Способ изготовления упаковки абсорбирующих изделий и упаковка абсорбирующих изделий, полученная этим способом
Формула / Реферат
1. Способ изготовления упаковки абсорбирующих изделий, содержащей абсорбирующие изделия, каждое из которых покрыто покрывающим листом, имеет продольное направление и поперечное направление и содержит внутренний лист, обращенный к телу пользователя, внешний лист, обращенный к одежде пользователя, и влагопоглощающую структуру, размещенную между внутренним и внешним листами, при этом указанный способ включает этапы, на которых
поочередно подают первые и вторые абсорбирующие изделия с равными интервалами на непрерывное полотно покрывающего листа вдоль центральной оси, проходящей в продольном направлении и разделяющей пополам покрывающий лист по протяженности между верхним и нижним краями, расположенными друг напротив друга в продольном направлении и проходящими в поперечном направлении;
смещают первые абсорбирующие изделия от центральной оси в направлении верхнего края и смещают вторые абсорбирующие изделия от центральной оси в направлении нижнего края;
складывают первые абсорбирующие изделия от верхнего края в направлении центральной оси с образованием двух слоев; складывают вторые абсорбирующие изделия от нижнего края в направлении центральной оси с образованием двух слоев; складывают верхний край полотна покрывающего листа вдоль линии сгиба первых абсорбирующих изделий; складывают нижний край полотна покрывающего листа вдоль линии сгиба вторых абсорбирующих изделий;
соединяют посредством связующего слои покрывающего листа, перекрывающие друг друга в стыковых областях, образованных между каждым первым и вторым абсорбирующими изделиями, смежными в поперечном направлении; и
режут покрывающий лист, по существу, посередине по меньшей мере одной стыковой области с получением по меньшей мере одного комплекта, содержащего заданное число первых частей упаковки, содержащих первое абсорбирующее изделие, и вторых частей упаковки, содержащих второе абсорбирующее изделие.
2. Способ по п.1, в котором размер полотна покрывающего листа в продольном направлении, по существу, равен размеру первого и второго абсорбирующих изделий в продольном направлении, а первые и вторые абсорбирующие изделия смещают друг от друга в продольном направлении на ¼ их размера в продольном направлении.
3. Способ по п.1 или 2, в котором полотно покрывающего листа режут с получением каждого комплекта, имеющего одну пару первого и второго абсорбирующих изделий.
4. Способ изготовления упаковки абсорбирующих изделий, содержащей абсорбирующие изделия, каждое из которых покрыто покрывающим листом, имеет продольное направление и поперечное направление и содержит внутренний лист, обращенный к телу пользователя, внешний лист, обращенный к одежде пользователя, и влагопоглощающую структуру, размещенную между внутренним и внешним листами, при этом указанный способ включает этапы, на которых
поочередно подают первые и вторые абсорбирующие изделия с равными интервалами на непрерывное полотно покрывающего листа вдоль центральной оси, проходящей в продольном направлении и разделяющей пополам покрывающий лист по протяженности между верхним и нижним краями, расположенными друг напротив друга в продольном направлении и проходящими в поперечном направлении;
смещают первые абсорбирующие изделия от центральной оси в направлении верхнего края и смещают вторые абсорбирующие изделия от центральной оси в направлении нижнего края;
складывают вторые абсорбирующие изделия от нижнего края в направлении центральной оси с образованием двух слоев;
одновременно складывают в направлении центральной оси первые абсорбирующие изделия с образованием двух слоев и верхний край полотна покрывающего листа;
складывают нижний край полотна покрывающего листа вдоль линии сгиба вторых абсорбирующих изделий;
соединяют посредством связующего слои покрывающего листа, перекрывающие друг друга в стыковых областях, образованных между каждым первым и вторым абсорбирующими изделиями, смежными в поперечном направлении; и
режут покрывающий лист, по существу, посередине по меньшей мере одной стыковой области с получением по меньшей мере одного комплекта, содержащего заданное число первых частей упаковки, содержащих первое абсорбирующее изделие, и вторых частей упаковки, содержащих второе абсорбирующее изделие.
5. Способ по п.4, в котором размер полотна покрывающего листа в продольном направлении, по существу, равен размеру первого и второго абсорбирующих изделий в продольном направлении, а первые и вторые абсорбирующие изделия смещают друг от друга в продольном направлении на ¼ их размера в продольном направлении.
6. Способ по п.4 или 5, в котором полотно покрывающего листа режут с получением каждого комплекта, имеющего одну пару первого и второго абсорбирующих изделий.
7. Упаковка абсорбирующих изделий, полученная указанным способом по пп.1-6 и содержащая
абсорбирующие изделия, каждое из которых имеет продольное направление и поперечное направление и содержит внутренний лист, образующий сторону, обращенную к коже пользователя, внешний лист, образующий сторону, обращенную к одежде пользователя, влагопоглощающую структуру, размещенную между внутренним и внешним листами, замкнутую кромку, образованную линией сгиба, вдоль которой абсорбирующее изделие сложено внутренним листом внутрь с образованием двух слоев таким образом, что разделено пополам в продольном направлении, и сложенные переднюю и заднюю поверхности;
покрывающий лист, имеющий верхний и нижний края, расположенные друг напротив друга в продольном направлении и проходящие в поперечном направлении, первую часть, расположенную напротив внешнего листа со стороны передней поверхности абсорбирующего изделия, вторую часть, смежную с первой частью, расположенную напротив внешнего листа со стороны задней поверхности, и третью часть, смежную со второй частью и перекрывающую первую часть в сложенном состоянии,
при этом указанные первая, вторая и третья части соединены друг с другом вдоль внешних сторон абсорбирующего изделия, расположенных напротив друг друга в поперечном направлении, при помощи стыковых областей, проходящих в продольном направлении.
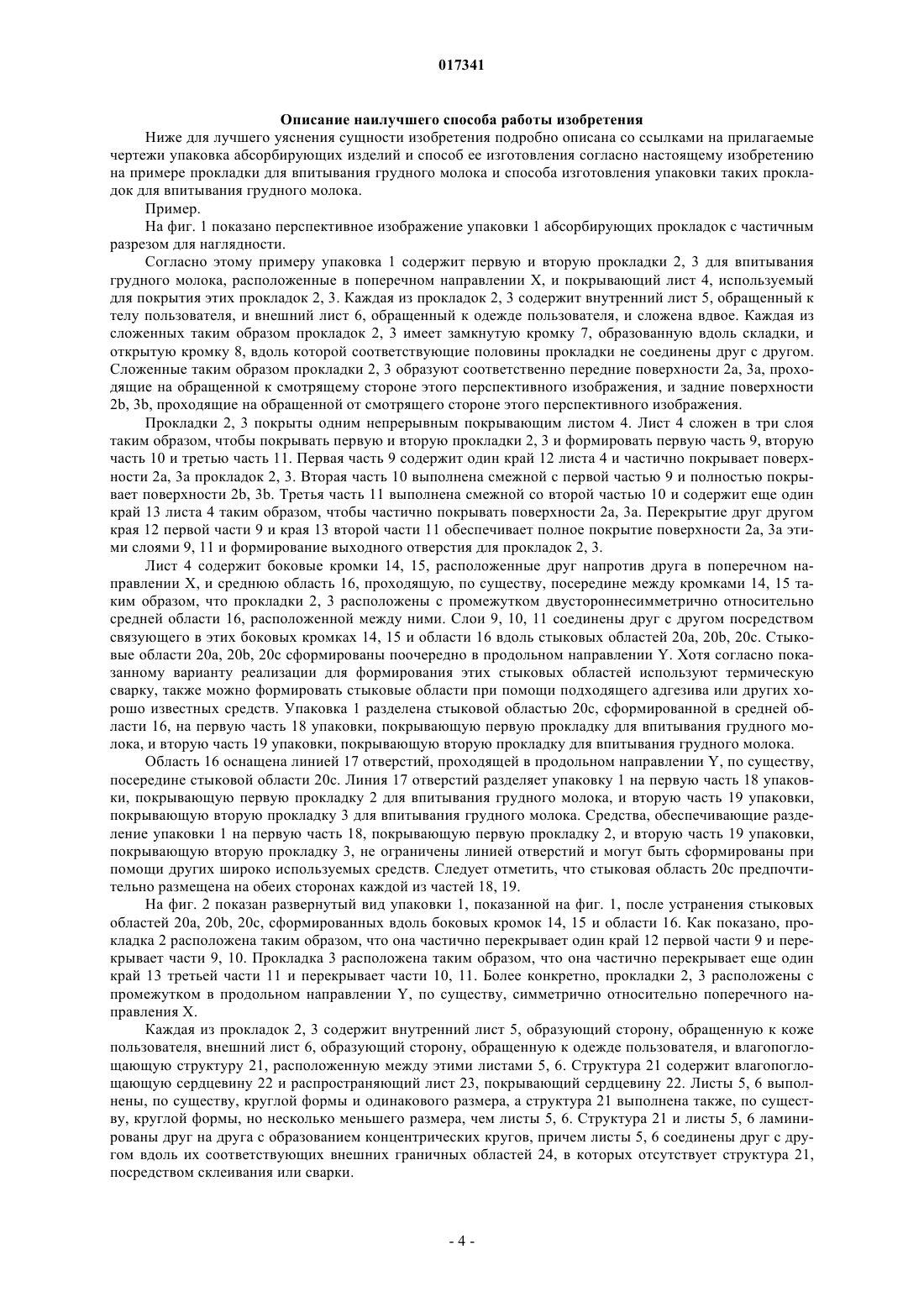
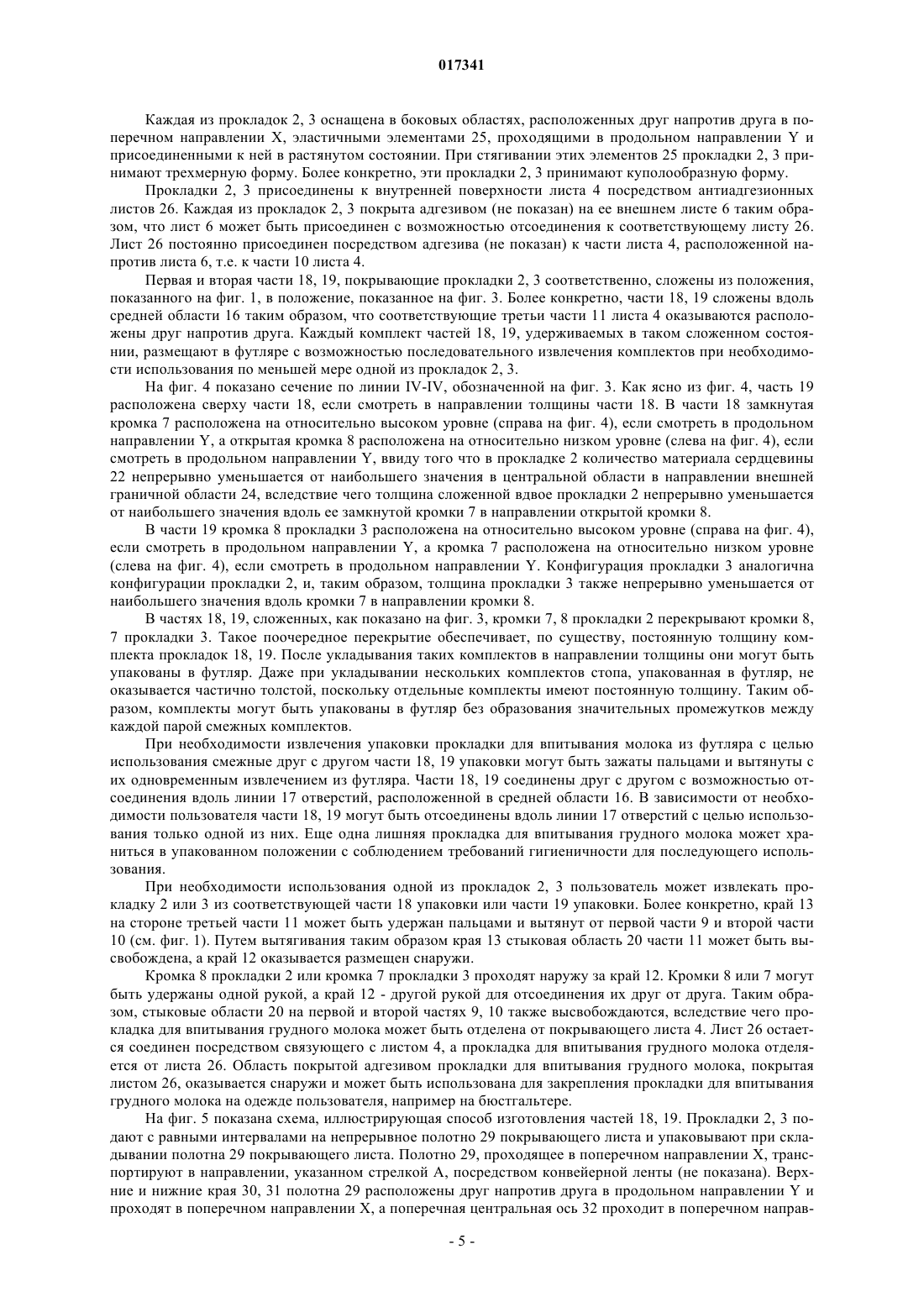
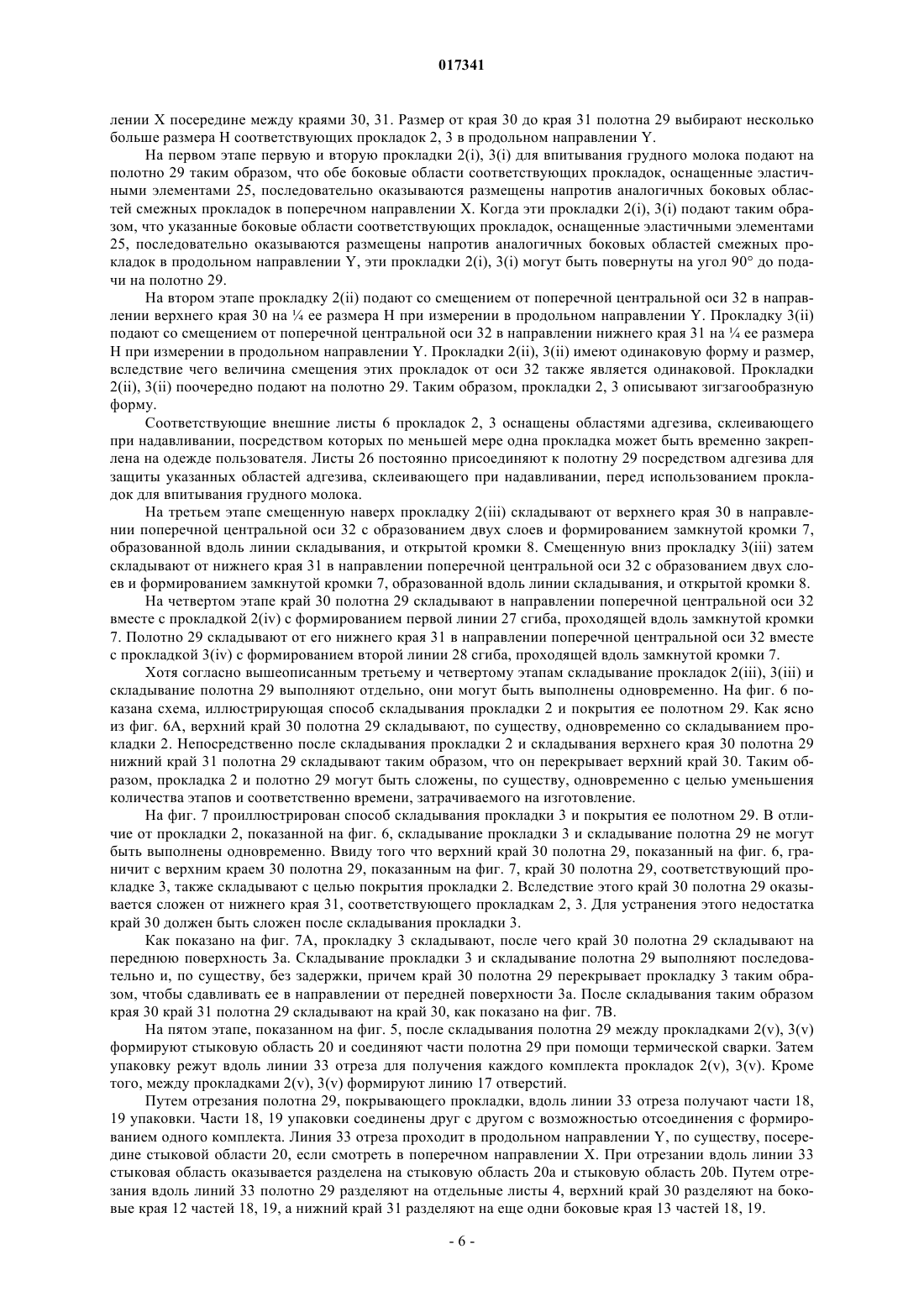
Текст
СПОСОБ ИЗГОТОВЛЕНИЯ УПАКОВКИ АБСОРБИРУЮЩИХ ИЗДЕЛИЙ И УПАКОВКА АБСОРБИРУЮЩИХ ИЗДЕЛИЙ, ПОЛУЧЕННАЯ ЭТИМ СПОСОБОМ Настоящее изобретение включает следующие этапы. На первом этапе первую и вторую прокладки 2(i), 3(i) для впитывания грудного молока подают на полотно 29 покрывающего листа. На втором этапе прокладку 2(ii) подают со смещением от поперечной центральной оси 32 в направлении верхнего края 30 на 1/4 ее размера Н при измерении в продольном направлении Y, а прокладку 3(ii) подают со смещением от поперечной центральной оси 32 в направлении нижнего края 31 на 1/4 ее размера Н при измерении в продольном направлении Y. На третьем этапе прокладки 2(iii),3(iii) отворачивают соответственно от верхнего и нижнего краев 30, 31 в направлении поперечной центральной оси 32 с образованием двух слоев. На четвертом этапе верхний и нижний края полотна 29 покрывающего листа отворачивают в направлении поперечной центральной оси 32. На пятом этапе между прокладками 2, 3(v) формируют стыковую область 20, а эти прокладки 2, 3(v) отрезают друг от друга вдоль линии 33 отреза. 017341 Область техники Настоящее изобретение относится в целом к упаковке абсорбирующего изделия и способу упаковывания такого изделия и, более конкретно, к упакованной прокладке для впитывания грудного молока,подгузнику одноразового использования, гигиенической салфетке, прокладке для ежедневного использования или прокладки для пациентов, страдающих геморроем, и способу их изготовления. Уровень техники Упаковки абсорбирующих изделий в различных конфигурациях обычно используют применения в различных областях. Например, в JP-A-2000-247358 раскрыта упаковка прокладки для впитывания грудного молока, содержащая комплект двух прокладок, выполненный с возможностью его извлечения из специального футляра при необходимости использования одной или двух прокладок. Согласно описанию JP-А-2000-247358 эти две прокладки складывают вдвое с образованием открытой кромки и замкнутой кромки соответственно, затем размещают их таким образом, что открытая кромка одной прокладки расположена напротив замкнутой кромки другой прокладки, и покрывают покрывающим листом. Покрытый таким образом комплект прокладок затем складывают вместе с покрывающим листом с размещением прокладок друг на друге. Сложенные таким образом комплекты упаковок прокладок упаковывают в футляр таким образом, что каждый набор из двух прокладок для впитывания грудного молока может быть извлечен из футляра при необходимости использования одной или двух прокладок. Этапы складывания каждой из прокладок и последующего складывания двух покрытых прокладок осуществляют таким образом, что открытая кромка одной прокладки перекрывает замкнутую кромку другой прокладки. Таким образом, не только толщина отдельной упаковки прокладок, но и общая толщина наборов упаковок прокладок, упакованных в футляре, может быть, по существу, одинаковой даже при различной толщине между открытой и замкнутой кромками. Таким образом, упаковки прокладок могут быть упакованы в футляре без образования промежутков между парами смежных упаковок прокладок, поскольку толщина отдельных комплектов упаковок, по существу, одинакова. Патентный документ 1: JP-A-2000-247358. Раскрытие изобретения Задача, решаемая изобретением Если пара прокладок для впитывания грудного молока упакована в виде одного комплекта, при необходимости использования только одной из прокладок другая прокладка неизбежно оказывается лишней. Для надлежащего использования этой лишней прокладки в последующем она должна быть повторно покрыта ранее развернутым покрывающим листом. Повторное покрытие требует времени и усилий и часто не удовлетворяет требованиям гигиеничности. Согласно вышеописанному способу изготовления упаковки прокладок для впитывания грудного молока прокладки соответственно складывают вдвое, размещают на покрывающем листе и складывают вместе с покрывающим листом. Для предотвращения существенного разворачивания ранее сложенных вдвое прокладок необходимо складывать отдельные прокладки чрезвычайно тщательно до складывания их совместно с покрывающим листом таким образом, что отдельные прокладки оказываются расположены друг на друге. Однако на сложенной таким образом прокладке часто остается метка линии сгиба или складка, а прокладка становится жесткой вдоль линии сгиба. Ввиду вышеописанного недостатка задачей настоящего изобретения является создание упаковки абсорбирующих изделий и способа изготовления такой упаковки, усовершенствованных таким образом,что каждый комплект двух абсорбирующих изделий может быть легко извлечен из футляра и даже при необходимости использования только одного из этих двух абсорбирующих изделий лишнее абсорбирующее изделие может быть легко сохранено для последующего использования, и, кроме того, на абсорбирующем изделии не остается метки линии сгиба или складки и/или его жесткость вдоль линии сгиба не увеличивается. Решение указанной задачи Согласно одному аспекту настоящего изобретения предложен способ изготовления упаковки абсорбирующих изделий, содержащей абсорбирующее изделие, которое упаковано в покрывающий лист,имеет продольное направление и поперечное направление и содержит внутренний лист, обращенный к телу пользователя, внешний лист, обращенный к одежде пользователя, и влагопоглощающую структуру,размещенную между внутренним и внешним листами. Этот аспект настоящего изобретения дополнительно включает этапы, на которых с использованием первых абсорбирующих изделий и вторых абсорбирующих изделий в качестве абсорбирующих изделий поочередно подают первые и вторые абсорбирующие изделия с равными интервалами на непрерывное полотно покрывающего листа вдоль центральной оси, проходящей в продольном направлении и разделяющей пополам покрывающий лист по протяженности между верхним и нижним краями, расположенными друг напротив друга в продольном направлении и проходящими в поперечном направлении; смещают первые абсорбирующие изделия от центральной оси в направлении верхнего края и смещают вторые абсорбирующие изделия от центральной оси в направлении нижнего края; складывают первые абсорбирующие изделия от верхнего края в направлении центральной оси с образованием двух слоев; складывают вторые абсорбирующие изделия от нижнего края в направлении центральной оси с образо-1 017341 ванием двух слоев; складывают верхний край полотна покрывающего листа вдоль линии сгиба первых абсорбирующих изделий; складывают нижний край полотна покрывающего листа вдоль линии сгиба вторых абсорбирующих изделий; соединяют посредством связующего слои покрывающего листа, перекрывающие друг друга в стыковых областях, образованных между каждым первым и вторым абсорбирующими изделиями, смежными в поперечном направлении; и режут покрывающий лист, по существу,посередине по меньшей мере одной стыковой области с получением по меньшей мере одного комплекта,содержащего заданное число первых частей упаковки, содержащих первое абсорбирующее изделие, и вторых частей упаковки, содержащих второе абсорбирующее изделие. Согласно одному предпочтительному варианту реализации этого аспекта настоящего изобретения размер полотна покрывающего листа в продольном направлении, по существу, равен размеру первого и второго абсорбирующих изделий в продольном направлении, а первое и второе абсорбирующие изделия смещают друг от друга в продольном направлении наразмера в продольном направлении. Согласно еще одному предпочтительному варианту реализации этого аспекта настоящего изобретения полотно покрывающего листа режут с получением каждого комплекта, имеющего одну пару первого и второго абсорбирующих изделий. Согласно одному аспекту настоящего изобретения предложен способ изготовления упаковки абсорбирующих изделий, содержащей абсорбирующее изделие, которое покрыто покрывающим листом,имеет продольное направление и поперечное направление и содержит внутренний лист, обращенный к телу пользователя, внешний лист, обращенный к одежде пользователя, и влагопоглощающую структуру,размещенную между внутренним и внешним листами, при этом указанный способ включает этапы, на которых используют первые абсорбирующие изделия и вторые абсорбирующие изделия в качестве абсорбирующих изделий, поочередно подают первые и вторые абсорбирующие изделия с равными интервалами на непрерывное полотно покрывающего листа вдоль центральной оси, проходящей в продольном направлении и разделяющей пополам покрывающий лист по протяженности между верхним и нижним краями, расположенными друг напротив друга в продольном направлении и проходящими в поперечном направлении; смещают первые абсорбирующие изделия от центральной оси в направлении верхнего края и смещают вторые абсорбирующие изделия от центральной оси в направлении нижнего края; складывают вторые абсорбирующие изделия от нижнего края в направлении центральной оси с образованием двух слоев; одновременно складывают в направлении центральной оси первые абсорбирующие изделия с образованием двух слоев и верхний край полотна покрывающего листа, складывают нижний край полотна покрывающего листа вдоль линии сгиба вторых абсорбирующих изделий; соединяют посредством связующего слои покрывающего листа, перекрывающие друг друга в стыковых областях, образованных между каждым первым и вторым абсорбирующими изделиями, смежными в поперечном направлении; и режут покрывающий лист, по существу, посередине по меньшей мере одной стыковой области с получением по меньшей мере одного комплекта, содержащего заданное число первых частей упаковки, содержащих первое абсорбирующее изделие, и вторых частей упаковки, содержащих второе абсорбирующее изделие. Согласно еще одному предпочтительному варианту реализации еще одного аспекта настоящего изобретения предложена упаковка абсорбирующих изделий, содержащая абсорбирующее изделие,имеющее продольное направление и поперечное направление и содержащее внутренний лист, образующий сторону, обращенную к коже пользователя, внешний лист, образующий сторону, обращенную к одежде пользователя, влагопоглощающую структуру, размещенную между внутренним и внешним листами, замкнутую кромку, образованную линией сгиба, вдоль которой абсорбирующее изделие сложено внутренним листом внутрь с образованием двух слоев таким образом, что разделено пополам в продольном направлении, и сложенные переднюю и заднюю поверхности; покрывающий лист, имеющий верхний и нижний края, расположенные друг напротив друга в продольном направлении и проходящие в поперечном направлении, первую часть, расположенную напротив внешнего листа и образующую переднюю поверхность абсорбирующего изделия, вторую часть, смежную с первой частью, расположенную напротив внешнего листа и образующую заднюю поверхность, и третью часть, смежную с второй частью и перекрывающую первую часть; при этом указанные первая, вторая и третья части соединены друг с другом вдоль внешних сторон абсорбирующего изделия, если смотреть в поперечном направлении при помощи стыковых областей, проходящих в продольном направлении. Технический результат Согласно настоящему изобретению подачу, складывание и покрытие покрывающим листом первого и второго абсорбирующих изделий можно осуществлять посредством последовательности этапов, благодаря чему затраты времени могут быть уменьшены в сравнении со случаем, в котором абсорбирующее изделие подают на полотно покрывающего листа после складывания абсорбирующего изделия. Промежуток времени от складывания абсорбирующего изделия до его покрытия является достаточно небольшим, для того чтобы тщательное складывание абсорбирующего изделия не оказывалось необходимым,благодаря чему на абсорбирующем изделии не остается метки линии сгиба или складки и/или не происходит увеличения жесткости изделия вдоль линии сгиба.-2 017341 Первое и второе абсорбирующие изделия непрерывно подают с равными интервалами, затем складывают с образованием двух слоев и покрывают покрывающим листом вдоль сложенных кромок соответствующих абсорбирующих изделий. Также можно последовательно покрывать первое или второе абсорбирующие изделия, а в случае использования только одного абсорбирующего изделия лишнее абсорбирующее изделие может быть просто сохранено с соблюдением требований гигиеничности для последующего использования. Первое и второе абсорбирующие изделия размещены со смещением друг от друга друга в продольном направлении наразмера полотна покрывающего листа в продольном направлении. Благодаря такой специальной конфигурации абсорбирующие изделия, сложенные с образованием двух слоев соответственно, могут быть покрыты сложенным полотном покрывающего листа с образованием трех слоев для обеспечения отсутствия промежутков между абсорбирующими изделиями и полотном покрывающего листа, а затрачиваемое количество материала полотна покрывающего листа может быть уменьшено. Таким образом может быть уменьшена стоимость изготовления. Полотно покрывающего листа режут с получением каждого комплекта, имеющего одну пару абсорбирующих изделий, первого и второго, для обеспечения возможности последовательного извлечения комплектов изделия из футляра, благодаря чему могут быть уменьшены затрачиваемые время и усилие в сравнении со случаем, в котором изделия последовательно извлекают из футляра. В первой части упаковки первое абсорбирующее изделие и полотно покрывающего листа могут быть сложены, по существу, одновременно для устранения необходимости тщательного складывания первого абсорбирующего изделия и уменьшения времени, затрачиваемого на изготовление изделия. Краткое описание чертежей На фиг. 1 показано перспективное изображение упаковки прокладок согласно одному варианту реализации изобретения. На фиг. 2 показан развернутый вид, соответствующий фиг. 1. На фиг. 3 представлено перспективное изображение упаковки абсорбирующих изделий, показанной на фиг. 1, в сложенном состоянии. На фиг. 4 показано сечение по линии IV-IV, обозначенной на фиг. 3. На фиг. 5 показана схема, иллюстрирующая способ изготовления упаковки абсорбирующих изделий. На фиг. 6 показана схема, иллюстрирующая способ изготовления первой части упаковки абсорбирующих изделий. На фиг. 7 показана схема, иллюстрирующая способ изготовления второй части упаковки абсорбирующих изделий. Обозначения на чертежах: 1 - упаковка прокладки; 2 - первая прокладка для впитывания грудного молока (первое абсорбирующее изделие); 3 - вторая прокладка для впитывания грудного молока (второе абсорбирующее изделие); 4 - покрывающий лист; 5 - внутренний лист; 6 - внешний лист; 9 - первая часть; 10 - вторая часть; 11 - третья часть; 17 - линия отверстий; 18 - первая часть упаковки; 19 - вторая часть упаковки; 21 - влагопоглощающая структура; 29 - полотно покрывающего листа; 30 - верхний конец; 31 - нижний конец; 32 - поперечная центральная ось.-3 017341 Описание наилучшего способа работы изобретения Ниже для лучшего уяснения сущности изобретения подробно описана со ссылками на прилагаемые чертежи упаковка абсорбирующих изделий и способ ее изготовления согласно настоящему изобретению на примере прокладки для впитывания грудного молока и способа изготовления упаковки таких прокладок для впитывания грудного молока. Пример. На фиг. 1 показано перспективное изображение упаковки 1 абсорбирующих прокладок с частичным разрезом для наглядности. Согласно этому примеру упаковка 1 содержит первую и вторую прокладки 2, 3 для впитывания грудного молока, расположенные в поперечном направлении X, и покрывающий лист 4, используемый для покрытия этих прокладок 2, 3. Каждая из прокладок 2, 3 содержит внутренний лист 5, обращенный к телу пользователя, и внешний лист 6, обращенный к одежде пользователя, и сложена вдвое. Каждая из сложенных таким образом прокладок 2, 3 имеет замкнутую кромку 7, образованную вдоль складки, и открытую кромку 8, вдоль которой соответствующие половины прокладки не соединены друг с другом. Сложенные таким образом прокладки 2, 3 образуют соответственно передние поверхности 2 а, 3a, проходящие на обращенной к смотрящему стороне этого перспективного изображения, и задние поверхности 2b, 3b, проходящие на обращенной от смотрящего стороне этого перспективного изображения. Прокладки 2, 3 покрыты одним непрерывным покрывающим листом 4. Лист 4 сложен в три слоя таким образом, чтобы покрывать первую и вторую прокладки 2, 3 и формировать первую часть 9, вторую часть 10 и третью часть 11. Первая часть 9 содержит один край 12 листа 4 и частично покрывает поверхности 2 а, 3a прокладок 2, 3. Вторая часть 10 выполнена смежной с первой частью 9 и полностью покрывает поверхности 2b, 3b. Третья часть 11 выполнена смежной со второй частью 10 и содержит еще один край 13 листа 4 таким образом, чтобы частично покрывать поверхности 2 а, 3a. Перекрытие друг другом края 12 первой части 9 и края 13 второй части 11 обеспечивает полное покрытие поверхности 2 а, 3a этими слоями 9, 11 и формирование выходного отверстия для прокладок 2, 3. Лист 4 содержит боковые кромки 14, 15, расположенные друг напротив друга в поперечном направлении X, и среднюю область 16, проходящую, по существу, посередине между кромками 14, 15 таким образом, что прокладки 2, 3 расположены с промежутком двустороннесимметрично относительно средней области 16, расположенной между ними. Слои 9, 10, 11 соединены друг с другом посредством связующего в этих боковых кромках 14, 15 и области 16 вдоль стыковых областей 20 а, 20b, 20 с. Стыковые области 20 а, 20b, 20 с сформированы поочередно в продольном направлении Y. Хотя согласно показанному варианту реализации для формирования этих стыковых областей используют термическую сварку, также можно формировать стыковые области при помощи подходящего адгезива или других хорошо известных средств. Упаковка 1 разделена стыковой областью 20 с, сформированной в средней области 16, на первую часть 18 упаковки, покрывающую первую прокладку для впитывания грудного молока, и вторую часть 19 упаковки, покрывающую вторую прокладку для впитывания грудного молока. Область 16 оснащена линией 17 отверстий, проходящей в продольном направлении Y, по существу,посередине стыковой области 20 с. Линия 17 отверстий разделяет упаковку 1 на первую часть 18 упаковки, покрывающую первую прокладку 2 для впитывания грудного молока, и вторую часть 19 упаковки,покрывающую вторую прокладку 3 для впитывания грудного молока. Средства, обеспечивающие разделение упаковки 1 на первую часть 18, покрывающую первую прокладку 2, и вторую часть 19 упаковки,покрывающую вторую прокладку 3, не ограничены линией отверстий и могут быть сформированы при помощи других широко используемых средств. Следует отметить, что стыковая область 20 с предпочтительно размещена на обеих сторонах каждой из частей 18, 19. На фиг. 2 показан развернутый вид упаковки 1, показанной на фиг. 1, после устранения стыковых областей 20 а, 20b, 20 с, сформированных вдоль боковых кромок 14, 15 и области 16. Как показано, прокладка 2 расположена таким образом, что она частично перекрывает один край 12 первой части 9 и перекрывает части 9, 10. Прокладка 3 расположена таким образом, что она частично перекрывает еще один край 13 третьей части 11 и перекрывает части 10, 11. Более конкретно, прокладки 2, 3 расположены с промежутком в продольном направлении Y, по существу, симметрично относительно поперечного направления X. Каждая из прокладок 2, 3 содержит внутренний лист 5, образующий сторону, обращенную к коже пользователя, внешний лист 6, образующий сторону, обращенную к одежде пользователя, и влагопоглощающую структуру 21, расположенную между этими листами 5, 6. Структура 21 содержит влагопоглощающую сердцевину 22 и распространяющий лист 23, покрывающий сердцевину 22. Листы 5, 6 выполнены, по существу, круглой формы и одинакового размера, а структура 21 выполнена также, по существу, круглой формы, но несколько меньшего размера, чем листы 5, 6. Структура 21 и листы 5, 6 ламинированы друг на друга с образованием концентрических кругов, причем листы 5, 6 соединены друг с другом вдоль их соответствующих внешних граничных областей 24, в которых отсутствует структура 21,посредством склеивания или сварки.-4 017341 Каждая из прокладок 2, 3 оснащена в боковых областях, расположенных друг напротив друга в поперечном направлении X, эластичными элементами 25, проходящими в продольном направлении Y и присоединенными к ней в растянутом состоянии. При стягивании этих элементов 25 прокладки 2, 3 принимают трехмерную форму. Более конкретно, эти прокладки 2, 3 принимают куполообразную форму. Прокладки 2, 3 присоединены к внутренней поверхности листа 4 посредством антиадгезионных листов 26. Каждая из прокладок 2, 3 покрыта адгезивом (не показан) на ее внешнем листе 6 таким образом, что лист 6 может быть присоединен с возможностью отсоединения к соответствующему листу 26. Лист 26 постоянно присоединен посредством адгезива (не показан) к части листа 4, расположенной напротив листа 6, т.е. к части 10 листа 4. Первая и вторая части 18, 19, покрывающие прокладки 2, 3 соответственно, сложены из положения,показанного на фиг. 1, в положение, показанное на фиг. 3. Более конкретно, части 18, 19 сложены вдоль средней области 16 таким образом, что соответствующие третьи части 11 листа 4 оказываются расположены друг напротив друга. Каждый комплект частей 18, 19, удерживаемых в таком сложенном состоянии, размещают в футляре с возможностью последовательного извлечения комплектов при необходимости использования по меньшей мере одной из прокладок 2, 3. На фиг. 4 показано сечение по линии IV-IV, обозначенной на фиг. 3. Как ясно из фиг. 4, часть 19 расположена сверху части 18, если смотреть в направлении толщины части 18. В части 18 замкнутая кромка 7 расположена на относительно высоком уровне (справа на фиг. 4), если смотреть в продольном направлении Y, а открытая кромка 8 расположена на относительно низком уровне (слева на фиг. 4), если смотреть в продольном направлении Y, ввиду того что в прокладке 2 количество материала сердцевины 22 непрерывно уменьшается от наибольшего значения в центральной области в направлении внешней граничной области 24, вследствие чего толщина сложенной вдвое прокладки 2 непрерывно уменьшается от наибольшего значения вдоль ее замкнутой кромки 7 в направлении открытой кромки 8. В части 19 кромка 8 прокладки 3 расположена на относительно высоком уровне (справа на фиг. 4),если смотреть в продольном направлении Y, а кромка 7 расположена на относительно низком уровне(слева на фиг. 4), если смотреть в продольном направлении Y. Конфигурация прокладки 3 аналогична конфигурации прокладки 2, и, таким образом, толщина прокладки 3 также непрерывно уменьшается от наибольшего значения вдоль кромки 7 в направлении кромки 8. В частях 18, 19, сложенных, как показано на фиг. 3, кромки 7, 8 прокладки 2 перекрывают кромки 8,7 прокладки 3. Такое поочередное перекрытие обеспечивает, по существу, постоянную толщину комплекта прокладок 18, 19. После укладывания таких комплектов в направлении толщины они могут быть упакованы в футляр. Даже при укладывании нескольких комплектов стопа, упакованная в футляр, не оказывается частично толстой, поскольку отдельные комплекты имеют постоянную толщину. Таким образом, комплекты могут быть упакованы в футляр без образования значительных промежутков между каждой парой смежных комплектов. При необходимости извлечения упаковки прокладки для впитывания молока из футляра с целью использования смежные друг с другом части 18, 19 упаковки могут быть зажаты пальцами и вытянуты с их одновременным извлечением из футляра. Части 18, 19 соединены друг с другом с возможностью отсоединения вдоль линии 17 отверстий, расположенной в средней области 16. В зависимости от необходимости пользователя части 18, 19 могут быть отсоединены вдоль линии 17 отверстий с целью использования только одной из них. Еще одна лишняя прокладка для впитывания грудного молока может храниться в упакованном положении с соблюдением требований гигиеничности для последующего использования. При необходимости использования одной из прокладок 2, 3 пользователь может извлекать прокладку 2 или 3 из соответствующей части 18 упаковки или части 19 упаковки. Более конкретно, край 13 на стороне третьей части 11 может быть удержан пальцами и вытянут от первой части 9 и второй части 10 (см. фиг. 1). Путем вытягивания таким образом края 13 стыковая область 20 части 11 может быть высвобождена, а край 12 оказывается размещен снаружи. Кромка 8 прокладки 2 или кромка 7 прокладки 3 проходят наружу за край 12. Кромки 8 или 7 могут быть удержаны одной рукой, а край 12 - другой рукой для отсоединения их друг от друга. Таким образом, стыковые области 20 на первой и второй частях 9, 10 также высвобождаются, вследствие чего прокладка для впитывания грудного молока может быть отделена от покрывающего листа 4. Лист 26 остается соединен посредством связующего с листом 4, а прокладка для впитывания грудного молока отделяется от листа 26. Область покрытой адгезивом прокладки для впитывания грудного молока, покрытая листом 26, оказывается снаружи и может быть использована для закрепления прокладки для впитывания грудного молока на одежде пользователя, например на бюстгальтере. На фиг. 5 показана схема, иллюстрирующая способ изготовления частей 18, 19. Прокладки 2, 3 подают с равными интервалами на непрерывное полотно 29 покрывающего листа и упаковывают при складывании полотна 29 покрывающего листа. Полотно 29, проходящее в поперечном направлении X, транспортируют в направлении, указанном стрелкой А, посредством конвейерной ленты (не показана). Верхние и нижние края 30, 31 полотна 29 расположены друг напротив друга в продольном направлении Y и проходят в поперечном направлении X, а поперечная центральная ось 32 проходит в поперечном направ-5 017341 лении X посередине между краями 30, 31. Размер от края 30 до края 31 полотна 29 выбирают несколько больше размера Н соответствующих прокладок 2, 3 в продольном направлении Y. На первом этапе первую и вторую прокладки 2(i), 3(i) для впитывания грудного молока подают на полотно 29 таким образом, что обе боковые области соответствующих прокладок, оснащенные эластичными элементами 25, последовательно оказываются размещены напротив аналогичных боковых областей смежных прокладок в поперечном направлении X. Когда эти прокладки 2(i), 3(i) подают таким образом, что указанные боковые области соответствующих прокладок, оснащенные эластичными элементами 25, последовательно оказываются размещены напротив аналогичных боковых областей смежных прокладок в продольном направлении Y, эти прокладки 2(i), 3(i) могут быть повернуты на угол 90 до подачи на полотно 29. На втором этапе прокладку 2(ii) подают со смещением от поперечной центральной оси 32 в направлении верхнего края 30 наее размера Н при измерении в продольном направлении Y. Прокладку 3(ii) подают со смещением от поперечной центральной оси 32 в направлении нижнего края 31 наее размера Н при измерении в продольном направлении Y. Прокладки 2(ii), 3(ii) имеют одинаковую форму и размер,вследствие чего величина смещения этих прокладок от оси 32 также является одинаковой. Прокладки 2(ii), 3(ii) поочередно подают на полотно 29. Таким образом, прокладки 2, 3 описывают зигзагообразную форму. Соответствующие внешние листы 6 прокладок 2, 3 оснащены областями адгезива, склеивающего при надавливании, посредством которых по меньшей мере одна прокладка может быть временно закреплена на одежде пользователя. Листы 26 постоянно присоединяют к полотну 29 посредством адгезива для защиты указанных областей адгезива, склеивающего при надавливании, перед использованием прокладок для впитывания грудного молока. На третьем этапе смещенную наверх прокладку 2(iii) складывают от верхнего края 30 в направлении поперечной центральной оси 32 с образованием двух слоев и формированием замкнутой кромки 7,образованной вдоль линии складывания, и открытой кромки 8. Смещенную вниз прокладку 3(iii) затем складывают от нижнего края 31 в направлении поперечной центральной оси 32 с образованием двух слоев и формированием замкнутой кромки 7, образованной вдоль линии складывания, и открытой кромки 8. На четвертом этапе край 30 полотна 29 складывают в направлении поперечной центральной оси 32 вместе с прокладкой 2(iv) с формированием первой линии 27 сгиба, проходящей вдоль замкнутой кромки 7. Полотно 29 складывают от его нижнего края 31 в направлении поперечной центральной оси 32 вместе с прокладкой 3(iv) с формированием второй линии 28 сгиба, проходящей вдоль замкнутой кромки 7. Хотя согласно вышеописанным третьему и четвертому этапам складывание прокладок 2(iii), 3(iii) и складывание полотна 29 выполняют отдельно, они могут быть выполнены одновременно. На фиг. 6 показана схема, иллюстрирующая способ складывания прокладки 2 и покрытия ее полотном 29. Как ясно из фиг. 6 А, верхний край 30 полотна 29 складывают, по существу, одновременно со складыванием прокладки 2. Непосредственно после складывания прокладки 2 и складывания верхнего края 30 полотна 29 нижний край 31 полотна 29 складывают таким образом, что он перекрывает верхний край 30. Таким образом, прокладка 2 и полотно 29 могут быть сложены, по существу, одновременно с целью уменьшения количества этапов и соответственно времени, затрачиваемого на изготовление. На фиг. 7 проиллюстрирован способ складывания прокладки 3 и покрытия ее полотном 29. В отличие от прокладки 2, показанной на фиг. 6, складывание прокладки 3 и складывание полотна 29 не могут быть выполнены одновременно. Ввиду того что верхний край 30 полотна 29, показанный на фиг. 6, граничит с верхним краем 30 полотна 29, показанным на фиг. 7, край 30 полотна 29, соответствующий прокладке 3, также складывают с целью покрытия прокладки 2. Вследствие этого край 30 полотна 29 оказывается сложен от нижнего края 31, соответствующего прокладкам 2, 3. Для устранения этого недостатка край 30 должен быть сложен после складывания прокладки 3. Как показано на фиг. 7 А, прокладку 3 складывают, после чего край 30 полотна 29 складывают на переднюю поверхность 3a. Складывание прокладки 3 и складывание полотна 29 выполняют последовательно и, по существу, без задержки, причем край 30 полотна 29 перекрывает прокладку 3 таким образом, чтобы сдавливать ее в направлении от передней поверхности 3a. После складывания таким образом края 30 край 31 полотна 29 складывают на край 30, как показано на фиг. 7 В. На пятом этапе, показанном на фиг. 5, после складывания полотна 29 между прокладками 2(v), 3(v) формируют стыковую область 20 и соединяют части полотна 29 при помощи термической сварки. Затем упаковку режут вдоль линии 33 отреза для получения каждого комплекта прокладок 2(v), 3(v). Кроме того, между прокладками 2(v), 3(v) формируют линию 17 отверстий. Путем отрезания полотна 29, покрывающего прокладки, вдоль линии 33 отреза получают части 18,19 упаковки. Части 18, 19 упаковки соединены друг с другом с возможностью отсоединения с формированием одного комплекта. Линия 33 отреза проходит в продольном направлении Y, по существу, посередине стыковой области 20, если смотреть в поперечном направлении X. При отрезании вдоль линии 33 стыковая область оказывается разделена на стыковую область 20 а и стыковую область 20b. Путем отрезания вдоль линий 33 полотно 29 разделяют на отдельные листы 4, верхний край 30 разделяют на боковые края 12 частей 18, 19, а нижний край 31 разделяют на еще одни боковые края 13 частей 18, 19.-6 017341 Согласно вышеописанному способу непосредственно после складывания прокладок 2, 3 или одновременно с ним эти прокладки 2, 3 могут быть покрыты полотном 29. Таким образом, нет необходимости тщательно складывать первую и вторую прокладки для впитывания грудного молока, что имеет место в уровне техники. Благодаря этому на прокладке для впитывания грудного молока не остается заметной метки линии сгиба или складки, а жесткость вдоль линии сгиба не увеличивается. Таким образом, нежелательное раздражение кожи пользователя вследствие контакта с такой складкой и/или увеличенной жесткости может быть эффективно уменьшено. Путем, по существу, одновременного складывания прокладок 2, 3 может быть уменьшен промежуток времени от складывания прокладки до ее покрытия полотном 29, а такие недостатки, как образование складок или увеличение жесткости прокладки, могут быть дополнительно предотвращены. Хотя одновременное складывание прокладки 2 и полотна 29 не является существенным, желательно складывать полотно 29 таким образом, чтобы ограничить разворачивание сложенной прокладки для впитывания грудного молока. Как показано на фиг. 5, прокладки 2, 3 могут быть размещены со смещением друг относительно друга в продольном направлении Y для обеспечения размещения кромки 7 прокладки 2 и кромки 8 прокладки 3 на прямой в поперечном направлении X при складывании этих прокладок вдвое соответственно. После размещения прокладок 2, 3 на прямой полотно 29 может быть сложено с образованием трех слоев от краев 30, 31 для покрытия прокладок 2, 3. В этом положении полотно 29 приходит в контакт с кромкой 7 и кромкой 8 прокладок 2, 3, по существу, без образования промежутка между противоположными краями в продольном направлении Y. Полотно 29 может быть использовано без получения лишних частей, что позволяет соответственно уменьшить стоимость изготовления. Размер полотна 29 в продольном направлении Y выбирают несколько больше размера прокладок 2,3 в продольном направлении Y. Таким образом, полотно 29 может быть сложено с образованием трех слоев для обеспечения перекрытия друг другом ее краев 30, 31 и надежного покрытия прокладок 2, 3. В еще одном варианте реализации размер полотна 29 в продольном направлении Y может быть равен размеру прокладок 2, 3 в продольном направлении Y. В этом случае края 30, 31 полотна 29 не перекрывают друг друга при складывании полотна 29 вдоль сложенных вдвое прокладок 2, 3. С целью устранения связанного с этим недостатка эти края 30, 31 могут быть соединены при помощи подходящих средств, таких как адгезивная лента. Длина полотна 29 в продольном направлении Y может быть выбрана подходящим образом в зависимости от различных параметров, например толщины прокладки для впитывания грудного молока. Хотя согласно показанному варианту реализации перекрывающие друг друга края 30, 31 не соединены друг с другом, можно соединить эти края 30, 31 посредством связующего для предотвращения невынужденного раскрытия выходных отверстий прокладок 2, 3. Хотя согласно показанному варианту реализации части 18, 19 соединены друг с другом с возможностью разъединения при помощи линии 17 отверстий, эти две части могут быть изначально отделены друг от друга. Более конкретно, вместо оснащения средней области 16 линией 17 части 18, 19 могут быть отрезаны друг от друга в области 16 таким образом, чтобы обеспечить последовательное извлечение прокладок 2, 3 для их использования. В этом случае части 18 или 19 составляют каждый комплект. Также можно формировать каждый комплект по меньшей мере тремя прокладками для впитывания грудного молока, соединенными друг с другом с возможностью разъединения. Количество этих прокладок может быть выбрано подходящим образом. Внутренний лист 5 выполнен предпочтительно влагопроницаемым и может быть сформирован, например, нетканым материалом, обработанным для придания ему гидрофильных свойств. Внешний лист 6 выполнен предпочтительно влагонепроницаемым и может быть сформирован, например, пленкой на основе каучука. Сердцевина 22 может содержать, например, смесь пульпы пушка и сверхпоглощающих полимерных частиц, а покрывающий лист 4 может быть сформирован, например, пленкой на основе каучука. Для этих составляющих частей могут быть использованы различные материалы, используемые в соответствующей области техники. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ изготовления упаковки абсорбирующих изделий, содержащей абсорбирующие изделия,каждое из которых покрыто покрывающим листом, имеет продольное направление и поперечное направление и содержит внутренний лист, обращенный к телу пользователя, внешний лист, обращенный к одежде пользователя, и влагопоглощающую структуру, размещенную между внутренним и внешним листами, при этом указанный способ включает этапы, на которых поочередно подают первые и вторые абсорбирующие изделия с равными интервалами на непрерывное полотно покрывающего листа вдоль центральной оси, проходящей в продольном направлении и разделяющей пополам покрывающий лист по протяженности между верхним и нижним краями, расположенными друг напротив друга в продольном направлении и проходящими в поперечном направлении; смещают первые абсорбирующие изделия от центральной оси в направлении верхнего края и смещают вторые абсорбирующие изделия от центральной оси в направлении нижнего края; складывают первые абсорбирующие изделия от верхнего края в направлении центральной оси с образованием двух слоев; складывают вторые абсорбирующие изделия от нижнего края в направлении центральной оси с образованием двух слоев; складывают верхний край полотна покрывающего листа вдоль линии сгиба первых абсорбирующих изделий; складывают нижний край полотна покрывающего листа вдоль линии сгиба вторых абсорбирующих изделий; соединяют посредством связующего слои покрывающего листа, перекрывающие друг друга в стыковых областях, образованных между каждым первым и вторым абсорбирующими изделиями, смежными в поперечном направлении; и режут покрывающий лист, по существу, посередине по меньшей мере одной стыковой области с получением по меньшей мере одного комплекта, содержащего заданное число первых частей упаковки,содержащих первое абсорбирующее изделие, и вторых частей упаковки, содержащих второе абсорбирующее изделие. 2. Способ по п.1, в котором размер полотна покрывающего листа в продольном направлении, по существу, равен размеру первого и второго абсорбирующих изделий в продольном направлении, а первые и вторые абсорбирующие изделия смещают друг от друга в продольном направлении наих размера в продольном направлении. 3. Способ по п.1 или 2, в котором полотно покрывающего листа режут с получением каждого комплекта, имеющего одну пару первого и второго абсорбирующих изделий. 4. Способ изготовления упаковки абсорбирующих изделий, содержащей абсорбирующие изделия,каждое из которых покрыто покрывающим листом, имеет продольное направление и поперечное направление и содержит внутренний лист, обращенный к телу пользователя, внешний лист, обращенный к одежде пользователя, и влагопоглощающую структуру, размещенную между внутренним и внешним листами, при этом указанный способ включает этапы, на которых поочередно подают первые и вторые абсорбирующие изделия с равными интервалами на непрерывное полотно покрывающего листа вдоль центральной оси, проходящей в продольном направлении и разделяющей пополам покрывающий лист по протяженности между верхним и нижним краями, расположенными друг напротив друга в продольном направлении и проходящими в поперечном направлении; смещают первые абсорбирующие изделия от центральной оси в направлении верхнего края и смещают вторые абсорбирующие изделия от центральной оси в направлении нижнего края; складывают вторые абсорбирующие изделия от нижнего края в направлении центральной оси с образованием двух слоев; одновременно складывают в направлении центральной оси первые абсорбирующие изделия с образованием двух слоев и верхний край полотна покрывающего листа; складывают нижний край полотна покрывающего листа вдоль линии сгиба вторых абсорбирующих изделий; соединяют посредством связующего слои покрывающего листа, перекрывающие друг друга в стыковых областях, образованных между каждым первым и вторым абсорбирующими изделиями, смежными в поперечном направлении; и режут покрывающий лист, по существу, посередине по меньшей мере одной стыковой области с получением по меньшей мере одного комплекта, содержащего заданное число первых частей упаковки,содержащих первое абсорбирующее изделие, и вторых частей упаковки, содержащих второе абсорбирующее изделие. 5. Способ по п.4, в котором размер полотна покрывающего листа в продольном направлении, по существу, равен размеру первого и второго абсорбирующих изделий в продольном направлении, а первые и вторые абсорбирующие изделия смещают друг от друга в продольном направлении наих размера в продольном направлении. 6. Способ по п.4 или 5, в котором полотно покрывающего листа режут с получением каждого комплекта, имеющего одну пару первого и второго абсорбирующих изделий.-8 017341 7. Упаковка абсорбирующих изделий, полученная указанным способом по пп.1-6 и содержащая абсорбирующие изделия, каждое из которых имеет продольное направление и поперечное направление и содержит внутренний лист, образующий сторону, обращенную к коже пользователя, внешний лист, образующий сторону, обращенную к одежде пользователя, влагопоглощающую структуру, размещенную между внутренним и внешним листами, замкнутую кромку, образованную линией сгиба, вдоль которой абсорбирующее изделие сложено внутренним листом внутрь с образованием двух слоев таким образом, что разделено пополам в продольном направлении, и сложенные переднюю и заднюю поверхности; покрывающий лист, имеющий верхний и нижний края, расположенные друг напротив друга в продольном направлении и проходящие в поперечном направлении, первую часть, расположенную напротив внешнего листа со стороны передней поверхности абсорбирующего изделия, вторую часть, смежную с первой частью, расположенную напротив внешнего листа со стороны задней поверхности, и третью часть, смежную со второй частью и перекрывающую первую часть в сложенном состоянии,при этом указанные первая, вторая и третья части соединены друг с другом вдоль внешних сторон абсорбирующего изделия, расположенных напротив друг друга в поперечном направлении, при помощи стыковых областей, проходящих в продольном направлении.
МПК / Метки
МПК: B65D 85/16, A61F 13/472, B65D 75/20, A41C 5/00, A61F 13/15
Метки: способом, абсорбирующих, способ, этим, упаковки, изготовления, изделий, полученная, упаковка
Код ссылки
<a href="https://eas.patents.su/12-17341-sposob-izgotovleniya-upakovki-absorbiruyushhih-izdelijj-i-upakovka-absorbiruyushhih-izdelijj-poluchennaya-etim-sposobom.html" rel="bookmark" title="База патентов Евразийского Союза">Способ изготовления упаковки абсорбирующих изделий и упаковка абсорбирующих изделий, полученная этим способом</a>
Способ упаковки изделий и упаковка, полученная этим способом
Номер патента: 5720
Опубликовано: 30.06.2005
Автор: Осгуд Дэв
МПК: B65B 11/12, B65D 75/58
Метки: этим, полученная, упаковка, изделий, упаковки, способом, способ
Формула / Реферат:
1. Способ завертывания изделий с использованием полотна упаковочной пленки, на котором имеется по меньшей мере одна линия разрыва, ориентированная в машинном направлении полотна, заключающийся в том, что (a) на пленке через равные отрезки длины в машинном направлении формируют язычки, имеющие свободный конец, соединенный незакрепленными боковыми кромками с прикрепленным к пленке концом, и расположенные на пленке так, чтобы ось по меньшей мере...
Способ изготовления фигурных кондитерских изделий (варианты), изделия, полученные этим способом (варианты), и форма для их изготовления
Номер патента: 12239
Опубликовано: 28.08.2009
Авторы: Горбатова Галина Александровна, Салахетдинов Тахир Сафович, Коннэ Владимир Ефимович
МПК: A23G 3/02, A23G 1/21, A23G 1/22...
Метки: способом, изделия, способ, кондитерских, изделий, изготовления, полученные, фигурных, форма, этим, варианты
Формула / Реферат:
1. Способ изготовления фигурного кондитерского изделия, заключающийся в том, что производят изготовление формы путем формования оболочки на поверхность модели (которая находится внутри кожуха, причем оболочка формуется) из материала, способного к полимеризации, который наносят на поверхность модели в жидком или в пластичном состоянии; извлечение модели из формы; обработку внутренней поверхности оболочки, включающей ее очистку и/или промывку;...
Мартенситная нержавеющая сталь с высокой механической прочностью и коррозионной стойкостью, способ изготовления изделий из этой стали и изделие, изготовленное этим способом
Номер патента: 424
Опубликовано: 24.06.1999
Авторы: Кумино Джузеппе, Бартери Массимо
МПК: C22C 38/44, C21D 8/00
Метки: изделий, изделие, мартенситная, стали, этой, коррозионной, высокой, изготовления, способом, этим, механической, способ, прочностью, стойкостью, сталь, нержавеющая, изготовленное
Формула / Реферат:
1. Супермартенситная сталь, имеющая следующий состав, вес.%: С<= 0,05, Сr 12-15; Ni 4-7; Mo 1,5-2; N 0,06-0,12; Mn 0,5-1; Cu<0,3; P<0,02; S<= 0,005; Аl<0,02; Si<= 1, остальное - железо и минимальные примеси, отличающаяся тем, что содержание Сr, Мо и N удовлетворяет следующей формуле: (% Сr) + 3,3 (% Мо) + 16 (% N)>19. 2. Способ изготовления изделий из супермартенситной стали, отличающийся тем, что изготавливают слиток или...
Способ получения композиции, содержащей сшитые блок-сополимеры, и композиция, полученная этим способом
Номер патента: 8374
Опубликовано: 27.04.2007
Авторы: Хагеман Марк, Ван Дер Хёйзен Адрие А.
МПК: C08L 53/02, C08F 297/04
Метки: композиции, полученная, получения, способ, блок-сополимеры, этим, композиция, сшитые, содержащей, способом
Формула / Реферат:
1. Способ получения сшитой блок-сополимерной композиции, включающий следующие стадии: a) взаимодействие "живого" литий-терминированного полимера, имеющего формулу P-Li, где Р представляет собой сополимерную цепь, содержащую по меньшей мере один полимерный блок А, состоящий из одного или более чем одного моноалкениларена, содержащего от 8 до 18 атомов углерода, и по меньшей мере один полимерный блок В, состоящий из одного или более чем одного...
Способ получения жевательной таблетки с высоким содержанием n-ацетилцистеина и таблетка, полученная этим способом
Номер патента: 3878
Опубликовано: 30.10.2003
Авторы: Дзулиани Итало, Грассано Алессандро, Гурьери Джованни, Кастеджини Франко, Барина Риккардо
МПК: A61K 31/198, A61P 43/00
Метки: этим, способ, способом, таблетка, n-ацетилцистеина, полученная, высоким, содержанием, жевательной, таблетки, получения
Формула / Реферат:
1.Способ получения жевательной таблетки, включающий предварительное влажное гранулирование 80-95 вес.% N-ацетилцистеина с 0,5-4,0 вес.% связующего в расчете на количество N-ацетилцистеина и при необходимости в присутствии всего количества или части необходимого количества разбавителя и/или любриканта и последующее смешивание полученного гранулята с остальными фармацевтически приемлемыми наполнителями, дальнейшее прессование и нанесение при...
Предыдущий патент: Соединение труб для нефтепромыслов с повышенной способностью к сжатию
Следующий патент: Способ масс-спектрометрического анализа