Керамический фильтрующий элемент и способ его изготовления
Номер патента: 4725
Опубликовано: 26.08.2004
Авторы: Кисляков Андрей Николаевич, Базоев Хазбечир Асахметович, Пархаев Борис Васильевич, Журавлев Сергей Анатольевич, Мамочкин Петр Петрович, Дородных Роман Сергеевич, Красный Борис Лазаревич
Формула / Реферат
1. Керамический фильтрующий элемент, содержащий фильтрующий каркас (1) с фильтрующей и внутренней поверхностями, выполненный в виде кругового сектора из пористой керамики с открытыми порами, размеры которых выполнены увеличивающимися в направлении выхода фильтрата, внутренние элементы (2) и стенки (3), формирующие пустотелый объем, и горловину с отводящим патрубком (5), характеризующийся тем, что фильтрующий каркас (1) образован сферообразными частицами (6) электрокорунда с изменяющимся соотношением их размеров в направлении выхода фильтрата, а внутренние элементы (2) расположены параллельными рядами в двух взаимоперпендикулярных направлениях и каждый из них состоит из двух усеченных конусов, выполненных заодно с фильтрующим каркасом (1) по основанию и соединенных между собой по поверхностям их сечения.
2. Керамический фильтрующий элемент по п.1, характеризующийся тем, что отношение размера частиц фильтрующей поверхности к размеру частиц (6) внутренней поверхности равно 0,02-0,05.
3. Способ изготовления керамического фильтрующего элемента, включающий подготовку пластичной массы, содержащей электрокорунд и глиносодержащий компонент, формирующие химический состав материала пористого носителя, и технологическую связку, формование составных частей пористого носителя, их сушку и спекание, нанесение суспензии для образования мембранного слоя и термообработку, характеризующийся тем, что на этапе подготовки пластичной массы в нее вводят электрокорунд М40, бентонит и в качестве технологической связки сульфатно-спиртовую бражку - ССБ, при формовании прессуют две составные части пористого носителя с зеркальным отображением и спекают их при температуре плавления бентонита, перед сборкой полученные составные части обрабатывают по посадочным плоскостям, наносят на посадочные плоскости клеящие компоненты, а при образовании мембранного слоя используют суспензию, содержащую в качестве наполнителя электрокорунд М3 или М5 и алюмохромфосфатное связующее, сушку производят при комнатной температуре и термообрабатывают при температуре, обеспечивающей завершение процессов взаимодействия алюмохромфосфатного связующего с материалом наполнителя и пористого носителя.
4. Способ по п.3, характеризующийся тем, что пластичная масса содержит компоненты в следующем соотношении, мас.%:
| Электрокорунд М40 | 65-78 |
| Бентонит | 10-30 |
| ССБ | 5-12 |
5. Способ по п.3, характеризующийся тем, что термообработку ведут при температуре +300+50шC.


Текст
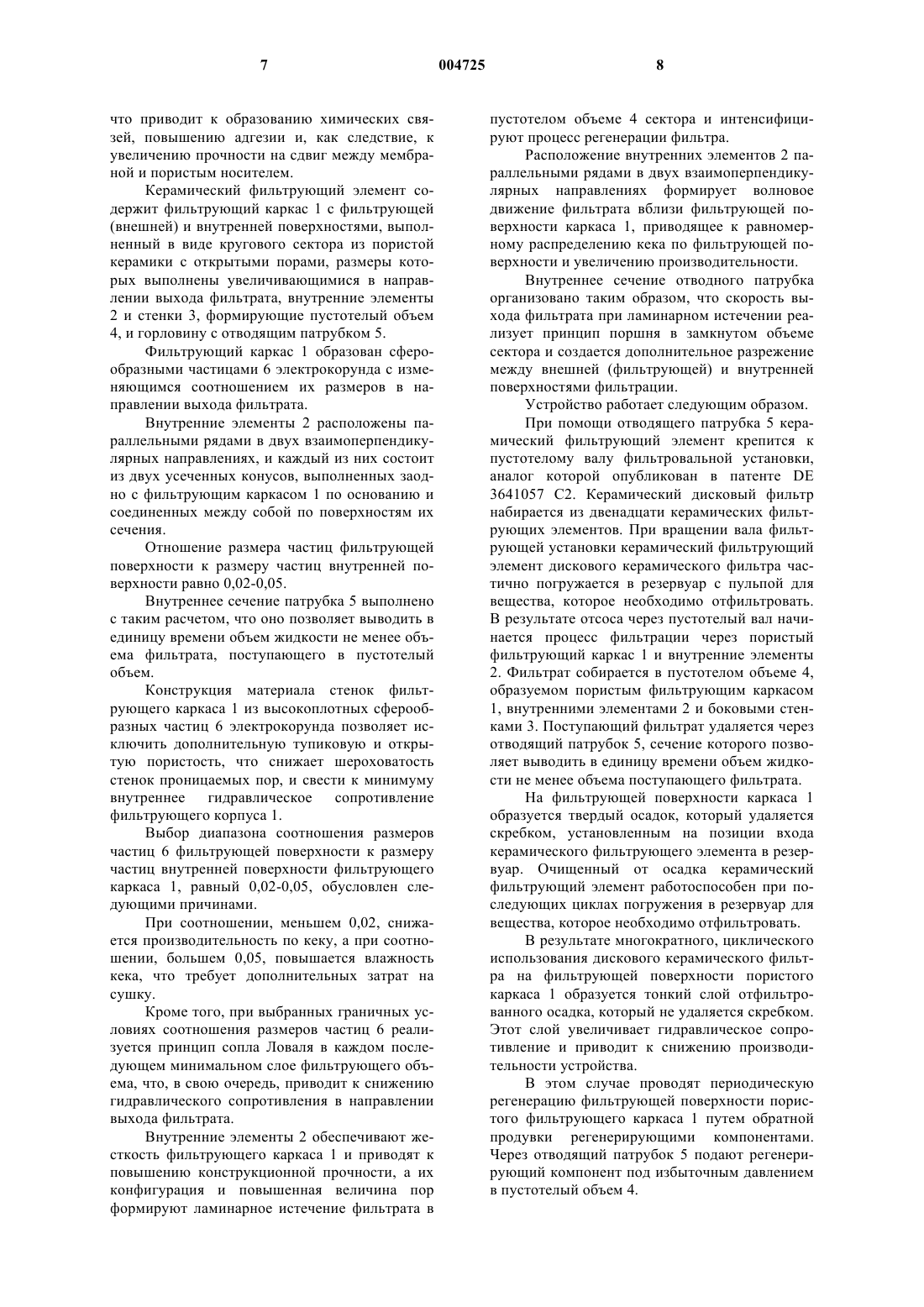
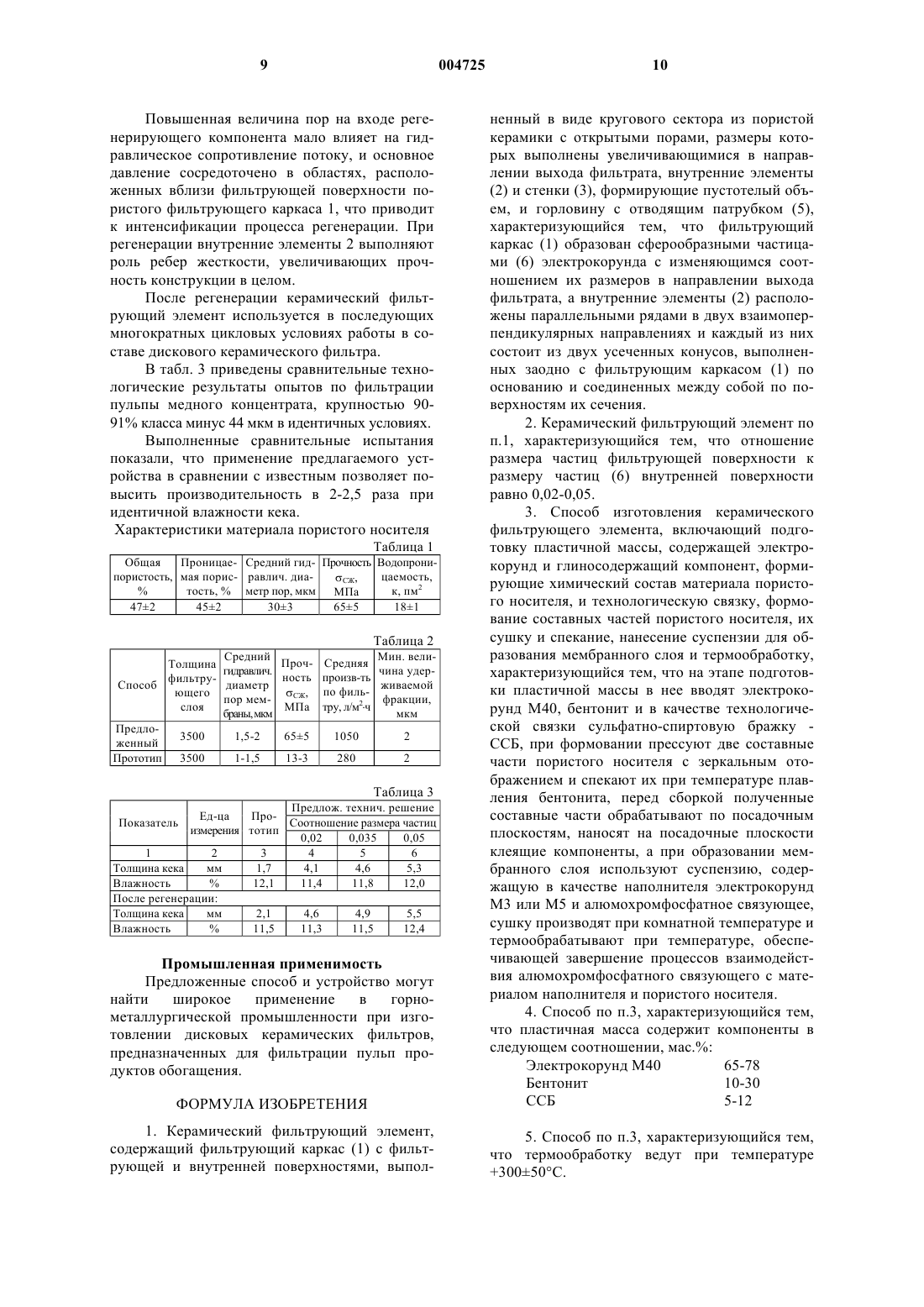
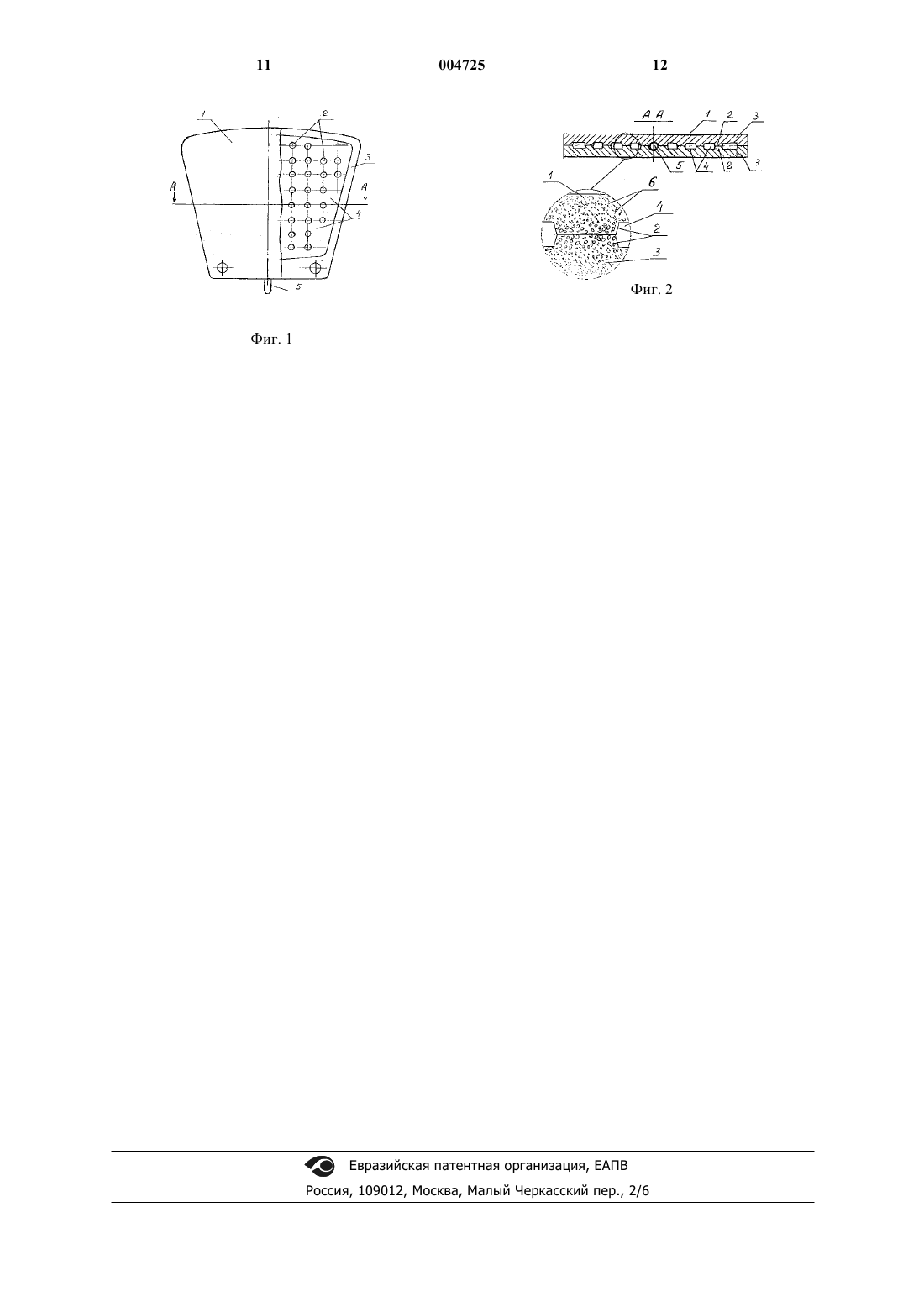
1 Область техники Изобретение относится к области фильтрующих устройств, в частности к конструкции фильтрующих элементов дисковых керамических фильтров и способам их изготовления, и может быть использовано при проектировании и изготовлении дисковых керамических фильтров,предназначенных для фильтрации пульп продуктов обогащения на горно-обогатительных комбинатах и стоков гальванических производств. Предшествующий уровень техники Известен круговой сектор керамического фильтра, включающий пустотелую оболочку,внутренний объем которой заполнен гранулированными элементами, причем стенки оболочки и гранулированные элементы выполнены из материала 55% Аl2O3, 40% SiO2 и 5% СаО с величиной частиц 0,002 мм и имеют равномерно распределенную пористость с величиной пор от 0,0010 до 0,0015 мм, при соотношении длины к толщине оболочки свыше 30, а отношение длины к толщине стенки пустотелой оболочки составляет свыше 120 (патент Германии, DE 3641057 С 2, МКИ С 04 В 38/00; В 01D 46/10,приоритет от 01.12.86 г., опубликовано 16.04.98 г.). Недостатком известного устройства является низкая производительность по кеку, обусловленная тем, что удаление фильтрата из пульпы в местах контакта гранулированных заполнителей с внутренней плоскостью оболочки осуществляется в меньшей степени, чем в местах, свободных от этих контактов, а засыпка гранулированными элементами создает дополнительное гидравлическое сопротивление. В этой ситуации фильтрующий слой имеет значительный разброс проницаемости, что снижает набор кека по фильтрующей поверхности. По технической сущности наиболее близким к предложенному устройству является керамический фильтрующий элемент, содержащий фильтрующий каркас с фильтрующей и внутренней поверхностями, выполненный в виде кругового сектора из пористой керамики с открытыми порами, размеры которых выполнены увеличивающимися в направлении выхода фильтрата, внутренние элементы, формирующие пустотелый объем, и горловину с отводящим патрубком (патент Украины 41623 А,МКИ В 01 D 29/00, С 04 В 38/00, от 14.11.2000 г.). Недостаток известного устройства состоит в том, что пересекающиеся каналы формируют внутренние элементы, образующие полый объем, которые в процессе фильтрации практически не участвуют, создавая мертвые зоны,приводящие к уменьшению проницаемости керамического тела по фильтрующей поверхности и, как следствие, производительности по кеку. Известен способ изготовления керамического фильтрующего элемента, включающий подготовку пластичной массы, содержащей 2 компоненты, формирующие химический состав материала пористого носителя, и технологическую связку, формование составных частей пористого носителя, их сушку и спекание, сборку,нанесение суспензии для образования мембранного слоя, сушку и термообработку (DE 3641057 C2, кл. С 04 В 38/00, С 04 В 38/08, B 01D 46/10, 1998). Недостаток известного способа заключается в том, что при шликерном литье в гипсовые формы толщина и скорость набора мембранного слоя определяется общей пористостью, ее распределением и величиной пор гипсовой формы и в случае получения пустотелых изделий практически не может быть проконтролирована. Это приводит к разнотолщинности мембранного слоя и изменению гидравлического сопротивления в локальных областях изделия. К идентичному эффекту приводит операция заполнения внутреннего объема элементами пористого носителя, в результате которой происходит неконтролируемая укладка элементов пористого носителя с различной поверхностью соприкосновения с мембранным слоем. В результате обжига в этих областях происходит спекание материала пористого носителя и мембранного слоя,что конструктивно приводит к увеличению размеров фильтрующего слоя и гидравлического сопротивления в несколько раз. В этой ситуации мембранный слой имеет значительный разброс проницаемости и физико-механических свойств в объеме фильтрующего элемента, что снижает качество изделия в целом. По технической сущности наиболее близким к предлагаемому способу является способ изготовления керамического фильтрующего элемента, включающий подготовку пластичной массы, содержащей электрокорунд и глиносодержащий компонент, формирующие химический состав материала пористого носителя, и технологическую связку, формование составных частей пористого носителя, их сушку и спекание, нанесение суспензии для образования мембранного слоя и термообработку (патент SU1661167 A1, кл. С 04 В 38/00, 03.10.88 г.). Однако известный способ изготовления фильтрующего элемента во многих случаях не позволяет получить однородность пористой структуры слоя. Мембранный слой подвержен образованию сетчатых дефектов за счет усадки при сушке и спекании в зависимости от концентрации жидкости в суспензии и совместимости усадок пористого носителя и мембранного слоя. Это приводит к снижению производительности устройства. Раскрытие изобретения В основу изобретения поставлена задача разработки конструкции фильтрующего керамического элемента повышенной производительности, а также способа его изготовления,обеспечивающего исключение неоднородностей в объеме фильтрующего элемента, снижение 3 гидравлического сопротивления фильтрующего слоя и, как следствие, повышение производительности керамического фильтрующего элемента. Для решения поставленной технической задачи в керамическом фильтрующем элементе,содержащем фильтрующий каркас с фильтрующей и внутренней поверхностями, выполненный в виде кругового сектора из пористой керамики с открытыми порами, размеры которых выполнены увеличивающимися в направлении выхода фильтрата, внутренние элементы и стенки, формирующие пустотелый объем, и горловину с отводящим патрубком, согласно изобретению фильтрующий каркас образован сферообразными частицами электрокорунда с изменяющимся соотношением их размеров в направлении выхода фильтрата, а внутренние элементы расположены параллельными рядами в двух взаимоперпендикулярных направлениях и каждый из них состоит из двух усеченных конусов, выполненных заодно с фильтрующим каркасом по основанию и соединенных между собой по поверхностям их сечения, кроме того,отношение размера частиц фильтрующей поверхности к размеру частиц внутренней поверхности может быть равным 0,02-0,05. Кроме того, для решения поставленной технической задачи в способе изготовления керамического фильтрующего элемента, включающем подготовку пластичной массы, содержащей электрокорунд и глиносодержащий компонент, формирующие химический состав материала пористого носителя, и технологическую связку, формование составных частей пористого носителя, их сушку и спекание, нанесение суспензии для образования мембранного слоя и термообработку, согласно изобретению на этапе подготовки пластичной массы в нее вводят электрокорунд М 40, бентонит и в качестве технологической связки сульфатно-спиртовую бражку-ССБ, при формовании прессуют две составные части пористого носителя с зеркальным отображением и спекают их при температуре плавления бентонита, перед сборкой полученные составные части обрабатывают по посадочным плоскостям, наносят на посадочные плоскости клеющие компоненты, а при образовании мембранного слоя используют суспензию,содержащую в качестве наполнителя электрокорунд М 3 или М 5 и алюмохромфосфатное связующее, сушку производят при комнатной температуре и термообрабатывают при температуре,обеспечивающей завершение процессов взаимодействия алюмохромфосфатного связующего с материалом наполнителя и пористого носителя,кроме того, на этапе подготовки пластичной массы электрокорунд М 40, бентонит и ССБ используют при содержании компонентов, мас.% Электрокорунд М 40 65-78 Бентонит 10-30 ССБ 5-12 4 причем термообработку ведут при температуре+30050 С. Сущность изобретения по предложенному устройству заключается в том, что выполнение керамического фильтрующего элемента вышеописанным образом позволяет обеспечить формирование ламинарного истечения фильтрата в пустотелом объеме сектора и интенсифицировать процесс осаждения кека и регенерации фильтра. Сущность заявляемого технического решения по предложенному способу заключается в том, что выполнение предлагаемого способа согласно вышеописанной последовательности операций позволяет получить керамический фильтрующий элемент с заданной пористостью,прочностью и с повышенными фильтрационными возможностями. Краткое описание чертежей На фиг. 1 представлен керамический фильтрующий элемент, полученный заявленным способом; на фиг. 2 - разрез по А-А. Лучший вариант осуществления изобретения Способ изготовления керамического фильтрующего элемента включает подготовку пластичной массы, содержащей компоненты,формирующие химический состав материала пористого носителя, и технологическую связку,формование составных частей пористого носителя, их сушку, спекание и сборку. Далее производят нанесение суспензии для образования мембранного слоя, сушку и термообработку. Особенностью изобретения является то,что на этапе подготовки пластичной массы в нее вводят электрокорунд М 40, бентонит и в качестве технологической связки сульфатноспиртовую бражку - ССБ при содержании компонентов, мас.% Электрокорунд М 40 65-78 Бентонит 10-30 ССБ 5-12 При формовании прессуют две составные части пористого носителя с зеркальным отображением, которые спекают при температуре плавления бентонита. Перед сборкой полученные составные части обрабатывают по посадочным плоскостям, наносят на посадочные плоскости клеющие компоненты, а при образовании мембранного слоя используют суспензию, содержащую в качестве наполнителя электрокорунд М 3 или М 5 и алюмохромфосфатное связующее. Сушку производят при комнатной температуре и термообрабатывают при температуре, обеспечивающей завершение процессов взаимодействия алюмохромфосфатного связующего с материалом наполнителя и пористого носителя. Температура, обеспечивающая завершение процессов взаимодействия алюмохромфосфатного связующего с материалом наполнителем и пористого носителя, находится в диапазоне 5 30050 С. При этом происходит образование необходимых химических связей, повышение адгезии и, как следствие, увеличение прочности на сдвиг между мембраной и пористым носителем. Пример осуществления способа 1. Для изготовления изделий были использованы исходные материалы: 1.1. Электрокорунд М 3, М 5, М 40. 1.2. Бентонит. 1.3. Сульфатно-спиртовая бражка (ССБ). 1.4. Алюмохромфосфатное связующее(АХФС). 2. Электрокорунд М 40, бентонит и ССБ при процентном содержании компонентов 70:23:7 соответственно помещали в смеситель и смесь гомогенизировали в течение 30 мин. Полученную пластическую массу коагулировали путем просева через сито 1 мм. 3. Расчетное количество формовочной массы помещали в разъемную прессформу и производили прессование при удельном давлении 50 кг/см 2. В результате перемещения пуансона на фиксированную величину получали заготовки пористого носителя заданного размера и конфигурации. 4. Заготовки выдерживали при комнатной температуре в течение 24 ч и помещали в сушилку. Температура сушки поддерживалась в пределах 755 С, а изотермическая выдержка составляла 12 ч. 5. Высушенные заготовки с остаточной влажностью 0,1-0,2% помещали на карборундовые пластины и проводили обжиг, т.е. спекание,при температуре 125050C с изотермической выдержкой в течение 2 ч. Заготовки после отжига подвергали визуальному контролю на наличие деформаций, сколов и трещин. Кондиционные экспериментальные образцы исследовали на плотность, пористость, величину водопроницаемости, прочность по стандартным методикам. В табл. 1 приведены характеристики материала образцов, полученные как среднеарифметические из десяти замеров - фрагментов, вырезанных из целиковых заготовок пористых носителей. Данные табл. 1 показывают, что предлагаемый способ позволяет получать стабильную структуру материалов пористого носителя с минимальными доверительными интервалами по физико-механическим характеристикам, что гарантирует исключение неоднородностей в материале и по объему пористого носителя, что и обеспечивает качество получаемых изделий. 6. Спеченные заготовки обрабатывали по посадочным плоскостям на плоскошлифовальном станке, с использованием алмазных кругов на медной связке марки АС 12 400/312 с крупностью частиц М 2-01-150. 7. В качестве клеящего материала, наносимого на посадочные плоскости, использовали дисперсионную смесь, состоящую из порошка электрокорунда М 5 и алюмохромфосфатного 6 связующего, при соотношении 50:50. Внутреннюю часть пористого керамического носителя покрывали картонным трафаретом, с таким условием, чтобы открытыми оставались посадочные поверхности. Краскопультом наносили клеящую смесь и производили наложение второго керамического носителя с зеркальным отображением посадочных плоскостей. Сборку выдерживали при комнатной температуре и на открытые рабочие поверхности наносили материал мембранного слоя. 8. Для нанесения мембранного слоя использовали дисперсную систему, содержащую 65% электрокорунда М 3 и 35% АХФС. После тщательной гомогенизации в смесителе в течение 40-50 мин дисперсную систему наносили методом распыления на рабочей поверхности пористого керамического носителя. Экспериментально установлено, что выдержка на воздухе 20-24 ч дает возможность получить надежное адгезионное сцепление с прочностью на сдвиг 3-4 МПа, которое гарантирует транспортировку заготовки без нарушения ее целостности на операцию обжига. 9. В результате предварительных исследований выявлена зависимость изменения адгезионной прочности на сдвиг мембранного слоя от поверхности пористого керамического носителя в зависимости от температуры термообработки. На основании полученных зависимостей термообработку проводили в интервале температур 30050 С. В результате выдержки при температуре 300 С в течение 10-15 ч была зафиксирована мембрана на пористом керамическом носителе с прочностью на сдвиг 132 МПа. С повышением температуры сдвиговые напряжения монотонно уменьшаются. 10. Полученные пористые керамические фильтрующие элементы после термообработки подвергали визуальному контролю и испытаниям по стандартным методикам. Визуальный контроль не выявил искажений в геометрической форме, при увеличении в 40 раз на поверхности мембраны не обнаружены дефекты в виде отслоений, трещин или вздутий. Отсутствуют расслоения и между двумя составными частями пористого носителя, шов едва просматривается. 11. Данные табл. 2 показывают, что предлагаемый способ позволяет получать конкурентоспособные фильтрующие элементы, а прочностные характеристики и пропускная способность элементов позволяют увеличить рабочее давление фильтрации и производительность фильтрующих установок в целом. Процесс термообработки при температурах получения максимальных прочностных связей мембранного слоя с пористым носителем обеспечивает завершение процессов взаимодействия алюмохромфосфатного связующего с материалом наполнителя и пористого носителя, 7 что приводит к образованию химических связей, повышению адгезии и, как следствие, к увеличению прочности на сдвиг между мембраной и пористым носителем. Керамический фильтрующий элемент содержит фильтрующий каркас 1 с фильтрующей(внешней) и внутренней поверхностями, выполненный в виде кругового сектора из пористой керамики с открытыми порами, размеры которых выполнены увеличивающимися в направлении выхода фильтрата, внутренние элементы 2 и стенки 3, формирующие пустотелый объем 4, и горловину с отводящим патрубком 5. Фильтрующий каркас 1 образован сферообразными частицами 6 электрокорунда с изменяющимся соотношением их размеров в направлении выхода фильтрата. Внутренние элементы 2 расположены параллельными рядами в двух взаимоперпендикулярных направлениях, и каждый из них состоит из двух усеченных конусов, выполненных заодно с фильтрующим каркасом 1 по основанию и соединенных между собой по поверхностям их сечения. Отношение размера частиц фильтрующей поверхности к размеру частиц внутренней поверхности равно 0,02-0,05. Внутреннее сечение патрубка 5 выполнено с таким расчетом, что оно позволяет выводить в единицу времени объем жидкости не менее объема фильтрата, поступающего в пустотелый объем. Конструкция материала стенок фильтрующего каркаса 1 из высокоплотных сферообразных частиц 6 электрокорунда позволяет исключить дополнительную тупиковую и открытую пористость, что снижает шероховатость стенок проницаемых пор, и свести к минимуму внутреннее гидравлическое сопротивление фильтрующего корпуса 1. Выбор диапазона соотношения размеров частиц 6 фильтрующей поверхности к размеру частиц внутренней поверхности фильтрующего каркаса 1, равный 0,02-0,05, обусловлен следующими причинами. При соотношении, меньшем 0,02, снижается производительность по кеку, а при соотношении, большем 0,05, повышается влажность кека, что требует дополнительных затрат на сушку. Кроме того, при выбранных граничных условиях соотношения размеров частиц 6 реализуется принцип сопла Ловаля в каждом последующем минимальном слое фильтрующего объема, что, в свою очередь, приводит к снижению гидравлического сопротивления в направлении выхода фильтрата. Внутренние элементы 2 обеспечивают жесткость фильтрующего каркаса 1 и приводят к повышению конструкционной прочности, а их конфигурация и повышенная величина пор формируют ламинарное истечение фильтрата в 8 пустотелом объеме 4 сектора и интенсифицируют процесс регенерации фильтра. Расположение внутренних элементов 2 параллельными рядами в двух взаимоперпендикулярных направлениях формирует волновое движение фильтрата вблизи фильтрующей поверхности каркаса 1, приводящее к равномерному распределению кека по фильтрующей поверхности и увеличению производительности. Внутреннее сечение отводного патрубка организовано таким образом, что скорость выхода фильтрата при ламинарном истечении реализует принцип поршня в замкнутом объеме сектора и создается дополнительное разрежение между внешней (фильтрующей) и внутренней поверхностями фильтрации. Устройство работает следующим образом. При помощи отводящего патрубка 5 керамический фильтрующий элемент крепится к пустотелому валу фильтровальной установки,аналог которой опубликован в патенте DE 3641057 С 2. Керамический дисковый фильтр набирается из двенадцати керамических фильтрующих элементов. При вращении вала фильтрующей установки керамический фильтрующий элемент дискового керамического фильтра частично погружается в резервуар с пульпой для вещества, которое необходимо отфильтровать. В результате отсоса через пустотелый вал начинается процесс фильтрации через пористый фильтрующий каркас 1 и внутренние элементы 2. Фильтрат собирается в пустотелом объеме 4,образуемом пористым фильтрующим каркасом 1, внутренними элементами 2 и боковыми стенками 3. Поступающий фильтрат удаляется через отводящий патрубок 5, сечение которого позволяет выводить в единицу времени объем жидкости не менее объема поступающего фильтрата. На фильтрующей поверхности каркаса 1 образуется твердый осадок, который удаляется скребком, установленным на позиции входа керамического фильтрующего элемента в резервуар. Очищенный от осадка керамический фильтрующий элемент работоспособен при последующих циклах погружения в резервуар для вещества, которое необходимо отфильтровать. В результате многократного, циклического использования дискового керамического фильтра на фильтрующей поверхности пористого каркаса 1 образуется тонкий слой отфильтрованного осадка, который не удаляется скребком. Этот слой увеличивает гидравлическое сопротивление и приводит к снижению производительности устройства. В этом случае проводят периодическую регенерацию фильтрующей поверхности пористого фильтрующего каркаса 1 путем обратной продувки регенерирующими компонентами. Через отводящий патрубок 5 подают регенерирующий компонент под избыточным давлением в пустотелый объем 4. ненный в виде кругового сектора из пористой керамики с открытыми порами, размеры которых выполнены увеличивающимися в направлении выхода фильтрата, внутренние элементы(2) и стенки (3), формирующие пустотелый объем, и горловину с отводящим патрубком (5),характеризующийся тем, что фильтрующий каркас (1) образован сферообразными частицами (6) электрокорунда с изменяющимся соотношением их размеров в направлении выхода фильтрата, а внутренние элементы (2) расположены параллельными рядами в двух взаимоперпендикулярных направлениях и каждый из них состоит из двух усеченных конусов, выполненных заодно с фильтрующим каркасом (1) по основанию и соединенных между собой по поверхностям их сечения. 2. Керамический фильтрующий элемент по п.1, характеризующийся тем, что отношение размера частиц фильтрующей поверхности к размеру частиц (6) внутренней поверхности равно 0,02-0,05. 3. Способ изготовления керамического фильтрующего элемента, включающий подготовку пластичной массы, содержащей электрокорунд и глиносодержащий компонент, формирующие химический состав материала пористого носителя, и технологическую связку, формование составных частей пористого носителя, их сушку и спекание, нанесение суспензии для образования мембранного слоя и термообработку,характеризующийся тем, что на этапе подготовки пластичной массы в нее вводят электрокорунд М 40, бентонит и в качестве технологической связки сульфатно-спиртовую бражку ССБ, при формовании прессуют две составные части пористого носителя с зеркальным отображением и спекают их при температуре плавления бентонита, перед сборкой полученные составные части обрабатывают по посадочным плоскостям, наносят на посадочные плоскости клеящие компоненты, а при образовании мембранного слоя используют суспензию, содержащую в качестве наполнителя электрокорунд М 3 или М 5 и алюмохромфосфатное связующее,сушку производят при комнатной температуре и термообрабатывают при температуре, обеспечивающей завершение процессов взаимодействия алюмохромфосфатного связующего с материалом наполнителя и пористого носителя. 4. Способ по п.3, характеризующийся тем,что пластичная масса содержит компоненты в следующем соотношении, мас.%: Электрокорунд М 40 65-78 Бентонит 10-30 ССБ 5-12 1. Керамический фильтрующий элемент,содержащий фильтрующий каркас (1) с фильтрующей и внутренней поверхностями, выпол 5. Способ по п.3, характеризующийся тем,что термообработку ведут при температуре Повышенная величина пор на входе регенерирующего компонента мало влияет на гидравлическое сопротивление потоку, и основное давление сосредоточено в областях, расположенных вблизи фильтрующей поверхности пористого фильтрующего каркаса 1, что приводит к интенсификации процесса регенерации. При регенерации внутренние элементы 2 выполняют роль ребер жесткости, увеличивающих прочность конструкции в целом. После регенерации керамический фильтрующий элемент используется в последующих многократных цикловых условиях работы в составе дискового керамического фильтра. В табл. 3 приведены сравнительные технологические результаты опытов по фильтрации пульпы медного концентрата, крупностью 9091% класса минус 44 мкм в идентичных условиях. Выполненные сравнительные испытания показали, что применение предлагаемого устройства в сравнении с известным позволяет повысить производительность в 2-2,5 раза при идентичной влажности кека. Характеристики материала пористого носителя Таблица 1 Общая Проницае- Средний гид- Прочность Водопроницаемость,пористость, мая порис- равлич. диаСЖ,к, пм 2 Таблица 2 Мин. велиСредний Проч- Средняя Толщина чина удергидравлич. ность произв-ть фильтруживаемой диаметр Способ ющего СЖ, по фильфракции,пор мемслоя МПа тру, л/м 2 ч мкм браны, мкм Предло 3500 1,5-2 655 1050 2 женный Прототип 3500 1-1,5 13-3 280 2 Таблица 3 Предлож. технич. решение Ед-ца ПроСоотношение размера частиц Показатель измерения тотип 0,02 0,035 0,05 1 2 3 4 5 6 Толщина кека мм 1,7 4,1 4,6 5,3 Влажность% 12,1 11,4 11,8 12,0 После регенерации: Толщина кека мм 2,1 4,6 4,9 5,5 Влажность Промышленная применимость Предложенные способ и устройство могут найти широкое применение в горнометаллургической промышленности при изготовлении дисковых керамических фильтров,предназначенных для фильтрации пульп продуктов обогащения.
МПК / Метки
МПК: B01D 69/00, C04B 38/00
Метки: изготовления, способ, фильтрующий, керамический, элемент
Код ссылки
<a href="https://eas.patents.su/7-4725-keramicheskijj-filtruyushhijj-element-i-sposob-ego-izgotovleniya.html" rel="bookmark" title="База патентов Евразийского Союза">Керамический фильтрующий элемент и способ его изготовления</a>
Многоступенчатое устройство и фильтрующий элемент для сепарации/коалесценции
Номер патента: 2874
Опубликовано: 31.10.2002
Авторы: Перри Марни Данман Мл., Крог Джон А., Вон Фул Стефен А., Бернс Дэвид Дж.
МПК: B01D 46/24
Метки: многоступенчатое, элемент, фильтрующий, устройство
Формула / Реферат:
1. Устройство для одновременного фильтрования твердых частиц, сепарации жидкостей, предварительной коалесценции жидкостей и коалесценции жидкостей из потока газа, содержащее закрытый резервуар, имеющий удлиненную и первоначально открытую внутреннюю часть, перегородку, размещенную во внутренней части резервуара, причем перегородка разделяет внутреннюю часть резервуара на первую ступень и вторую ступень, по меньшей мере, одно отверстие в...
Способ изготовления охлаждающего элемента и охлаждающий элемент
Номер патента: 4088
Опубликовано: 25.12.2003
Авторы: Леппянен Ире, Сааринен Ристо
Метки: изготовления, охлаждающего, элемента, способ, элемент, охлаждающий
Формула / Реферат:
1. Способ изготовления охлаждающего элемента, содержащего корпусную деталь и керамические элементы футеровки, установленные на поверхности корпусной детали, отличающийся тем, что на поверхности охлаждающего элемента выполняют пазы, в которые размещают керамические элементы футеровки, при этом тепловой контакт охлаждающего элемента с элементами футеровки обеспечивают с помощью припоя, размещаемого в тексте контакта охлаждающего элемента с...
Охлаждающий элемент и способ изготовления охлаждающих элементов
Номер патента: 4490
Опубликовано: 29.04.2004
Автор: Польви Вейкко
МПК: F27D 1/12, C23F 15/00, F27B 1/24...
Метки: элементов, элемент, охлаждающий, способ, изготовления, охлаждающих
Формула / Реферат:
1. Охлаждающий элемент, предназначенный, в частности, для печей, причем упомянутый элемент содержит корпус (1), в основном, выполненный из меди, и систему (6) каналов, предусмотренную в корпусе для циркуляции охлаждающего вещества, отличающийся тем, что, по меньшей мере, на части поверхности корпуса (1) элемента расположен посредством диффузионного соединения коррозионно-стойкий поверхностный слой (2), выполненный из стали. 2. Охлаждающий...
Элемент перемещения расплавленной стали и способ его изготовления
Номер патента: 1081
Опубликовано: 30.10.2000
Авторы: Дюбуа Паскаль, Ханс Эрик
МПК: B22D 41/50
Метки: перемещения, способ, расплавленной, изготовления, элемент, стали
Формула / Реферат:
1. Элемент перемещения расплавленной стали между расположенным выше по течению контейнером, таким как промежуточное разливочное устройство, и расположенным ниже по течению резервуаром, таким как кристаллизатор машины непрерывной разливки стали; содержащий корпус (4), в котором имеется зона входа стали, канал (6) и зона выхода стали (9), отличающийся тем, что корпус имеет, по меньшей мере, одну перегородку (16) в его выходной зоне (9) для...
Нефтеводяной фильтрующий сепаратор
Номер патента: 1368
Опубликовано: 26.02.2001
Автор: Аладкин Александр Иванович
МПК: C02F 1/40
Метки: сепаратор, фильтрующий, нефтеводяной
Формула / Реферат:
1. Нефтеводяной фильтрующий сепаратор, содержащий корпус с наружной и внутренней обечайками, подогреватель в виде пароводяного змеевика, размещенного в зазоре между внутренней и наружной обечайками корпуса, фильтрующий гранулированный наполнитель в виде термически закаленных разноразмерных шариков, размещенный во внутреннем объеме внутренней обечайки, верхний и нижний гравитационные отстойники-нефтесборники, кассету, установленную в верхней...
Предыдущий патент: Машина округления заготовок теста
Следующий патент: Устройство для обжига на ленте конвейера с непрерывным режимом работы
Случайный патент: Псевдополиморф (-)-цис-2-(2-хлорфенил)-5,7-дигидрокси-8[4r-(3s-гидрокси-1-метил)пиперидинил]-4h-1-бензопиран-4-она