на каждой из которых выполнен участок для размещения этикетки 2, так что пара смежных участков расположена последовательно. В каждом участке для размещения этикетки 2 выполнен механизм для удерживания этикетки 2 путем присасывания с помощью вакуумного насоса или двигателя вентилятора. Более конкретно, присасывание этикетки 2 начинается у местоположения, обращенного к узлу 20 подачи этикеток, и прекращается у местоположения между положением слабого прикрепления этикетки 2 к водопроницаемому фильтровальному листовому материалу 4 (с помощью рассмотренного ниже четвертого прикрепляющего узла 64) и положением, в котором листовой материал пакетика отделяется от периферической поверхности корпуса 10. Запуск и завершение присасывания выполняется путем изменения всасывающего канала с помощью поворотного клапана. Опорный корпус 10 также содержит механизм для вертикального перемещения проводящих нить стержней 11. Этот механизм выполнен таким образом, что стержни 11 всегда поджаты пружинами 101 так, что выходят за периферическую поверхность корпуса. Однако в области подачи листового материала 4 на периферическую поверхность корпуса 10 стержни 11 перемещаются вниз по направлению к внутренней части корпуса, следуя форме неподвижного кулачка 102, расположенного в корпусе 10, так что за периферическую поверхность выступают лишь небольшие части стержней 11. Узел 20 подачи этикеток содержит узел 21 подачи и разрезания этикеток, предназначенный для разматывания ленты 2t этикеток из рулона 2r и разрезания размотанной ленты 2t на отдельные этикетки 2 заданной длины, а также подающий этикетки барабан 22, который транспортирует разрезанные в узле 21 этикетки 2 на периферическую поверхность вращающегося опорного корпуса 10. Узел 20 выполнен таким образом, что этикетки 2 могут подаваться из рулона 2r к корпусу 10 с максимально возможной скоростью без провисания ленты 2t. Более конкретно, во время колебательного перемещения узла 21 при помощи кулачкового механизма, как показано стрелками, происходит разрезание ленты 2t, при этом отрезанные этикетки 2 передаются к подающему этикетки барабану 22. Барабан 22 приводится во вращение с постоянной скоростью, так что принятые из узла 21 этикетки 2 удерживаются на корпусе 10 с заданными промежутками. Механизм 40 нитеводителя выполнен таким образом, что при регулировании натяжения нити 3 с получением, по существу, постоянного значения на периферической поверхности опорного корпуса, на которой с заданными промежутками расположены этикетки 2, формируется узор из непрерывно изгибаемой нити 3, который перекрывает каждую этикетку 2 по меньшей мере в одной точке. Механизм 40 нитеводителя содержит приводной ролик 401 для разматывания нити 3 со шпульки 3r, прижимной ролик 402, обращенный к приводному ролику 401, средство 410 регулирования натяжения нити 3 и узел 30 нитеводителя, предназначенный для формирования непрерывного извилистого узора нити 3 на периферической поверхности корпуса 10. Средство 410 содержит механизм 420 регулирования натяжения и расположенный после него механизм 430 регулирования длины прохода. Узел 30 нитеводителя содержит первый приводной кривошипный механизм 32 а и второй приводной кривошипный механизм 32b, которые соединены, по существу, перпендикулярно друг другу на участке 31 соединения, как показано на фиг. 3. Механизмы 32 а и 32b соответственно содержат плечи 34 а и 34b кривошипа, приводимые в действие соответственно серводвигателями 33 Ма и 33Mb, а также тяги 35 а и 35b, присоединенные соответственно к плечам 34 а и 34b. Участок 31 соединения первого и второго механизмов 32 а и 32b присоединяет среднюю часть тяги 35 а первого механизма 32 а к концевой части тяги 35b второго механизма 32b В концевой части тяги 35 а первого механизма 32 а расположен держатель 38 элемента нитеводителя, содержащий кольцеобразную направляющую 36 нити и элемент 37 нитеводителя. В описанной выше конфигурации участок 31 соединения первого и второго механизмов 32 а и 32b расположен в средней части тяги 35 а первого механизма 32 а. Это может препятствовать расположению скользящих элементов, которые являются источниками пыли, например, участка 31 и участка соединения плеча 34b и тяги 35b, над периферической поверхностью вращающегося опорного корпуса 10. Кроме того, над периферической поверхностью корпуса 10 расположен только держатель 38 элемента нитеводителя, а тяги расположены в стороне от нее. Это может свести к минимуму возможные затруднения при проведении нити и подаче водопроницаемого фильтровального листового материала на вращающийся опорный корпус 10. В узле 30 нитеводителя держатель 38 приводится в действие двумя кривошипными механизмами 32 а и 32b. Поскольку в качестве источников возбуждения механизмов 32 а и 32b используются соответственно серводвигатели 33 Ма и 33Mb, то элемент 37 нитеводителя может перемещаться по необходимой для проведения нити траектории. Более конкретно, например, если спаренные этикетки 2, прикрепленные путем присасывания к периферической поверхности корпуса 10, выполнены в виде смежных пар, расположенных на заданных промежутках, как показано на фиг. 4, то непрерывный узор из нити 3, протянутой по каждой этикетке 2 в осевом направлении опорного корпуса, может формироваться нижеописанным способом. При проведении нити наружу выступают стержни 11 а и 11b, а также стержни 11 с и 11d. Стержни 11 а и 11b расположены на противоположных сторонах (верхней по потоку и нижней по потоку относительно направления вращения корпуса 10) каждой этикетки 2 в местоположениях, отнесенных от центра к одному периферическому краю 10 а корпуса 10, как показано на фиг. 5. Стержни 11 с и 11d расположены в местоположениях, отнесенных от каждой этикетки 2 в осевом направлении корпуса 10. Узел 30 нитеводителя перемещается так, что элемент 37 на конце держателя 38 перемещается вокруг стержней 11 (11 а, 11b, 11 с и 11d) по круговым траекториям, имеющим заданный радиус (например, 6-10 мм), а также перемещается между стрежнями 11 по касательным к указанным круговым траекториям. На фиг. 4 и 5 пунктирными линиями показан листовой материал 4, подаваемый последовательно на периферическую поверхность корпуса 10,а более короткими штрихами показана часть каждого одного пакетика в листовом материале 4. На фиг. 5 непрерывный извилистый узор, обозначенный тонкой линией, соответствует непрерывному узору, показанному на фиг. 4. Траектория La, показанная на фиг. 5, является траекторией прохождения относительно стержней 11,перемещающихся в направлении стрелки при вращении опорного корпуса 10. Таким образом, узел 30 нитеводителя перемещается так, что элемент 37 проходит по траектории Lb, показанной на фиг. 6, в неподвижной системе координат. Символом Р 1 на фиг. 5 и 6 обозначена одна и та же точка на траекторияхLa и Lb. Вышеуказанное перемещение элемента 37 нитеводителя может быть достигнуто путем запуска серводвигателей 33 Ма и 33Mb для обеспечения создания возвратно-поступательных движений и путем регулирования частоты и периода вращения двигателей. В этом случае предпочтительно установить значения углов а и b амплитуды колебаний плеч 34 а и 34b кривошипа, равные 120 или менее. Около верхних и нижних мертвых точек плеч 34 а и 34b кривошипа тяги 35 а и 35b совершают меньшее перемещение по сравнению с перемещениями плеч 34 а и 34b, так что перемещение элемента 37 с заданной скоростью является затруднительным. Однако когда плечи 34 а и 34b перемещаются в пределах вышеуказанного диапазона, элемент 37 может перемещаться с заданной скоростью. Управление перемещением элемента 37 нитеводителя может выполняться с помощью серводвигателей 33 Ма и 33Mb, например, следующим образом: (i) управление элемента 37 выполняется так, что он перемещается с постоянной скоростью, (ii) управление элемента 37 выполняется так, что он перемещается вокруг стержней 11 с низкой скоростью и перемещается на линейных участках между стержнями с высокой скоростью, (iii) элементу 37 сообщается ускорение и замедление в соответствии с заданной неправильной кривой, (iv) скорость разматывания нити 3 со шпульки 3r, на которую она намотана, регулируется с обеспечением ее постоянного значения. Из всех описанных режимов управления предпочтительным является режим (iv), так как в этом случае имеется возможность удерживания изменений натяжения нити на низком уровне. Управление вышеуказанным перемещением узла 30 нитеводителя может выполняться путем приведения в действие сервомеханизмов с помощью кодовых датчиков угла поворота, установленных в серводвигателях 33 Ма и 33Mb. Узел 50 подачи листового материала выполнен таким образом, что водопроницаемый фильтровальный листовой материал 4 разматывается из рулона 4r и подается на этикетки 2, удерживаемые на вращающемся опорном корпусе 10 на заданных промежутках, и на нить 3, расположенную в виде непрерывного узора на этикетках 2. При разматывании листового материала 4 скорость разматывания поддерживается по возможности постоянной. Это может быть достигнуто путем регулирования скорости разматывания с помощью прижимного ведущего ролика 52, предназначенного для разматывания листового материала 4, и датчика угла поворота, прикрепленного к регулирующему натяжение ролику 51 на пути подачи. Прикрепляющие узлы 60 содержат с первого по четвертый прикрепляющие узлы 61, 62, 63 и 64,приводимые в действие управляющим механизмом, который является характерной особенностью данного изобретения. Более конкретно, первый прикрепляющий узел 61 используется для прочного прикрепления нити 3 к каждой этикетке 2, удерживаемой на корпусе 10 на участке s1 прикрепления, показанном на фиг. 7(а), до подачи листового материала 4 на корпус 10. Второй прикрепляющий узел 62 используется для прочного прикрепления нити 3 к листовому материалу 4 на участке s2, выполненном для каждой секции экстракционного пакетика и отнесенном от этикетки 2 в направлении длины листового материала 4, как показано на фиг. 7(b), после подачи листового материала 4 на корпус 10. Третий прикрепляющий узел 63 используется для слабого прикрепления нити 3 к листовому материалу 4 на участках s3, где нить 3 протянута от этикетки 2 в осевом направлении корпуса 10, т.е. в направлении ширины листового материала 4, как показано на фиг. 7(с). Четвертый прикрепляющий узел 64 используется для слабого прикрепления каждой этикетки 2 к листовому материалу 4 на участках s4 прикрепления, показанных на фиг. 7(d). Выражение "прочное прикрепление" означает, что прикрепляемые объекты прикреплены на участке прикрепления с такой степенью прочности, что они не отделяются при обычном использовании пакетика. Выражение "слабое прикрепление" означает, что прикрепляемые объекты прикреплены на участке прикрепления с такой степенью прочности, что они могут быть легко отделены при использовании пакетика. На чертежах заштрихованные рамки, окружающие участки s1, s2, s3 и s4 прикрепления, обозначают участки, на которых прикрепляющие головки входят в прижимной контакт. В предложенной установке 1 для производства экстракционных пакетиков участки прикрепления могут быть подходящим образом изменены в соответствии с извилистым узором нити 3, расположением стержней 11 и т.п. Например, участок s2, на котором выполнено прочное прикрепление нити 3 к листовому материалу 4, может быть перемещен из пограничной области между двумя секциями пакетика к участку s2' прикрепления, показанному пунктирной линией на фиг. 7(b), с обеспечением более близкого расположения к центральной части одной секции пакетика. Как вариант, прикрепление на участке s2 в пограничной области между двумя секциями пакетика может быть выполнено в направлении ширины листового материала 4 во время формирования пакетика. Однако предпочтительно выполнение прочного прикрепления нити 3 к листовому материалу 4 на участке s2 перед получением пакетика, поскольку нить 3, используемая в качестве подвесной нити, может быть прочно прикреплена к листовому материалу 4,образующему корпус пакетика. В качестве способов прикрепления в узлах 60 (61, 62, 63, 64) может использоваться ультразвуковая сварка или термическая сварка. Ультразвуковая сварка является предпочтительной, поскольку при ее применении к прикрепляющим узлам прилипает меньше обрезков оплавленного листового материала. Прикрепляющие узлы 60 (61, 62, 63, 64) приводятся в действие следующим образом. Например, как показано на фиг. 1A и 1 В, приводной серводвигатель 65 для вертикального перемещения выполнен отдельно от источника возбуждения корпуса 10 и используется в качестве источника возбуждения для перемещения прикрепляющих узлов 60 (61, 62, 63, 64) по вертикали относительно периферической поверхности корпуса 10. Кроме того, в качестве источника возбуждения для колебательного возвратнопоступательного перемещения узлов 60 (61, 62, 63, 64) в направлении вращения корпуса 10 используется осцилляционный серводвигатель 66. Таким образом, прикрепляющие узлы 60 (61, 62, 63, 64) совершают колебательное перемещение, как показано стрелками на фиг. 1A. Более конкретно, крепежные пластины 601 прикрепляющих головок, к которым прикреплены узлы 61, 62, 63 и 64, присоединены и прикреплены к колеблющейся пластине 602 с обеспечением возможности скольжения в радиальном направлении корпуса 10. Пластины 601 при помощи стержневых тяг 603 соединены с вертикальной перемещающейся пластиной 604, которая соединена при помощи стержневой тяги 605 с серводвигателем 65 для вертикального перемещения прикрепляющих головок, расположенным рядом с приводным валом корпуса 10. Узлы 61, 62, 63 и 64 прикреплены к пластинам 601 с помощью пневмоцилиндров 606. Усилие давления каждой прикрепляющей головки на периферическую поверхность корпуса 10 в нижнем положении прикрепляющей головки задается путем регулирования давления воздуха, подаваемого к пневмоцилиндру 606, до заданного давления с помощью регулятора воздуха. Когда прикрепляющие головки не прижаты к периферической поверхности корпуса 10, они оттягиваются от нее, что предотвращает нежелательный износ прикрепляющих головок и корпуса 10. В данном случае ось вращения пластины 604 совпадает с осью вращения корпуса 10. Однако корпус 10 приводится в движение серводвигателем 12, расположенным около узла 21 подачи и разрезания этикеток, а пластина 604 приводится в движение отдельно от корпуса 10 с помощью серводвигателя 65 для вертикального перемещения. Ось вращения колеблющейся пластины 602 также совпадает с осью вращения корпуса 10. Однако пластина 602 приводится в движение отдельно от корпуса 10 с помощью осцилляционного серводвигателя 66 прикрепляющей головки. Управление запуском серводвигателей 65 и 66 выполняется таким образом, что они приводятся во вращение с заданными скоростями в заданных направлениях и с заданной синхронизацией в соответствии с извилистым узором нити 3, частотой вращения корпуса 10 и временным периодом, необходимым для прижимного контакта и т.д. Путем регулирования вертикальных перемещений прикрепляющих узлов 60 можно регулировать скорости их вертикального перемещения, синхронизацию начала прижимного контакта и синхронизацию завершения прижимного контакта. Путем регулирования колебательных перемещений прикрепляющих узлов 60 можно регулировать их скорости в периферическом направлении вращающегося опорного корпуса в соответствии с частотой вращения указанного корпуса 10. Таким образом, имеется возможность регулирования временных периодов прижимного контакта головок прикрепляющих узлов 60 с прикрепляемыми объектами, например этикетками, нитью и водопроницаемым фильтровальным листовым материалом. Следовательно, даже при изменении материалов прикрепляемых объектов могут быть легко получены оптимальные условия прикрепления. В этом случае имеется возможность изменения текущей выходной мощности колебаний для ультразвуковой сварки и текущей температуры нагрева для термической сварки. Однако условия прикрепления могут быть легко оптимизированы путем регулирования временных периодов прижимного контакта узлов 60 с помощью серводвигателей 65 и 66 без изменения указанных текущих выходной мощности и температуры нагрева. Для изготовления экстракционных пакетиков с использованием установки 1 в соответствии с данным вариантом выполнения, прежде всего, на нее устанавливается рулон 2r ленты этикеток, шпулька 3r с нитью и рулон 4r листового материала, затем лента 2t этикеток разматывается из рулона 2r с помощью узла 20 подачи этикеток. Размотанная лента 2t разрезается на отдельные этикетки 2, которые размещаются и удерживаются на периферической поверхности вращающегося опорного корпуса 10 с заданными промежутками. После этого обеспечивается вывод проводящих нить стержней 11 из периферической поверхности корпуса 10, и нить 3 разматывается со шпульки 3r с помощью узла 30 нитеводителя. Затем нить 3 проводится в виде непрерывного узора, показанного на фиг. 4, по периферической поверхности корпуса 10. Далее нить 3 прочно прикрепляется к каждой этикетке 2 с помощью первого прикрепляющего узла 61, как проиллюстрировано на фиг. 7(а), при этом на этикетки 2 и на нить 3, размещенные на корпусе 10,с помощью узла 50 подачи листового материала подается водопроницаемый фильтровальный листовой материал 4. При подаче листового материала 4 стержни 11, которые выступают из периферической по-7 018135 верхности корпуса 10 во время нанесения нити, опускаются вниз, так что листовой материал 4 не подвергается сморщиванию при прикреплении к нему этикеток 2 или нити 3. Затем нить 3 прочно прикрепляется к листовому материалу 4 с помощью второго прикрепляющего узла 62, как проиллюстрировано на фиг. 7(b). Нить 3 слабо прикрепляется к листовому материалу 4 с помощью третьего прикрепляющего узла 63, как проиллюстрировано на фиг. 7(с), а этикетки 2 слабо прикрепляются к листовому материалу 4 с помощью четвертого прикрепляющего узла 64, как проиллюстрировано на фиг. 7(d). Таким образом, на вращающемся опорном корпусе 10 получают листовой материал 5 для экстракционного пакетика, показанный на фиг. 8. На фиг. 8 символом s1 обозначена область прочного прикрепления нити 3 к этикетке 2, а символом s2 обозначена область прочного прикрепления нити 3 к листовому материалу 4. Символом s3 обозначена область слабого прикрепления нити 3 к листовому материалу 4, а символом s4 обозначена область слабого прикрепления этикетки 2 к листовому материалу 4. Полученный листовой материал для экстракционного пакетика, может быть смотан в рулон и подан к отдельной пакетировочно-упаковочной установке для изготовления пакетиков. Однако листовой материал 5 может непрерывно подаваться к пакетировочной-упаковочной установке 70 с вращающегося опорного корпуса 10, как проиллюстрировано на фиг. 2, для изготовления пакетиков 6. В этом случае установка 70 приводится в действие в соответствии со скоростью подачи листового материала 5 стандартными подающими роликами 71, снабженными серводвигателем. В качестве пакетировочно-упаковочной установки 70 может использоваться любая известная пакетировочная-упаковочная установка. Например, как показано на фиг. 9, установка 70 содержит трубчатый корпус 73, снабженный формирующей направляющей 72, которая направляет листовой материал 5, шнековый загрузчик 80 для подачи к трубчатому корпусу 73 заданного объема продукта, например листьев чая, упаковываемого в каждый пакетик, подающие ролики 74 для направления вниз листового материала 5, обмотанного вокруг трубчатого корпуса 73, вертикальный прикрепляющий узел 75 для прикрепления противоположных краевых частей листового материала 5 друг к другу с образованием трубчатой формы,и горизонтальный прикрепляющий узел 76 для скрепления трубчатого листового материала 5 по ширине. В горизонтальном прикрепляющем узле 76 установочная плита (не показана) для прикрепляющей головки 76 а поворачивается пошагово на 90 в плоскости, перпендикулярной направлению длины трубчатого корпуса 73, в колебательном режиме. Для обеспечения последовательной сварки и отрезания листового материала 5 по ширине прикрепляющая головка 76 а перемещается по ширине листового материала при каждом колебательном поворотном перемещении. Таким образом, например, из листового материала 5,показанного на фиг. 8, может быть получен пакетик 6, показанный на фиг. 10. Более конкретно, пакетик 6, показанный на фиг. 10, имеет пирамидальную форму со скрепленными по ширине верхним и нижним ребрами sx и sy, которые повернуты относительно друг друга. Один конец нити 3, используемой в качестве подвесной нити, прочно прикреплен к листовому материалу 4 на участке s2, расположенном около вершины пирамиды, а другой конец подвесной нити прочно прикреплен к этикетке 2 на участке s1. Подвесная нить и этикетка 2 слабо прикреплены к листовому материалу соответственно на участках s3 и s4. Предпочтительно, в пакетировочно-упаковочной установке 70 при прикреплении листового материала по ширине прикрепляющая головка 76 а горизонтального прикрепляющего узла 76 и принимающая часть 76 перемещаются вниз, благодаря чему отсутствует препятствие перемещению указанного материала 5. В этом случае головка 76 а и принимающая часть 76b горизонтального прикрепляющего узла 76 возвращаются из самого нижнего положения в исходное верхнее положение с одновременным поворотом на 90. Таким образом, предпочтительно выполнять многократное перемещение прикрепляющего узла 76, как показано стрелками на фиг. 9. В качестве способов прикрепления для вертикального прикрепляющего узла 75 и для горизонтального прикрепляющего узла 76 может использоваться ультразвуковая сварка или термическая сварка. Как вариант, в качестве горизонтального прикрепляющего узла 76 могут использоваться первый и второй горизонтальные прикрепляющие узлы, направления прикрепления которых отличаются на 90 в плоскости, перпендикулярной направлению длины трубчатого корпуса 73. Указанные первый и второй горизонтальные прикрепляющие узлы могут использоваться поочередно. Если при сваривании и отрезании противоположных краевых частей листового материала 5 вертикальным прикрепляющим узлом 75 образуется излишняя краевая часть (кромочная часть), то могут быть выполнены роликовые средства 77 для обрезков, обеспечивающие наматывание излишней краевой части. В предложенной установке 1 в качестве нити 3, ленты 2t этикеток и водопроницаемого фильтровального листового материала 4 могут использоваться любые обычные изделия. Например, в качестве нити 3 может использоваться любая нить, выполненная из материала, пригодного для ультразвуковой или термической сварки, в том числе термопластическое синтетическое волокно, такое как полипропилен или полиэтилен. В качестве ленты 2t этикеток может использоваться любая лента, выполненная из бумаги, пластмассовой пленки или других подобных материалов. К примерам водопроницаемого фильтровального материала относятся бумага, пленки с большим количеством отверстий, а также тканые и нетканые материалы, выполненные из однокомпонентных или двухкомпонентных волокон, выбираемых из синтетических волокон, таких как полиэстер, нейлон, полиэтилен и полипропилен, из полусинтетических волокон, таких как вискоза, и натуральных волокон, полученных из таких растений, как Бруссонетия казиноки (Broussonetia kazinoki) и Эдгевортия золотистая (Edgeworthia chrysantha). Промышленная применимость Предложенная установка для производства листового материала для экстракционных пакетиков подходит для непрерывного производства на поточной линии чайных пакетиков для черных, зеленых,травяных и других чаев, а также экстракционных пакетиков, содержащих сушеные продукты, такие как мелкая сардина и сушеная скумбрия для приготовления бульона. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ производства листового материала для экстракционных пакетиков, представляющего собой водопроницаемый фильтровальный листовой материал, на котором с заданными промежутками в направлении его длины располагают прикрепленные к нити этикетки, включающий этап размещения и удерживания этикеток на вращающемся опорном корпусе с заданными промежутками,этап проведения нити в виде непрерывного узора путем колебательного перемещения элемента нитеводителя по периферической поверхности вращающегося опорного корпуса, содержащего проводящие стержни, выступающие из указанной поверхности,этап прикрепления нити к этикеткам,этап подачи водопроницаемого фильтровального листового материала на этикетки и нити, размещенные на вращающемся опорном корпусе,этап прикрепления нитей к водопроницаемому фильтровальному листовому материалу на вращающемся опорном корпусе и этап прикрепления этикеток к водопроницаемому фильтровальному листовому материалу на вращающемся опорном корпусе,причем на указанных этапах прикрепления используют прикрепляющие головки, которые перемещают колебательно относительно центральной оси указанного корпуса и вертикально относительно его периферической поверхности, при этом скорости колебаний, скорости вертикального перемещения и временные периоды прижимного контакта прикрепляющих головок регулируют с помощью осцилляционного серводвигателя и серводвигателя для вертикального перемещения. 2. Установка для производства листового материала для экстракционных пакетиков, представляющего собой водопроницаемый фильтровальный листовой материал, на котором с заданными промежутками в направлении его длины расположены прикрепленные к нити этикетки, содержащая узел подачи этикеток, предназначенный для подачи этикеток на вращающийся опорный корпус, так что указанные этикетки удерживаются на нем с заданными промежутками,узел нитеводителя, предназначенный для проведения нити в виде непрерывного узора путем колебательного перемещения элемента нитеводителя по периферической поверхности вращающегося опорного корпуса, содержащего проводящие стержни, выступающие из указанной поверхности,прикрепляющий узел, предназначенный для прикрепления нити к этикеткам,средство подачи листового материала, предназначенное для подачи водопроницаемого фильтровального листового материала на этикетки и нить, размещенные на вращающемся опорном корпусе,прикрепляющий узел, предназначенный для прикрепления нити к водопроницаемому фильтровальному листовому материалу на вращающемся опорном корпусе,прикрепляющий узел, предназначенный для прикрепления этикеток к водопроницаемому фильтровальному листовому материалу на вращающемся опорном корпусе,причем каждый из указанных прикрепляющих узлов содержит прикрепляющую головку, которая перемещается колебательно относительно центральной оси указанного корпуса и вертикально относительно его периферической поверхности, при этом регулирование скоростей колебаний, скоростей вертикального перемещения и временных периодов прижимного контакта прикрепляющих головок указанных прикрепляющих узлов выполняется с помощью осцилляционного серводвигателя и серводвигателя для вертикального перемещения.
МПК / Метки
МПК: B65B 29/04
Метки: пакетиков, листового, материала, экстракционных, установка, производства, способ
Код ссылки
<a href="https://eas.patents.su/14-18135-sposob-i-ustanovka-dlya-proizvodstva-listovogo-materiala-dlya-ekstrakcionnyh-paketikov.html" rel="bookmark" title="База патентов Евразийского Союза">Способ и установка для производства листового материала для экстракционных пакетиков</a>
Способ формообразования изделий из листового материала и приспособление для его осуществления
Номер патента: 12124
Опубликовано: 28.08.2009
Авторы: Мелихов Анатолий Владимирович, Родионов Михаил Михайлович
МПК: B21D 22/06
Метки: материала, изделий, осуществления, способ, приспособление, листового, формообразования
Формула / Реферат:
1. Способ формообразования изделий из листового материала на штамповочном прессе с неподвижной и подвижной матрицами путем штамповки-вытяжки листовой заготовки в формообразующую оснастку за счет перемещения подвижной матрицы под воздействием механизма пресса, отличающийся тем, что вытяжка осуществляется под давлением подвижной матрицы, на которую последовательно воздействуют гидравлические цилиндры, и производится в три стадии: сначала...
Способ производства зеленого листового чая
Номер патента: 16555
Опубликовано: 30.05.2012
Авторы: Колливер Стивен Питер, Шарп Дэвид Джордж
МПК: A23F 3/16, A23F 3/18, A23F 3/30...
Метки: чая, способ, производства, зеленого, листового
Формула / Реферат:
1. Способ производства зеленого листового чая, в котором отжимают сок из свежего чайного листа с получением отжатого листа и чайного сока, причем количество отжатого сока составляет более 300 мл на кг свежего чайного листа; исушат отжатый чайный лист с получением листового зеленого чая, причемсвежий чайный лист перед отжимом сока и/или отжатый чайный лист после отжима сока подвергают инактивирующей ферменты обработке для предотвращения...
Устройство для проверки листового материала, в частности банкнот.
Номер патента: 116
Опубликовано: 27.08.1998
Автор: Циммерман Карл-Хайнц
МПК: G07D 7/00
Метки: листового, материала, частности, проверки, устройство, банкнот
Формула / Реферат:
1. Устройство для проверки листового материала, в частности банкнот, имеющее листовое основание, с доступной для оператора лицевой стороной, на которой вдоль одной стороны и/или по разные стороны от перемещающего листовой материал транспортера смонтированы состоящие из одной или нескольких составных частей датчики, предназначенные для проверки различных свойств листового материала, отличающееся тем, что датчики (1-8) крепятся к основанию (30)...
Способ и установка для изготовления печатного материала
Номер патента: 6404
Опубликовано: 29.12.2005
Автор: Илберс Каспар Маринас Теодорас
МПК: B41M 1/24, B41F 19/02
Метки: печатного, способ, изготовления, установка, материала
Формула / Реферат:
1. Способ изготовления печатного материала, который содержит удлиненное полотно гибкого листового материала, причем способ включает в себя следующие операции: печать тисненого покрытия на поверхности главной стороны полотна указанного листового материала; тиснение тисненого покрытия, отпечатанного на указанной главной стороне, при помощи устройства, изменяющего оптические свойства; и металлизация указанной поверхности главной стороны...
Установка для осуществления способа получения целлюлозы для производства бумаги, лигнинов и сахаров и способ получения, в котором используется такая установка
Номер патента: 12118
Опубликовано: 28.08.2009
Авторы: Авиньон Жерар, Бенжеллун Млайах Бушра, Дельма Мишель
Метки: бумаги, лигнинов, целлюлозы, установка, используется, получения, сахаров, такая, осуществления, котором, способ, способа, производства
Формула / Реферат:
1. Установка (10) для реализации способа получения целлюлозы для производства бумаги, лигнинов и сахаров, содержащая устройства (18, 20) для переноса сырья (МР), от начала к концу по технологической схеме, последовательно на первую секцию обработки (PTi-1) и по меньшей мере на одну вторую секцию обработки сырья (PTi), которые расположены последовательно по технологической схеме и образуют первую пару последовательных секций обработки, причем...
Предыдущий патент: Композиция для стерилизации
Следующий патент: Способ и установка для отливки анодов
Случайный патент: Запирающее устройство, содержащее прерывистое режущее кольцо круглой формы