Консервные банки или группы консервных банок для пищевых продуктов с гигиенической защитой, способ и устройство для их закрывания
Формула / Реферат
1. Способ получения крышек для банок, имеющих верхнюю часть, образованную из, по существу, плоского верхнего конца банки, ее верхнего горлышка в форме усеченного конуса и круглого ободка, который соединяет плоский верхний конец и горлышко, включающий стадии размещения части пленки из термодеформируемого пластического материала на верхней части банки в контакте с верхним краем ободка, в результате чего пленка в комбинации с верхним краем ободка образует замкнутую камеру; размягчение путем нагревания части пленки, ограниченной областью, прилегающей к верхней части банки; прижимание при помощи формирующей пластины пленки к вершине банки так, чтобы смягченная область пленки была выше верхней части банки, а несмягченная область находилась бы вокруг банки и ниже верхнего ободка банки, отличающийся тем, что пленку нагревают до подходящей температуры, такой, что пленка является способной удовлетворить условиям термодеформируемости; из вышеупомянутой камеры извлекают воздух; и при отвердевании после охлаждения пленка плотно приклеивается к поверхности банки, которую она покрывает и сохраняет ее форму.
2. Способ получения крышек для банок по п.1, отличающийся тем, что пленку из пластического материала нагревают перед размещением на верхней части банки.
3. Способ получения крышек для банок по п.1, отличающийся тем, что часть пленки, приклеенную к верхней части каждой банки, отделяют обрезанием по замкнутой линии, которая окружает верхнюю часть вблизи ее края.
4. Способ получения крышек для банок по п.1, отличающийся тем, что часть пленки, приклеенную к верхней части, по крайней мере, двух банок, отделяют обрезанием по замкнутой линии, которая окружает по внешней стороне линию, составляющую границу вышеупомянутой верхней части, по крайней мере, двух банок.
5. Устройство для получения крышек для банок, имеющих верхнюю часть, образованную из, по существу, плоского верхнего конца банки, ее верхнего горлышка в форме усеченного конуса и круглого ободка, который соединяет плоский верхний конец и горлышко, содержащее транспортер для продвижения, по крайней мере, одной банки через вышеупомянутое устройство, средство для подачи пластического полотна, нагреватель для размягчения пластического полотна и средства для передвижения полотна до контакта с верхней частью банок, отличающееся тем, что оно содержит:
- по крайней мере, один поднос, снабженный углублениями, приспособленными для размещения, по крайней мере, одной банки;
- расположенную вверху плиту поддержки/центрирования с множеством сквозных отверстий, каждое из которых приспособлено для вмещения, с небольшим зазором, верхней части, по крайней мере, одной банки, содержащейся на каждом из подносов;
- средства для монтажа подноса в соответствии с плитой поддержки/центрирования в таком положении, что верхняя часть каждой банки, содержащейся на подносе, расположена за пределами верхней поверхности плиты поддержки /центрирования;
- устройства для размягчения рулона пластиковой пленки путем нагревания;
- устройства для монтажа рулона размягченной пластиковой пленки выше плиты поддержки/центрирования и выше выступающих верхних частей банок;
- решетку, содержащую соответствующее количество отверстий, каждое из которых выполнено так, чтобы окружить соответствующее отверстие центрирующей плиты, а нижний край решетки выполнен так, чтобы прижимать пленку к верхней поверхности центрирующей плиты;
- между центрирующей плитой и подносом содержатся пневматические средства уплотнения, которые окружают углубления, содержащие, по крайней мере, одну банку;
- устройства для создания в камерах, образованных углублениями и пленкой, вакуума; и
- устройства для обрезания пленки вблизи внешнего края сквозных отверстий центрирующей плиты.
6. Устройство для получения крышек для банок по п.5, отличающееся тем, что каждое углубление, предназначенное содержать, по крайней мере, две банки, снабжено разделяющей перегородкой, которая занимает свободное место между внешними стенками банок и внутренними стенками углублений.
7. Устройство по п.5, отличающееся тем, что пневматические средства уплотнения состоят из кольцевой прокладки.
8. Устройство по п.5, отличающееся тем, что пневматические средства уплотнения расположены между плитой поддержки/центрирования и горлышком банки.
9. Устройство по п.5, отличающееся тем, что пневматические средства уплотнения расположены между плитой поддержки/центрирования и подносом.
10. Устройство по п.5, отличающееся тем, что оно содержит податливые средства давления для прижимания пластиковой пленки к верхнему концу банок.
11. Устройство по п.5, отличающееся тем, что содержит, в соответствии с каждым отверстием центрирующей плиты, втулку из твердого материала, в совокупности с которой действуют средства для обрезания пленки.
12. Устройство по п.5, отличающееся тем, что средства для обрезания пленки представляют собой множество вертикально подвижных цилиндрических лезвий, режущая кромка которых направлена вниз и имеет замкнутый контур, устроенный таким образом, чтобы проходить на малом расстоянии от края сквозных отверстий центрирующей плиты.
13. Устройство по п.5, отличающееся тем, что режущая кромка лезвия опирается на втулку, чтобы действовать как пробойник.
14. Устройство по п.5, отличающееся тем, что режущая кромка лезвия входит во втулку, действуя как ножницы.
15. Банка-контейнер для пищевых продуктов и напитков, содержащая цельную часть пленки, которая покрывает поверхность верхней части банки и сопрягается с ней, отличающаяся тем, что пленка представляет собой термодеформируемую пластическую пленку, по существу, жесткую при комнатной температуре, так что крышка может быть снята с верхней части банки без повреждений и снова может использоваться для покрытия верхней части банки посредством эластичного охвата ниже ободка банки.
16. Упаковка для группы банок, закрывающая их верхние части, состоящая из цельной части пленки, которая покрывает верхние части каждой банки из группы и закрывает всю поверхность верхних частей каждой банки, включая крышку.

Текст
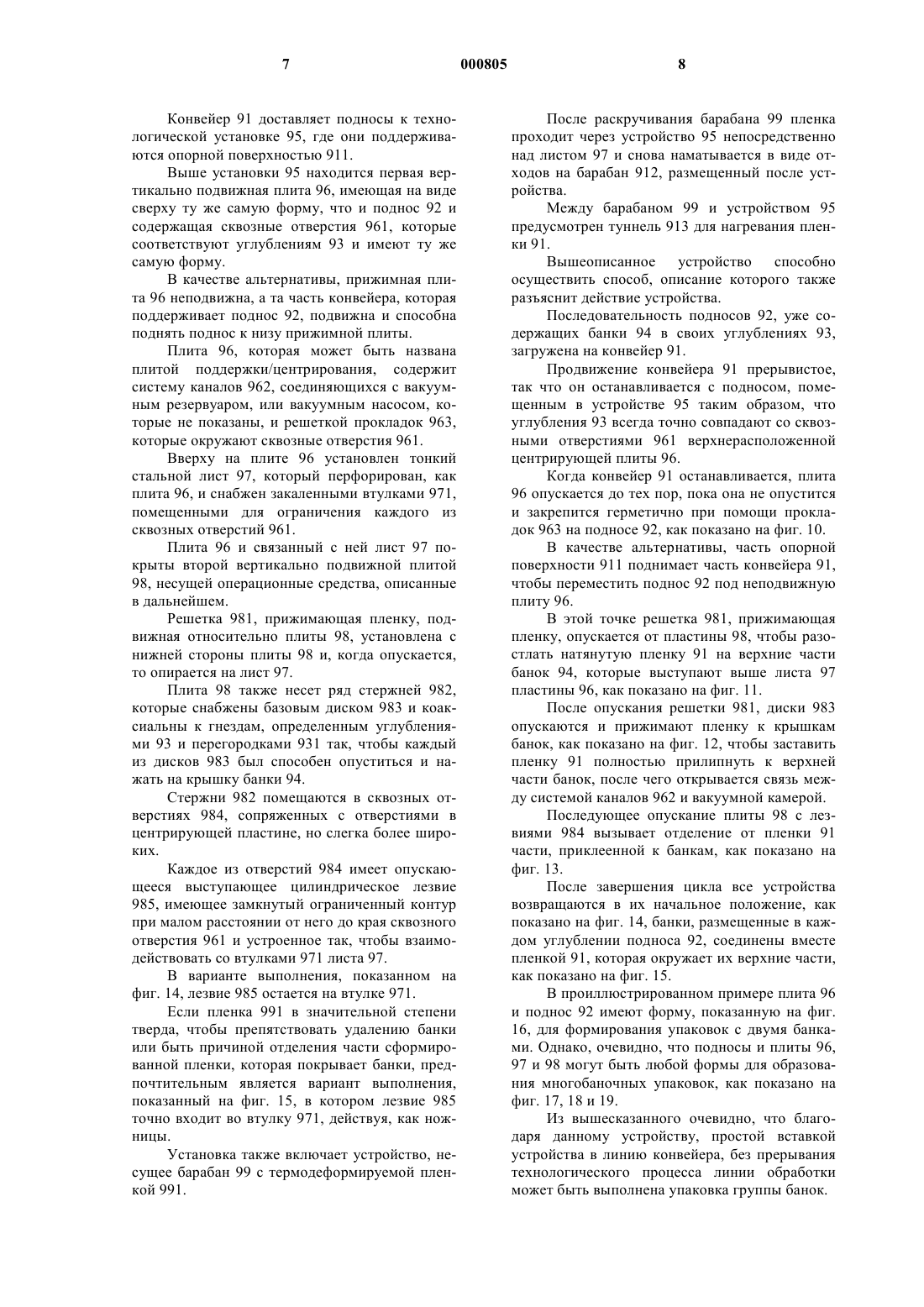
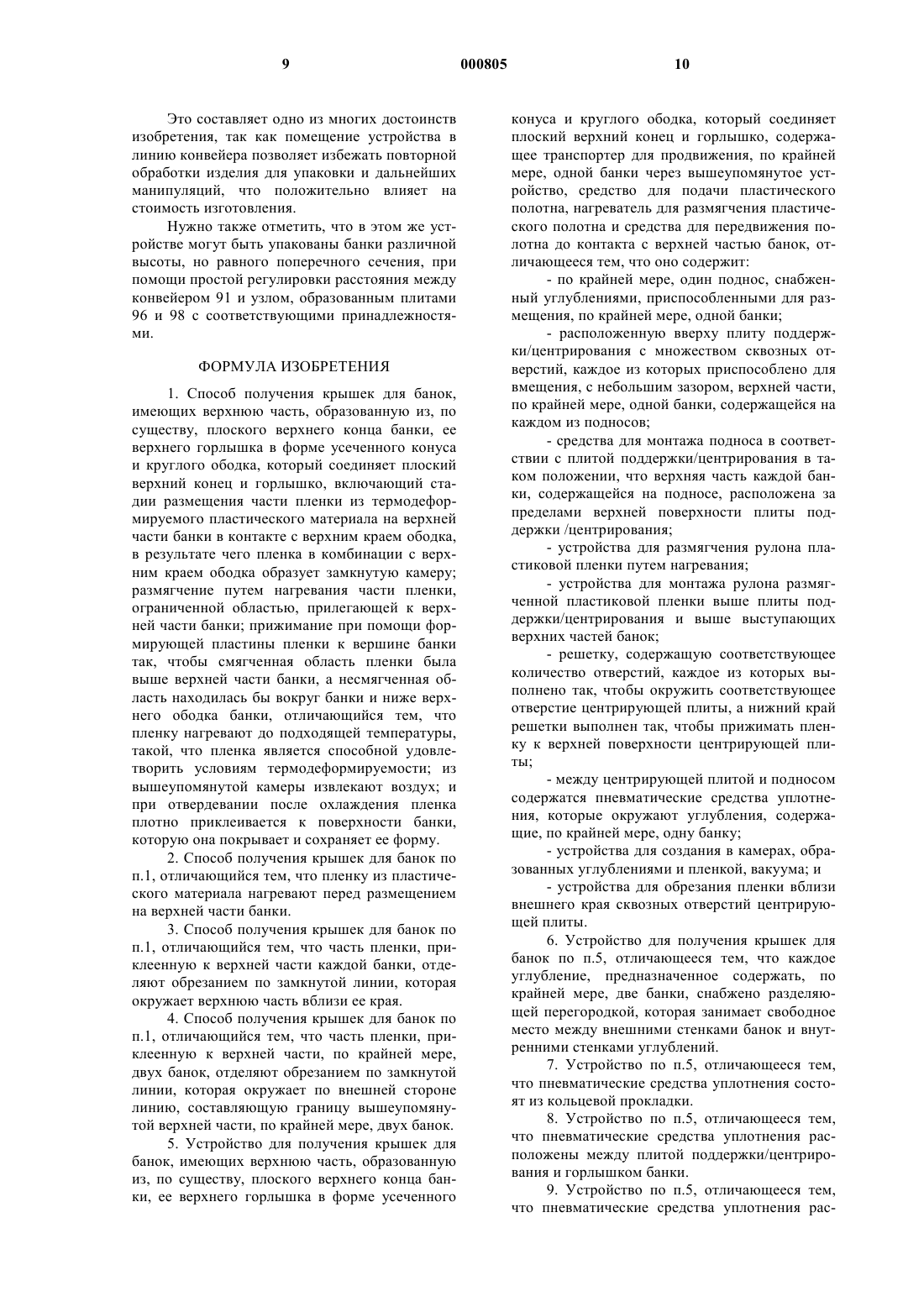
1 Область техники Эта заявка касается гигиенической защиты банок для пищевых продуктов и напитков и, в особенности, банок для напитков, содержащих в верхней части срываемый язычок, в результате чего образуется отверстие, через которое напиток потребляется, возможно, поднесением банки непосредственно ко рту. Уровень техники Широко распространенная практика сохранения напитков в банках подняла общую проблему охраны здоровья потребителя. После заполнения банки транспортируются и складируются таким образом, что на практике невозможно защитить их от пыли или других более опасных загрязнений, что делает потребление жидкости достаточно антигигиеничным, независимо от того, наливается ли жидкость в бокал, или, что намного более серьезно,пьет ли потребитель ее непосредственно из банки. Ситуация кроме того ухудшена появлением банок, в которых язычок не вытягивается, а вместо этого наклоняется во внутренность банки, контактируя с ее содержимым. Патент США А 5 088 269 описывает способ и устройство, в которых пленка термодеформируемого пластического материала прикрепляется к верхним частям банок. Части пленки, покрывающие верхние части банок, размягчают нагреванием, ограниченным областями вблизи верхних частей банок, но меньших, чем сами верхние части банок. Неразмягченные области пленки, окружающие смягченные области, выдвигаются в направлении верхних частей банки и отделяются ниже края верхних частей банки, образуя покрытие, которое не сопрягается с верхней поверхностью, или крышкой банки, но вытянуто на расстоянии от нее, опираясь на край. Области пленки, отдаленные от крышки,подвержены повреждениям во время транспортировки и хранения, и воздух, содержащийся в герметизированной камере под пленкой, подвергается конденсации и способствует появлению антигигиенической плесени. Способ и устройство по патенту США А 5 008 269 не полностью удовлетворяют требованию устранения загрязнений. Поэтому имеется потребность защитить верхнюю часть банки, содержащую открывающийся язычок, от пыли и других загрязнений. Цель настоящего изобретения состоит в том, чтобы рационально удовлетворить вышеупомянутому требованию без существенного влияния на стоимость банки. Кроме того, цель настоящего изобретения состоит в том, чтобы создать средство для упаковки по крайней мере двух банок, расположенных на одной поддерживающей платформе, защищающее крышки от загрязнения. 2 Сущность изобретения Изобретение основано на непосредственном формировании на верхней части банки, в основном используя ее как формирующий пуансон, крышки из высококачественного пищевого пластического материала, которая герметично закрывает эту верхнюю часть. Способ согласно изобретению включает нагревание пленки термодеформируемого пластического материала и размещение ее на верхней части банки, затем пленка приклеивается к поверхности вышеупомянутой верхней части посредством удаления воздуха, содержащегося между этой поверхностью и пленкой. Наконец,часть пленки, приклеенная к верхней части банки, отделяется от остальной части пленки. В течение описанной процедуры пленка остается нагретой до подходящей температуры, такой,что пленка является термодеформируемой; после этого, затвердевая после охлаждения, она плотно прилипает к поверхности, которую она закрывает, и сохраняет свою форму. Крышка получается формированием из части пленки, которая закрывает и сопрягается с поверхностью верхней части банки. Эта крышка, которая может быть легко и быстро удалена потребителем, покрывает и эффективно и герметично защищает от пыли и любого другого загрязнения область, включающую отверстие банки и всю верхнюю часть банки, так что и верхняя кромка, которой потребитель касается губами, содержится в гигиеническом состоянии. Кроме того, после того, как банка была открыта, можно использовать ту же самую крышку для закрывания банки и предотвращения загрязнения инородными телами. Вышеупомянутая процедура формирования крышки происходит очень быстро и не повлияет на производительность конвейера, в линию которого она включена. Кроме того, устройство, требуемое для осуществления процедуры, относительно просто и обладает низкой стоимостью. Достоинства и конструктивные и функциональные характеристики изобретения будут видны из детального нижеприведенного описания двух вариантов выполнения, приведенных примеров и чертежей, которые не ограничивают объем притязаний. Фиг. 1 изображает сечение в продольной вертикальной плоскости устройства согласно изобретению. Фиг. 2 - 5 показывают увеличенную деталь, изображенную на фиг. 1, в последовательных стадиях осуществления способа согласно изобретению. Фиг. 2 А показывает сечение в плоскости II 3 Фиг. 6 А изображает с еще большим увеличением деталь, показанную на фиг.6. Фиг. 7 изображает увеличенную деталь,показанную на фиг. 4. Фиг. 7 А изображает с еще большим увеличением деталь, показанную на фиг.7. Фиг. 8 изображает сечение верхней части банки с крышкой. Фиг. 9 изображает с частичным сечением схематический вид сбоку другого варианта выполнения устройства согласно изобретению. Фиг. 10 изображает с увеличением деталь,показанную на фиг. 9, в последующем рабочем положении. Фиг. 11 показывает деталь, изображенную на фиг. 10, в следующем относительно фиг. 10 рабочем положении. Фиг. 12 показывает деталь, изображенную на фиг. 10, в следующем относительно фиг. 11 рабочем положении. Фиг. 13 показывает деталь, изображенную на фиг. 10, в следующем относительно фиг. 12 рабочем положении. Фиг. 14 показывает деталь, изображенную на фиг. 10, в следующем относительно фиг. 13 рабочем положении. Фиг. 15 подобна фиг. 14, но с другим типом режущего лезвия. Фиг. 16 изображает сечение упаковки двух банок, являющейся следствием предшествующих операций. Фиг. 17 показывает вид сверху подноса, на котором расположены банки, представленного на фиг. 9. Фиг. 18 - 20 показывают виды сверху, изображающие упаковки соответственно двух, трех и четырех банок, полученные при использовании устройства согласно изобретению. Устройство и соответствующий способ для покрытия отдельных банок описаны ниже со ссылками на фиг. 1 - 8. Банка, обозначенная 10 на чертежах, - известного типа. В частности, она содержит верхнюю часть 11, образованную из по существу плоского верхнего дна 12 банки, ее верхнего горлышка 13 в форме усеченного конуса, и круглого ободка 14, который присоединяет дно 12 к горлышку 13(см. фиг. 8). Представленное устройство содержит пластину 21 с круглыми сквозными отверстиями 22, каждое из которых может принимать с небольшим зазором верхнюю часть 11 соответствующей банки 10. Каждое отверстие 22 ограничено кольцом 23, помещенным в гнездо 23 а в пластине 21, и образующим цельную часть пластины, действуя как "адаптер", то есть оно заменяемо для различных диаметров банки (фиг. 6, 6 А, 7, 7 А). Пластина 21 поддерживается нижней пластиной 25, содержащей круглые сквозные отверстия 26, каждое из которых размещено коак 000805 4 сиально к соответствующему отверстию 22 и выполнено с небольшим зазором. Каждое отверстие 26 ограничено втулкой 27, помещенной в гнездо 27 а в пластине 25 и образующей цельную часть пластины, чтобы действовать как "адаптер", то есть она заменяема для различных диаметров банки. Банки 10, с которыми устройство работает в течение каждого цикла, транспортируются подносом 15, снабженным соответствующими гнездами 16, выполненными так, чтобы точно совпадать с нижними частями банок 10. Гнезда 16 геометрически размещены относительно друг друга так,чтобы быть коаксиальными к отверстиям 22. Поднос 15 приводится в движение средствами(известного типа, не показаны), которые размещают банки 10 в соответствии с отверстиями 22,так что верхние части банок 11 выступают выше верхней поверхности пластины 21. Выше пластины 21 расположена решетка 31, содержащая стенки 32, имеющие нижние края, повернутые вниз, так, чтобы совпадать с соответствующими отверстиями. Каждое из этих отверстий размещено так, чтобы коаксиально окружать соответствующее отверстие 22 в пластине 21, при этом нижний край стенок 32 может быть опущен до контакта с верхней поверхностью пластины 21. Выше верхней части 11 банок и ниже решетки 31 размещен рулон пленки 9 произвольной длины из термодеформируемого пластического материала, подходящего для пищевых продуктов, такого, как ударопрочный полистирол, полипропилен (ПП), полиэтилентерефталат(ПЭ) или полистирол (ПС). Рулон пленки 9 раскручивается от исходной катушки 8 и наматывается (как отходы) на конечную катушку 7, направляемый подходящими устройствами (показано схематично на Фиг. 1). Решетка 31 перемещается устройствами(известного типа, не показаны), которые надавливают на нее, прижимая к верхней поверхности пластины 21, со вставленной пленкой 9. На верхнем конце каждой втулки 27, на ее внутренней стороне, установлена прокладка 28,выполненная так, чтобы контактировать с боковой поверхностью банки 10, в особенности с ее горлышком 13 в форме усеченного конуса, для создания уплотнения в течение стадии всасывания воздуха. Кроме того, верхний конец втулки 27 образует радиальные каналы 271 (фиг. 6 А),которые вместе с небольшими радиальными каналами (не показанными на чертежах) соединяет область, окруженную отверстиями 22, со средствами откачки (не показанными на чертежах) для откачки воздуха из упомянутой области (как описано ниже). Выше пластины 21, в пределах отверстий,определенных решеткой 31, помещено одинаковое число средств создания давления 40, содер 5 жащих вертикальный опорный стержень 41, к которому ниже прикреплена пластина 42, содержащая нижний слой 43 из податливого материала, который при приложенном давлении нажимает на верхний конец 12 банки 10. Пружины 44, размещенные выше стержней 41, создают направленную вниз силу, с которой штанги 40 давят на банку 10. Выше пластины 21 размещены цилиндрические лезвия 50 (или перфораторы), каждое из которых размещено коаксиально относительно соответствующих средств создания давления 40 и приводимых в движение в вертикальном направлении известными устройствами, не показанными на чертежах. Режущие кромки 51 каждого лезвия 50 направлены вниз и образуют замкнутый контур, устроенный так, чтобы пройти рядом с верхним концом 12 банки 10 и едва касаться верхнего края отверстия 22 так,чтобы обрезать пленку 9 (как описано в дальнейшем). Вышеописанное устройство осуществляет следующую процедуру. В начале каждого цикла покрытия банки 10 помещают на поднос 15,затем размещают ниже пластин 21 и 25 (фиг. 1). В это время решетка 31, штанги 40 и лезвия 50 подняты так, чтобы не касаться пластины 21. Не содержащая отверстий непрерывная часть пленки 9 нагревается средствами 4, расположенными перед пластиной 21, и затем немедленно продвигается к верху пластины 21. В основном устройства 4 - это инфракрасные лучевые устройства, нагревающие часть пленки 9 до температуры между 120 С и 230 С, в зависимости от типа полимера. В это время поднос 15 поднят в положение, в которой верхняя часть банок 10 проходит через отверстия 22 и 26 и подталкивает их слегка вверх, чтобы прижать горлышко 13 до контакта с соответствующими прокладками 28. В этом положении верхняя часть 11 банок выступает слегка выше верхней поверхности пластины 21. Комбинацию подноса 15 и пластин 21 и 25 затем приподнимают так, чтобы верхний конец 12 банок слегка касался пленки 9 (фиг. 2). В следующей стадии (фиг. 3) решетка 31 и(фактически одновременно) штанги 40 опускаются, чтобы прижать нагретую часть пленки 9 к верхнему концу банок 10 и к верхней поверхности пластины 21. Нижний край стенок 32 прижимает пленку 9 к верхней поверхности пластины 21, чтобы создать круглую уплотняющую полосу, через которую не проходит воздух. Следовательно, в соответствии с каждым отверстием 22 образуется изолированное от внешней среды пространство между пленкой 9 и верхней частью 11 банки. Данная поверхность раздела ограничена снизу поверхностью верхней части 11 банки до точки, в которой она находится в контакте с 6 прокладкой 26. Сверху она ограничена той частью пленки 9, которая окружена нижним краем стенок 32, той частью верхней поверхности пластины 21 (кольцевой), которая окружена вышеупомянутым краем стенки 32, и внутренней поверхностью отверстий 22. Снизу этот промежуток ограничен прокладкой 28. В течение этой стадии, присутствующий в промежутке пространства воздух извлекается через каналы 271 и другие каналы (не показаны) откачивающими устройствами и, следовательно,часть пленки 9, окруженная стенкой 32, герметично прилипает к внешней поверхности верхней части 11 банки (и также к верхней поверхности кольца 23), образуя крышку 9 а, которая некоторое время еще соединена с остающейся частью пленки 9, но точно соответствует форме верхней части 11. Этой стадии прилипания кроме того содействуют штанги 40, податливый слой 43 которых прижимает пленку к верхнему концу 12. В следующей стадии (фиг. 4, 7 и 7 А), лезвия 50 опущены, чтобы касаться режущей кромкой 51 верхнего края отверстий 22, и затем они выполняют замкнутую круговую вырезку в пленке 9, чтобы отделить часть пленки, приклеенной к банке 10 (крышка 9 а) от остатка пленки 9. Банки 10 затем опускаются при помощи подноса 15 и окончательно удаляются с помощью штанг 40, которые нажимают на банки(фиг. 5). Решетка 31, лезвия 50 и штанги 40 поднимаются от пластины 21, и описанный цикл возобновляется с крышками последующих банок. При охлаждении крышка 9 а затвердевает на поверхности верхней части 11, приклеиваясь и точно совпадая с ее формой, и затем постоянно сохраняет эту принятую форму. Кроме того крышка 9 а приклеивается к поверхности банки под вакуумом, следовательно,закрывает ее герметично, надежно защищая от любого внешнего загрязнения. Способ и устройство для покрытия групп банок будет описан ниже со ссылками на фиг. 920. Чертежи демонстрируют конвейер 91,управляемый пошагово, и на котором в последовательности размещены равноотстоящие подносы 92. Подносы 92, лучше видимые на фиг. 17, и включающие основу с однородно распределенными углублениями 93 в каждом, получают для упаковки группу банок 94. Более точно, каждое углубление 93 имеет на виде сверху форму, представляющую оболочку группы банок, и от ее основы вверх проходят разделяющие перегородки 931, занимающие место, которое иначе осталось бы свободным между одной банкой и следующей, причем перегородки имеют высоту, равную высоте цилиндрической части банок. 7 Конвейер 91 доставляет подносы к технологической установке 95, где они поддерживаются опорной поверхностью 911. Выше установки 95 находится первая вертикально подвижная плита 96, имеющая на виде сверху ту же самую форму, что и поднос 92 и содержащая сквозные отверстия 961, которые соответствуют углублениям 93 и имеют ту же самую форму. В качестве альтернативы, прижимная плита 96 неподвижна, а та часть конвейера, которая поддерживает поднос 92, подвижна и способна поднять поднос к низу прижимной плиты. Плита 96, которая может быть названа плитой поддержки/центрирования, содержит систему каналов 962, соединяющихся с вакуумным резервуаром, или вакуумным насосом, которые не показаны, и решеткой прокладок 963,которые окружают сквозные отверстия 961. Вверху на плите 96 установлен тонкий стальной лист 97, который перфорирован, как плита 96, и снабжен закаленными втулками 971,помещенными для ограничения каждого из сквозных отверстий 961. Плита 96 и связанный с ней лист 97 покрыты второй вертикально подвижной плитой 98, несущей операционные средства, описанные в дальнейшем. Решетка 981, прижимающая пленку, подвижная относительно плиты 98, установлена с нижней стороны плиты 98 и, когда опускается,то опирается на лист 97. Плита 98 также несет ряд стержней 982,которые снабжены базовым диском 983 и коаксиальны к гнездам, определенным углублениями 93 и перегородками 931 так, чтобы каждый из дисков 983 был способен опуститься и нажать на крышку банки 94. Стержни 982 помещаются в сквозных отверстиях 984, сопряженных с отверстиями в центрирующей пластине, но слегка более широких. Каждое из отверстий 984 имеет опускающееся выступающее цилиндрическое лезвие 985, имеющее замкнутый ограниченный контур при малом расстоянии от него до края сквозного отверстия 961 и устроенное так, чтобы взаимодействовать со втулками 971 листа 97. В варианте выполнения, показанном на фиг. 14, лезвие 985 остается на втулке 971. Если пленка 991 в значительной степени тверда, чтобы препятствовать удалению банки или быть причиной отделения части сформированной пленки, которая покрывает банки, предпочтительным является вариант выполнения,показанный на фиг. 15, в котором лезвие 985 точно входит во втулку 971, действуя, как ножницы. Установка также включает устройство, несущее барабан 99 с термодеформируемой пленкой 991. 8 После раскручивания барабана 99 пленка проходит через устройство 95 непосредственно над листом 97 и снова наматывается в виде отходов на барабан 912, размещенный после устройства. Между барабаном 99 и устройством 95 предусмотрен туннель 913 для нагревания пленки 91. Вышеописанное устройство способно осуществить способ, описание которого также разъяснит действие устройства. Последовательность подносов 92, уже содержащих банки 94 в своих углублениях 93,загружена на конвейер 91. Продвижение конвейера 91 прерывистое,так что он останавливается с подносом, помещенным в устройстве 95 таким образом, что углубления 93 всегда точно совпадают со сквозными отверстиями 961 верхнерасположенной центрирующей плиты 96. Когда конвейер 91 останавливается, плита 96 опускается до тех пор, пока она не опустится и закрепится герметично при помощи прокладок 963 на подносе 92, как показано на фиг. 10. В качестве альтернативы, часть опорной поверхности 911 поднимает часть конвейера 91,чтобы переместить поднос 92 под неподвижную плиту 96. В этой точке решетка 981, прижимающая пленку, опускается от пластины 98, чтобы разостлать натянутую пленку 91 на верхние части банок 94, которые выступают выше листа 97 пластины 96, как показано на фиг. 11. После опускания решетки 981, диски 983 опускаются и прижимают пленку к крышкам банок, как показано на фиг. 12, чтобы заставить пленку 91 полностью прилипнуть к верхней части банок, после чего открывается связь между системой каналов 962 и вакуумной камерой. Последующее опускание плиты 98 с лезвиями 984 вызывает отделение от пленки 91 части, приклеенной к банкам, как показано на фиг. 13. После завершения цикла все устройства возвращаются в их начальное положение, как показано на фиг. 14, банки, размещенные в каждом углублении подноса 92, соединены вместе пленкой 91, которая окружает их верхние части,как показано на фиг. 15. В проиллюстрированном примере плита 96 и поднос 92 имеют форму, показанную на фиг. 16, для формирования упаковок с двумя банками. Однако, очевидно, что подносы и плиты 96,97 и 98 могут быть любой формы для образования многобаночных упаковок, как показано на фиг. 17, 18 и 19. Из вышесказанного очевидно, что благодаря данному устройству, простой вставкой устройства в линию конвейера, без прерывания технологического процесса линии обработки может быть выполнена упаковка группы банок. 9 Это составляет одно из многих достоинств изобретения, так как помещение устройства в линию конвейера позволяет избежать повторной обработки изделия для упаковки и дальнейших манипуляций, что положительно влияет на стоимость изготовления. Нужно также отметить, что в этом же устройстве могут быть упакованы банки различной высоты, но равного поперечного сечения, при помощи простой регулировки расстояния между конвейером 91 и узлом, образованным плитами 96 и 98 с соответствующими принадлежностями. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ получения крышек для банок,имеющих верхнюю часть, образованную из, по существу, плоского верхнего конца банки, ее верхнего горлышка в форме усеченного конуса и круглого ободка, который соединяет плоский верхний конец и горлышко, включающий стадии размещения части пленки из термодеформируемого пластического материала на верхней части банки в контакте с верхним краем ободка,в результате чего пленка в комбинации с верхним краем ободка образует замкнутую камеру; размягчение путем нагревания части пленки,ограниченной областью, прилегающей к верхней части банки; прижимание при помощи формирующей пластины пленки к вершине банки так, чтобы смягченная область пленки была выше верхней части банки, а несмягченная область находилась бы вокруг банки и ниже верхнего ободка банки, отличающийся тем, что пленку нагревают до подходящей температуры,такой, что пленка является способной удовлетворить условиям термодеформируемости; из вышеупомянутой камеры извлекают воздух; и при отвердевании после охлаждения пленка плотно приклеивается к поверхности банки,которую она покрывает и сохраняет ее форму. 2. Способ получения крышек для банок по п.1, отличающийся тем, что пленку из пластического материала нагревают перед размещением на верхней части банки. 3. Способ получения крышек для банок по п.1, отличающийся тем, что часть пленки, приклеенную к верхней части каждой банки, отделяют обрезанием по замкнутой линии, которая окружает верхнюю часть вблизи ее края. 4. Способ получения крышек для банок по п.1, отличающийся тем, что часть пленки, приклеенную к верхней части, по крайней мере,двух банок, отделяют обрезанием по замкнутой линии, которая окружает по внешней стороне линию, составляющую границу вышеупомянутой верхней части, по крайней мере, двух банок. 5. Устройство для получения крышек для банок, имеющих верхнюю часть, образованную из, по существу, плоского верхнего конца банки, ее верхнего горлышка в форме усеченного 10 конуса и круглого ободка, который соединяет плоский верхний конец и горлышко, содержащее транспортер для продвижения, по крайней мере, одной банки через вышеупомянутое устройство, средство для подачи пластического полотна, нагреватель для размягчения пластического полотна и средства для передвижения полотна до контакта с верхней частью банок, отличающееся тем, что оно содержит:- расположенную вверху плиту поддержки/центрирования с множеством сквозных отверстий, каждое из которых приспособлено для вмещения, с небольшим зазором, верхней части,по крайней мере, одной банки, содержащейся на каждом из подносов;- средства для монтажа подноса в соответствии с плитой поддержки/центрирования в таком положении, что верхняя часть каждой банки, содержащейся на подносе, расположена за пределами верхней поверхности плиты поддержки /центрирования;- устройства для размягчения рулона пластиковой пленки путем нагревания;- устройства для монтажа рулона размягченной пластиковой пленки выше плиты поддержки/центрирования и выше выступающих верхних частей банок;- решетку, содержащую соответствующее количество отверстий, каждое из которых выполнено так, чтобы окружить соответствующее отверстие центрирующей плиты, а нижний край решетки выполнен так, чтобы прижимать пленку к верхней поверхности центрирующей плиты;- между центрирующей плитой и подносом содержатся пневматические средства уплотнения, которые окружают углубления, содержащие, по крайней мере, одну банку;- устройства для создания в камерах, образованных углублениями и пленкой, вакуума; и- устройства для обрезания пленки вблизи внешнего края сквозных отверстий центрирующей плиты. 6. Устройство для получения крышек для банок по п.5, отличающееся тем, что каждое углубление, предназначенное содержать, по крайней мере, две банки, снабжено разделяющей перегородкой, которая занимает свободное место между внешними стенками банок и внутренними стенками углублений. 7. Устройство по п.5, отличающееся тем,что пневматические средства уплотнения состоят из кольцевой прокладки. 8. Устройство по п.5, отличающееся тем,что пневматические средства уплотнения расположены между плитой поддержки/центрирования и горлышком банки. 9. Устройство по п.5, отличающееся тем,что пневматические средства уплотнения рас 11 положены между плитой поддержки/центрирования и подносом. 10. Устройство по п.5, отличающееся тем,что оно содержит податливые средства давления для прижимания пластиковой пленки к верхнему концу банок. 11. Устройство по п.5, отличающееся тем,что содержит, в соответствии с каждым отверстием центрирующей плиты, втулку из твердого материала, в совокупности с которой действуют средства для обрезания пленки. 12. Устройство по п.5, отличающееся тем,что средства для обрезания пленки представляют собой множество вертикально подвижных цилиндрических лезвий, режущая кромка которых направлена вниз и имеет замкнутый контур,устроенный таким образом, чтобы проходить на малом расстоянии от края сквозных отверстий центрирующей плиты. 13. Устройство по п.5, отличающееся тем,что режущая кромка лезвия опирается на втулку, чтобы действовать как пробойник. 12 14. Устройство по п.5, отличающееся тем,что режущая кромка лезвия входит во втулку,действуя как ножницы. 15. Банка-контейнер для пищевых продуктов и напитков, содержащая цельную часть пленки, которая покрывает поверхность верхней части банки и сопрягается с ней, отличающаяся тем, что пленка представляет собой термодеформируемую пластическую пленку, по существу, жесткую при комнатной температуре, так что крышка может быть снята с верхней части банки без повреждений и снова может использоваться для покрытия верхней части банки посредством эластичного охвата ниже ободка банки. 16. Упаковка для группы банок, закрывающая их верхние части, состоящая из цельной части пленки, которая покрывает верхние части каждой банки из группы и закрывает всю поверхность верхних частей каждой банки, включая крышку.
МПК / Метки
МПК: B65D 51/18, B65B 17/02
Метки: защитой, гигиенической, банки, банок, способ, закрывания, группы, пищевых, консервных, устройство, консервные, продуктов
Код ссылки
<a href="https://eas.patents.su/10-805-konservnye-banki-ili-gruppy-konservnyh-banok-dlya-pishhevyh-produktov-s-gigienicheskojj-zashhitojj-sposob-i-ustrojjstvo-dlya-ih-zakryvaniya.html" rel="bookmark" title="База патентов Евразийского Союза">Консервные банки или группы консервных банок для пищевых продуктов с гигиенической защитой, способ и устройство для их закрывания</a>
Управляемое извне нанесение компаунда на кромки консервных банок
Номер патента: 337
Опубликовано: 29.04.1999
Авторы: Поцас Йезус Диц, Петер Вольфганг, Хартунг Ханс
МПК: B21D 51/26, B65D 53/06
Метки: кромки, управляемое, банок, нанесение, компаунда, извне, консервных
Формула / Реферат:
1. Способ равномерного нанесения уплотняющего вещества (С, R) в овальный или вытянутый овальный загиб корпуса или загиб (81; 81i, 81n, 81r) крышки (D) для подготовки герметичного замка из двойного фальца, в котором a) множество игл (30f, 30b, 30с, ..., 30х) или круговая кольцевая перемычка (37) передними концами (35а, 35b, 35с, ..., 35х) проходят через соответствующие донные отверстия (40, 40f, 40b, 40x) емкости (43, 44, 40, 42) в круговой...
Консорциум бифидобактерий bifidobacterium bifidum 791,b.longum b379m,b.breve 79-119, b.infantis 73-15, b.adolescentis г7513 для приготовления кисломолочных продуктов лечебно-диетического питания, неферментированных пищевых продуктов и бактерийных препаратов
Номер патента: 283
Опубликовано: 25.02.1999
Авторы: Жакевич Владимир Дмитриевич, Лянная Алла Михайловна, Левченко Татьяна Александровна
МПК: A23C 9/12, A61K 35/74, C12N 1/20...
Метки: 79-119, bifidobacterium, пищевых, консорциум, неферментированных, b.adolescentis, приготовления, 791,b.longum, питания, b.infantis, продуктов, г7513, кисломолочных, 73-15, лечебно-диетического, бактерийных, bifidum, препаратов, бифидобактерий, b379m,b.breve
Формула / Реферат:
Консорциум штаммов бифидобактерий Bifidobacterium bifidum ЦМПМ ВНИИгенетика В-3300, Bifidobacterium ЦМПМ ВНИИгенетика В-2000, Bifidobacterium breve ГКНМ МНИИЭМ им.Г.Н.Габричевского № 153, Bifidobacterium infantis в ГКНМ МНИИЭМ им.Г.Н.Габричевс-кого № 155, Bifidobacterium adolescentis ГКНМ МНИИЭМ им.Г.Н.Габричевского № 158 для приготовления кисломолочных продуктов лечебно-диетического питания, неферментированных пищевых продуктов и бактерийных...
Нейтрализация кислотных пищевых продуктов
Номер патента: 739
Опубликовано: 28.02.2000
Авторы: Хартзелл Сара, Клигерман Алан Е.
МПК: A23L 1/307, A23F 5/42
Метки: пищевых, продуктов, нейтрализация, кислотных
Формула / Реферат:
1. Способ повышения рН у кислотных пищевых продуктов и кислотных напитков, предусматривающий соединение глицерофосфата кальция с кислотным пищевым продуктом или кислотным напитком в количестве, эффективном для повышения рН кислотного пищевого продукта или кислотного напитка до такого уровня, чтобы при приеме потребителем комбинации глицерофосфата кальция и кислотного пищевого продукта или кислотного напитка потребитель испытывал меньше изжоги и...
Машина для раздачи горячих пищевых продуктов, в частности пицц
Номер патента: 556
Опубликовано: 28.10.1999
Автор: Гоарриси Масоуд Санди
МПК: G07F 9/10
Метки: горячих, пицц, частности, продуктов, раздачи, машина, пищевых
Формула / Реферат:
1. Машина для раздачи горячих пищевых продуктов, в частности пицц, применимая для подачи горячих продуктов, перед введением монет и выбором продукта из продуктов, сгруппированных в соответствии с их ингредиентами в стопы, отличающаяся тем, что содержит холодильную камеру (2), имеющую ряд колонок (3), внутри которых составлены друг на друга тарелки (4), имеющие кольцевую форму и содержащие пищевой продукт (1), прошедший предварительную кулинарную...
Способ регулирования синтеза химических продуктов, синтез химических продуктов и устройство регулирования синтеза
Номер патента: 343
Опубликовано: 29.04.1999
Автор: Де Селлиер Жак
МПК: G05B 13/02, C08F 10/00, G05D 21/02...
Метки: синтеза, синтез, химических, устройство, способ, продуктов, регулирования
Формула / Реферат:
1. Способ регулирования синтеза, по меньшей мере, одного химического соединения, протекающего на установке, содержащей, по меньшей мере, один реактор (R) типа реактора с идеальным перемешиванием, при котором одна или несколько регулирующих величин (GC) воздействуют на ход синтеза, обеспечивая равенство одной или нескольких величин, связанных со свойствами продукта и/или с ходом синтеза, называемых регулируемыми величинами (GR), соответствующими...
Предыдущий патент: Твердая лекарственная форма, содержащая производные цизаприда, способ ее получения, продукт, содержащий твердую лекарственную форму, фармацевтическая упаковка.
Следующий патент: Контейнер для напитка с расправляющимся наконечником
Случайный патент: Насыпной катализатор гидропереработки и способы его изготовления