Способ формообразования изделий из листового материала и приспособление для его осуществления
Номер патента: 12124
Опубликовано: 28.08.2009
Авторы: Мелихов Анатолий Владимирович, Родионов Михаил Михайлович
Формула / Реферат
1. Способ формообразования изделий из листового материала на штамповочном прессе с неподвижной и подвижной матрицами путем штамповки-вытяжки листовой заготовки в формообразующую оснастку за счет перемещения подвижной матрицы под воздействием механизма пресса, отличающийся тем, что вытяжка осуществляется под давлением подвижной матрицы, на которую последовательно воздействуют гидравлические цилиндры, и производится в три стадии: сначала прижимается основная часть заготовки, затем происходит обжимание края детали и затем окончательное формообразование детали.
2. Приспособление для формообразования изделий из листового материала, включающее в себя группу матриц, имеющую неподвижную матрицу и подвижную матрицу, обращенную к неподвижной матрице, отличающееся тем, что подвижная и неподвижная матрицы соединены между собой с помощью шарнира, представляющего собой две петли, закрепленные на верхней и нижней матрицах и соединенные осью.

Текст
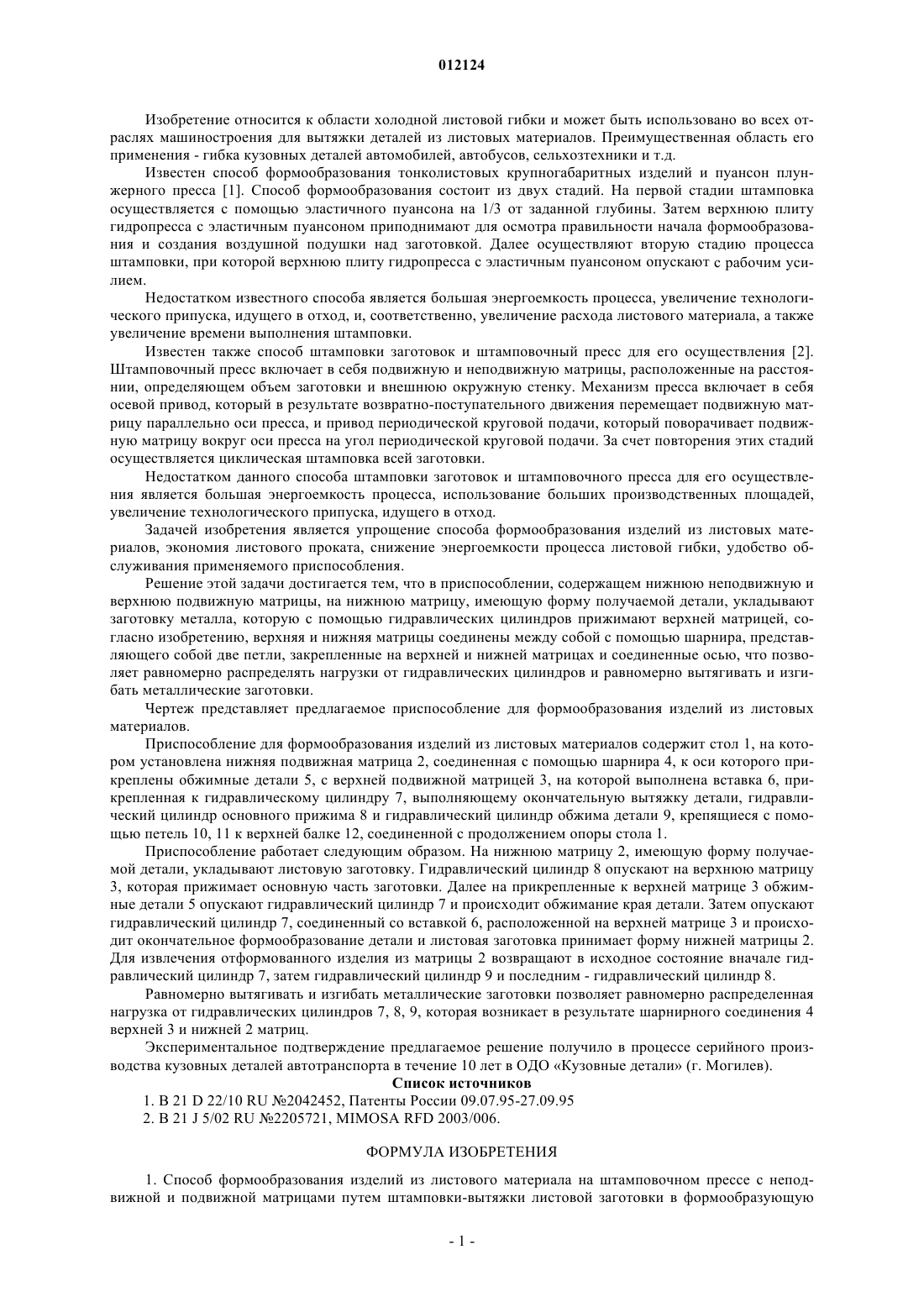
012124 Изобретение относится к области холодной листовой гибки и может быть использовано во всех отраслях машиностроения для вытяжки деталей из листовых материалов. Преимущественная область его применения - гибка кузовных деталей автомобилей, автобусов, сельхозтехники и т.д. Известен способ формообразования тонколистовых крупногабаритных изделий и пуансон плунжерного пресса [1]. Способ формообразования состоит из двух стадий. На первой стадии штамповка осуществляется с помощью эластичного пуансона на 1/3 от заданной глубины. Затем верхнюю плиту гидропресса с эластичным пуансоном приподнимают для осмотра правильности начала формообразования и создания воздушной подушки над заготовкой. Далее осуществляют вторую стадию процесса штамповки, при которой верхнюю плиту гидропресса с эластичным пуансоном опускают с рабочим усилием. Недостатком известного способа является большая энергоемкость процесса, увеличение технологического припуска, идущего в отход, и, соответственно, увеличение расхода листового материала, а также увеличение времени выполнения штамповки. Известен также способ штамповки заготовок и штамповочный пресс для его осуществления [2]. Штамповочный пресс включает в себя подвижную и неподвижную матрицы, расположенные на расстоянии, определяющем объем заготовки и внешнюю окружную стенку. Механизм пресса включает в себя осевой привод, который в результате возвратно-поступательного движения перемещает подвижную матрицу параллельно оси пресса, и привод периодической круговой подачи, который поворачивает подвижную матрицу вокруг оси пресса на угол периодической круговой подачи. За счет повторения этих стадий осуществляется циклическая штамповка всей заготовки. Недостатком данного способа штамповки заготовок и штамповочного пресса для его осуществления является большая энергоемкость процесса, использование больших производственных площадей,увеличение технологического припуска, идущего в отход. Задачей изобретения является упрощение способа формообразования изделий из листовых материалов, экономия листового проката, снижение энергоемкости процесса листовой гибки, удобство обслуживания применяемого приспособления. Решение этой задачи достигается тем, что в приспособлении, содержащем нижнюю неподвижную и верхнюю подвижную матрицы, на нижнюю матрицу, имеющую форму получаемой детали, укладывают заготовку металла, которую с помощью гидравлических цилиндров прижимают верхней матрицей, согласно изобретению, верхняя и нижняя матрицы соединены между собой с помощью шарнира, представляющего собой две петли, закрепленные на верхней и нижней матрицах и соединенные осью, что позволяет равномерно распределять нагрузки от гидравлических цилиндров и равномерно вытягивать и изгибать металлические заготовки. Чертеж представляет предлагаемое приспособление для формообразования изделий из листовых материалов. Приспособление для формообразования изделий из листовых материалов содержит стол 1, на котором установлена нижняя подвижная матрица 2, соединенная с помощью шарнира 4, к оси которого прикреплены обжимные детали 5, с верхней подвижной матрицей 3, на которой выполнена вставка 6, прикрепленная к гидравлическому цилиндру 7, выполняющему окончательную вытяжку детали, гидравлический цилиндр основного прижима 8 и гидравлический цилиндр обжима детали 9, крепящиеся с помощью петель 10, 11 к верхней балке 12, соединенной с продолжением опоры стола 1. Приспособление работает следующим образом. На нижнюю матрицу 2, имеющую форму получаемой детали, укладывают листовую заготовку. Гидравлический цилиндр 8 опускают на верхнюю матрицу 3, которая прижимает основную часть заготовки. Далее на прикрепленные к верхней матрице 3 обжимные детали 5 опускают гидравлический цилиндр 7 и происходит обжимание края детали. Затем опускают гидравлический цилиндр 7, соединенный со вставкой 6, расположенной на верхней матрице 3 и происходит окончательное формообразование детали и листовая заготовка принимает форму нижней матрицы 2. Для извлечения отформованного изделия из матрицы 2 возвращают в исходное состояние вначале гидравлический цилиндр 7, затем гидравлический цилиндр 9 и последним - гидравлический цилиндр 8. Равномерно вытягивать и изгибать металлические заготовки позволяет равномерно распределенная нагрузка от гидравлических цилиндров 7, 8, 9, которая возникает в результате шарнирного соединения 4 верхней 3 и нижней 2 матриц. Экспериментальное подтверждение предлагаемое решение получило в процессе серийного производства кузовных деталей автотранспорта в течение 10 лет в ОДО Кузовные детали (г. Могилев). Список источников 1. B 21 D 22/10 RU 2042452, Патенты России 09.07.95-27.09.95 2. B 21 J 5/02 RU 2205721, MIMOSA RFD 2003/006. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ формообразования изделий из листового материала на штамповочном прессе с неподвижной и подвижной матрицами путем штамповки-вытяжки листовой заготовки в формообразующую-1 012124 оснастку за счет перемещения подвижной матрицы под воздействием механизма пресса, отличающийся тем, что вытяжка осуществляется под давлением подвижной матрицы, на которую последовательно воздействуют гидравлические цилиндры, и производится в три стадии: сначала прижимается основная часть заготовки, затем происходит обжимание края детали и затем окончательное формообразование детали. 2. Приспособление для формообразования изделий из листового материала, включающее в себя группу матриц, имеющую неподвижную матрицу и подвижную матрицу, обращенную к неподвижной матрице, отличающееся тем, что подвижная и неподвижная матрицы соединены между собой с помощью шарнира, представляющего собой две петли, закрепленные на верхней и нижней матрицах и соединенные осью.
МПК / Метки
МПК: B21D 22/06
Метки: листового, приспособление, способ, изделий, материала, осуществления, формообразования
Код ссылки
<a href="https://eas.patents.su/3-12124-sposob-formoobrazovaniya-izdelijj-iz-listovogo-materiala-i-prisposoblenie-dlya-ego-osushhestvleniya.html" rel="bookmark" title="База патентов Евразийского Союза">Способ формообразования изделий из листового материала и приспособление для его осуществления</a>
Способ моллирования листового стекла и устройство для его осуществления
Номер патента: 7128
Опубликовано: 30.06.2006
Авторы: Солинов Владимир Федорович, Машир Юрий Иванович
МПК: C03B 23/03
Метки: осуществления, устройство, стекла, листового, способ, моллирования
Формула / Реферат:
1. Способ моллирования листового стекла сложной формы, включающий нагрев и охлаждение горизонтально уложенного листа стекла или стеклопакета с подложечным листом стекла прямоугольной или трапециевидной формы на раскрытом раздвижном формующем устройстве заданной цилиндрической или конической поверхности и последующего его изгибания, отличающийся тем, что моллирование оформаченных стекол проводят в два этапа: на первом этапе проводят...
Устройство для проверки листового материала, в частности банкнот.
Номер патента: 116
Опубликовано: 27.08.1998
Автор: Циммерман Карл-Хайнц
МПК: G07D 7/00
Метки: листового, частности, материала, банкнот, устройство, проверки
Формула / Реферат:
1. Устройство для проверки листового материала, в частности банкнот, имеющее листовое основание, с доступной для оператора лицевой стороной, на которой вдоль одной стороны и/или по разные стороны от перемещающего листовой материал транспортера смонтированы состоящие из одной или нескольких составных частей датчики, предназначенные для проверки различных свойств листового материала, отличающееся тем, что датчики (1-8) крепятся к основанию (30)...
Большеразмерный тюк изделий из изоляционного материала, в особенности изделий из минеральной ваты в виде плит или рулонов
Номер патента: 4667
Опубликовано: 24.06.2004
Авторы: Бекер Михаэль, Келлер Клеменс, Армбруст Манфред, Траппманн Юрген, Бихи Лотар
МПК: B65D 75/56
Метки: материала, большеразмерный, виде, рулонов, ваты, тюк, минеральной, изделий, изоляционного, плит, особенности
Формула / Реферат:
1. Большеразмерный тюк изоляционных изделий, в особенности изделий из минеральной ваты в виде плит или рулонов, образованный по меньшей мере из двух стоп (1, 2) изделий из минеральной ваты, причем каждая стопа (1, 2) обернута по меньшей мере одним полотнищем ткани или пленки с высокой прочностью на растяжение, которое окружает стопу в виде оболочки (5), отличающийся тем, что две расположенные рядом основные поверхности стоп (1, 2) соединены друг...
Способ лазерного спекания изделий из порошковых материалов и устройство для его осуществления
Номер патента: 7448
Опубликовано: 27.10.2006
Авторы: Чивель Юрий Александрович, Медведев Сергей Викторович, Павленко Валерий Константинович, Белявин Климентий Евгеньевич
МПК: B23K 26/00, B22F 3/105
Метки: лазерного, спекания, осуществления, материалов, изделий, устройство, способ, порошковых
Формула / Реферат:
1. Способ лазерного спекания изделий из порошковых материалов, заключающийся в спекании последовательно наносимых слоев порошкового материала сканирующим лучом лазера, отличающийся тем, что лазерное излучение фокусируют на поверхности порошковой засыпки из сферических частиц в пятно, центр которого в каждом импульсе лазера совмещен с центром промежутка между соседними тремя сферическими частицами, а диаметр равен или меньше диаметра частиц. 2....
Способ изготовления формованных изделий и установка для его осуществления
Номер патента: 4153
Опубликовано: 26.02.2004
Автор: Дю Туа Питер Вутер
МПК: B29C 45/46
Метки: способ, изготовления, изделий, осуществления, формованных, установка
Формула / Реферат:
1. Способ изготовления формованных изделий, который предусматривает составление смеси формуемого материала и наполнителя в рецептурщике для создания порции формуемого материала, в котором распределен наполнитель, причем формуемый материал с распределенным в нем наполнителем затем выпускают из рецептурщика в удерживающую полость, которая сообщается с полостью пресс-формы, и принудительно подают формуемый материал с наполнителем из удерживающей...
Предыдущий патент: Капсульная крышка
Следующий патент: Двухкамерное смесительное устройство для вязких фармацевтических веществ
Случайный патент: Проклеивающая композиция для штапельного стекловолокна, способ, использующий эту композицию, и получаемые продукты