Способ осуществления алкилирования
Формула / Реферат
1. Способ осуществления алкилирования, включающий:
a) смешение i) первого, содержащего изобутан, потока поступающего материала, выбранного из группы, включающей часть потока нового изобутана, часть потока рециклированного изобутана и их комбинации; и ii) первого потока олефина с потоком катализатора алкилирования в первой реакционной зоне с образованием вследствие этого выходного потока первой реакционной зоны;
b) подачу упомянутого выходного потока первой реакционной зоны во вторую реакционную зону для смешивания со i) вторым, содержащим изобутан, потоком поступающего материала, выбранным из группы, включающей часть потока упомянутого нового изобутана, часть потока упомянутого рециклированного изобутана, часть потока, выходящего из резервуара для отстаивания, и комбинации из этих двух или более; и ii) второго потока олефина с образованием вследствие этого выходного потока второй реакционной зоны;
c) альтернативно, подачу упомянутого выходного потока второй реакционной зоны в резервуар для отстаивания для разделения на углеводородную фазу и кислотную фазу; или
1) подачу упомянутого выходного потока второй реакционной зоны в третью реакционную зону для смешивания с i) третьим, содержащим изобутан, потоком поступающего материала, выбранным из группы, включающей часть потока упомянутого нового изобутана, часть потока упомянутого рециклированного изобутана, часть упомянутого выходного потока из резервуара для отстаивания и комбинации из этих двух или более; и ii) третьим потоком олефина, с образованием вследствие этого выходного потока третьей реакционной зоны; и
2) подачу упомянутого выходного потока третьей реакционной зоны в резервуар для отстаивания для разделения на углеводородную фазу и кислотную фазу;
d) удаление по крайней мере части упомянутой углеводородной фазы и, таким образом, образование выходного потока резервуара для отстаивания; и
e) удаление изобутана из оставшейся упомянутой углеводородной фазы и, таким образом, образование упомянутого потока рециклированного изобутана.
2. Способ по п.1, дополнительно включающий стадию
f) удаления по крайней мере части упомянутой кислотной фазы для использования в качестве упомянутого потока катализатора алкилирования.
3. Способ по п.1, в котором упомянутый новый изобутановый поток включает по крайней мере около 60 мас.%, изобутана, упомянутый поток рециклированного изобутана включает по крайней мере около 60 мас.%, изобутана, и упомянутый выходной поток из резервуара для отстаивания включает по крайней мере около 40 мас.% изобутана.
4. Способ по п.1, в котором упомянутые первый, второй и третий олефиновые потоки, каждый в отдельности, включают С4олефин, выбранный из группы, включающей изобутен, бутен-1, бутен-2 и их комбинации.
5. Способ по п.1, в котором каждый из упомянутых первый, второй и третий олефиновые потоки в отдельности дополнительно включают в свой состав пропен и/или олефин, содержащий пять атомов углерода в молекуле.
6. Способ по п.1, в котором упомянутый поток катализатора алкилирования включает кислоту, выбранную из группы, включающей серную кислоту и фтороводородную кислоту.
7. Способ по п.1, в котором упомянутый поток катализатора алкилирования включает фтороводородную кислоту и понижающую летучесть добавку.
8. Способ по п.7, в котором упомянутая понижающая летучесть добавка является сульфоном.
9. Установка для осуществления алкилирования, включающая
многозональный реактор алкилирования, включающий первую реакционную зону и вторую реакционную зону, связанные друг с другом таким образом, что выходной поток первой реакционной зоны поступает в упомянутую вторую реакционную зону из упомянутой первой реакционной зоны;
первый трубопровод, связанный потоком жидкости с упомянутой первой реакционной зоной для введения первого олефинового потока в упомянутую первую реакционную зону;
второй трубопровод, связанный потоком жидкости с упомянутой первой реакционной зоной для введения части нового изобутанового потока в упомянутую первую реакционную зону;
третий трубопровод, связанный потоком жидкости с упомянутой второй реакционной зоной для введения второго олефинового потока в упомянутую вторую реакционную зону;
четвертый трубопровод, связанный потоком жидкости с упомянутой второй реакционной зоной и с упомянутым вторым трубопроводом, для введения части упомянутого нового изобутанового потока в упомянутую вторую реакционную зону;
пятый трубопровод, связанный потоком жидкости с упомянутой второй реакционной зоной и с резервуаром для отстаивания, для транспортировки выходного потока второй реакционной зоны в упомянутый резервуар для отстаивания с целью разделения на углеводородную фазу и кислотную фазу;
шестой трубопровод, связанный потоком жидкости с упомянутым резервуаром для отстаивания и с упомянутой второй реакционной зоной, для транспортировки части упомянутой углеводородной фазы как выходного потока из упомянутого резервуара для отстаивания в упомянутую вторую реакционную зону; и
седьмой трубопровод, связанный потоком жидкости с упомянутым резервуаром для отстаивания и с упомянутой первой реакционной зоной, для транспортировки по крайней мере части упомянутой кислотной фазы как потока катализатора алкилирования в упомянутую первую реакционную зону.
10. Установка по п.9, дополнительно включающая
восьмой трубопровод, связанный потоком жидкости с упомянутым шестым трубопроводом и аппаратом для фракционирования, для транспортировки по крайней мере части упомянутого выходного потока, выходящего из резервуара для отстаивания из упомянутого шестого трубопровода в упомянутый аппарат для фракционирования.
11. Установка по п.10, дополнительно включающая девятый трубопровод, связанный потоком жидкости с упомянутым аппаратом для фракционирования и с упомянутой первой реакционной зоной, для транспортировки по крайней мере части потока рециклированного изобутана в упомянутую первую реакционную зону.
12. Установка по п.11, дополнительно включающая
десятый трубопровод, связанный потоком жидкости с упомянутым девятым трубопроводом и с упомянутой второй реакционной зоной, для транспортировки части потока упомянутого рециклированного изобутана в упомянутую вторую реакционную зону; и
одиннадцатый трубопровод, связанный потоком жидкости с упомянутым аппаратом для фракционирования, для удаления потока продукта алкилирования из упомянутого аппарата для фракционирования.
13. Установка по п.11, в которой упомянутый новый изобутановый поток включает по крайней мере около 60 мас.%, изобутана, упомянутый поток рециклированного изобутана включает по крайней мере около 60 мас.% изобутана и упомянутый выходной поток из резервуара для отстаивания включает по крайней мере около 40 мас.% изобутана.
14. Установка по п.9, в которой упомянутые первый и второй олефиновые потоки, каждый в отдельности, включают С4олефин, выбранный из группы, включающей изобутен, бутен-1, бутен-2 и их комбинации.
15. Установка по п.14, в которой каждый из упомянутых первого и второго олефиновых потоков в отдельности дополнительно включает в свой состав пропен и олефин, содержащий пять атомов углерода в молекуле.
16. Установка по п.9, в которой упомянутый поток катализатора алкилирования включает кислоту, выбранную из группы, включающей серную кислоту и фтороводородную кислоту.
17. Установка по п.9, в которой упомянутый поток катализатора алкилирования включает фтороводородную кислоту и понижающую летучесть добавку.
18. Установка по п.17, в которой упомянутая понижающая летучесть добавка является сульфоном.
19.Установка для осуществления алкилирования, включающая
многозональный реактор алкилирования, включающий первую реакционную зону, вторую реакционную зону и третью реакционную зону, связанные друг с другом таким образом, что выходной поток первой реакционной зоны поступает в упомянутую вторую реакционную зону из упомянутой первой реакционной зоны, и таким образом, что выходной поток второй реакционной зоны поступает в упомянутую третью реакционэую зону из упомянутой второй реакционной зоны;
первый трубопровод, связанный потоком жидкости с упомянутой первой реакционной зоной, для введения первого олефинового потока в упомянутую первую реакционную зону;
второй трубопровод, связанный потоком жидкости с упомянутой первой реакционной зоной, для введения части нового изобутанового потока в упомянутую первую реакционную зону;
третий трубопровод, связанный потоком жидкости с упомянутой второй реакционной зоной, для введения второго олефинового потока в упомянутую вторую реакционную зону;
четвертый трубопровод, связанный потоком жидкости с упомянутой второй реакционной зоной и с упомянутым вторым трубопроводом, для введения части упомянутого нового изобутанового потока в упомянутую вторую реакционную зону;
пятый трубопровод, связанный потоком жидкости с упомянутой третьей реакционной зоной, для введения части третьего олефинового потока в упомянутую третью реакционную зону;
шестой трубопровод, связанный потоком жидкости с упомянутой третьей реакционной зоной и с упомянутым вторым трубопроводом, для введения части упомянутого нового изобутанового потока в упомянутую третью реакционную зону;
седьмой трубопровод, связанный потоком жидкости с упомянутой третьей реакционной зоной и с резервуаром для отстаивания, для транспортировки выходного потока третьей реакционной зоны в упомянутый резервуар для отстаивания для разделения на углеводородную фазу и кислотную фазу;
восьмой трубопровод, связанный потоком жидкости с упомянутым резервуаром для отстаивания и с упомянутой второй реакционной зоной, для транспортировки части упомянутой углеводородной фазы как выходного потока из накопительного резервуара для отстаивания из упомянутого резервуара для отстаивания в упомянутую вторую реакционную зону; и
девятый трубопровод, связанный потоком жидкости с упомянутым резервуаром для отстаивания и с упомянутой первой реакционной зоной, для транспортировки по крайней мере части упомянутой кислотной фазы как потока катализатора алкилирования в упомянутую первую реакционную зону.
20. Установка по п.19, дополнительно включающая десятый трубопровод, связанный потоком жидкости с упомянутым восьмым трубопроводом и с аппаратом, для фракционирования для транспортировки по крайней мере части упомянутого выходного потока резервуара для отстаивания из упомянутого восьмого трубопровода в упомянутый аппарат для фракционирования.
21. Установка по п.19, дополнительно включающая одиннадцатый трубопровод, связанный потоком жидкости с упомянутым восьмым трубопроводом и с упомянутой третьей реакционной зоной, для транспортировки части упомянутого выходного потока резервуара для отстаивания из упомянутого восьмого трубопровода в упомянутую третью реакционную зону.
22. Установка по п.20, дополнительно включающая двенадцатый трубопровод, связанный потоком жидкости с упомянутым аппаратом для фракционирования и с упомянутой первой реакционной зоной, для транспортировки по крайней мере части потока рециклированного изобутана в упомянутую первую реакционную зону.
23. Установка по п.22, дополнительно включающая тринадцатый трубопровод, связанный потоком жидкости с упомянутым двенадцатым трубопроводом и с упомянутой второй реакционной зоной, для транспортировки части упомянутого потока рециклированного изобутана в упомянутую вторую реакционную зону.
24. Установка по п.22, дополнительно включающая четырнадцатый трубопровод, связанный потоком жидкости с упомянутым тринадцатым трубопроводом и с упомянутой третьей реакционной зоной, для транспортировки части упомянутого потока рециклированного изобутана в упомянутую третью реакционную зону.
25. Установка по п.20, дополнительно включающая пятнадцатый трубопровод, связанный потоком жидкости с упомянутым аппаратом для фракционирования, для удаления потока продукта алкилирования из упомянутого аппарата для фракционирования.
26. Установка по п.19, в которой упомянутый новый изобутановый поток включает по крайней мере около 60 мас.% изобутана, упомянутый поток рециклированного изобутана включает по крайней мере около 60 мас.% изобутана, и упомянутый выходной поток из резервуара для отстаивания включает по крайней мере около 40 мас.% изобутана.
27. Установка по п.19, в которой упомянутые первый и второй олефиновые потоки, каждый в отдельности, включают С4олефин, выбранный из группы, включающей изобутен, бутен-1, бутен-2 и их комбинации.
28. Установка по п.19, в которой каждый из упомянутых первого и второго олефиновых потоков в отдельности дополнительно включает в свой состав пропен и олефин, содержащий пять атомов углерода в молекуле.
29. Установка по п.19, в которой упомянутый поток катализатора алкилирования включает кислоту, выбранную из группы, включающей серную кислоту и фтороводородную кислоту.
30. Установка по п.19, в которой упомянутый поток катализатора алкилирования включает фтороводородную кислоту и понижающую летучесть добавку.
31. Установка по п.30, в которой упомянутая понижающая летучесть добавка является сульфоном.

Текст
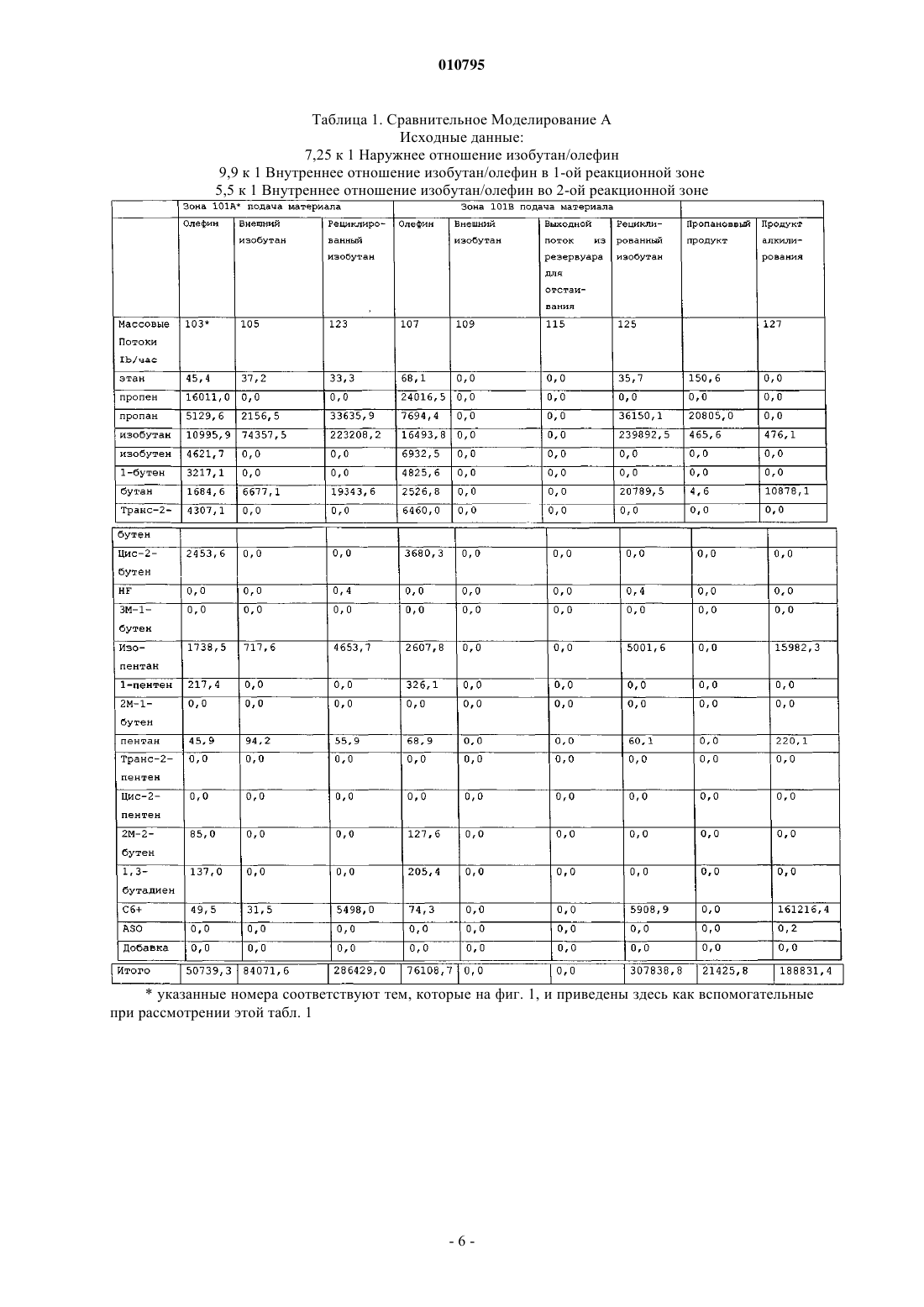
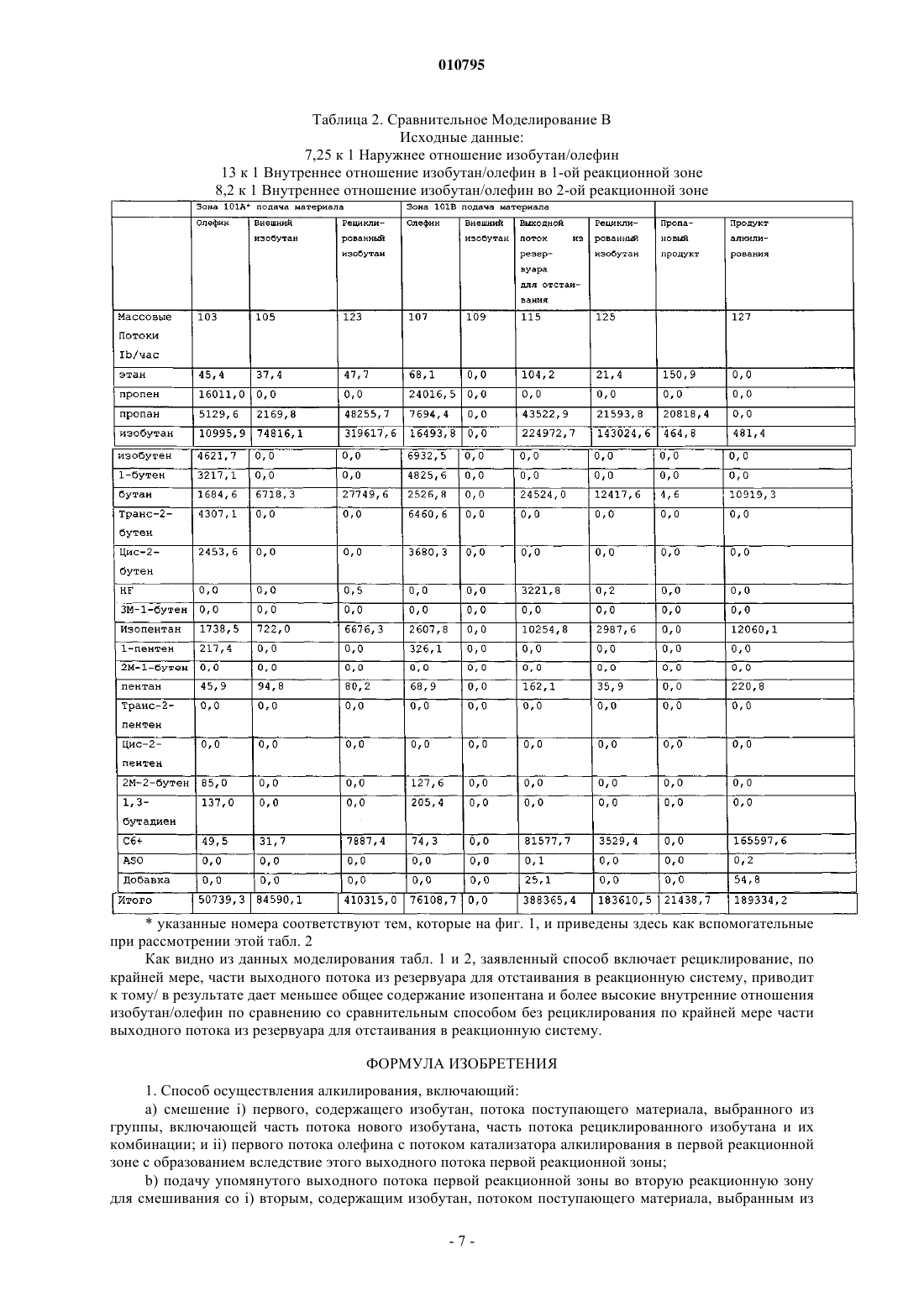
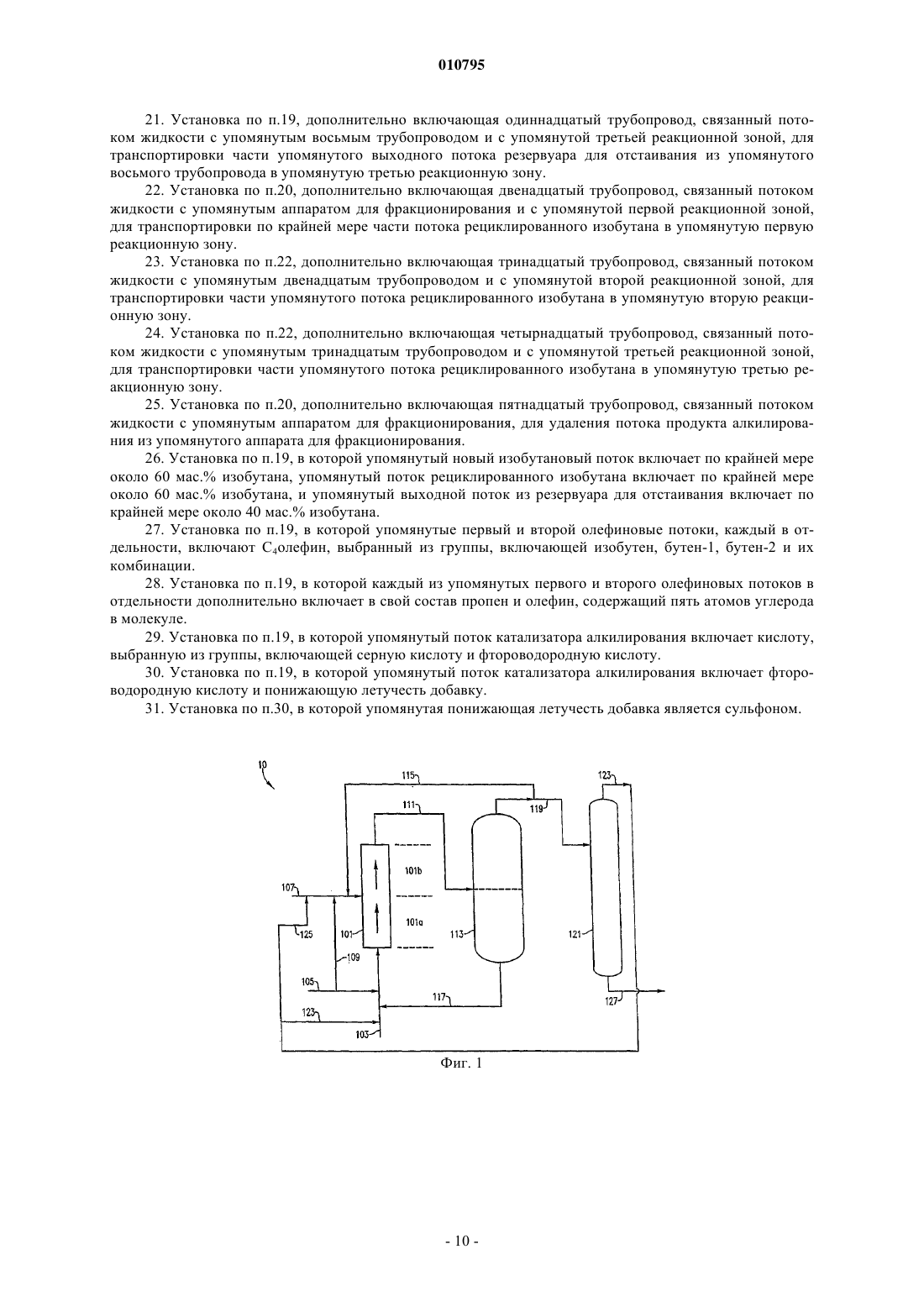
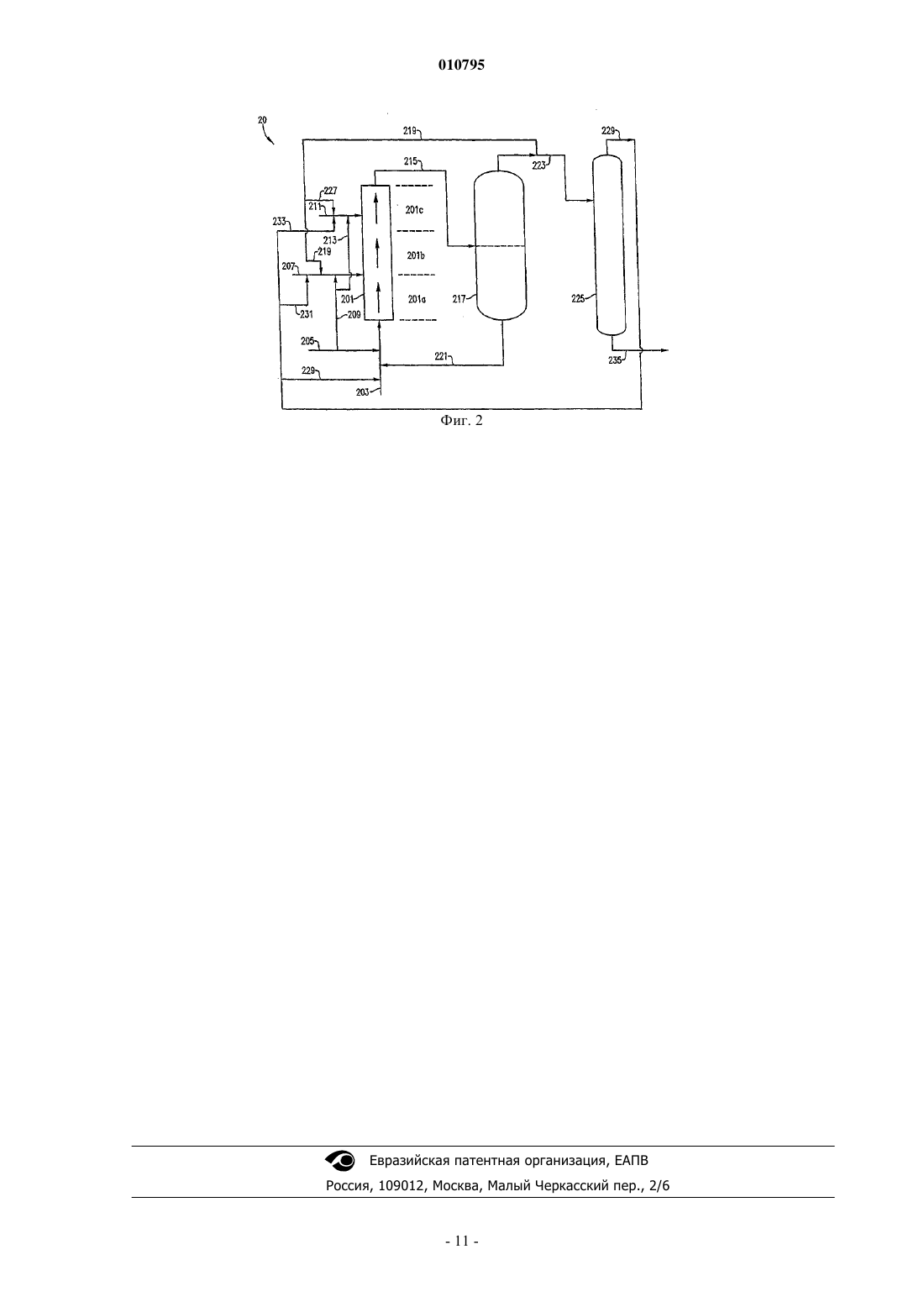
010795 Настоящее изобретение относится к способу и/или системе алкилирования олефина изопарафином с использованием кислотной каталитической смеси. В другом аспекте это изобретение относится к способу повышения отношения изопарафина к олефину в зоне реактора алкилирования для понижения количества изопентана, образующегося в реакции изобутана с олефином. Когда в этом документе используются фразы состоит по существу из, состоящий по существу из и похожие фразы, это не исключает наличие других стадий, составных частей или материалов, которые специальным образом не упомянуты в этом описании изобретения, поскольку такие стадии, составные части или материалы не влияют на основные и новые характеристики изобретения, кроме того, они не исключают дополнительные включения, обычно связанные с используемыми составными частями и материалами. Вышеупомянутые термины и фразы предназначены для использования в областях, находящихся вне юрисдикции США. В пределах юрисдикции США вышеупомянутые термины и фразы предназначены для употребления, поскольку они приемлемы для толкования судами США и Патентным ведомством США. Из уровня техники хорошо известно применение процессов каталитического алкилирования для получения разветвленных углеводородов, имеющих такие свойства, что они удобны для использования в качестве компонентов присадок для бензина. Обычно алкилирование олефинов насыщенными углеводородами, такими, как изопарафины, осуществляется взаимодействием реагентов в присутствии кислотного катализатора в реакционой смеси, расслоения реакционной смеси для отделения катализатора от углеводородов, и, таким образом, формирования фазы каталитической смеси и выходного потока реактора алкилирования. Выходной поток реактора алкилирования далее подвергается разделению, например,фракционированию, с получением потоков отдельных продуктов. Как правило, выходной поток реактора алкилирования после процесса алкилирования содержит углеводороды, имеющие от пяти до десяти атомов углерода в молекуле. С целью получения основного компонента для компаундирования бензина с получением бензина наивысшего качества, предпочтительно, чтобы алкилированные углеводороды, образовавшиеся в процессе алкилирования, были как можно более разветвленными и содержали от семи до девяти атомов углерода в молекуле. Давно известно, что повышение отношения изобутана к олефину в реакторе алкилирования благоприятно влияет на качество алкилированного продукта. Многие операторы аппарата алкилирования эксплуатируют секции фракционирования ниже по потоку углеводородов в режиме их максимальной производительности, или в близком к нему режиме, и, таким образом, в результате ограничивается рецикл дополнительного изобутана в зоне реактора алкилирования. Вследствие этого, разработка усовершенствованного процесса и/или системы для увеличения отношения изобутана к олефину в реакторе алкилирования без повышения нагрузки на систему фракционирования будет значительным вкладом в уровень техники. Таким образом, является желательным разработать усовершенствованный процесс и/или систему для увеличения отношения изобутана к олефину в многозональном реакторе алкилирования. Более того, является желательным разработать усовершенствованный процесс и/или систему для увеличения отношения изобутана к олефину в многозональном реакторе алкилирования, в котором нагрузка на секцию разделения резервуара для отстаивания выходного потока не была бы повышена в значительной степени. Еще раз, является желательным разработать усовершенствованный процесс и/или систему для увеличения отношения изобутана к олефину в многозональном реакторе алкилирования, в котором часть выходного потока из резервуара для отстаивания загружается по крайней мере в одну зону реактора алкилирования ниже по потоку от первой зоны реактора алкилирования. В соответствии с первым примером осуществления настоящего изобретения процесс алкилирования изобутана олефином включает следующие стадии:a) смешение i) первого, содержащего изобутан, потока поступающего материала, выбранного из группы, включающей часть потока нового изобутана, часть потока изобутана с рецикла, и их комбинации; и ii) первого потока олефина с потоком катализатора алкилирования в первой реакционной зоне, с образованием вследствие этого выходного потока первой реакционной зоны;b) прохождение выходного потока первой реакционной зоны во вторую реакционную зону для смешивания с i) вторым, содержащий изобутан, потоком поступающего материала, выбранным из группы, включающей часть потока нового изобутана, часть потока изобутана из рецикла, часть выходного потока из резервуара для отстаивания, и комбинации из этих двух или более; и ii) второго потока олефина, с образованием вследствие этого выходного потока второй реакционной зоны;I) подачу выходного потока из второй реакционной зоны в накопительный резервуар для отстаивания для разделения на углеводородную фазу и кислотную фазу; илиII) 1) подачу выходного потока второй реакционной зоны в третью реакционную зону для смешивания с i) третьим содержащим изобутан потоком поступающего материала, выбранным из группы,включающей часть потока нового изобутана, часть потока изобутана из рецикла, часть выходного потока из резервуара для отстаивания и комбинации из этих двух или более; и ii) третьим потоком олефина, с-1 010795 образованием вследствие этого выходного потока третьей реакционной зоны; и 2) прохождение выходного потока третьей реакционной зоны в накопительный резервуар для отстаивания для разделения на углеводородную фазу и кислотную фазу; иd) удаление, по крайней мере, порции углеводородной фазы и, таким образом, образование выходного потока резервуара для отстаивания; и е) удаление изобутана из оставшейся углеводородной фазы и, таким образом, образование потока рециркулирующего изобутана. В соответствии со вторым примером осуществления настоящего изобретения, предоставляется система, пригодная для алкилирования изобутана олефином, включающая следующее: многозональный реактор алкилирования, включающий первую реакционную зону и вторую реакционную зону, связанные друг с другом таким образом, что выходной поток первой реакционной зоны проходит во вторую реакционную зону из первой реакционной зоны; первый трубопровод, связанный потоком жидкости с первой реакционной зоной для введения первого олефинового потока в первую реакционную зону; второй трубопровод, связанный потоком жидкости с первой реакционной зоной для введения нового изобутанового потока в первую реакционную зону; третий трубопровод, связанный потоком жидкости со второй реакционной зоной для введения второго олефинового потока во вторую реакционную зону; четвертый трубопровод, связанный потоком жидкости со второй реакционной зоной и со вторым трубопроводом, предназначенным для введения части нового изобутанового потока во вторую реакционную зону; пятый трубопровод, связанный потоком жидкости со второй реакционной зоной и накопительным резервуаром для отстаивания, для транспортировки выходного потока второй реакционной зоны в накопительный резервуар для отстаивания для разделения на углеводородную фазу и кислотную фазу; шестой трубопровод, связанный потоком жидкости с накопительным резервуаром для отстаивания и со второй реакционной зоной, для транспортировки части углеводородной фазы как выходного потока из накопительного резервуара для отстаивания во вторую реакционную зону; и седьмой трубопровод, связанный потоком жидкости с накопительным резервуаром для отстаивания и с первой реакционной зоной, для транспортировки по крайней мере части кислотной фазы как потока катализатора алкилирования в первую реакционную зону. В соответствии с третьим примером осуществления настоящего изобретения предоставляется система, пригодная для алкилирования изобутана олефином, включающая следующее: многозональный реактор алкилирования, включающий первую реакционную зону, вторую реакционную зону и третью реакционную зону, связанные друг с другом таким образом, что выходной поток первой реакционной зоны поступает во вторую реакционную зону из первой реакционной зоны и таким образом, что выходной поток второй реакционной зоны поступает в третью реакционную зону из второй реакционной зоны; первый трубопровод, связанный потоком жидкости с первой реакционной зоной для введения первого олефинового потока в первую реакционную зону; второй трубопровод, связанный потоком жидкости с первой реакционной зоной для введения нового изобутанового потока в первую реакционную зону; третий трубопровод, связанный потоком жидкости со второй реакционной зоной для введения второго олефинового потока во вторую реакционную зону; четвертый трубопровод, связанный потоком жидкости со второй реакционной зоной и со вторым трубопроводом, предназначенным для введения части нового изобутанового потока во вторую реакционную зону; пятый трубопровод, связанный потоком жидкости с третьей реакционной зоной для введения части третьего олефинового потока в третью реакционную зону; шестой трубопровод, связанный потоком жидкости с третьей реакционной зоной и со вторым трубопроводом, предназначенным для введения части нового изобутанового потока в третью реакционную зону; седьмой трубопровод, связанный потоком жидкости с третьей реакционной зоной и накопительным резервуаром для отстаивания, для транспортировки выходного потока третьей реакционной зоны в накопительный резервуар для отстаивания для разделения на углеводородную фазу и кислотную фазу; восьмой трубопровод, связанный потоком жидкости с накопительным резервуаром для отстаивания и со второй реакционной зоной, для транспортировки части углеводородной фазы как выходного потока из накопительного резервуара для отстаивания во вторую реакционную зону; и девятый трубопровод, связанный потоком жидкости с накопительным резервуаром для отстаивания и с первой реакционной зоной, для транспортировки по крайней мере части кислотной фазы как потока катализатора алкилирования в первую реакционную зону. Фиг. 1 и 2 являются упрощенными технологическими диаграммами, представляющими различные примеры осуществления процесса изобретения.-2 010795 Первый, второй и третий олефиновые потоки, пригодные для использования в настоящем изобретении, таковы, что каждый в отдельности включает, состоит из или состоит по существу из С 4 олефина,выбираемого из группы, включающей в свой состав изобутен, бутен-1, бутен-2 и комбинации их. Так,первый, второй и третий олефиновые потоки могут в отдельности дополнительно включать в свой состав или состоять по существу из пропена и/или олефина, содержащего пять атомов углерода в молекуле. Новый изобутановый поток пригоден для использования в настоящем изобретении, включает в свой состав по крайней мере около 60 мас.%, более предпочтительно по крайней мере около 70 мас.%, и еще более предпочтительно по крайней мере около 90 мас.% изобутана. Рециклированный изобутановый поток пригоден для использования в настоящем изобретении, включает в свой состав по крайней мере около 60 мас.%, более предпочтительно по крайней мере около 80 мас.% и еще более предпочтительно по крайней мере около 85 мас.%, изобутана. Выходной поток из накопительного резервуара для отстаивания настоящего изобретения включает в свой состав по крайней мере около 40 мас.%, более характерно по крайней мере около 50 мас.% и еще более характерно по крайней мере около 60 мас.% изобутана и также обычно включает в свой состав по крайней мере около 0,3 мас.%, более характерно по крайней мере около 0,6 мас.% и еще более характерно по крайней мере около 1,0 мас.% изопентана. Поток катализатора алкилирования пригоден для использования в настоящем изобретении, выбирается из группы, включающей в свой состав серную кислоту и фтороводородную кислоту. Поток катализатора алкилирования может также дополнительно включать в свой состав понижающую летучесть добавку. Поток катализатора алкилирования может также еще дополнительно включать в свой состав воду и кислоторастворимое масло, которые являются побочным продуктом процесса алкилирования. Понижающей летучесть добавкой может быть какое-либо соединение, эффективное в снижении летучести смеси, получающейся в результате добавления понижающей летучесть добавки к кислоте. Конкретнее, понижающей летучесть добавкой может быть соединение, выбираемое из группы, включающей в свой состав сульфон, аммиак, метиламины, этиламины, пропиламины, бутиламины, пентиламины, пиридин, алкилпиридины, пиколин, меламин, гексаметилентетрамин и им подобные. Сульфоны, пригодные для использования в этом изобретении - это сульфоны общей формулыR-SO2-R1 1 где R и R являются моновалентными углеводородными алкильными или арильными заместителями,каждый из которых содержит от 1 до 8 атомов, и где R и R1 могут быть одинаковыми или различными. Примеры пригодных сульфонов включают, но не ограничиваются ими, диметилсульфон, ди-нпропилсульфон, дифенилсульфон, этилметилсульфон и алициклические сульфоны, в которых SO2 группа связана с углеводородным кольцом. В таком случае R и R1 вместе образуют разветвленную или неразветвленную углеводородную дивалентную единицу, предпочтительно содержащую от 3 до 12 углеродных атомов. В числе последних тетраметиленсульфон или сульфолан, 3-метилсульфолан и 2,4 диметилсульфолан конкретнее пригодны, поскольку они обладают тем преимуществом, что они жидкие в условиях осуществления процесса, касающегося этого документа. Эти сульфоны могут также иметь заместители, в частности, один или более атомов галогена, такие, как, например, хлорметилэтилсульфон. Эти сульфоны могут успешно применяться в виде их смесей из двух и более. Наиболее предпочтительной понижающей летучесть добавкой является сульфолан. Предпочтительно, поток катализатора алкилирования включает в свой состав, состоит из или состоит по существу из фторводородной кислоты, более предпочтительно, включает в свой состав, состоит из или состоит по существу из фторводородной кислоты и понижающей летучесть добавки, и еще более предпочтительно, включает в свой состав, состоит из или состоит по существу из фторводородной кислоты и сульфона. В соответствии с первым примером осуществления изобретения (вариант I стадии с) и со вторым примером осуществления настоящего изобретения, и в отношении фиг. 1, изображен процесс алкилирования системы 10, который может включать следующие стадии/компоненты. Используют многозональный реактор алкилирования 101 с первой реакционной зоной 101 а и второй реакционной зоной 101b. Означенные первая реакционная зона 101 а и вторая реакционная зона 101b в процессе эксплуатации связаны друг с другом таким образом, что выходной поток первой реакционной зоны проходит во вторую реакционную зону 101b из первой реакционной зоны 101 а. Многозональный реактор алкилирования 101, связанный потоком жидкости с трубопроводом 103, представляющим собой первый трубопровод, предназначенный для введения первого олефинового потока в первую реакционную зону 101 а. Трубопровод 103, связанный с трубопроводом 105, представляющим собой второй трубопровод, предназначенный для получения нового изобутанового потока и для введения его части в первую реакционную зону 101 а. Многозональный реактор алкилирования 101, связанный с трубопроводом 107, который представляет собой третий трубопровод, предназначенный для введения второго олефинового потока во вторую реакционную зону 101b. Трубопроводы 105 и 107, связанные с трубопроводом 109, представляют собой четвертый трубопровод, предназначенный для введения части нового изобутанового потока во вторую реакционную зону 101b через трубопровод 107. Многозональный реактор алкилирования 101, связанный с трубопроводом 111, связан с резервуаром для отстаивания 113, и трубопровод 111 представляет собой пятый трубопровод, предназначенный для транспортировки выходного по-3 010795 тока из второй реакционной зоны 101b в резервуар для отстаивания 113 для разделения на углеводородную фазу и кислотную фазу. Резервуар для отстаивания 113, связанный с трубопроводом 115 со второй реакционной зоной 101b, представляет собой шестой трубопровод, предназначенный для удаления, по крайней мере, части углеводородной фазы в качестве выходного потока из резервуара для отстаивания 113 и для транспортировки по крайней мере части выходного потока из резервуара для отстаивания во вторую реакционную зону 101b. Резервуар для отстаивания 113, связанный через трубопровод 117 с трубопроводом 103, и трубопровод 117 представляет собой седьмой трубопровод, предназначенный для транспортировки, по крайней мере, части кислотной фазы в качестве потока катализатора алкилирования в первую реакционную зону 101 а через трубопровод 103. Необязательно трубопровод 115, связанный потоком жидкости через трубопровод 119 с аппаратом для фракционирования 121, причем трубопровод 119 представляет собой восьмой трубопровод, предназначенный для транспортировки части выходного потока из резервуара отстаивания из трубопровода 115 в аппарат для фракционирования 121. Необязательно аппарат для фракционирования 121 связан через трубопровод 123 с трубопроводом 103, причем трубопровод 123 представляет собой девятый трубопровод, предназначенный для удаления потока рециклированного изобутана из аппарата для фракционирования 121 и для транспортировки, по крайней мере, части потока рециклированного изобутана в первую реакционную зону 101 а через трубопровод 103. Трубопровод 123, связан потоком жидкости через трубопровод 125 с трубопроводом 107, причем трубопровод 125 представляет собой десятый трубопровод, предназначенный для транспортировки, по крайней мере, части потока рециклированного изобутана во вторую реакционную зону 101b через трубопровод 107. Аппарат для фракционирования 121, связанный с трубопроводом 127, представляет собой одиннадцатый трубопровод, для удаления потока продукта алкилирования из аппарата для фракционирования 121. Подразумевается, что фиг. 1 представляет пример осуществления изобретения и то, что, в большинстве случаев, изобутан, подводимый к реакционной зоне 101b через трубопровод 107, содержит в своем составе второй изобутансодержащий поток, выбранный из группы, содержащей новый изобутановый поток, рециклированный изобутановый поток, поток из резервуара для отстаивания и их комбинации. Ни коим образом нельзя интерпретировать фиг. 1 как ограничивающую объем изобретения, так что части каждого нового изобутанового потока, потока рециклированного изобутана и выходного потока из резервуара для отстаивания должны быть подведены ко второй реакционной зоне 101b. В соответствии с первым примером осуществления изобретения (вариант II стадии с) и с третьим примером осуществления настоящего изобретения, и в отношении фиг. 2, изображен процесс алкилирования системы 20, который может включать, состоять из или состоять по существу из следующих стадий. Используют многозональный реактор алкилирования 201 с первой реакционной зоной 201 а, второй реакционной зоной 201b и третьей реакционной зоной 201 с. Упомянутые первая реакционная зона 201 а и вторая реакционная зона 201b в процессе эксплуатации связаны друг с другом таким образом, что выходной поток первой реакционной зоны 201 а поступает во вторую реакционную зону 201b. Упомянутые вторая реакционная зона 201b и третья реакционная зона 201 с в процессе эксплуатации связаны друг с другом таким образом, что выходной поток второй реакционной зоны 201b поступает в третью реакционную зону. Многозональный реактор алкилирования 201, связанный с трубопроводом 203, который представляет собой первый трубопровод, предназначенный для введения первого олефинового потока в первую реакционную зону 201 а. Трубопровод 203, связанный с трубопроводом 205, представляет собой второй трубопровод, предназначенный для получения нового изобутанового потока и для введения его части в первую реакционную зону 201 а. Многозональный реактор алкилирования 201, связанный с трубопроводом 207, представляющим собой третий трубопровод, предназначенный для введения второго олефинового потока во вторую реакционную зону 201b. Трубопроводы 205 и 207, связанные потоком жидкости с трубопроводом 209, представляют собой четвертый трубопровод, предназначенный для введения части нового изобутанового потока во вторую реакционную зону 201b через трубопровод 207. Многозональный реактор алкилирования 201, связанный потоком жидкости с трубопроводом 211, который представляет собой пятый трубопровод, предназначенный для введения третьего олефинового потока в третью реакционную зону 201 с. Трубопровод 209, связанный через трубопровод 213 с трубопроводом 211, и трубопровод 213 представляют собой шестой трубопровод, предназначенный для введения части нового изобутанового потока в третью реакционную зону 201 с. Многозональный реактор алкилирования 201, связанный потоком жидкости через трубопровод 215 с резервуаром для отстаивания 217, причем трубопровод 215 представляет собой седьмой трубопровод, предназначенный для транспортировки выходного потока из третьей реакционной зоны 201 с в резервуар для отстаивания 217 для разделения на углеводородную и кислотную фазы. Резервуар для отстаивания 217, связанный через трубопровод 219 со второй реакционной зоной-4 010795 201b, и трубопровод 219 представляют собой восьмой трубопровод, предназначенный для удаления, по крайней мере, части углеводородной фазы в качестве выходного потока из резервуара для отстаивания 217 и для транспортировки, по крайней мере, его части во вторую реакционную зону 201b. Резервуар для отстаивания 217, связанный через трубопровод 221 с трубопроводом 203, и трубопровод 221 представляют собой девятый трубопровод, предназначенный для транспортировки, по крайней мере, части кислотной фазы в качестве потока катализатора алкилирования в первую реакционную зону 201 а через трубопровод 203. Необязательно трубопровод 219 связан через трубопровод 223 с аппаратом для фракционирования 225, и трубопровод 223 представляют собой десятый трубопровод, предназначенный для транспортировки части выходного потока из резервуара для отстаивания из трубопровода 219 в аппарат для фракционирования 225. Трубопровод 219, связанный через трубопровод 227 с трубопроводом 211, причем трубопровод 227 представляет собой одиннадцатый трубопровод, предназначенный для транспортировки части выходного потока из резервуара для отстаивания из трубопровода 223 в третью реакционную зону 201 с через трубопровод 211. Аппарат для фракционирования 225, связанный потоком жидкости через трубопровод 229 с трубопроводом 203, и трубопровод 229, который представляет собой двенадцатый трубопровод, предназначенный для удаления потока рециклированного изобутана из аппарата для фракционирования 225 и для транспортировки по крайней мере части потока рециклированного изобутана в первую реакционную зону 201 а через трубопровод 203. Трубопровод 229, связанный через трубопровод 231 с трубопроводом 207, причем трубопровод 231 представляет собой тринадцатый трубопровод, предназначенный для транспортировки, по крайней мере,части потока рециклированного изобутана во вторую реакционную зону 201b через трубопровод 207. Трубопровод 231, кроме того, связанный через трубопровод 233 с трубопроводом 211, причем трубопровод 233 представляет собой четырнадцатый трубопровод, предназначенный для транспортировки части потока рециклированного изобутана в третью реакционную зону 201 с через трубопровод 211. Аппарат для фракционирования 225, связанный потоком жидкости с трубопроводом 235, представляет собой пятнадцатый трубопровод, предназначенный для удаления потока продукта алкилирования из аппарата для фракционирования 225. Подразумевается, что фиг. 2 представляет пример осуществления изобретения и то, что, в большинстве случаев, изобутан, подводимый к реакционной зоне 201b через трубопровод 207, содержит в своем составе второй подводимый изобутансодержащий поток, выбранный из группы, содержащей новый изобутановый поток, рециклированный изобутановый поток, поток из резервуара для отстаивания и их комбинации. Кроме того, подразумевается, что, в большинстве случаев, изобутан, подводимый к реакционной зоне 201 с через трубопровод 211, содержит в своем составе третий подводимый изобутансодержащий поток, выбранный из группы, содержащей новый изобутановый поток, рециклированный изобутановый поток, поток из резервуара для отстаивания и их комбинации. Никоим образом нельзя интерпретировать фиг. 2 как ограничивающую объем изобретения, так что части каждого нового изобутанового потока, потока рециклированного изобутана и выходного потока резервуара для отстаивания должны быть подведены к каждой из реакционных зон 201b и 201 с. Пример. Нижеследующий пример представлен для дополнительной иллюстрации изобретения и не должен интерпретироваться как чрезмерно ограничивающий его объем. Данные, представленные в табл. 1 и 2, обработаны с помощью компьютерной программы, моделирующей участок HF алкилирования. Сравнительное Моделирование А - для участка HF алкилирования,которое не включает загрузку части, по крайней мере, выходного потока из резервуара для отстаивания в реакционную зону ниже по потоку от первой реакционной зоны. Модель Процесса В в соответствии с изобретением - для участка HF алкилирования, которое включает загрузку по крайней мере части выходного потока из резервуара для отстаивания в реакционную зону ниже по потоку из первой реакционной зоны. Для обоих моделирований использовались нижеследующие параметры: Температура = около 90F внутренняя и около 98F внешняя Катализатор: около 81 мас.% HF,около 4 мас.% ASO,около 2 мас.% H2O, и около 10 мас.% сульфона (Добавка) указанные номера соответствуют тем, которые на фиг. 1, и приведены здесь как вспомогательные при рассмотрении этой табл. 1 указанные номера соответствуют тем, которые на фиг. 1, и приведены здесь как вспомогательные при рассмотрении этой табл. 2 Как видно из данных моделирования табл. 1 и 2, заявленный способ включает рециклирование, по крайней мере, части выходного потока из резервуара для отстаивания в реакционную систему, приводит к тому/ в результате дает меньшее общее содержание изопентана и более высокие внутренние отношения изобутан/олефин по сравнению со сравнительным способом без рециклирования по крайней мере части выходного потока из резервуара для отстаивания в реакционную систему. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ осуществления алкилирования, включающий:a) смешение i) первого, содержащего изобутан, потока поступающего материала, выбранного из группы, включающей часть потока нового изобутана, часть потока рециклированного изобутана и их комбинации; и ii) первого потока олефина с потоком катализатора алкилирования в первой реакционной зоне с образованием вследствие этого выходного потока первой реакционной зоны;b) подачу упомянутого выходного потока первой реакционной зоны во вторую реакционную зону для смешивания со i) вторым, содержащим изобутан, потоком поступающего материала, выбранным из-7 010795 группы, включающей часть потока упомянутого нового изобутана, часть потока упомянутого рециклированного изобутана, часть потока, выходящего из резервуара для отстаивания, и комбинации из этих двух или более; и ii) второго потока олефина с образованием вследствие этого выходного потока второй реакционной зоны;c) альтернативно, подачу упомянутого выходного потока второй реакционной зоны в резервуар для отстаивания для разделения на углеводородную фазу и кислотную фазу; или 1) подачу упомянутого выходного потока второй реакционной зоны в третью реакционную зону для смешивания с i) третьим, содержащим изобутан, потоком поступающего материала, выбранным из группы, включающей часть потока упомянутого нового изобутана, часть потока упомянутого рециклированного изобутана, часть упомянутого выходного потока из резервуара для отстаивания и комбинации из этих двух или более; и ii) третьим потоком олефина, с образованием вследствие этого выходного потока третьей реакционной зоны; и 2) подачу упомянутого выходного потока третьей реакционной зоны в резервуар для отстаивания для разделения на углеводородную фазу и кислотную фазу;d) удаление по крайней мере части упомянутой углеводородной фазы и, таким образом, образование выходного потока резервуара для отстаивания; иe) удаление изобутана из оставшейся упомянутой углеводородной фазы и, таким образом, образование упомянутого потока рециклированного изобутана. 2. Способ по п.1, дополнительно включающий стадиюf) удаления по крайней мере части упомянутой кислотной фазы для использования в качестве упомянутого потока катализатора алкилирования. 3. Способ по п.1, в котором упомянутый новый изобутановый поток включает по крайней мере около 60 мас.%, изобутана, упомянутый поток рециклированного изобутана включает по крайней мере около 60 мас.%, изобутана, и упомянутый выходной поток из резервуара для отстаивания включает по крайней мере около 40 мас.% изобутана. 4. Способ по п.1, в котором упомянутые первый, второй и третий олефиновые потоки, каждый в отдельности, включают С 4 олефин, выбранный из группы, включающей изобутен, бутен-1, бутен-2 и их комбинации. 5. Способ по п.1, в котором каждый из упомянутых первый, второй и третий олефиновые потоки в отдельности дополнительно включают в свой состав пропен и/или олефин, содержащий пять атомов углерода в молекуле. 6. Способ по п.1, в котором упомянутый поток катализатора алкилирования включает кислоту, выбранную из группы, включающей серную кислоту и фтороводородную кислоту. 7. Способ по п.1, в котором упомянутый поток катализатора алкилирования включает фтороводородную кислоту и понижающую летучесть добавку. 8. Способ по п.7, в котором упомянутая понижающая летучесть добавка является сульфоном. 9. Установка для осуществления алкилирования, включающая многозональный реактор алкилирования, включающий первую реакционную зону и вторую реакционную зону, связанные друг с другом таким образом, что выходной поток первой реакционной зоны поступает в упомянутую вторую реакционную зону из упомянутой первой реакционной зоны; первый трубопровод, связанный потоком жидкости с упомянутой первой реакционной зоной для введения первого олефинового потока в упомянутую первую реакционную зону; второй трубопровод, связанный потоком жидкости с упомянутой первой реакционной зоной для введения части нового изобутанового потока в упомянутую первую реакционную зону; третий трубопровод, связанный потоком жидкости с упомянутой второй реакционной зоной для введения второго олефинового потока в упомянутую вторую реакционную зону; четвертый трубопровод, связанный потоком жидкости с упомянутой второй реакционной зоной и с упомянутым вторым трубопроводом, для введения части упомянутого нового изобутанового потока в упомянутую вторую реакционную зону; пятый трубопровод, связанный потоком жидкости с упомянутой второй реакционной зоной и с резервуаром для отстаивания, для транспортировки выходного потока второй реакционной зоны в упомянутый резервуар для отстаивания с целью разделения на углеводородную фазу и кислотную фазу; шестой трубопровод, связанный потоком жидкости с упомянутым резервуаром для отстаивания и с упомянутой второй реакционной зоной, для транспортировки части упомянутой углеводородной фазы как выходного потока из упомянутого резервуара для отстаивания в упомянутую вторую реакционную зону; и седьмой трубопровод, связанный потоком жидкости с упомянутым резервуаром для отстаивания и с упомянутой первой реакционной зоной, для транспортировки по крайней мере части упомянутой кислотной фазы как потока катализатора алкилирования в упомянутую первую реакционную зону. 10. Установка по п.9, дополнительно включающая восьмой трубопровод, связанный потоком жидкости с упомянутым шестым трубопроводом и аппаратом для фракционирования, для транспортировки по крайней мере части упомянутого выходного по-8 010795 тока, выходящего из резервуара для отстаивания из упомянутого шестого трубопровода в упомянутый аппарат для фракционирования. 11. Установка по п.10, дополнительно включающая девятый трубопровод, связанный потоком жидкости с упомянутым аппаратом для фракционирования и с упомянутой первой реакционной зоной, для транспортировки по крайней мере части потока рециклированного изобутана в упомянутую первую реакционную зону. 12. Установка по п.11, дополнительно включающая десятый трубопровод, связанный потоком жидкости с упомянутым девятым трубопроводом и с упомянутой второй реакционной зоной, для транспортировки части потока упомянутого рециклированного изобутана в упомянутую вторую реакционную зону; и одиннадцатый трубопровод, связанный потоком жидкости с упомянутым аппаратом для фракционирования, для удаления потока продукта алкилирования из упомянутого аппарата для фракционирования. 13. Установка по п.11, в которой упомянутый новый изобутановый поток включает по крайней мере около 60 мас.%, изобутана, упомянутый поток рециклированного изобутана включает по крайней мере около 60 мас.% изобутана и упомянутый выходной поток из резервуара для отстаивания включает по крайней мере около 40 мас.% изобутана. 14. Установка по п.9, в которой упомянутые первый и второй олефиновые потоки, каждый в отдельности, включают С 4 олефин, выбранный из группы, включающей изобутен, бутен-1, бутен-2 и их комбинации. 15. Установка по п.14, в которой каждый из упомянутых первого и второго олефиновых потоков в отдельности дополнительно включает в свой состав пропен и олефин, содержащий пять атомов углерода в молекуле. 16. Установка по п.9, в которой упомянутый поток катализатора алкилирования включает кислоту,выбранную из группы, включающей серную кислоту и фтороводородную кислоту. 17. Установка по п.9, в которой упомянутый поток катализатора алкилирования включает фтороводородную кислоту и понижающую летучесть добавку. 18. Установка по п.17, в которой упомянутая понижающая летучесть добавка является сульфоном. 19.Установка для осуществления алкилирования, включающая многозональный реактор алкилирования, включающий первую реакционную зону, вторую реакционную зону и третью реакционную зону, связанные друг с другом таким образом, что выходной поток первой реакционной зоны поступает в упомянутую вторую реакционную зону из упомянутой первой реакционной зоны, и таким образом, что выходной поток второй реакционной зоны поступает в упомянутую третью реакционную зону из упомянутой второй реакционной зоны; первый трубопровод, связанный потоком жидкости с упомянутой первой реакционной зоной, для введения первого олефинового потока в упомянутую первую реакционную зону; второй трубопровод, связанный потоком жидкости с упомянутой первой реакционной зоной, для введения части нового изобутанового потока в упомянутую первую реакционную зону; третий трубопровод, связанный потоком жидкости с упомянутой второй реакционной зоной, для введения второго олефинового потока в упомянутую вторую реакционную зону; четвертый трубопровод, связанный потоком жидкости с упомянутой второй реакционной зоной и с упомянутым вторым трубопроводом, для введения части упомянутого нового изобутанового потока в упомянутую вторую реакционную зону; пятый трубопровод, связанный потоком жидкости с упомянутой третьей реакционной зоной, для введения части третьего олефинового потока в упомянутую третью реакционную зону; шестой трубопровод, связанный потоком жидкости с упомянутой третьей реакционной зоной и с упомянутым вторым трубопроводом, для введения части упомянутого нового изобутанового потока в упомянутую третью реакционную зону; седьмой трубопровод, связанный потоком жидкости с упомянутой третьей реакционной зоной и с резервуаром для отстаивания, для транспортировки выходного потока третьей реакционной зоны в упомянутый резервуар для отстаивания для разделения на углеводородную фазу и кислотную фазу; восьмой трубопровод, связанный потоком жидкости с упомянутым резервуаром для отстаивания и с упомянутой второй реакционной зоной, для транспортировки части упомянутой углеводородной фазы как выходного потока из накопительного резервуара для отстаивания из упомянутого резервуара для отстаивания в упомянутую вторую реакционную зону; и девятый трубопровод, связанный потоком жидкости с упомянутым резервуаром для отстаивания и с упомянутой первой реакционной зоной, для транспортировки по крайней мере части упомянутой кислотной фазы как потока катализатора алкилирования в упомянутую первую реакционную зону. 20. Установка по п.19, дополнительно включающая десятый трубопровод, связанный потоком жидкости с упомянутым восьмым трубопроводом и с аппаратом, для фракционирования для транспортировки по крайней мере части упомянутого выходного потока резервуара для отстаивания из упомянутого восьмого трубопровода в упомянутый аппарат для фракционирования.-9 010795 21. Установка по п.19, дополнительно включающая одиннадцатый трубопровод, связанный потоком жидкости с упомянутым восьмым трубопроводом и с упомянутой третьей реакционной зоной, для транспортировки части упомянутого выходного потока резервуара для отстаивания из упомянутого восьмого трубопровода в упомянутую третью реакционную зону. 22. Установка по п.20, дополнительно включающая двенадцатый трубопровод, связанный потоком жидкости с упомянутым аппаратом для фракционирования и с упомянутой первой реакционной зоной,для транспортировки по крайней мере части потока рециклированного изобутана в упомянутую первую реакционную зону. 23. Установка по п.22, дополнительно включающая тринадцатый трубопровод, связанный потоком жидкости с упомянутым двенадцатым трубопроводом и с упомянутой второй реакционной зоной, для транспортировки части упомянутого потока рециклированного изобутана в упомянутую вторую реакционную зону. 24. Установка по п.22, дополнительно включающая четырнадцатый трубопровод, связанный потоком жидкости с упомянутым тринадцатым трубопроводом и с упомянутой третьей реакционной зоной,для транспортировки части упомянутого потока рециклированного изобутана в упомянутую третью реакционную зону. 25. Установка по п.20, дополнительно включающая пятнадцатый трубопровод, связанный потоком жидкости с упомянутым аппаратом для фракционирования, для удаления потока продукта алкилирования из упомянутого аппарата для фракционирования. 26. Установка по п.19, в которой упомянутый новый изобутановый поток включает по крайней мере около 60 мас.% изобутана, упомянутый поток рециклированного изобутана включает по крайней мере около 60 мас.% изобутана, и упомянутый выходной поток из резервуара для отстаивания включает по крайней мере около 40 мас.% изобутана. 27. Установка по п.19, в которой упомянутые первый и второй олефиновые потоки, каждый в отдельности, включают С 4 олефин, выбранный из группы, включающей изобутен, бутен-1, бутен-2 и их комбинации. 28. Установка по п.19, в которой каждый из упомянутых первого и второго олефиновых потоков в отдельности дополнительно включает в свой состав пропен и олефин, содержащий пять атомов углерода в молекуле. 29. Установка по п.19, в которой упомянутый поток катализатора алкилирования включает кислоту,выбранную из группы, включающей серную кислоту и фтороводородную кислоту. 30. Установка по п.19, в которой упомянутый поток катализатора алкилирования включает фтороводородную кислоту и понижающую летучесть добавку. 31. Установка по п.30, в которой упомянутая понижающая летучесть добавка является сульфоном.
МПК / Метки
МПК: C07C 2/60
Метки: алкилирования, способ, осуществления
Код ссылки
<a href="https://eas.patents.su/12-10795-sposob-osushhestvleniya-alkilirovaniya.html" rel="bookmark" title="База патентов Евразийского Союза">Способ осуществления алкилирования</a>
Способ алкилирования ароматических углеводородов с реакционной дистилляцией
Номер патента: 6785
Опубликовано: 28.04.2006
Авторы: Скелл Джон Р., Хоув Ричард С., Шура Дэниел П., Мьюррей Джой Л., Виндер Дж.Бэрри, Уэрри Доналд Л., Соренсен Вэйн Л., Браун Мэри Дж.
МПК: C07C 2/64
Метки: алкилирования, углеводородов, ароматических, способ, реакционной, дистилляцией
Формула / Реферат:
1. Способ непрерывного получения моноалкилированных ароматических соединений в реакционно-дистилляционной колонне, содержащей реакционную зону, первую зону ректификации в верхней части дистилляционной колонны и вторую зону ректификации ниже указанной реакционной зоны и дополнительно содержащей твердый кислотный катализатор алкилирования на носителе в реакционной зоне, причем указанный способ включает A) введение в дистилляционную колонну в точке...
Промотированное алюминием гидрирование шламов алкилирования для извлечения хлорида алюминия
Номер патента: 720
Опубликовано: 28.02.2000
Авторы: Шерман Лэрри Г., Лоу Джим Юн-Фонг, Доан Эллиот П., Юилл Вильям А.
МПК: C01F 7/62
Метки: шламов, извлечения, алюминием, гидрирование, хлорида, алюминия, алкилирования, промотированное
Формула / Реферат:
1. Способ извлечения хлорида алюминия из шламового комплекса, полученного в результате катализированной хлоридом алюминия реакции алкилирования, включающий следующие операции: образование смеси из шламового комплекса и каталитического алюминия и осуществление реакции комплекса и каталитического алюминия в присутствии водорода для получения хлорида алюминия. 2. Способ по п.1, отличающийся тем, что водород подают в газообразном состоянии под...
Способ алкилирования с реакционной дистилляцией, включающий в себя регенерацию катализатора in situ
Номер патента: 6786
Опубликовано: 28.04.2006
Авторы: Гейтс Фрэнк, Уэрри Доналд Л., Шура Дэниел П., Соренсен Вэйн Л., Скелл Джон Р., Хоув Ричард С., Виндер Дж.Бэрри, Браун Мэри Дж., Мьюррей Джой Л.
МПК: B01J 38/38, B01J 38/50, B01J 38/56...
Метки: включающий, способ, катализатора, дистилляцией, реакционной, себя, регенерацию, алкилирования
Формула / Реферат:
1. Способ регенерации твердого кислотного катализатора алкилирования в процессе алкилирования с реакционной дистилляцией, имеющей место в дистилляционной колонне высокого давления, содержащей промежуточную зону каталитической реакции, в которой имеется твердый кислотный катализатор алкилирования на носителе, первую ректификационную зону в верхней части дистилляционной колонны и вторую ректификационную зону, содержащую ребойлер, ниже указанной...
Способ алкилирования затрудненных сульфонамидов
Номер патента: 2277
Опубликовано: 28.02.2002
Автор: Хокинс Джоел Майкл
МПК: C07D 309/14, A61P 19/00, C07C 311/19...
Метки: алкилирования, способ, затрудненных, сульфонамидов
Формула / Реферат:
1. Соединение формулы где R1 представляет собой возможно замещенный бензил; R2 и R3 независимо представляют собой (С1-С6)алкил, либо R2 и R3, взятые вместе, образуют 3-7-членное циклоалкильное, пиран-4-ильное кольцо или бициклическое кольцо формулы где звездочка указывает на углеродный атом, общий для R2 и R3; Q представляет собой (С1-С6)алкил, (С6-С10)арил, (С2-С9)гетероарил, (С6-С10)арил(С1-С6)алкил, (С2-С9)гетероарил(С1-С6)алкил,...
Распределитель потока для реактора алкилирования или теплообменника
Номер патента: 6358
Опубликовано: 29.12.2005
Авторы: Менон Рагхунат Гопал, Гарсия Рауль Хассо, Сенборн Ричард Аддисон
МПК: F28F 27/02, B01J 19/18, F28D 7/06...
Метки: теплообменника, потока, реактора, распределитель, алкилирования
Формула / Реферат:
1. Реактор для алкилирования, содержащий корпус с передней частью, включающей впускной патрубок и выпускной патрубок, отделенные друг от друга перегородкой, трубную доску, установленную поперек корпуса, с возможностью монтажа в ней множества U-образных труб, в котором трубы расположены вдоль корпуса реактора от входной камеры передней части корпуса и имеют U-образный поворот к выходной камере передней части корпуса, дополнительно содержащий...
Предыдущий патент: Способ создания анизотропной петрофизической вычислительной модели подземной области
Следующий патент: Получение ферроникеля
Случайный патент: Противовирусное соединение