Способ изготовления охлаждающего элемента и охлаждающий элемент
Формула / Реферат
1. Способ изготовления охлаждающего элемента, содержащего корпусную деталь и керамические элементы футеровки, установленные на поверхности корпусной детали, отличающийся тем, что на поверхности охлаждающего элемента выполняют пазы, в которые размещают керамические элементы футеровки, при этом тепловой контакт охлаждающего элемента с элементами футеровки обеспечивают с помощью припоя, размещаемого в тексте контакта охлаждающего элемента с керамическими элементами и нагревания до температуры плавления припоя.
2. Способ по п.1, отличающийся тем, что керамические элементы (2) футеровки представляют собой огнеупорные бруски.
3. Способ по п.1 или 2, отличающийся тем, что припой вводят в зону контакта отдельно, например, в виде порошка или фольги.
4. Способ по пп.1-3, отличающийся тем, что припой вводят в зону контакта вместе с элементами, которые необходимо присоединить.
5. Способ по пп.1-4, отличающийся тем, что керамические элементы (2) футеровки, по меньшей мере, на их контактной поверхности, включают нанесенный по меньшей мере один слой промежуточного вещества, например слой металла или слой припоя, используемого для пайки.
6. Охлаждающий элемент, содержащий корпусную деталь (1), снабженную системой каналов для циркуляции охлаждающей воды и футеровкой, выполненной из керамических элементов (2), по меньшей мере на части поверхности корпусной детали, отличающийся тем, что на поверхности корпусной детали (1) охлаждающего элемента выполнены пазы (3), в которых размещены с плотным прилеганием керамические элементы (2) футеровки, а пространство между поверхностями охлаждающего элемента и керамических элементов заполнено припоем.
7. Охлаждающий элемент по п.6, отличающийся тем, что керамические элементы (2) футеровки имеют форму профиля сечения, позволяющую им удерживаться в пазах (3) при таком расположении охлаждающего элемента, при котором пазы открыты снизу.
8. Охлаждающий элемент по п.6 или 7, отличающийся тем, что расстояние (W1, W2) между противоположными стенками пазов, выполненных в корпусной части, уменьшается в направлении от их основания к лицевой поверхности корпусной детали.

Текст
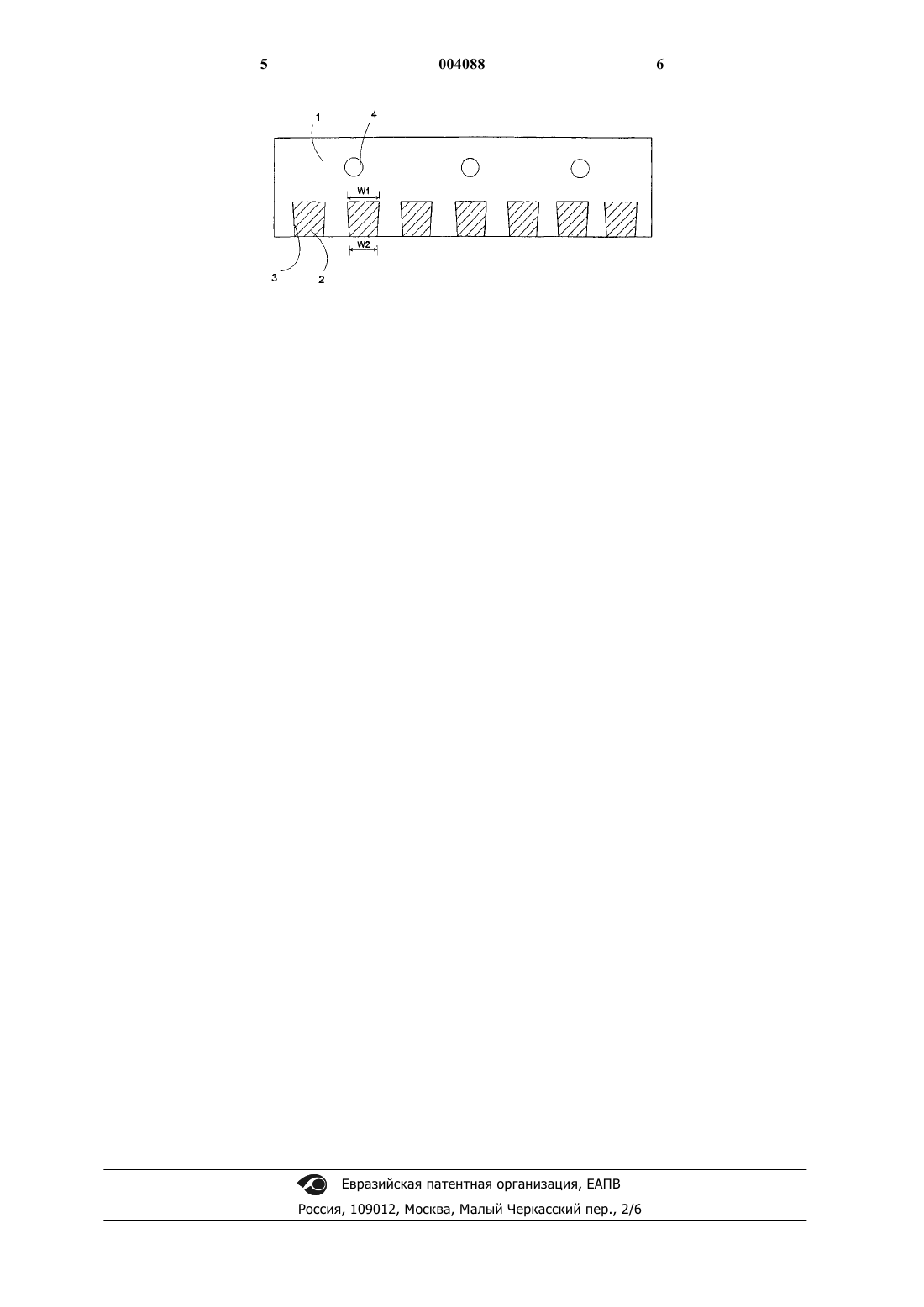
1 Настоящее изобретение относится к способу изготовления охлаждающего элемента в соответствии с преамбулой 1 формулы изобретения. Данное изобретение, кроме того, относится к охлаждающему элементу. В промышленных печах, например печах взвешенной плавки, шахтных и электрических печах, используемых при получении металлов,или же в других печах для реакционной плавки используют охлаждающие элементы, которые выполняют преимущественно из меди. На поверхности охлаждающего элемента часто устанавливают керамическую футеровку, изготовленную, например, из огнеупорных кирпичей(брусков). Охлаждающие элементы выполняют обычно с водяным охлаждением, в связи с чем они снабжены системой каналов для циркуляции охлаждающей воды для того, чтобы тепло передавалось от огнеупорных кирпичей через корпус охлаждающего элемента к охлаждающей воде. Охлаждающие элементы используют в экстремальных рабочих условиях, где они подвергаются сильной коррозийной и эрозийной деформации, обусловленной составом атмосферы в печи или контактами с расплавленным материалом. Для эффективной работы охлаждающего элемента важно, чтобы между огнеупорными кирпичами и охлаждающим элементом был хороший контакт, что обеспечивает в этом случае наличие эффективного теплопередающего контакта. Недостатком, присущим изготовлению известных охлаждающих элементов, является сложность используемых способов присоединения керамической/огнеупорной футеровки и трудность получения хорошего контакта между керамической футеровкой и охлаждающим элементом. Следовательно, охлаждающая способность элемента не может быть использована в полной мере. Это, в свою очередь, приводит к ускоренному износу футеровки. Решаемая настоящим изобретением задача заключается в осуществлении способа изготовления охлаждающего элемента, с помощью которого (способа) можно устранить недостатки известных аналогов. Другая задача данного изобретения состоит в том, чтобы изготовить охлаждающий элемент, в котором между корпусом и керамической футеровкой имеется хороший контакт. Данное изобретение охарактеризовано признаками, изложенными в приложенных пунктах формулы изобретения. Практическое осуществление способа,реализованного в соответствии с данным изобретением, обеспечивает несколько заметных преимуществ. При использовании предлагаемого способа получают очень хороший контакт между керамическими элементами футеровки и корпусом охлаждающего элемента, что позволяет поддерживать достаточно низкую температуру охлаждающего элемента на его стороне, 004088 2 обращенной к камере печи, и низкую температуру его керамических элементов (огнеупорных брусков); при этом на поверхности охлаждающего элемента образуется так называемая автогенная футеровка, включающая помимо прочего плавкие окисные и/или сульфидные компоненты. За счет этого износ брусков существенным образом замедляется, и срок использования охлаждающего элемента увеличивается. Способ,согласно данному изобретению, кроме того,имеет преимущество с точки зрения технологии изготовления элемента. Изобретение ниже раскрыто более детально со ссылкой на приложенный чертеж, на котором изображен поперечный разрез охлаждающего элемента, выполненный в соответствии с настоящим изобретением. Охлаждающий элемент, согласно данному изобретению, содержит корпусную деталь 1,снабженную системой (большим количеством) каналов 4, предназначенных для циркуляции охлаждающей воды, и футеровку, образованную керамическими элементами 2, установленными,по меньшей мере, на части поверхности корпусной детали. Элементы 2 керамической футеровки присоединяют к корпусной детали 1 с помощью припоя, используемого при пайке, с получением в результате хорошего теплового контакта между керамическими элементами и корпусной деталью. Корпусную деталь 1 охлаждающего элемента обычно изготавливают из меди. Предпочтительно, корпусную деталь 1 охлаждающего элемента изготавливают, например, посредством литья, например, литья в форме. Корпусная деталь снабжена системой каналов 4 для циркуляции охлаждающей воды. Обычно систему каналов 4 формируют с помощью технологической обработки, например,путем сверления корпусной детали или же непосредственно в процессе литья. По меньшей мере, одна из поверхностей корпусной детали 1 снабжена пазами 3, в которых размещают элементы 2 керамической футеровки в виде брусков. Между корпусной деталью 1 охлаждающего элемента и керамическими элементами 2 за счет использования припоя образуется спай,обеспечивающий хороший тепловой контакт. Керамические элементы 2 имеют форму профиля сечения, позволяющую им удерживаться в пазах при таком расположении охлаждающего элемента, при котором пазы открыты снизу. Канавки 3 могут, например, сужаться в направлении от их основания к внешней поверхности охлаждающего элемента. В этом случае ширинаW1 поверхности основания паза больше, чем ширина W2 паза на уровне поверхности элемента. В типичном примере воплощения ширинаW2 паза на уровне поверхности корпусной детали на 2-10 мм уже, чем ширина W1 основания паза. Пространственный допустимый зазор между пазами 3 (контактными поверхностями пазов) и элементами 2 керамической футеровки 3 выбран таким, чтобы указанные элементы 2 можно было ввести в пазы 3 с их торцов, со стороны торцевой поверхности корпусной детали охлаждающего элемента. Между керамическими элементами 2 и корпусной деталью 1, по меньшей мере, в зоне соединения их поверхностей создают промежуточный слой припоя, используемого при пайке, имеющего температуру плавления ниже, чем температура плавления указанных деталей конструкции, которые необходимо соединить. Припой может быть введен в формируемое соединение, например, в виде фольги или порошка. Помимо того, припой без труда может быть предварительно нанесен, по меньшей мере, на одну из соединяемых деталей. Например, слой припоя может быть создан на контактной поверхности элементов керамической футеровки. С этой целью указанные элементы погружают в расплавленный припой до их размещения в пазах корпусной детали. При этом используемый припой абсорбируется(осаждается) в виде слоя на поверхности керамического элемента футеровки. В качестве припоя может быть выбран, например, сплав на основе меди с температурой плавления в интервале 400-700 С. После того, как элементы 2 керамической футеровки, например, огнеупорные бруски, и припой вводят в пазы, по меньшей мере, зону контактирования соединяемых деталей нагревают до температуры, при которой припой плавится и создает хороший тепловой контакт между брусками и корпусной деталью. Кроме того, можно ввести дополнительное количество припоя в зону соединения во время процесса нагрева. Нагрев может проводиться на той же стадии, на которой осуществляют герметизацию канала для охлаждающей воды. Охлаждающие элементы, в соответствии с настоящим изобретением, могут быть использованы в нескольких различных практических случаях. Типичным примером использования предлагаемого охлаждающего элемента является, например, свод нижний камеры в печи взвешенной плавки. Форма пазов, выполненных в охлаждающем элементе, предотвращает выпадение из них керамических элементов футеровки и в том случае, когда охлаждающий элемент установлен так, что его футерованная сторона обращена вниз. Пазы не должны сужаться чрезмерно, поскольку температура охлаждающих элементов со стороны, обращенной к печи, выше, чем температура с противоположной стороны элементов, в этом случае тепловое расширение приводит к возникновению сжимающего напряжения на той стороне элементов, которая обращена к печи. Типичные размеры охлаждающего элемента, в соответствии с данным изобретением, следующие: ширина - от 0,25 до 1 м, длина - от 1 до 2 м, а толщина корпусной детали составляет 100-200 мм, при этом глубина 4 пазов составляет по величине примерно половину указанной толщины корпусной детали. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ изготовления охлаждающего элемента, содержащего корпусную деталь и керамические элементы футеровки, установленные на поверхности корпусной детали, отличающийся тем, что на поверхности охлаждающего элемента выполняют пазы, в которые размещают керамические элементы футеровки, при этом тепловой контакт охлаждающего элемента с элементами футеровки обеспечивают с помощью припоя, размещаемого в тексте контакта охлаждающего элемента с керамическими элементами и нагревания до температуры плавления припоя. 2. Способ по п.1, отличающийся тем, что керамические элементы (2) футеровки представляют собой огнеупорные бруски. 3. Способ по п.1 или 2, отличающийся тем,что припой вводят в зону контакта отдельно,например, в виде порошка или фольги. 4. Способ по пп.1-3, отличающийся тем,что припой вводят в зону контакта вместе с элементами, которые необходимо присоединить. 5. Способ по пп.1-4, отличающийся тем,что керамические элементы (2) футеровки, по меньшей мере, на их контактной поверхности,включают нанесенный по меньшей мере один слой промежуточного вещества, например слой металла или слой припоя, используемого для пайки. 6. Охлаждающий элемент, содержащий корпусную деталь (1), снабженную системой каналов для циркуляции охлаждающей воды и футеровкой, выполненной из керамических элементов (2), по меньшей мере на части поверхности корпусной детали, отличающийся тем, на поверхности корпусной детали (1) охлаждающего элемента выполнены пазы (3), в которых размещены с плотным прилеганием керамические элементы (2) футеровки, а пространство между поверхностями охлаждающего элемента и керамических элементов заполнено припоем. 7. Охлаждающий элемент по п.6, отличающийся тем, что керамические элементы (2) футеровки имеют форму профиля сечения, позволяющую им удерживаться в пазах (3) при таком расположении охлаждающего элемента,при котором пазы открыты снизу. 8. Охлаждающий элемент по п.6 или 7, отличающийся тем, что расстояние (W1, W2) между противоположными стенками пазов, выполненных в корпусной части, уменьшается в направлении от их основания к лицевой поверхности корпусной детали.
МПК / Метки
Метки: элемент, охлаждающий, изготовления, элемента, способ, охлаждающего
Код ссылки
<a href="https://eas.patents.su/4-4088-sposob-izgotovleniya-ohlazhdayushhego-elementa-i-ohlazhdayushhijj-element.html" rel="bookmark" title="База патентов Евразийского Союза">Способ изготовления охлаждающего элемента и охлаждающий элемент</a>
Литейная форма для производства охлаждающего элемента и охлаждающий элемент, изготовленный в указанной форме
Номер патента: 3117
Опубликовано: 27.02.2003
Авторы: Леппянен Ире, Мякинен Пертти, Салминен Матти
МПК: B22D 27/04, B22C 9/24
Метки: литейная, производства, охлаждающий, форма, элемент, указанной, форме, элемента, изготовленный, охлаждающего
Формула / Реферат:
1. Литейная форма, состоящая из основания (2), стенок (4, 5) и концевых пластин (6), предназначенная для производства охлаждающего элемента пирометаллургического реактора, отличающаяся тем, что литейная форма (1), изготовленная из медных пластин, по меньшей мере, частично снабжена охлаждающими трубами (3), и тем, что форма облицована изнутри пластинами (7), устойчивыми к воздействию высоких температур. 2. Литейная форма по п.1, отличающаяся тем,...
Способ производства составного охлаждающего элемента для расплавленной зоны металлургического реактора и составной охлаждающий элемент, изготовленный с помощью указанного способа
Номер патента: 3002
Опубликовано: 26.12.2002
Авторы: Койо Илкка, Сааринен Ристо, Йокилааксо Ари
МПК: C21B 7/10
Метки: указанного, помощью, расплавленной, способа, металлургического, способ, охлаждающий, производства, элемент, зоны, охлаждающего, составной, реактора, изготовленный, составного, элемента
Формула / Реферат:
1. Способ производства составного охлаждающего элемента для расплавленной зоны металлургического реактора, отличающийся тем, что элемент изготовляют путем соединения секций керамической облицовки элемента друг с другом с помощью заливки медью, при одновременном формировании медной пластины, в которой позади облицовки формируют каналы для охлаждающей воды. 2. Способ по п.1, отличающийся тем, что секции керамической облицовки изготовлены из...
Рамный элемент для использования в качестве модульного элемента конструкции зданий, а также способ изготовления такого рамного элемента
Номер патента: 1288
Опубликовано: 25.12.2000
Автор: Вайссингер Карл-Хайнц
МПК: E04C 2/38, E04B 1/343
Метки: использования, качестве, рамного, элемент, изготовления, также, зданий, элемента, модульного, способ, конструкции, такого, рамный
Формула / Реферат:
1. Способ изготовления рамного элемента, предназначенного для применения в качестве модульного элемента конструкции зданий или иных аналогичных сооружений и строений и имеющего по длине и ширине точно заданные габаритные размеры, но изготавливаемого из брусьев, представляющих собой имеющие большой разброс размеров и неточные размеры деревянные балки, деревянные доски или бруски из природного камня, при осуществлении которого два расположенных...
Способ закупоривания отверстия и охлаждающий элемент, изготовленный при использовании этого способа
Номер патента: 3035
Опубликовано: 26.12.2002
Авторы: Польви Вейкко, Суортти Туйя
МПК: B23K 1/18
Метки: этого, способ, изготовленный, закупоривания, способа, охлаждающий, использовании, отверстия, элемент
Формула / Реферат:
1. Способ закупоривания отверстия, в частности отверстия в охлаждающем элементе, при котором в отверстии (9), сформированном в детали, изготовленной, в основном, из меди, например в корпусе (2) охлаждающего элемента (1), располагают пробку (8), изготовленную, в основном, из меди, отличающийся тем, что между боковой поверхностью (11) пробки (8) и внутренней поверхностью (13) отверстия располагают твердый припой (10) с температурой плавления,...
Охлаждающий элемент пирометаллургического реактора и его изготовление
Номер патента: 2584
Опубликовано: 27.06.2002
Авторы: Коота Раймо, Хугг Эро, Мякинен Пертти, Койо Илкка
МПК: B22D 11/00, F27D 1/12, F28F 1/40...
Метки: пирометаллургического, реактора, охлаждающий, элемент, изготовление
Формула / Реферат:
1. Способ изготовления охлаждающего элемента для пирометаллургического реактора, причем указанный элемент изготавливают из высокотеплопроводного металла посредством шликерного литья и он имеет, по меньшей мере, один проточный канал для охлаждающей воды, отличающийся тем, что для повышения способности охлаждающего элемента к теплопередаче площадь поверхности стенки проточного канала внутри охлаждающего элемента увеличивают, не увеличивая диаметра...
Предыдущий патент: Способ и устройство для резонансного возбуждения жидкостей и способ и установка для фракционирования углеводородных жидкостей
Следующий патент: Способ обработки углеводородсодержащего пласта
Случайный патент: Способ определения предрасположенности к сердечно-сосудистым заболеваниям с применением полиморфных маркеров