Контроль сварных соединений с использованием электромагнитно-акустических преобразователей (эмап)
Номер патента: 7258
Опубликовано: 25.08.2006
Авторы: Воллебрегт Ян Эрик, Коул Энтони Томас, Димитриадис Клистенис, Кронемейер Дирк Арие, Ден Бур Йоханнис Йосефус
Формула / Реферат
1. Способ контроля секции цилиндрического объекта (1), при котором размещают группу блоков (7, 8) электромагнитно-акустических преобразователей (ЭМАП) по окружности в непосредственной близости от поверхности проверяемой секции объекта, возбуждают упомянутые блоки (7, 8) ЭМАП для передачи последовательно или одновременно акустических сдвиговых волн в различных режимах и под различными углами в упомянутый объект (1) и для обнаружения сдвиговых волн, отраженных от упомянутого объекта (1) и/или прошедших через него, в результате при этом обеспечивается сканирование, по меньшей мере, существенной части упомянутой проверяемой секции объекта блоками (7, 8) ЭМАП, при этом блоки (7, 8) ЭМАП удерживают в фактически фиксированном положении относительно упомянутого объекта (1) во время операции сканирования, причем блоки (7, 8) ЭМАП содержат имеющий форму кольца блок (7) ЭМАП-передатчиков и имеющий форму кольца блок (8) ЭМАП-приемников, отличающийся тем, что при использовании способа для контроля сварных соединений (6) торцов трубчатых деталей используют блоки (7, 8) ЭМАП, каждый из которых содержит матрицу из электромагнитно-акустических преобразователей (13, 14), которые, по меньшей мере, частично перекрывают друг друга в направлении по окружности.
2. Способ по п.1, отличающийся тем, что упомянутый имеющий форму кольца блок (8) ЭМАП-приемников размещают между сварным соединением (6) и упомянутым имеющим форму кольца блоком (7) ЭМАП-передатчиков.
3. Способ по п.2, отличающийся тем, что упомянутые блоки ЭМАП представляют собой имеющие форму кольца блоки из отдельных блоков ЭМАП-передатчиков и ЭМАП-приемников, расположенные с обеих сторон сварного соединения (6) по отношению к продольному направлению свариваемых трубчатых деталей (1).
4. Способ по п.1, отличающийся тем, что упомянутые электромагнитно-акустические преобразователи (13, 14) по меньшей мере одной матрицы устанавливают друг на друга с частичным их перекрытием в радиальном направлении относительно стенки трубы.
5. Способ по п.1, отличающийся тем, что упомянутые электромагнитно-акустические преобразователи (13, 14) по меньшей мере одной матрицы располагают в шахматном порядке, по существу, в продольном направлении относительно стенки трубы.
6. Способ по любому из пп.1-5, отличающийся тем, что упомянутый блок ЭМАП размещают на несущем основании, которое устанавливают внутри по меньшей мере одной из свариваемых трубчатых деталей.
7. Способ по любому из пп.1-5, отличающийся тем, что упомянутые блоки ЭМАП размещают на несущем стакане, который устанавливают вокруг по меньшей мере одной из свариваемых трубчатых деталей и который можно разделять по меньшей мере на два сегмента после завершения операции сварки.
8. Способ по любому из пп.1-7, отличающийся тем, что упомянутые блоки ЭМАП используют для контроля качества кузнечной сварки трубчатых деталей непосредственно после создания сварного соединения.
9. Блок электромагнитно-акустических преобразователей (ЭМАП) для контроля секции цилиндрического объекта (1), содержащий имеющие форму кольца блоки (7) ЭМАП-передатчиков и блоки (8) ЭМАП-приемников, которые выполнены с возможностью расположения по окружности в непосредственной близости от поверхности проверяемой секции объекта (1), настраивания для последовательной или одновременной передачи акустических сдвиговых волн в различных режимах и под различными углами в упомянутый объект (1), а также обнаружения сдвиговых волн, отраженных упомянутым объектом (1) и/или прошедших через него, для обеспечения сканирования, по меньшей мере, существенной части упомянутой проверяемой секции объекта (1) этим блоком ЭМАП, отличающийся тем, что блок ЭМАП выполнен настраиваемым для контроля сварных соединений (6) торцов трубчатых деталей, при этом каждый из упомянутых блоков (7, 8) ЭМАП-передатчиков и ЭМАП-приемников содержит матрицу из электромагнитно-акустических преобразователей (13, 14), которые, по меньшей мере, частично перекрывают друг друга в направлении по окружности.
10. Блок ЭМАП по п.9, отличающийся тем, что содержит по меньшей мере два отстоящих друг от друга в продольном направлении и имеющих форму кольца ряда из ЭМАП-передатчиков (7) и ЭМАП-приемников (8), при этом упомянутые имеющие форму кольца ряды ЭМАП-приемников (8) расположены между имеющими форму кольца рядами ЭМАП-передатчиков (7).

Текст
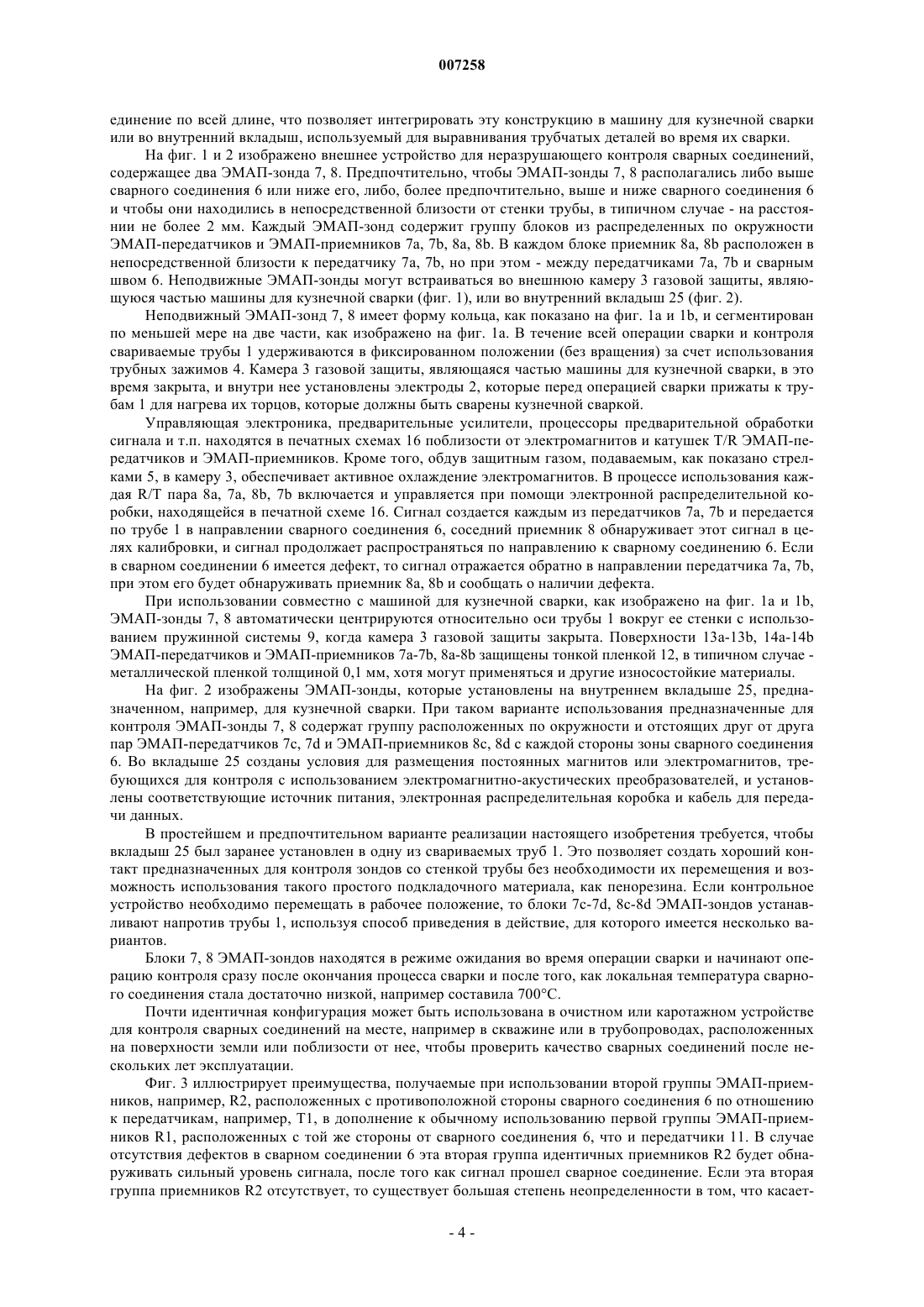
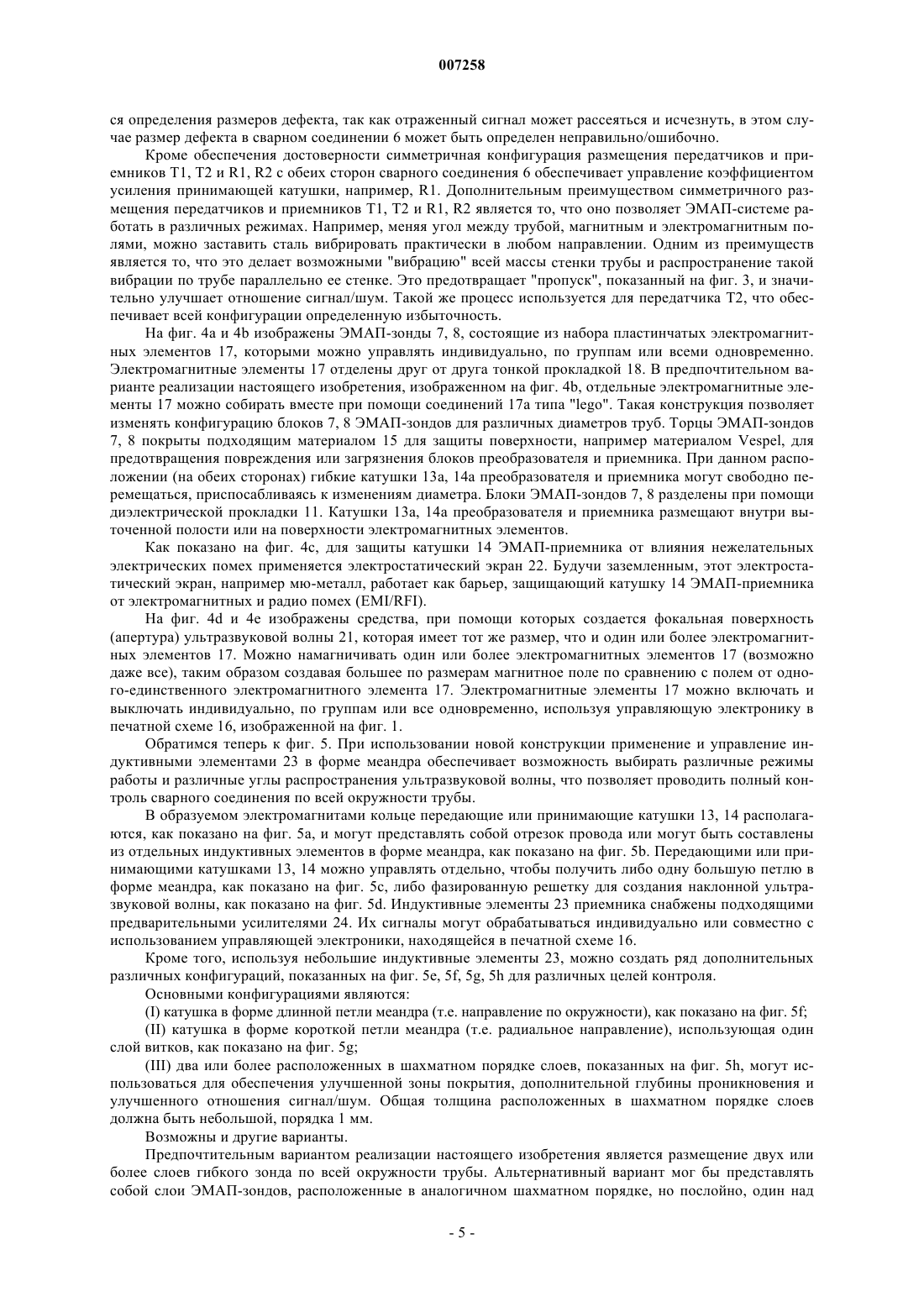
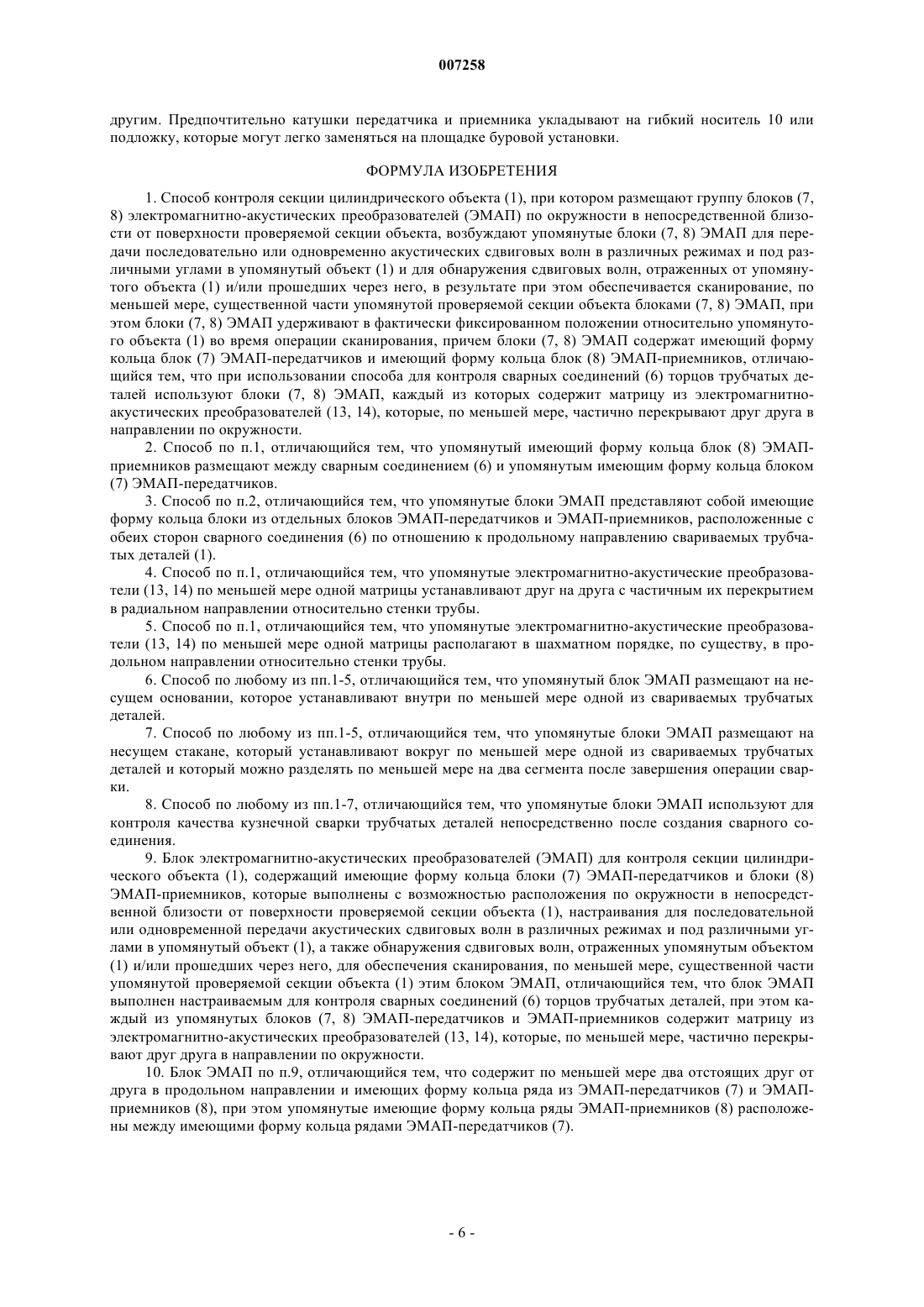
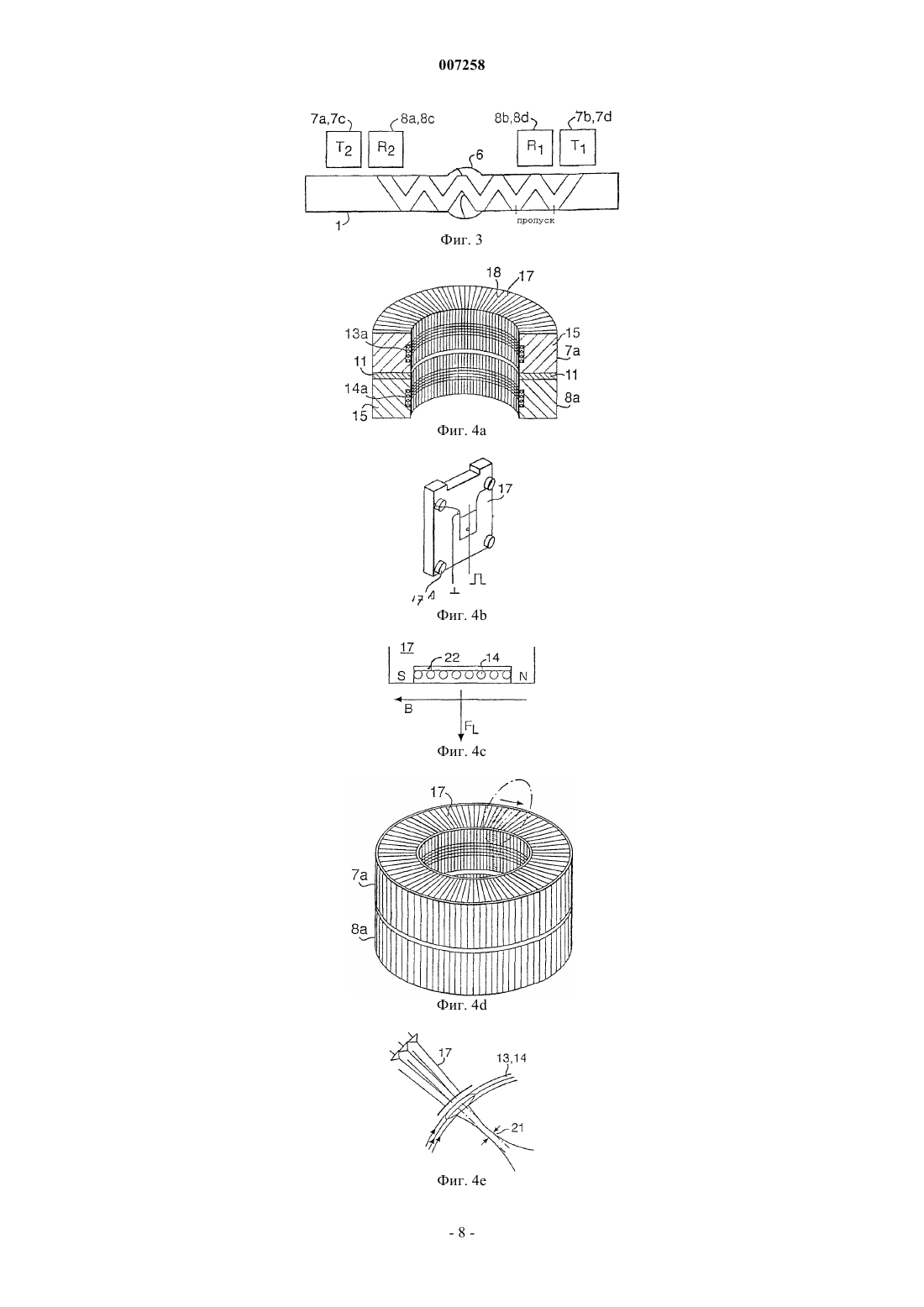
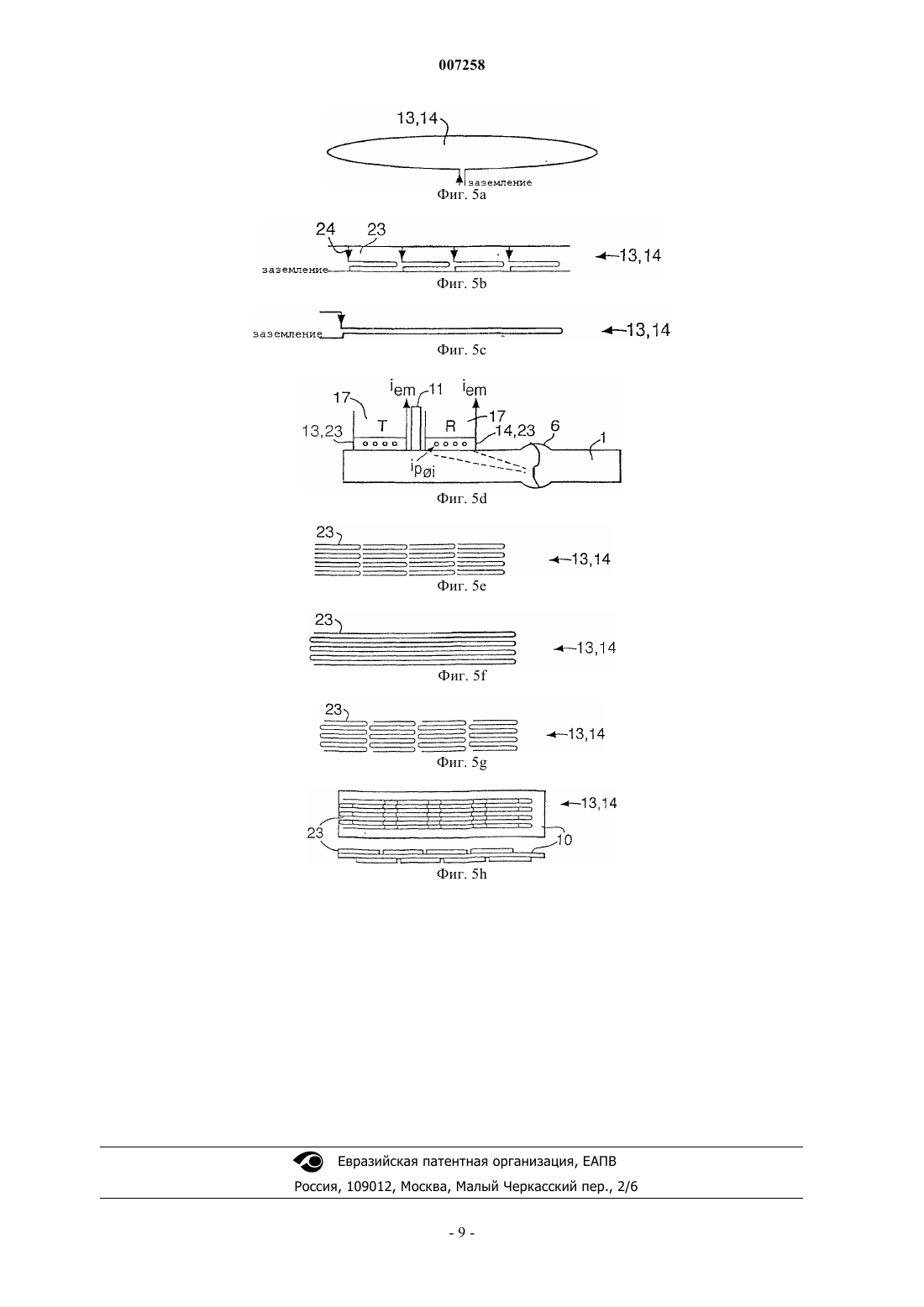
007258 Уровень техники Данное изобретение относится к способу и системе для контроля качества сварных соединений при помощи блока электромагнитно-акустических преобразователей (ЭМАП). Использование блоков ЭМАП для контроля сварных соединений известно из патентов США US 5439157 и US 5474225. В известных способах контроля сварных соединений на основе ЭМАП роботизированное транспортное устройство, содержащее передающие и принимающие катушки ЭМАП, автоматически позиционируется с одной стороны от только что созданного сварного соединения, при этом передающая катушка ЭМАП передает ультразвуковые плоские гармонические горизонтально поляризованные волны сдвига (SH-волны) в направлении сварного соединения, а принимающая катушка ЭМАП преобразует ультразвуковые SН-волны, отраженные сварным соединением, в сигнал, используемый для указания наличия дефектов в сварном соединении на основе принятого сигнала. Роботизированное транспортное устройство в процессе использования перемещается по поверхности одной из сваренных пластин параллельно сварному соединению и может быть соединено с блоком управления, который автоматически регулирует параметры настройки сварочного устройства, движущегося впереди блока ЭМАП. Для контроля сварных соединений между трубчатыми деталями использовать роботизированное транспортное устройство неудобно, так как при этом требуется, чтобы это устройство вращалось вокруг свариваемой трубчатой детали, что увеличивает длительность операции контроля и требует применения недолговечных роботизированных средств. Использование устройств на основе ЭМАП для контроля сварных соединений и/или труб также описано в патенте США US 5652389, выданном Бернсу (Barnes) и др., в патенте США US 5760307, выданном Латимеру (Latimer) и др., в документе WO 02/40986 и патенте США US 5808202, которые выданы Пассарелли (Passarelli). В патенте Бернса описаны способ и устройство на основе технологии "импульс - эхо-сигнал" для контроля сварных соединений, выполненных инерционной сваркой, плоских элементов с применением ЭМАП. В патенте Латимера описан способ исключения сигналов от корня и валика сварного соединения с использованием электромагнитно-акустических преобразователей, расположенных перекрестно или на одной прямой, а в патенте Пассарелли описан способ на основе технологии "импульс - эхо-сигнал" для контроля цилиндрических объектов, включая прутки и трубы. Устройство, описанное Пассарелли, имеет тот недостаток, что оно выполнено в форме кольца фиксированного размера, которое невозможно с легкостью установить снаружи на трубчатые детали и сварное соединение на площадке буровой установки, не опасаясь повреждения этого устройства или не увеличивая существенно время простоя. Другим недостатком этой конструкции является геометрия электромагнитов (катушек передатчика и приемника), что не позволяет обеспечить 100% контроль сварного соединения по окружности трубы, так как апертура передатчиков меньше ультразвукового поля в зоне сварного соединения. Вращение трубчатой детали могло бы уменьшить данный недостаток, но это невозможно, если трубчатые детали свариваются на площадке буровой установки, что будет рассмотрено ниже. Дополнительным ограничением при использовании этого и других способов, соответствующих известному уровню техники, является то, что сварное соединение контролируют только при помощи измерения отношения импульс/отраженный сигнал. Однако, чтобы предотвратить неправильную интерпретацию отраженных сигналов, например, из-за дифракции или рассеяния в области сварного соединения, предпочтительно измерять как отраженный сигнал, так и передаваемый сигнал в одно и то же время с использованием по меньшей мере двух электромагнитно-акустических преобразователей, расположенных выше и ниже сварного соединения. Способ и блок ЭМАП, соответствующие ограничительной части пп.1 и 9 формулы настоящего изобретения, известны из документа WO 02/40986. Другие способы и системы контроля с использованием ЭМАП описаны в европейском патенте ЕР 0781994, в международной заявке на патент WO 96/02831 и патентах США US 5085082; US 4184374; US 4289030; US B61703361; US 5581037; US 4127035 и US 4471658. Задачей настоящего изобретения является предложить усовершенствованные способ и систему для контроля сварных соединений при помощи блока ЭМАП, который не требует использования роботизированного транспортного устройства и который может применяться для проверки сварного соединения на наличие каких-либо неоднородностей и/или оксидных включений сразу после создания этого сварного соединения на всей его длине. Сущность изобретения Соответствующий настоящему изобретению способ контроля сварных соединений трубчатых деталей включает размещение группы блоков электромагнитно-акустических преобразователей (ЭМАП) по окружности в непосредственной близости от поверхности проверяемой секции объекта, возбуждение упомянутых блоков ЭМАП для передачи последовательно или одновременно акустических сдвиговых волн в различных режимах и под различными углами в упомянутый объект, а также для обнаружения сдвиговых волн, отраженных от упомянутого объекта и/или прошедших через него, в результате чего, по меньшей мере, существенная часть упомянутой проверяемой секции объекта сканируется этими блоками ЭМАП, при этом блоки ЭМАП удерживают в фактически фиксированном положении относительно упомянутого объекта во время операции сканирования и блоки ЭМАП представляют собой имеющий форму-1 007258 кольца блок ЭМАП-передатчиков и имеющий форму кольца блок ЭМАП-приемников, характеризующийся тем, что этот способ используют для контроля сварных соединений торцов трубчатых деталей, и тем, что каждый из упомянутых блоков ЭМАП-передатчиков и ЭМАП-приемников содержит матрицу из электромагнитно-акустических преобразователей, которые, по меньшей мере, частично перекрывают друг друга в направлении по окружности. Отметим, что, так как каждый из блоков ЭМАП-передатчиков и ЭМАП-приемников содержит матрицу из электромагнитно-акустических преобразователей, которые, по меньшей мере, частично перекрывают друг друга в направлении по окружности, то сварное соединение может проверяться по всей длине сразу же после операции сварки с использованием неподвижного ряда ЭМАП-передатчиков, каждый из которых передает сдвиговые волны в сегмент стенки трубы, более узкий, чем ширина ЭМАП-передатчика. Электромагнитно-акустические преобразователи по меньшей мере одной матрицы могут устанавливаться друг над другом в радиальном направлении относительно стенки трубы. В ином случае электромагнитно-акустические преобразователи по меньшей мере одной матрицы устанавливаются в шахматном порядке в фактически продольном направлении относительно стенки трубы. Такое использование блоков ЭМАП, когда их удерживают, по существу, в фиксированном положении относительно сварного соединения во время операции сканирования, позволяет проводить контроль сварного соединения сразу после его создания и, таким образом, позволяет значительно ускорить такой контроль по сравнению с известными в настоящее время средствами контроля на основе ЭМАП, где блоки ЭМАП перемещаются относительно сварного соединения во время процесса сканирования, как описано в патенте США US 4184374; патенте США US 5085082 и международной заявке на патент WO 96/02831. В качестве возможного варианта блоки ЭМАП состоят из имеющего форму кольца блока из расположенных по окружности и отстоящих друг от друга ЭМАП-передатчиков и имеющего форму кольца блока из расположенных по окружности и отстоящих друг от друга ЭМАП-приемников, который установлен между сварным соединением и упомянутым имеющим форму кольца блоком ЭМАП-передатчиков. В предпочтительном варианте реализации настоящего изобретения блоки ЭМАП представляют собой имеющие форму кольца блоки из отдельных блоков ЭМАП-передатчиков и ЭМАП-приемников,расположенных с обеих сторон от сварного соединения, если смотреть в продольном направлении сваренных трубчатых деталей. В одном из вариантов реализации настоящего изобретения блок ЭМАП размещен на несущем основании, которое устанавливают внутри по меньшей мере одной из свариваемых трубчатых деталей. Этот вариант блока ЭМАП может также применяться для контроля сварных соединений на месте, например, в скважине или в трубопроводах, укладываемых баржой-трубоукладчиком, либо непосредственно после сварки, либо спустя некоторое время, например, чтобы проверить качество сварных соединений после нескольких лет эксплуатации. В альтернативном варианте реализации настоящего изобретения блок ЭМАП размещен на несущем стакане, который устанавливают вокруг по меньшей мере одной из свариваемых трубчатых деталей и который можно разделять по меньшей мере на два сегмента после завершения операции сварки. Этот вариант также может применяться для контроля сварных соединений на месте, например, на площадке буровой установки или в трубопроводах, устанавливаемых баржой-трубоукладчиком. Данные способ и система контроля сварных соединений трубчатых деталей на основе ЭМАП позволяют проверять качество трубчатых деталей, сваренных кузнечной сваркой сразу после создания сварного соединения. Соответствующий настоящему изобретению блок ЭМАП содержит имеющие форму кольца блоки ЭМАП-передатчиков и блоки ЭМАП-приемников, распределенных по окружности в непосредственной близости от поверхности проверяемой секции объекта и настроенных таким образом, чтобы последовательно или одновременно передавать акустические сдвиговые волны в различных режимах и под различными углами в упомянутый объект и обнаруживать сдвиговые волны, отраженные упомянутым объектом и/или прошедшие через него, в результате чего, по меньшей мере, существенная часть упомянутой проверяемой секции объекта сканируется этим блоком ЭМАП и характеризуется тем, что блок ЭМАП настраивают для контроля сварных соединений 6 торцов трубчатых деталей, при этом каждый из упомянутых блоков 7, 8 ЭМАП-передатчиков и ЭМАП-приемников содержит матрицу из электромагнитноакустических преобразователей 13, 14, которые, по меньшей мере, частично перекрывают друг друга в направлении по окружности. В одном из вариантов реализации настоящего изобретения данный блок содержит по меньшей мере два отстоящих друг от друга в продольном направлении и имеющих форму кольца ряда ЭМАПпередатчиков и ЭМАП-приемников, в результате чего имеющие форму кольца ряды ЭМАП-приемников расположены между имеющими форму кольца рядами ЭМАП-передатчиков. Описание предпочтительных вариантов реализации изобретения Далее более подробно будут описаны некоторые соответствующие настоящему изобретению предпочтительные варианты способа и устройства контроля сварных соединений с использованием электромагнитно-акустических преобразователей (ЭМАП) со ссылкой на сопровождающие чертежи, из которых-2 007258 на фиг. 1 а и 1b показаны виды сбоку и сверху устройства кузнечной сварки, которое оборудовано блоком ЭМАП для контроля сварных соединений, соответствующим настоящему изобретению; на фиг. 2 показано продольное сечение вкладыша, который установлен внутри пары сваренных кузнечной сваркой трубчатых деталей и на котором размещены имеющие форму кольца блоки ЭМАПпередатчиков и ЭМАП-приемников с каждой стороны сварного соединения; на фиг. 3 показано продольное сечение сварного соединения трубчатых деталей, через которое передается ультразвуковой сигнал; на фиг. 4 а-4 е показан общий вид блока ЭМАП-передатчиков и ЭМАП-приемников и то, как акустический сигнал передается в стенку трубчатой детали; и на фиг. 5 показаны различные подходящие конфигурации блоков ЭМАП-передатчиков и ЭМАПприемников. Традиционным способом соединения участков трубчатых изделий, используемых на нефтепромыслах, предназначенных для обсадной колонны либо для лифтовой колонны, является использование резьбового соединения или другой формы соединения на основе подходящего способа сварки, такого как сварка взрывом, сварка в среде активного защитного газа, стыковая сварка оплавлением и т.д. В случае сварки наличие определенных дефектов будет уменьшать прочность, а, следовательно,безопасность эксплуатации и структурную целостность трубчатой детали, используемой в нефтяной или газовой скважине. Таким образом, обязательным является соответствующий контроль сварного соединения на наличие трещин или других неоднородностей. Предпочтительно, если проверка сварного соединения осуществляется непосредственно после его создания с применением метода неразрушающего контроля. На площадке буровой установки в процессе сварки трубчатые детали 1 удерживаются выровненными по одной оси в вертикальном и неподвижном положении с использованием трубных зажимов 4,как показано на фиг. 1 и 2. После контроля и подтверждения качества сварного соединения трубчатую деталь 1 опускают в ствол скважины и сверху на нее устанавливают другую деталь лифтовой или обсадной колонны (минимальная длина - 10 м), и производят сварку, и т.д. Чтобы снизить до минимума потерю времени при монтаже и повысить безопасность на площадке буровой установки, предпочтительно выполнять контроль сварного соединения в полностью автоматическом режиме, начиная непосредственно после создания сварного соединения и завершая проверку в минимальное время. По соображениям целостности скважинных конструкций необходимо проверять сварное соединение по всей его длине вдоль окружности трубы. В настоящее время для контроля стыковых сварных соединений в магистралях и трубопроводах существует широкий спектр хорошо известных технологий, основанных на способах рентгеновского и ультразвукового контроля, способах контроля на основе электромагнитно-акустических преобразователей, на основе вихревых токов и производных от этих способов, например SLOFEC и т.д. Однако требования, предъявляемые к контролю трубчатых деталей, предназначенных для использования в условиях внутри скважины, создают новые проблемы, которые делают невозможным применение многих способов и/или конструкций. Эти требования представляют собой следующее: а) быстрое проведение проверки на относительно плохо подготовленных поверхностях при остаточном нагреве сварного соединения;b) полностью автоматическая работа проверяющего оборудования; с) мгновенная обратная связь, позволяющая принять решение о приемке или отбраковке сварного соединения;d) интеграция со сварочным устройством; е) безопасная работа в потенциально опасной среде. Настоящее изобретение позволяет использовать технологию контроля сварных соединений на основе электромагнитно-акустических преобразователей на площадке буровой установки. Контроль с использованием электромагнитно-акустических преобразователей (ЭМАП) является известным способом контроля, при котором взаимодействие между магнитным и электромагнитным полями в проверяемой детали вызывает возникновение акустической энергии. Созданная акустическая волна отражается аномалиями или дефектами и может быть обнаружена соответствующим приемником. Этот приемник может представлять собой либо обычный пьезоэлектрический преобразователь, либо электромагнитно-акустический преобразователь. Чтобы удостовериться в существовании магнитного взаимодействия в передающем ЭМАП, в качестве средства контроля передачи может использоваться приемник,находящийся с другой стороны сварного соединения. В этом случае относительный уровень этой энергии меняется при наличии дефектов, что и используется для их распознавания. В способе, соответствующем настоящему изобретению, применяются новые ЭМАП-блоки передатчика и приемника, которые удерживаются в неподвижном положении относительно сварного соединения и пригодны для контроля сваренных кузнечной сваркой труб сразу после операции кузнечной сварки. Чтобы гарантировать правильное и точное позиционирование ЭМАП-зондов, создана новая конструкция, в которой неподвижные блоки ЭМАП расположены таким образом, чтобы сканировать сварное со-3 007258 единение по всей длине, что позволяет интегрировать эту конструкцию в машину для кузнечной сварки или во внутренний вкладыш, используемый для выравнивания трубчатых деталей во время их сварки. На фиг. 1 и 2 изображено внешнее устройство для неразрушающего контроля сварных соединений,содержащее два ЭМАП-зонда 7, 8. Предпочтительно, чтобы ЭМАП-зонды 7, 8 располагались либо выше сварного соединения 6 или ниже его, либо, более предпочтительно, выше и ниже сварного соединения 6 и чтобы они находились в непосредственной близости от стенки трубы, в типичном случае - на расстоянии не более 2 мм. Каждый ЭМАП-зонд содержит группу блоков из распределенных по окружности ЭМАП-передатчиков и ЭМАП-приемников 7 а, 7b, 8 а, 8b. В каждом блоке приемник 8 а, 8b расположен в непосредственной близости к передатчику 7 а, 7b, но при этом - между передатчиками 7 а, 7b и сварным швом 6. Неподвижные ЭМАП-зонды могут встраиваться во внешнюю камеру 3 газовой защиты, являющуюся частью машины для кузнечной сварки (фиг. 1), или во внутренний вкладыш 25 (фиг. 2). Неподвижный ЭМАП-зонд 7, 8 имеет форму кольца, как показано на фиг. 1 а и 1b, и сегментирован по меньшей мере на две части, как изображено на фиг. 1 а. В течение всей операции сварки и контроля свариваемые трубы 1 удерживаются в фиксированном положении (без вращения) за счет использования трубных зажимов 4. Камера 3 газовой защиты, являющаяся частью машины для кузнечной сварки, в это время закрыта, и внутри нее установлены электроды 2, которые перед операцией сварки прижаты к трубам 1 для нагрева их торцов, которые должны быть сварены кузнечной сваркой. Управляющая электроника, предварительные усилители, процессоры предварительной обработки сигнала и т.п. находятся в печатных схемах 16 поблизости от электромагнитов и катушек T/R ЭМАП-передатчиков и ЭМАП-приемников. Кроме того, обдув защитным газом, подаваемым, как показано стрелками 5, в камеру 3, обеспечивает активное охлаждение электромагнитов. В процессе использования каждая R/T пара 8 а, 7 а, 8b, 7b включается и управляется при помощи электронной распределительной коробки, находящейся в печатной схеме 16. Сигнал создается каждым из передатчиков 7 а, 7b и передается по трубе 1 в направлении сварного соединения 6, соседний приемник 8 обнаруживает этот сигнал в целях калибровки, и сигнал продолжает распространяться по направлению к сварному соединению 6. Если в сварном соединении 6 имеется дефект, то сигнал отражается обратно в направлении передатчика 7 а, 7b,при этом его будет обнаруживать приемник 8 а, 8b и сообщать о наличии дефекта. При использовании совместно с машиной для кузнечной сварки, как изображено на фиг. 1 а и 1b,ЭМАП-зонды 7, 8 автоматически центрируются относительно оси трубы 1 вокруг ее стенки с использованием пружинной системы 9, когда камера 3 газовой защиты закрыта. Поверхности 13a-13b, 14a-14b ЭМАП-передатчиков и ЭМАП-приемников 7a-7b, 8a-8b защищены тонкой пленкой 12, в типичном случае металлической пленкой толщиной 0,1 мм, хотя могут применяться и другие износостойкие материалы. На фиг. 2 изображены ЭМАП-зонды, которые установлены на внутреннем вкладыше 25, предназначенном, например, для кузнечной сварки. При таком варианте использования предназначенные для контроля ЭМАП-зонды 7, 8 содержат группу расположенных по окружности и отстоящих друг от друга пар ЭМАП-передатчиков 7 с, 7d и ЭМАП-приемников 8 с, 8d с каждой стороны зоны сварного соединения 6. Во вкладыше 25 созданы условия для размещения постоянных магнитов или электромагнитов, требующихся для контроля с использованием электромагнитно-акустических преобразователей, и установлены соответствующие источник питания, электронная распределительная коробка и кабель для передачи данных. В простейшем и предпочтительном варианте реализации настоящего изобретения требуется, чтобы вкладыш 25 был заранее установлен в одну из свариваемых труб 1. Это позволяет создать хороший контакт предназначенных для контроля зондов со стенкой трубы без необходимости их перемещения и возможность использования такого простого подкладочного материала, как пенорезина. Если контрольное устройство необходимо перемещать в рабочее положение, то блоки 7c-7d, 8c-8d ЭМАП-зондов устанавливают напротив трубы 1, используя способ приведения в действие, для которого имеется несколько вариантов. Блоки 7, 8 ЭМАП-зондов находятся в режиме ожидания во время операции сварки и начинают операцию контроля сразу после окончания процесса сварки и после того, как локальная температура сварного соединения стала достаточно низкой, например составила 700 С. Почти идентичная конфигурация может быть использована в очистном или каротажном устройстве для контроля сварных соединений на месте, например в скважине или в трубопроводах, расположенных на поверхности земли или поблизости от нее, чтобы проверить качество сварных соединений после нескольких лет эксплуатации. Фиг. 3 иллюстрирует преимущества, получаемые при использовании второй группы ЭМАП-приемников, например, R2, расположенных с противоположной стороны сварного соединения 6 по отношению к передатчикам, например, Т 1, в дополнение к обычному использованию первой группы ЭМАП-приемников R1, расположенных с той же стороны от сварного соединения 6, что и передатчики 11. В случае отсутствия дефектов в сварном соединении 6 эта вторая группа идентичных приемников R2 будет обнаруживать сильный уровень сигнала, после того как сигнал прошел сварное соединение. Если эта вторая группа приемников R2 отсутствует, то существует большая степень неопределенности в том, что касает-4 007258 ся определения размеров дефекта, так как отраженный сигнал может рассеяться и исчезнуть, в этом случае размер дефекта в сварном соединении 6 может быть определен неправильно/ошибочно. Кроме обеспечения достоверности симметричная конфигурация размещения передатчиков и приемников T1, T2 и R1, R2 с обеих сторон сварного соединения 6 обеспечивает управление коэффициентом усиления принимающей катушки, например, R1. Дополнительным преимуществом симметричного размещения передатчиков и приемников T1, T2 и R1, R2 является то, что оно позволяет ЭМАП-системе работать в различных режимах. Например, меняя угол между трубой, магнитным и электромагнитным полями, можно заставить сталь вибрировать практически в любом направлении. Одним из преимуществ является то, что это делает возможными "вибрацию" всей массы стенки трубы и распространение такой вибрации по трубе параллельно ее стенке. Это предотвращает "пропуск", показанный на фиг. 3, и значительно улучшает отношение сигнал/шум. Такой же процесс используется для передатчика Т 2, что обеспечивает всей конфигурации определенную избыточность. На фиг. 4 а и 4b изображены ЭМАП-зонды 7, 8, состоящие из набора пластинчатых электромагнитных элементов 17, которыми можно управлять индивидуально, по группам или всеми одновременно. Электромагнитные элементы 17 отделены друг от друга тонкой прокладкой 18. В предпочтительном варианте реализации настоящего изобретения, изображенном на фиг. 4b, отдельные электромагнитные элементы 17 можно собирать вместе при помощи соединений 17 а типа "lego". Такая конструкция позволяет изменять конфигурацию блоков 7, 8 ЭМАП-зондов для различных диаметров труб. Торцы ЭМАП-зондов 7, 8 покрыты подходящим материалом 15 для защиты поверхности, например материалом Vespel, для предотвращения повреждения или загрязнения блоков преобразователя и приемника. При данном расположении (на обеих сторонах) гибкие катушки 13 а, 14 а преобразователя и приемника могут свободно перемещаться, приспосабливаясь к изменениям диаметра. Блоки ЭМАП-зондов 7, 8 разделены при помощи диэлектрической прокладки 11. Катушки 13 а, 14 а преобразователя и приемника размещают внутри выточенной полости или на поверхности электромагнитных элементов. Как показано на фиг. 4 с, для защиты катушки 14 ЭМАП-приемника от влияния нежелательных электрических помех применяется электростатический экран 22. Будучи заземленным, этот электростатический экран, например мю-металл, работает как барьер, защищающий катушку 14 ЭМАП-приемника от электромагнитных и радио помех (EMI/RFI). На фиг. 4d и 4 е изображены средства, при помощи которых создается фокальная поверхность(апертура) ультразвуковой волны 21, которая имеет тот же размер, что и один или более электромагнитных элементов 17. Можно намагничивать один или более электромагнитных элементов 17 (возможно даже все), таким образом создавая большее по размерам магнитное поле по сравнению с полем от одного-единственного электромагнитного элемента 17. Электромагнитные элементы 17 можно включать и выключать индивидуально, по группам или все одновременно, используя управляющую электронику в печатной схеме 16, изображенной на фиг. 1. Обратимся теперь к фиг. 5. При использовании новой конструкции применение и управление индуктивными элементами 23 в форме меандра обеспечивает возможность выбирать различные режимы работы и различные углы распространения ультразвуковой волны, что позволяет проводить полный контроль сварного соединения по всей окружности трубы. В образуемом электромагнитами кольце передающие или принимающие катушки 13, 14 располагаются, как показано на фиг. 5 а, и могут представлять собой отрезок провода или могут быть составлены из отдельных индуктивных элементов в форме меандра, как показано на фиг. 5b. Передающими или принимающими катушками 13, 14 можно управлять отдельно, чтобы получить либо одну большую петлю в форме меандра, как показано на фиг. 5 с, либо фазированную решетку для создания наклонной ультразвуковой волны, как показано на фиг. 5d. Индуктивные элементы 23 приемника снабжены подходящими предварительными усилителями 24. Их сигналы могут обрабатываться индивидуально или совместно с использованием управляющей электроники, находящейся в печатной схеме 16. Кроме того, используя небольшие индуктивные элементы 23, можно создать ряд дополнительных различных конфигураций, показанных на фиг. 5 е, 5f, 5g, 5h для различных целей контроля. Основными конфигурациями являются:(I) катушка в форме длинной петли меандра (т.е. направление по окружности), как показано на фиг. 5f;(II) катушка в форме короткой петли меандра (т.е. радиальное направление), использующая один слой витков, как показано на фиг. 5g;(III) два или более расположенных в шахматном порядке слоев, показанных на фиг. 5h, могут использоваться для обеспечения улучшенной зоны покрытия, дополнительной глубины проникновения и улучшенного отношения сигнал/шум. Общая толщина расположенных в шахматном порядке слоев должна быть небольшой, порядка 1 мм. Возможны и другие варианты. Предпочтительным вариантом реализации настоящего изобретения является размещение двух или более слоев гибкого зонда по всей окружности трубы. Альтернативный вариант мог бы представлять собой слои ЭМАП-зондов, расположенные в аналогичном шахматном порядке, но послойно, один над-5 007258 другим. Предпочтительно катушки передатчика и приемника укладывают на гибкий носитель 10 или подложку, которые могут легко заменяться на площадке буровой установки. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ контроля секции цилиндрического объекта (1), при котором размещают группу блоков (7,8) электромагнитно-акустических преобразователей (ЭМАП) по окружности в непосредственной близости от поверхности проверяемой секции объекта, возбуждают упомянутые блоки (7, 8) ЭМАП для передачи последовательно или одновременно акустических сдвиговых волн в различных режимах и под различными углами в упомянутый объект (1) и для обнаружения сдвиговых волн, отраженных от упомянутого объекта (1) и/или прошедших через него, в результате при этом обеспечивается сканирование, по меньшей мере, существенной части упомянутой проверяемой секции объекта блоками (7, 8) ЭМАП, при этом блоки (7, 8) ЭМАП удерживают в фактически фиксированном положении относительно упомянутого объекта (1) во время операции сканирования, причем блоки (7, 8) ЭМАП содержат имеющий форму кольца блок (7) ЭМАП-передатчиков и имеющий форму кольца блок (8) ЭМАП-приемников, отличающийся тем, что при использовании способа для контроля сварных соединений (6) торцов трубчатых деталей используют блоки (7, 8) ЭМАП, каждый из которых содержит матрицу из электромагнитноакустических преобразователей (13, 14), которые, по меньшей мере, частично перекрывают друг друга в направлении по окружности. 2. Способ по п.1, отличающийся тем, что упомянутый имеющий форму кольца блок (8) ЭМАПприемников размещают между сварным соединением (6) и упомянутым имеющим форму кольца блоком(7) ЭМАП-передатчиков. 3. Способ по п.2, отличающийся тем, что упомянутые блоки ЭМАП представляют собой имеющие форму кольца блоки из отдельных блоков ЭМАП-передатчиков и ЭМАП-приемников, расположенные с обеих сторон сварного соединения (6) по отношению к продольному направлению свариваемых трубчатых деталей (1). 4. Способ по п.1, отличающийся тем, что упомянутые электромагнитно-акустические преобразователи (13, 14) по меньшей мере одной матрицы устанавливают друг на друга с частичным их перекрытием в радиальном направлении относительно стенки трубы. 5. Способ по п.1, отличающийся тем, что упомянутые электромагнитно-акустические преобразователи (13, 14) по меньшей мере одной матрицы располагают в шахматном порядке, по существу, в продольном направлении относительно стенки трубы. 6. Способ по любому из пп.1-5, отличающийся тем, что упомянутый блок ЭМАП размещают на несущем основании, которое устанавливают внутри по меньшей мере одной из свариваемых трубчатых деталей. 7. Способ по любому из пп.1-5, отличающийся тем, что упомянутые блоки ЭМАП размещают на несущем стакане, который устанавливают вокруг по меньшей мере одной из свариваемых трубчатых деталей и который можно разделять по меньшей мере на два сегмента после завершения операции сварки. 8. Способ по любому из пп.1-7, отличающийся тем, что упомянутые блоки ЭМАП используют для контроля качества кузнечной сварки трубчатых деталей непосредственно после создания сварного соединения. 9. Блок электромагнитно-акустических преобразователей (ЭМАП) для контроля секции цилиндрического объекта (1), содержащий имеющие форму кольца блоки (7) ЭМАП-передатчиков и блоки (8) ЭМАП-приемников, которые выполнены с возможностью расположения по окружности в непосредственной близости от поверхности проверяемой секции объекта (1), настраивания для последовательной или одновременной передачи акустических сдвиговых волн в различных режимах и под различными углами в упомянутый объект (1), а также обнаружения сдвиговых волн, отраженных упомянутым объектом(1) и/или прошедших через него, для обеспечения сканирования, по меньшей мере, существенной части упомянутой проверяемой секции объекта (1) этим блоком ЭМАП, отличающийся тем, что блок ЭМАП выполнен настраиваемым для контроля сварных соединений (6) торцов трубчатых деталей, при этом каждый из упомянутых блоков (7, 8) ЭМАП-передатчиков и ЭМАП-приемников содержит матрицу из электромагнитно-акустических преобразователей (13, 14), которые, по меньшей мере, частично перекрывают друг друга в направлении по окружности. 10. Блок ЭМАП по п.9, отличающийся тем, что содержит по меньшей мере два отстоящих друг от друга в продольном направлении и имеющих форму кольца ряда из ЭМАП-передатчиков (7) и ЭМАПприемников (8), при этом упомянутые имеющие форму кольца ряды ЭМАП-приемников (8) расположены между имеющими форму кольца рядами ЭМАП-передатчиков (7).
МПК / Метки
МПК: G01N 29/04, B23K 31/12
Метки: электромагнитно-акустических, контроль, преобразователей, использованием, эмап, сварных, соединений
Код ссылки
<a href="https://eas.patents.su/10-7258-kontrol-svarnyh-soedinenijj-s-ispolzovaniem-elektromagnitno-akusticheskih-preobrazovatelejj-emap.html" rel="bookmark" title="База патентов Евразийского Союза">Контроль сварных соединений с использованием электромагнитно-акустических преобразователей (эмап)</a>
Контроль содержания анализируемых компонентов в тканях человеческого тела с использованием инфракрасного излучения.
Номер патента: 2636
Опубликовано: 29.08.2002
Автор: Бухерт Януш М.
Метки: содержания, тела, компонентов, человеческого, использованием, контроль, инфракрасного, тканях, излучения, анализируемых
Формула / Реферат:
1. Способ определения концентрации анализируемого компонента в тканях человеческого тела путем неинвазивного измерения характеристик спектральных линий излучения этого компонента в инфракрасной области спектра, излучаемого телом человека в виде тепла, включающий в себя измерение спектральной интенсивности линий спектра излучения, установление линий спектра излучения, имеющих зависимость длины волны от компонентов тканей тела, обнаружение...
Получение промежуточных соединений эндотелина реакцией ассиметрического сопряженного присоединения с использованием хиральной добавки.
Номер патента: 2056
Опубликовано: 24.12.2001
Авторы: Тилльер Ричард Д., Ксу Фенг, Щаен Дэвид М.
МПК: C07D 213/55, A61K 31/44, C07B 37/02...
Метки: эндотелина, использованием, промежуточных, присоединения, получение, хиральной, реакцией, добавки, соединений, ассиметрического, сопряженного
Формула / Реферат:
1. Способ получения соединения формулы I где представляет а) 5- или 6-членный гетероциклил, содержащий одну, две или три двойные связи, по крайней мере одну двойную связь, и 1, 2 или 3 гетероатома, выбранных из О, N и S, незамещенный или замещенный одним, двумя или тремя заместителями, выбранными из группы, состоящей из ОН, CO2R4, Br, Cl, F, I, СF3, N(R5)2, C1-C8 алкокси, C1-C8 алкила, C2-C8 алкенила, C2-C8 алкинила или C3-C8 циклоалкила,...
Способ получения периндоприла, его аналогов и солей с использованием 2,5-диоксо-оксазолидиновых промежуточных соединений
Номер патента: 7000
Опубликовано: 30.06.2006
Автор: Сид Пау
МПК: C07D 209/42, C07D 263/44
Метки: получения, 2,5-диоксо-оксазолидиновых, способ, аналогов, периндоприла, промежуточных, солей, использованием, соединений
Формула / Реферат:
1. Способ получения соединения формулы (IV) либо его сложного эфира или соли, включающий 1) взаимодействие соединения формулы (I) где Ra представляет собой C1-4 алкил, Rb представляет собой С1-4 алкил, a Rc представляет собой C1-6 алкил с соединением формулы Х2С=O (где каждый Х независимо представляет собой уходящую группу) с образованием соединения формулы (II) где Ra, Rb и Rc - такие же, как определено выше; и 2) взаимодействие...
Способ и устройство для защиты преобразователей
Номер патента: 3165
Опубликовано: 27.02.2003
Авторы: Коласс Алексис, Масселюс Жан-Эммануэль
МПК: B60L 3/00
Метки: преобразователей, защиты, устройство, способ
Формула / Реферат:
1. Устройство для питания силового электродвигателя, служащего нагрузкой (M), от сети постоянного тока в качестве источника через преобразователь (E) и схему защиты от перенапряжения посредством ограничения (B), содержащую резисторы для отвода избыточного напряжения, и тормозной прерыватель (E), содержащий тормозные резисторы для отвода тока торможения, отличающееся тем, что резисторы (11+, 12+, 11- и 12-) соединены параллельно и каждый резистор...
Трициклические соединения, способ их получения, способы получения оптически активных или рацемических производных колхицина и тиохолкицина с использованием трициклических соединений и промежуточныепродукты синтеза
Номер патента: 93
Опубликовано: 25.06.1998
Авторы: Мазюри Алан, Шаппер Бернадетт, Пронин Дидье, Мари Кристиан, Брион Франсис, Миддендорп Мишель, Диолез Кристиан, Тороманофф Эдмон
МПК: C07D 317/44, C07C 43/21
Метки: колхицина, трициклические, тиохолкицина, способы, соединения, соединений, рацемических, активных, получения, синтеза, способ, оптически, производных, использованием, промежуточныепродукты, трициклических
Формула / Реферат:
1. Трициклические соединения общей формулы I в которой либо а) оба R1 и R2 представляют собой алкильную группу, a R3 представляет собой атом водорода или группу A-SO2-, либо б) оба R2 и R3 представляют собой атом водорода или алкил, a R1 представляет собой группу A-SO2-, либо в) все три: R1, R2 и R3 представляют собой атом водорода или все три представляют собой алкил, либо г) R1 представляет собой группу А-SO2- или атом водорода, a...
Предыдущий патент: Водосчетчик
Следующий патент: Перемещающее захватывающее устройство машины обслуживания электролитического элемента для производства алюминия
Случайный патент: Окно и оконная ручка