Охлаждающий элемент и способ изготовления охлаждающих элементов
Формула / Реферат
1. Охлаждающий элемент, предназначенный, в частности, для печей, причем упомянутый элемент содержит корпус (1), в основном, выполненный из меди, и систему (6) каналов, предусмотренную в корпусе для циркуляции охлаждающего вещества, отличающийся тем, что, по меньшей мере, на части поверхности корпуса (1) элемента расположен посредством диффузионного соединения коррозионно-стойкий поверхностный слой (2), выполненный из стали.
2. Охлаждающий элемент по п.1, отличающийся тем, что коррозионно-стойкий поверхностный слой (2) выполнен из высококачественной стали.
3. Охлаждающий элемент по п.1 или 2, отличающийся тем, что поверхностный слой (2) предусмотрен только на части поверхности корпуса (1) элемента.
4. Охлаждающий элемент по любому из пп.1-3, отличающийся тем, что этот охлаждающий элемент является охлаждающим элементом печи для плавления во взвешенном состоянии.
5. Охлаждающий элемент по любому из пп.1-4, отличающийся тем, что этот охлаждающий элемент является охлаждаемым, так называемым желобным элементом, в частности, используемым при подаче расплава.
6. Способ формирования коррозионно-стойкого поверхностного слоя у охлаждающего элемента, состоящего, в основном, из меди, отличающийся тем, что поверхностный слой (2), выполненный из стали, прикрепляют к корпусу (1) элемента посредством диффузионного соединения, причем между поверхностным слоем (2) и поверхностями стыка корпуса (1) располагают по меньшей мере один промежуточный слой (3), состоящий, в основном, из никеля (Ni), или хрома (Cr), или их сплава, или смеси, перед созданием соединения.
7. Способ по п.6, отличающийся тем, что поверхностный слой (2) выполнен из высококачественной стали.
8. Способ по любому из пп.6 или 7, отличающийся тем, что между поверхностным слоем (2) и поверхностями стыка корпуса (1) охлаждающего элемента, подлежащими соединению друг с другом, располагают первый промежуточный слой (3) на поверхности стыка поверхностного слоя (2) или у упомянутой поверхности и второй промежуточный слой (4) на поверхности стыка корпуса (1) или у упомянутой поверхности, после чего поверхности стыка, включая их промежуточные слои, прижимают друг к другу и нагревают, по меньшей мере, зону стыка.
9. Способ по любому из пп.6-8, отличающийся тем, что второй промежуточный слой (4) состоит из активатора с температурой плавления, которая ниже, чем температура плавления объектов, подлежащих соединению друг с другом.
10. Способ по любому из пп.6-9, отличающийся тем, что второй промежуточный слой (4) состоит, в основном, из серебра (Ag) и/или олова (Sn) или представлен в форме сплава или смеси серебра и меди (Ag+Cu), алюминия и меди (Al+Cu) или олова и меди (Sn+Cu).
11. Способ по любому из пп.6-10, отличающийся тем, что наносят по меньшей мере второй промежуточный слой (4) и по меньшей мере третий промежуточный слой (5), при этом температура плавления второго промежуточного слоя (4) ниже, чем температура плавления третьего промежуточного слоя (5).
12. Способ по любому из пп.6-11, отличающийся тем, что третий промежуточный слой (5) состоит, в основном, из серебра (Ag) или содержит и серебро (Ag), и медь (Cu), либо состоит из их сплава или смеси.
13. Способ по любому из пп.6-12, отличающийся тем, что зону стыка нагревают за один этап.
14. Способ по любому из пп.6-13, отличающийся тем, что второй промежуточный слой (4) наносят на поверхность третьего промежуточного слоя (5).
15. Способ по любому из пп.6-14, отличающийся тем, что по меньшей мере один из промежуточных слоев (3, 4, 5) наносят на поверхность зоны стыка в форме фольги.

Текст
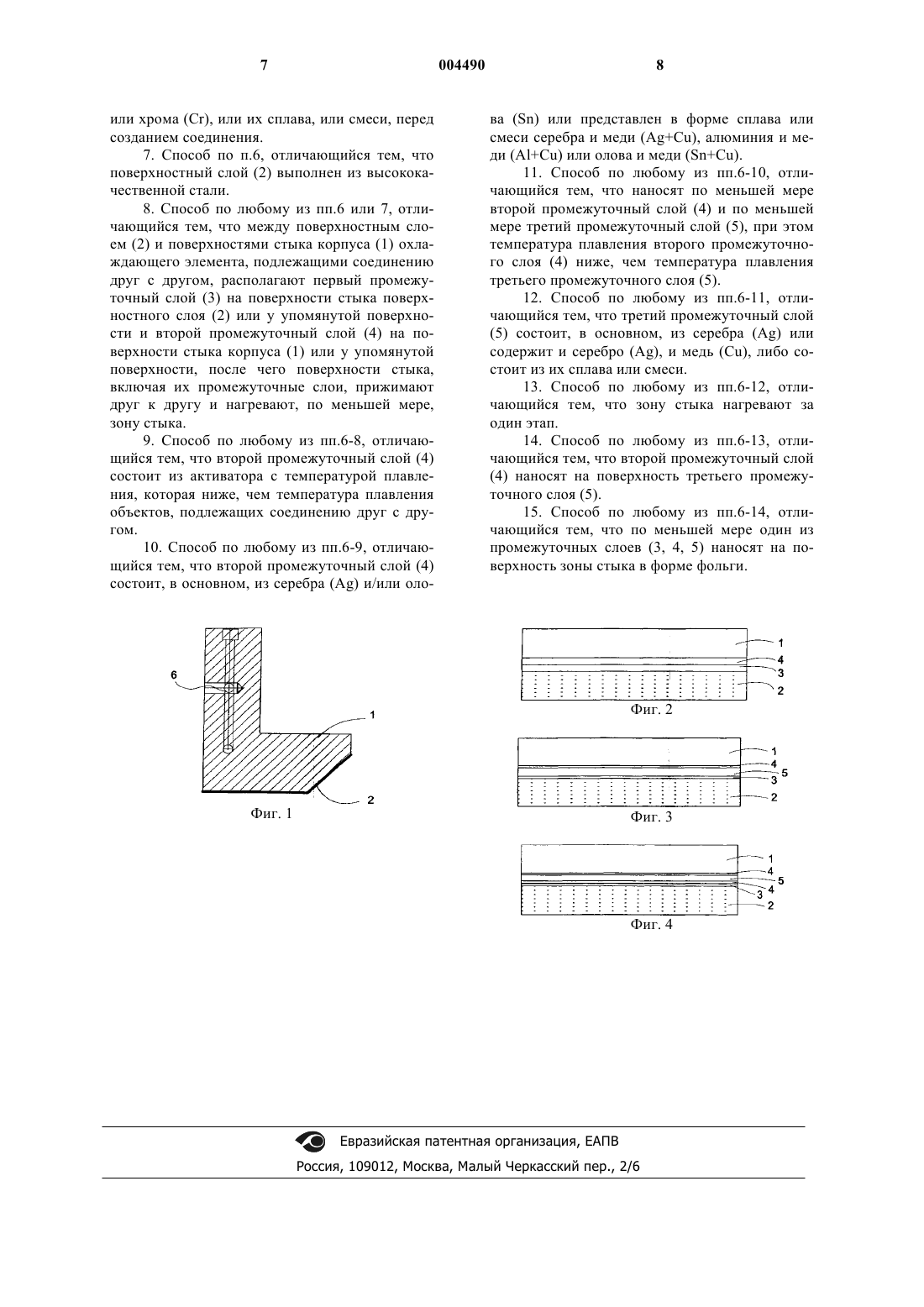
1 Область техники, к которой относится изобретение Настоящее изобретение относится к охлаждающему элементу, используемому в промышленных печах. Изобретение также относится к способу изготовления охлаждающих элементов. Уровень техники В промышленных печах, таких как печи для плавления во взвешенном состоянии, доменные печи и электрические печи, используются массивные охлаждающие элементы, которые обычно выполнены из меди. Их используют в экстремальных рабочих условиях, в которых медь подвергается интенсивным коррозионным деформациям, вызываемым атмосферой печи и даже контактами с расплавленным материалом. Например, в атмосфере SO2 коррозия меди, помимо других причин, вызывается реакциями окисления и сульфатирования, которые в худшем случае могут привести к потерям материала даже в десятки миллиметров на корродировавших поверхностях. Сущность изобретения Задача изобретения заключается в том,чтобы реализовать охлаждающий элемент, посредством которого можно преодолеть недостатки известного уровня техники. Задача изобретения также заключается в том, чтобы разработать охлаждающий элемент, который имеет больший срок службы, чем известные охлаждающие элементы. Еще одна задача изобретения заключается в том, чтобы реализовать способ изготовления охлаждающего элемента, который является более стойким, чем известные охлаждающие элементы. Изобретение основано на том, что на поверхности охлаждающего элемента, состоящего,в основном, из меди, закрепляют посредством диффузионного соединения стальную поверхность, которая имеет лучшую стойкость к коррозии. Изобретение отличается признаками, приведенными в прилагаемой формуле изобретения. Изобретение имеет ряд существенных преимуществ. Способ нанесения поверхностного слоя посредством диффузионного соединения гарантирует превосходную теплопередачу через стык. Предлагаемый способ соединения обеспечивает соединение поверхностного слоя с корпусом охлаждающего элемента при температурах, которые даже на сотни градусов ниже температуры плавления меди. Охлаждающий элемент, соответствующий изобретению, имеет заметно лучшую стойкость к коррозии, чем известные охлаждающие элементы. Поэтому его срок службы до замены заметно продолжительнее, чем у известных охлаждающих элементов. В этой заявке термин медь, помимо других объектов, выполненных из меди, относится к материалам сплавов с содержанием меди, в 2 которые входит по меньшей мере 50% меди. Термин нержавеющая сталь в этой заявке относится, главным образом, к аустенитным легированным сталям, таким как нержавеющие и кислотостойкие стали. Перечень чертежей Ниже приводится более подробное пояснение изобретения с ссылками на чертежи, где на фиг 1 изображен охлаждающий элемент, соответствующий изобретению, в поперечном сечении,на фиг. 2 - стык, соответствующий способу согласно изобретению, в упрощенном поперечном сечении перед нагреванием,на фиг. 3 - другой стык, соответствующий способу согласно изобретению, в упрощенном поперечном сечении перед нагреванием и на фиг 4 - третий стык, соответствующий способу согласно изобретению, в упрощенном поперечном сечении перед нагреванием. Сведения, подтверждающие возможность осуществления изобретения На фиг. 1 изображен в поперечном сечении охлаждающий элемент, используемый, в частности, в печах. Этот элемент содержит корпус 1,выполненный, в основном, из меди или сплава меди и снабженный системой 6 каналов охлаждения для циркуляции охлаждающего вещества. В соответствии с изобретением, по меньшей мере, на части поверхности корпуса 1 охлаждающего элемента расположен посредством диффузионного соединения коррозионностойкий поверхностный слой 2. Упомянутый поверхностный слой 2 выполнен из стали, в частности высококачественной стали. В типичном случае эта сталь является, например, кислотостойкой сталью. Поверхностный слой 2 нанесен только на часть поверхности корпуса 1 элемента. Охлаждающий элемент, изображенный на фиг. 1, является охлаждающим элементом печи для плавления во взвешенном состоянии. Естественно, что этот охлаждающий элемент может быть предназначен для печи другого типа, в частности печи, которую используют в производстве или очистке металлов. Форма и размеры охлаждающего элемента зависят от конкретной цели использования в каждом случае. В предпочтительном варианте осуществления, соответствующем изобретению, этот элемент является охлаждаемым элементом, так называемым желобным элементом, используемым при подаче расплава. В этом случае поверхностный слой может быть расположен, например, на той части поверхности, где он может быть введен в контакт с расплавом. В соответствии со способом согласно изобретению поверхностный слой 2 прикрепляют посредством диффузионного соединения к корпусу 1 элемента. Перед формированием соединения между поверхностями стыка поверхностного слоя 2 и корпуса 1 наносят по меньшей мере один промежуточный слой 3, 4, 5. Исполь 3 зуемый поверхностный слой 2 является слоем стали, в частности высококачественной стали. На фиг. 2 изображен вариант осуществления способа соединения, соответствующий изобретению, в поперечном сечении перед термообработкой. Этим способом соединяют друг с другом корпус 1, по существу, состоящий в основном из меди, и поверхностный слой 2, состоящий из высококачественной стали, например аустенитной нержавеющей стали. На стыке между этими двумя объектами располагают промежуточные слои 3, 4. Первый промежуточный слой 3, который расположен у поверхностного слоя 2 и предназначен, в основном, для предотвращения потерь никеля из стали, в типичном случае включает в себя, в основном,никель (Ni). Кроме того, при создании соединения преимущественно используют по меньшей мере второй промежуточный слой 4, т.е. слой так называемого агента-активатора, которым в случае приведенного примера является, например, олово (Sn). Олово функционирует как активатор и приводит к понижению температуры,которая необходима при создании соединения. Первый промежуточный слой 3 может быть образован на поверхности поверхностного слоя посредством отдельной обработки. Когда в качестве первого промежуточного слоя 3 используют никель, упомянутый слой можно создавать на поверхности поверхностного слоя,например, посредством электролиза. В типичном случае, осуществляют гальваническое покрытие никелем, так что пассивационный слой,находящийся на поверхности нержавеющей стали, не является препятствием переносу материала на поверхность стыка между нержавеющей сталью и никелем. Первый промежуточный слой 3 также может быть в форме фольги. При осуществлении способа в соответствии с изобретением между поверхностями стыка поверхностного слоя 2 и корпуса 1 охлаждающего элемента, подлежащих соединению друг с другом, предусматривают первый промежуточный слой на поверхности стыка поверхностного слоя 2 или у упомянутой поверхности и второй промежуточный слой 4 на поверхности стыка корпуса 1 или у упомянутой поверхности, после чего поверхности стыка,включая их промежуточные слои 3, 4, прижимают друг к другу, и при осуществлении упомянутого способа нагревают, по меньшей мере,зону стыка. Первый промежуточный слой 3 включает в себя, в основном, никель (Ni), или хром (Сr), или их сплав, или смесь. Второй промежуточный слой 4 состоит из активатора с температурой плавления, которая ниже, чем у объектов, подлежащих соединению друг с другом. Второй промежуточный слой 4 включает в себя, в основном, серебро (Ag) и/или олово (Sn) или, в форме сплава или смеси, серебро и медь 4 Когда нагревают зону стыка, на поверхностях объектов, подлежащих соединению друг с другом, создается диффузионное соединение; это имеет место в результате диффузии никеля с одной стороны и в результате диффузии меди и компонентов стали с другой стороны. Формирование диффузионного соединения и создаваемые при этом структуры активируют посредством исключительно тонкого второго промежуточного слоя 4, т.е. слоя твердого припоя, требование о наличии которого обуславливают применяемые условия изготовления и желательное соединение, или посредством совокупности из нескольких промежуточных слоев 4, 5,располагаемых на поверхности стыка между поверхностным слоем 2, имеющим гальваническое никелевое покрытие, и корпусом 1. Применяемые твердые припои и активаторы диффузии промежуточных слоев 4, 5 могут представлять собой сплавы серебра и меди и олово в чистом виде или в форме специальных трехслойных структур. Механически прочные соединения получаются в диапазоне температур 600-850 С. Выбор периодов термообработки можно провести так, что в готовом соединении не будет происходить создание хрупких интерметаллических фаз. Толщины твердых припоев,а также температуру и продолжительность термообработки выбирают так, чтобы потери никеля из стали предотвращались в результате того,что на поверхности стыка получается сплав с высоким содержанием никеля. Преимущество низкой температуры соединения заключается в том, что термические механические напряжения, создаваемые в зоне стыка, являются минимальными. На фиг. 3 изображен другой вариант осуществления способа соединения, соответствующего изобретению. Имеется по меньшей мере второй промежуточный слой 4 и предусмотрен по меньшей мере третий промежуточный слой 5, а температура плавления второго промежуточного слоя 4 ниже, чем температура плавления третьего промежуточного слоя 5. Третий промежуточный слой 5 состоит, в основном, из серебра (Ag) или содержит и серебро(Ag), и медь (Сu), либо состоит из их сплава или смеси. В предпочтительном конкретном варианте осуществления третий промежуточный слой состоит из твердого припоя на основе (Ag+Сu),преимущественно в форме фольги. В соответствии с предпочтительным вариантом осуществления второй промежуточный слой включает в себя, в массовых процентах, 71% Ag и 29% Сu. Твердый припой преимущественно имеет при заданном составе сплава эвтектический состав с медью. Зону стыка нагревают за один этап. В соответствии с предпочтительным вариантом осуществления способа, соответствующего изобретению, второй промежуточный слой 4 наносят на поверхность третьего промежуточного слоя 5. В типичном, но не обязательном случае 5 по меньшей мере один из промежуточных слоев 3, 4, 5 наносят на зону стыка в форме фольги. Применяемыми твердыми припоями и активаторами диффузии промежуточных слоев 4, 5 могут быть сплавы серебра и меди, а также олово, либо в чистом виде, либо в форме специальных трехслойных структур. Механически прочные соединения получаются в диапазоне температур 600-850 С. Выбор периодов термообработки можно провести так, что в готовом соединении не будет происходить создание хрупких интерметалличейсих фаз. Толщины твердых припоев, а также температуру и продолжительность термообработки выбирают так, чтобы потери никеля из стали предотвращались в результате того, что на одной поверхности стыка получается сплав с высоким содержанием никеля. Преимущество низкой температуры соединения заключается в том, что термические, механические напряжения, создаваемые в зоне стыка, являются минимальными. На фиг. 4 изображен еще один вариант осуществления способа соединения, соответствующий изобретению, перед нагреванием соединения поверхностного слоя и корпуса. На обеих поверхностях третьего промежуточного слоя 5 или у упомянутых поверхностей предусмотрен второй промежуточный слой 4. В этом варианте осуществления, как правило, можно использовать трехслойную фольгу, одна или обе поверхности которой обработаны, например,оловом. Толщины промежуточных слоев, используемых при осуществлении этого способа, являются разными. Толщина слоя Ni, используемого в качестве первого промежуточного слоя 3, в типичном случае составляет 2-50 мкм. После электролиза она обычно составляет 2-10 мкм, а в форме фольги - порядка 20-50 мкм. Толщина фольги на основе Ag или Ag+Сu, используемой в качестве третьего промежуточного слоя 5, в типичном случае составляет 10-500 мкм, предпочтительно 20-100 мкм. Толщина второго промежуточного слоя 4 в типичном случае зависит от толщины третьего промежуточного слоя 5 и составляет, например, 10-50% толщины третьего промежуточного слоя. Исключительно высококачественные соединения удалось получить путем нанесения, например,слоя олова толщиной 5 -10 мкм на поверхности фольги твердого припоя на основе Ag+Сu толщиной 50 мкм. Слои олова можно формировать,например, путем погружения твердого припоя в форме фольги в расплавленное олово, с последующей раскаткой фольги для выглаживания,когда это необходимо. Выбранный материал для поверхностного слоя может быть сталью наиболее подходящего типа. Пример 1. Соединяли друг с другом кислотостойкую сталь (AISI 316) и медь (Сu). На поверхность 6 стыка стали в качестве первого промежуточного слоя наносили слой никеля (Ni) толщиной 7 мкм. В качестве активатора диффузии и твердого припоя использовали твердый припой на основе Ag+Сu, имеющий эвтектический состав,включающий в себя такие доли, выраженные в массовых процентах, как 71% Ag и 29% Сu. Твердый припой был в форме фольги толщиной 50 мкм, а на поверхности фольги также формировали слой олова (Sn) толщиной порядка 5-10 мкм. Объекты, подлежащие соединению друг с другом, размещали друг у друга таким образом,что фольга оставалась между поверхностями стыка. Объекты прижимали друг к другу, а зону стыка нагревали до температуры примерно 800 С, превышавшей температуру плавления твердого припоя. Время выдерживания составляло примерно 10 мин. Стык в соответствии с этим примером был исключительно качественным. Полученный результат представлял собой металлургически компактное соединение. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Охлаждающий элемент, предназначенный, в частности, для печей, причем упомянутый элемент содержит корпус (1), в основном,выполненный из меди, и систему (6) каналов,предусмотренную в корпусе для циркуляции охлаждающего вещества, отличающийся тем,что, по меньшей мере, на части поверхности корпуса (1) элемента расположен посредством диффузионного соединения коррозионностойкий поверхностный слой (2), выполненный из стали. 2. Охлаждающий элемент по п.1, отличающийся тем, что коррозионно-стойкий поверхностный слой (2) выполнен из высококачественной стали. 3. Охлаждающий элемент по п.1 или 2, отличающийся тем, что поверхностный слой (2) предусмотрен только на части поверхности корпуса (1) элемента. 4. Охлаждающий элемент по любому из пп.1-3, отличающийся тем, что этот охлаждающий элемент является охлаждающим элементом печи для плавления во взвешенном состоянии. 5. Охлаждающий элемент по любому из пп.1-4, отличающийся тем, что этот охлаждающий элемент является охлаждаемым, так называемым желобным элементом, в частности, используемым при подаче расплава. 6. Способ формирования коррозионностойкого поверхностного слоя у охлаждающего элемента, состоящего, в основном, из меди, отличающийся тем, что поверхностный слой (2),выполненный из стали, прикрепляют к корпусу(1) элемента посредством диффузионного соединения, причем между поверхностным слоем(2) и поверхностями стыка корпуса (1) располагают по меньшей мере один промежуточный слой (3), состоящий, в основном, из никеля (Ni), 7 или хрома (Сr), или их сплава, или смеси, перед созданием соединения. 7. Способ по п.6, отличающийся тем, что поверхностный слой (2) выполнен из высококачественной стали. 8. Способ по любому из пп.6 или 7, отличающийся тем, что между поверхностным слоем (2) и поверхностями стыка корпуса (1) охлаждающего элемента, подлежащими соединению друг с другом, располагают первый промежуточный слой (3) на поверхности стыка поверхностного слоя (2) или у упомянутой поверхности и второй промежуточный слой (4) на поверхности стыка корпуса (1) или у упомянутой поверхности, после чего поверхности стыка,включая их промежуточные слои, прижимают друг к другу и нагревают, по меньшей мере,зону стыка. 9. Способ по любому из пп.6-8, отличающийся тем, что второй промежуточный слой (4) состоит из активатора с температурой плавления, которая ниже, чем температура плавления объектов, подлежащих соединению друг с другом. 10. Способ по любому из пп.6-9, отличающийся тем, что второй промежуточный слой (4) состоит, в основном, из серебра (Ag) и/или оло 8 ва (Sn) или представлен в форме сплава или смеси серебра и меди (Ag+Сu), алюминия и меди (Аl+Сu) или олова и меди (Sn+Сu). 11. Способ по любому из пп.6-10, отличающийся тем, что наносят по меньшей мере второй промежуточный слой (4) и по меньшей мере третий промежуточный слой (5), при этом температура плавления второго промежуточного слоя (4) ниже, чем температура плавления третьего промежуточного слоя (5). 12. Способ по любому из пп.6-11, отличающийся тем, что третий промежуточный слой(5) состоит, в основном, из серебра (Ag) или содержит и серебро (Ag), и медь (Сu), либо состоит из их сплава или смеси. 13. Способ по любому из пп.6-12, отличающийся тем, что зону стыка нагревают за один этап. 14. Способ по любому из пп.6-13, отличающийся тем, что второй промежуточный слой(4) наносят на поверхность третьего промежуточного слоя (5). 15. Способ по любому из пп.6-14, отличающийся тем, что по меньшей мере один из промежуточных слоев (3, 4, 5) наносят на поверхность зоны стыка в форме фольги.
МПК / Метки
МПК: C23F 15/00, F27D 1/12, F27B 1/24
Метки: изготовления, охлаждающих, элементов, способ, охлаждающий, элемент
Код ссылки
<a href="https://eas.patents.su/5-4490-ohlazhdayushhijj-element-i-sposob-izgotovleniya-ohlazhdayushhih-elementov.html" rel="bookmark" title="База патентов Евразийского Союза">Охлаждающий элемент и способ изготовления охлаждающих элементов</a>
Способ изготовления охлаждающего элемента и охлаждающий элемент
Номер патента: 4088
Опубликовано: 25.12.2003
Авторы: Леппянен Ире, Сааринен Ристо
Метки: способ, элемент, элемента, охлаждающего, охлаждающий, изготовления
Формула / Реферат:
1. Способ изготовления охлаждающего элемента, содержащего корпусную деталь и керамические элементы футеровки, установленные на поверхности корпусной детали, отличающийся тем, что на поверхности охлаждающего элемента выполняют пазы, в которые размещают керамические элементы футеровки, при этом тепловой контакт охлаждающего элемента с элементами футеровки обеспечивают с помощью припоя, размещаемого в тексте контакта охлаждающего элемента с...
Способ закупоривания отверстия и охлаждающий элемент, изготовленный при использовании этого способа
Номер патента: 3035
Опубликовано: 26.12.2002
Авторы: Польви Вейкко, Суортти Туйя
МПК: B23K 1/18
Метки: отверстия, изготовленный, использовании, охлаждающий, способ, этого, закупоривания, элемент, способа
Формула / Реферат:
1. Способ закупоривания отверстия, в частности отверстия в охлаждающем элементе, при котором в отверстии (9), сформированном в детали, изготовленной, в основном, из меди, например в корпусе (2) охлаждающего элемента (1), располагают пробку (8), изготовленную, в основном, из меди, отличающийся тем, что между боковой поверхностью (11) пробки (8) и внутренней поверхностью (13) отверстия располагают твердый припой (10) с температурой плавления,...
Способ производства составного охлаждающего элемента для расплавленной зоны металлургического реактора и составной охлаждающий элемент, изготовленный с помощью указанного способа
Номер патента: 3002
Опубликовано: 26.12.2002
Авторы: Койо Илкка, Йокилааксо Ари, Сааринен Ристо
МПК: C21B 7/10
Метки: способ, составного, изготовленный, указанного, расплавленной, зоны, производства, металлургического, реактора, составной, способа, помощью, охлаждающего, охлаждающий, элемент, элемента
Формула / Реферат:
1. Способ производства составного охлаждающего элемента для расплавленной зоны металлургического реактора, отличающийся тем, что элемент изготовляют путем соединения секций керамической облицовки элемента друг с другом с помощью заливки медью, при одновременном формировании медной пластины, в которой позади облицовки формируют каналы для охлаждающей воды. 2. Способ по п.1, отличающийся тем, что секции керамической облицовки изготовлены из...
Охлаждающий элемент пирометаллургического реактора и его изготовление
Номер патента: 2584
Опубликовано: 27.06.2002
Авторы: Койо Илкка, Мякинен Пертти, Коота Раймо, Хугг Эро
МПК: F27D 1/12, F28F 1/40, B22D 11/00...
Метки: изготовление, элемент, пирометаллургического, реактора, охлаждающий
Формула / Реферат:
1. Способ изготовления охлаждающего элемента для пирометаллургического реактора, причем указанный элемент изготавливают из высокотеплопроводного металла посредством шликерного литья и он имеет, по меньшей мере, один проточный канал для охлаждающей воды, отличающийся тем, что для повышения способности охлаждающего элемента к теплопередаче площадь поверхности стенки проточного канала внутри охлаждающего элемента увеличивают, не увеличивая диаметра...
Литейная форма для производства охлаждающего элемента и охлаждающий элемент, изготовленный в указанной форме
Номер патента: 3117
Опубликовано: 27.02.2003
Авторы: Леппянен Ире, Салминен Матти, Мякинен Пертти
МПК: B22D 27/04, B22C 9/24
Метки: изготовленный, литейная, охлаждающий, охлаждающего, форма, форме, указанной, производства, элемент, элемента
Формула / Реферат:
1. Литейная форма, состоящая из основания (2), стенок (4, 5) и концевых пластин (6), предназначенная для производства охлаждающего элемента пирометаллургического реактора, отличающаяся тем, что литейная форма (1), изготовленная из медных пластин, по меньшей мере, частично снабжена охлаждающими трубами (3), и тем, что форма облицована изнутри пластинами (7), устойчивыми к воздействию высоких температур. 2. Литейная форма по п.1, отличающаяся тем,...
Предыдущий патент: Способ получения электропроводящего соединения
Следующий патент: Сердечник трансформатора
Случайный патент: Лекарственное средство, обладающее антивирусным, антибактериальным, антигрибковым, противоожоговым действием, и способ его получения