Машина для обработки давлением с устройством для резки на ножницах
Формула / Реферат
1. Машина для обработки давлением с устройством для резки на ножницах, содержащая шлицованный дисковый нож, состоящий из выполненного в виде полуножа, неподвижного пруткового ножа (2) и подвижного относительно него центрирующе-зажимного элемента (3), а также взаимодействующий со шлицованным дисковым ножом и перемещаемый относительно него отрезной нож (1), который выполнен в виде замкнутого дискового ножа, отличающаяся тем, что она содержит средство (38) управления, с помощью которого можно перемещать центрирующе-зажимной элемент (3) между центрирующим положением, в котором он при работе центрирует обрезаемый пруток, не зажимая его, положением отпускания, в котором он полностью отведен от прутка, и зажимным положением, в котором он зажимает обрезаемый пруток.
2. Машина по п.1, отличающаяся тем, что отрезной нож (1) расположен в держателе (11), установленном с возможностью точного позиционирования посредством одной из пригоночных пластин (114, 116) в каждом направлении и преимущественно дополнительно одной из корректировочных пластин (115, 117) в каждом направлении относительно требуемого положения обрезаемого прутка в двух направлениях перпендикулярно обрезаемому прутку.
3. Машина по п.2, отличающаяся тем, что держатель (11) отрезного ножа съемно закреплен на ножевой головке (113), размещенной на перемещаемых салазках (12) для ножниц.
4. Машина по п.3, отличающаяся тем, что отрезной нож (1), его держатель (11) и ножевая головка (113) являются частью съемной кассеты (110) ножевой головки.
5. Машина по одному из пп.1-4, отличающаяся тем, что средство управления включает в себя управляющий кулачок (38), имеющий такую форму, что центрирующе-зажимной элемент (3), прежде всего, в начале вдвигания подводится к обрезаемому прутку в центрирующее положение для его центрирования без зажима, после этого во время дальнейшего вдвигания обрезаемого прутка в отверстие отрезного ножа (1) отводится от обрезаемого прутка в положение отпускания, затем полностью подводится к обрезаемому прутку в зажимное положение для его зажима во время собственно резки и, наконец, снова отводится от обрезаемого прутка.
6. Машина по п.5, отличающаяся тем, что центрирующе-зажимной элемент (3) установлен с возможностью перемещения посредством центрирующе-зажимных салазок (31), управляемых управляющим кулачком (38).
7. Машина по одному из пп.1-6, отличающаяся тем, что центрирующе-зажимной элемент (3) размещен на держателе (39), соединенном с возможностью перемещения, преимущественно вращения, с держателем (21), на котором размещен прутковый нож (2).
8. Машина по п.7, отличающаяся тем, что держатель (39) центрирующе-зажимного элемента предварительно смещен таким образом, что центрирующе-зажимной элемент (3) в направлении от пруткового ножа (2) прижат к размещенной на центрирующе-зажимных салазках (31) нажимной пластине (314) центрирующе-зажимного элемента.
9. Машина по одному из пп.1-8, отличающаяся тем, что образованный прутковым ножом (2) и центрирующе-зажимным элементом (3) шлицованный дисковый нож установлен с возможностью точного позиционирования посредством одной из пригоночных пластин (64, 66) в каждом направлении и преимущественно дополнительно одной из корректировочных пластин (65, 67) в каждом направлении относительно требуемого положения обрезаемого прутка в двух направлениях перпендикулярно обрезаемому прутку.
10. Машина по одному из пп.1-9, отличающаяся тем, что прутковый нож (2), центрирующе-зажимной элемент (3) и, при необходимости, держатель (39) центрирующе-зажимного элемента и держатель (21) пруткового ножа расположены в съемной режуще-зарядной кассете (6).
11. Машина по одному из пп.1-10, отличающаяся тем, что она представляет собой машину для горячей обработки давлением.

Текст
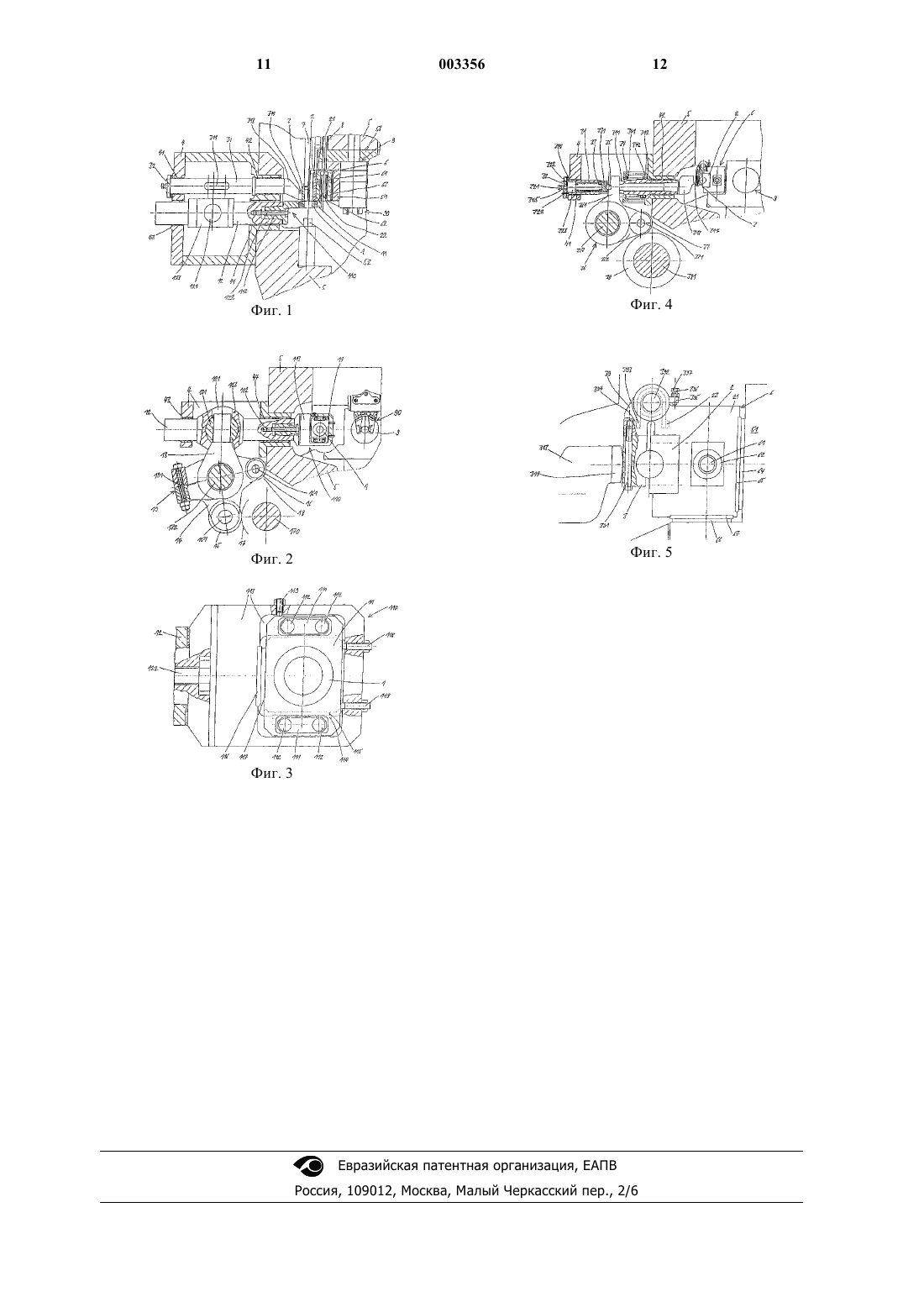
1 Изобретение относится к машине для обработки давлением с устройством для резки на ножницах, как оно охарактеризовано в ограничительной части независимого п.1 формулы. У машин для обработки давлением с одной или несколькими позициями обработки давлением к первой позиции часто подают отделенный ножницами от прутка отрезок. Резка прутка ножницами происходит обычно на отдельной позиции резки посредством неподвижного пруткового ножа и установленного с возможностью перемещения относительно него отрезного ножа, движущегося возвратно-поступательно с помощью салазок для ножниц. Известны различные возможности выполнения пруткового и отрезного ножей. В машинах для холодной обработки давлением используют, например, замкнутые дисковые ножи в качестве пруткового и отрезного ножей. Обрезаемый пруток вдвигают в отверстие пруткового и отрезного ножей и отрезной нож затем быстро перемещают поперек прутка,в результате чего от прутка отделяется отрезок. Недостаток двух замкнутых дисковых ножей состоит в том, что вдвигание обрезаемого прутка связано с трением. Кроме того, их использование в машинах для горячей обработки давлением не лишено проблем, поскольку там следует воспрепятствовать ненужному теплоотводу от прутка и не препятствовать выпадению имеющейся окалины. В машинах для горячей обработки давлением прутковый и отрезной ножи выполнены обычно в виде полуножей, т.е. ножей, которые прилегают к прутку только на части его периферии, причем обрезаемый пруток во время резки удерживается между полуножами и зажимными колодками. После резки зажимные колодки отводят для продвижения и отпускания прутка. Для центрирования прутка предусмотрено отдельное, относительно негибкое центрирующее устройство. Недостаток в том, что когда для оптимизации первого этапа обработки давлением положение поданного отрезка приходится корректировать относительно центра первой позиции обработки давлением, для необходимой за счет этого новой выверки отрезного и пруткового ножей приходится заново настраивать множество отдельных деталей, а именно отрезной и прутковый ножи, зажимные колодки и центрирующее устройство. Независимо от машины для обработки давлением из US-A-5062336 известно устройство для резки на ножницах прутков, у которого неподвижный и перемещаемый относительно него ножи состоят каждый из двух полуножей. Также независимо от машины для обработки давлением в US-A-4152959 раскрыто устройство для резки на ножницах прутков, у которого неподвижный нож состоит из двух раздвигаемых полуножей, тогда как перемещаемый относительно него нож выполнен в виде замк 003356 2 нутого дискового ножа. Раздвигание двух полуножей, однако, очень ограничено, так что выпадение, возможно, имеющейся окалины затруднено. В US-A-5690010 раскрыто устройство для резки на ножницах в машине для обработки давлением, которое содержит шлицованный дисковый нож, состоящий из выполненного в виде полуножа неподвижного пруткового ножа и подвижного относительно него зажимного элемента, а также взаимодействующий со шлицованным дисковым ножом и перемещаемый относительно него отрезной нож, выполненный в виде замкнутого дискового ножа. Зажимной элемент установлен с возможностью перемещения между зажимающим обрезаемый пруток и незажимающим обрезаемый пруток положениями, однако, не предусмотрен его полный отвод от прутка, так что выпадение, возможно,имеющейся окалины затруднено. Ввиду недостатков, известных до сих пор,описанных выше устройств для резки на ножницах в основе изобретения лежит следующая задача. Необходимо создать машину для обработки давлением с устройством для резки на ножницах, у которого устройство для резки на ножницах обеспечивало бы вдвигание обрезаемого прутка без ненужного трения, выпадение,возможно, имеющейся окалины, а также простым образом настройку центра отрезного и пруткового ножей. Эта задача решается посредством устройства согласно изобретению, как оно охарактеризовано в ограничительной части независимого п.1 формулы. Предпочтительные варианты выполнения приведены в зависимых пунктах. Сущность изобретения состоит в следующем. Машина для обработки давлением включает в себя устройство для резки на ножницах,которое содержит шлицованный дисковый нож,состоящий из выполненного в виде полуножа неподвижного пруткового ножа и подвижного относительно него центрирующе-зажимного элемента, а также взаимодействующий со шлицованным дисковым ножом и перемещаемый относительно него отрезной нож, выполненный в виде замкнутого дискового ножа. Машина для обработки давлением содержит, кроме того,средства управления, с помощью которых можно перемещать центрирующе-зажимной элемент между центрирующим положением, в котором он при работе центрирует обрезаемый пруток,не зажимая его, положением отпускания, в котором он полностью отведен от прутка, и зажимным положением, в котором он зажимает обрезаемый пруток. Центрирование обрезаемого прутка происходит согласно изобретению посредством центрирующе-зажимного элемента в центрирующем положении вместе с прутковым ножом. Во время резки обрезаемый пруток удерживается между прутковым ножом и центрирующе 3 зажимным элементом в зажимном положении, а также в отрезном ноже. После резки центрирующе-зажимной элемент отводят от пруткового ножа в положение отпускания, так что пруток снова может быть продвинут без ненужного трения. Кроме того, удаление центрирующезажимного элемента от прутка в машинах для горячей обработки давлением обеспечивает выпадение окалины и препятствует теплоотводу от прутка, которого можно избежать. Как центрирование, так и зажим прутка происходят посредством центрирующе-зажимного элемента,так что от дополнительного центрирующего устройства можно отказаться. Для настройки центра отрезного и пруткового ножей следует точно позиционировать только отрезной нож в виде замкнутого дискового ножа и шлицованный нож, образованный прутковым ножом и центрирующе-зажимным элементом. Ниже машина для обработки давлением согласно изобретению с устройством для резки на ножницах более подробно описана с помощью примера выполнения со ссылкой на прилагаемые чертежи, на которых изображают следующее: фиг. 1: частично в разрезе вид сверху на основные детали устройства для резки на ножницах, установленного на машине для обработки давлением; фиг. 2: частично в разрезе вид сбоку машины для обработки давлением с устройством для резки на ножницах из фиг. 1, у которого видны отрезной нож и салазки для ножниц; фиг. 3: подробный вид расположения отрезного ножа; фиг. 4: частично в разрезе вид сбоку машины для обработки давлением с устройством для резки на ножницах из фиг. 1, у которого видны прутковый нож, центрирующе-зажимной элемент и центрирующе-зажимные салазки; фиг. 5: подробный вид расположения отрезного ножа и центрирующе-зажимного элемента. Фиг. 1. Изображенная машина для обработки давлением с устройством для резки на ножницах включает в себя станину 5, на которой через нажимную пластину 53 размещена опора 51. Обозначена первая позиция 9 обработки давлением. Перед опорой 51 расположена режущезарядная кассета 6, которая может быть закреплена разъемно на опоре 51 или станине 5 различным образом, например болтами или гидравлическими элементами, работающими на растяжение или сжатие. Режуще-зарядная кассета 6 содержит прутковый нож 2 в виде полуцилиндрического полуножа, размещенного на ножедержателе 21 пруткового ножа. Между прутковым ножом 2 и его ножедержателем 21 расположена регулировочная шпонка 22, которая служит для продольного перемещения пруткового ножа 2 с целью регулирования режущей 4 щели между прутковым 2 и расположенным перед ним отрезным 1 ножами. В ножедержателе 21 пруткового ножа расположен зарядный штифт 61, прижимаемый к зарядной управляющей штанге 8 посредством упирающейся в гайку 62 пружины 63 сжатия. Для подачи обрезаемого прутка в продольном направлении позади пруткового ножа 2 проходит направляющая труба 7, сквозь которую пруток можно продвинуть в прутковый 2 и отрезной 1 ножи, а именно максимум до тех пор, пока он не упрется в упор 52, закрепленный на станине 5. Отрезной нож 1 выполнен в виде замкнутого дискового ножа, размещенного в ножедержателе 11, который закреплен на ножевой головке 113 с возможностью снятия. Отрезной нож 1, ножедержатель 11 и ножевая головка 113 являются частью кассеты 110 ножевой головки,разъемно закрепленной крепежным винтом 122 на перемещаемых салазках 12 для ножниц, с помощью которых отрезной нож 1 движется возвратно-поступательно, а именно из положения перед прутковым ножом 2 в положение перед зарядным штифтом 61 и снова обратно. Для поясняемого ниже привода салазок 12 для ножниц на них предусмотрена опора 123 кулисного камня с отверстием 121 для приводного рычага. Во время резки обрезаемый пруток удерживается в зажимном положении, с одной стороны, в отрезном ноже 1, а, с другой стороны,между прутковым ножом 2 и противоположным центрирующе-зажимным элементом 3. Центрирующе-зажимной элемент 3 прилегает к нажимной пластине 314, размещенной на головке 313 центрирующе-зажимных салазок 31. Для поясняемого ниже привода центрирующе-зажимных салазок 31 в них предусмотрено отверстие 311 для управляющего рычага. На обращенном от головки 313 конце центрирующе-зажимных салазок 31 закреплена пластина 32 ограничения хода, принцип действия которой поясняется также ниже. Салазки 12 для ножниц и центрирующезажимные 31 салазки, а также соответствующие им приводы расположены в закрепленной на станине 5 коробке 4, причем салазки 12 для ножниц установлены с возможностью перемещения в опорных втулках 43, 44, а центрирующе-зажимные салазки 31 - в опорных втулках 41, 42 в стенке коробки. Для отделения отрезка от обрезаемого прутка центрирующе-зажимной элемент 3, прежде всего, в начале вдвигания подводят к обрезаемому прутку в центрирующее положение для его центрирования без зажима. Пруток может быть тогда оптимальным образом вдвинут в закрытый отрезной нож 1. Затем центрирующезажимной элемент 3 во время дальнейшего вдвигания обрезаемого прутка в отверстие отрезного ножа 1 может быть отведен от обрезаемого прутка в положение отпускания, т.е. отпущен, с тем чтобы воспрепятствовать ненужному 5 трению и как недостаток потерям тепла прутка и способствовать выпадению возможной окалины. Если пруток продвинут в нужной степени,то центрирующе-зажимной элемент 3 прижимают к обрезаемому прутку в зажимное положение для его зажима во время собственно резки. Резка происходит путем быстрого перемещения отрезного ножа 1 из положения перед прутковым ножом 2 в положение перед зарядным штифтом 61. Отделенный отрезок переталкивают наконец с помощью продвинутого вперед зарядной управляющей штангой 8 зарядного штифта 61 из отрезного ножа 1 в поперечные транспортные клещи 90 и транспортируют ими на первую позицию 9 обработки давлением. На фиг. 1 поперечные транспортные клещи 90 находятся у первой позиции 9 обработки давлением. После отделения отрезка центрирующезажимной элемент 3 отводят от обрезаемого прутка и отрезной нож 1 возвращают снова в положение перед прутковым ножом 2. Ко всему дальнейшему описанию относится следующее. Если на фигуре в целях понимания чертежа имеются ссылочные позиции, которые в непосредственно относящемся к ней тексте описания не поясняются, то ссылка на них производится в описании предыдущих фигур. Фиг. 2. Здесь видно, что привод салазок 12 для ножниц осуществляется через приводной рычаг 13, который входит в отверстие 121 в опоре 123 кулисного камня и окружен там плотно прилегающим к нему кулисным камнем 131, который может вращаться в опоре 123. Режущий приводной рычаг 13 через предохранитель 19 от перегрузки с местом 191 заданного разрушения прочно соединен с двухроликовым рычагом 14,причем режущий приводной 13 и двухроликовый 14 рычаги установлены с возможностью вращения вокруг общей оси 132. На двухроликовым рычаге 14, с одной стороны, с возможностью вращения вокруг оси 151 установлен режущий ролик 15, а, с другой стороны, с возможностью вращения вокруг оси 161 - ответный ролик 16. Режущий ролик 15 прилегает к лишь обозначенному здесь режущему кулачку 17,тогда как ответный ролик 16 - к лишь обозначенному здесь ответному кулачку 18, причем оба кулачка вращаются посредством управляющего вала 170. За счет соответствующего выполнения режущего 17 и ответного 18 кулачков можно достичь нужного возвратнопоступательного движения салазок 12 для ножниц и, тем самым, отрезного ножа 1. Если сопротивление обрезаемого прутка слишком велико, то предохранитель 19 от перегрузки разрушается в месте 191 заданного разрушения и прекращается связь режущего приводного рычага 13 с двухроликовым рычагом 14. Кроме того, здесь перед первой позицией 9 обработки давлением изображены первые поперечные транспортные клещи 90, с помощью 6 которых вытолкнутые из отрезного ножа, отделенные отрезки прутка транспортируют на первую позицию 9 обработки давлением. Фиг. 3. Несущий отрезной нож 1, ножедержатель 11 и, тем самым, сам отрезной нож 1 установлены с возможностью точного позиционирования в ножевой головке 113 кассеты 110 в направлениях х и у посредством пригоночных пластин 116 или 114 и дополнительно корректировочных пластин 117 или 115. Пригоночные пластины 114, 116 прочно монтируют на ножевой головке 113 и после этого больше не снимают,тогда как корректировочные пластины 115, 117 определенной толщины закрепляют с возможностью замены на ножедержателе 11 или пригоночных пластинах 114, 116. С помощью регулировочных винтов 118, 119 ножедержатель 11 с корректировочными пластинами 115, 117 прижимают к пригоночным пластинам 114, 116 и фиксируют, таким образом, на ножевой головке 113. После этого ножедержатель 11 посредством двух крепежных накладок 111 стабильно соединяют крепежными винтами 112 с ножевой головкой 113, так что возникающие при резке высокие усилия не приводят к ослаблению ножедержателя 11. Для достижения с помощью корректировочных пластин 115, 117 воспроизводимых в направлениях х и у положений сначала при монтаже машины необходимо использовать эталонные корректировочные пластины 115, 117 определенной толщины 0 и в соответствии с базовым центром оси втягивания определить толщину пригоночных пластин 114, 116. Для настройки нужных положений х и у нужно просто заменить одну или обе эталонные корректировочные пластины 115, 117 корректировочными пластинами 115, 117 соответствующей толщины, которые могут быть взяты из набора корректировочных пластин с отличающимися, например, шагами по 1/10, 1/2 или 1 мм толщинами. Фиг. 4. Центрирующе-зажимные салазки 31 напряжены в направлении пруткового ножа 2 посредством расположенной в корпусе 341 зажимной пружины 34, которая уперта в кольцевой заплечик 312 центрирующе-зажимных салазок 31. Если между центрирующе-зажимным элементом 3 и прутковым ножом 2 не находится пруток, то пластина 32 ограничения хода, размещенная посредством крепежных винтов 322 на центрирующе-зажимных салазках 31, ограничивает их перемещение в направлении пруткового ножа 2, упираясь в кольцеобразный упор 324 ограничения хода на коробке 4. Таким образом, предотвращается соприкосновение центрирующе-зажимного элемента 3 и пруткового ножа 2. Привод центрирующе-зажимных салазок 31 осуществляется посредством входящего в 7 отверстие 311 управляющего плеча 361 управляющего рычага 36, установленного с возможностью вращения вокруг оси 363. На роликовом плече 362 управляющего рычага 36 с возможностью вращения вокруг оси 371 размещен управляющий ролик 37. Управляющий ролик 37 прилегает к управляющему кулачку 38, вращаемому управляющим валом 381. Движение управляющего плеча 361 передается через шарнирную цапфу 35 на корпус 331 пружины сжатия, который через промежуточный элемент 323 прижат к регулировочному винту 321, расположенному в пластине 32 ограничения хода. Пружина 33 сжатия, расположенная в корпусе 331 и опирающаяся на промежуточный элемент 323, а также зажимная пружина 34 оказывают на управляющий рычаг 36 крутящий момент,так что управляющий ролик 37 постоянно прижат к управляющему кулачку 38. Управляющий кулачок 38 действует, таким образом, через управляющий ролик 37, управляющий рычаг 36, шарнирную цапфу 35, корпус 331 пружины сжатия,промежуточный элемент 323, регулировочный винт 321 и пластину 32 ограничения хода на центрирующе-зажимные салазки 31 в противоположном зажимной пружине 34 направлении. За счет соответствующего выполнения управляющего кулачка 38 можно достичь нужного возвратнопоступательного движения центрирующезажимных салазок 31 и, тем самым, центрирующе-зажимного элемента 3. С помощью регулировочного винта 321,блокируемого фиксирующей гайкой 325, расстояние между центрирующе-зажимным элементом 3 и прутковым ножом 2 можно настроить так, чтобы центрирующе-зажимной элемент 3 и прутковый нож 2 сообща ограничивали отверстие в форме кругового цилиндра. Подобная настройка может потребоваться часто, поскольку, как это поясняется ниже, положение пруткового ножа 2 варьируется в направлении х. Фиг. 5. Здесь видно, что центрирующе-зажимной элемент 3 размещен посредством крепежного винта 391 на держателе 39 центрирующезажимного элемента. Держатель 39 через шарнирную цапфу 392 соединен с возможностью вращения с держателем 21, на котором размещен прутковый нож 2. С помощью торсионной пружины 393, которая опирается на упор 394 на держателе 39 центрирующе-зажимного элемента и на упор 23 на держателе 21 пруткового ножа, держатель 39 предварительно смещен относительно держателя 21 таким образом, что центрирующе-зажимной элемент 3 прижат в направлении от пруткового ножа 2 к нажимной пластине 314 центрирующе-зажимного элемента 3, размещенной на центрирующе-зажимных салазках 31. Отпускающие, центрирующие и зажимные движения центрирующе-зажимного элемента 3 могут быть введены, таким образом,с силовым замыканием. 8 Съемная режуще-зарядная кассета 6 с держателем 21 пруткового ножа установлена с возможностью точного позиционирования в направлениях х и у посредством пригоночных пластин 64 или 66 и дополнительно корректировочных пластин 65 или 67 на опоре 51. Пригоночные пластины 64, 66 прочно монтируют на опоре 51, а затем больше не снимают, тогда как корректировочные пластины 65, 67 определенной толщины закрепляют с возможностью замены на ножедержателе 21 или пригоночных пластинах 64, 66. Для достижения с помощью корректировочных пластин 65, 67 воспроизводимых в направлениях х и у положений сначала при монтаже машины необходимо использовать эталонные корректировочные пластины 65, 67 определенной толщины 0 и в соответствии с базовым центром оси втягивания определить толщину пригоночных пластин 64, 66. Для настройки нужных положений х и у нужно просто заменить одну или обе эталонные корректировочные пластины 65, 67 корректировочными пластинами 65, 67 соответствующей толщины, которые могут быть взяты из набора корректировочных пластин с отличающимися, например, шагами по 1/10, 1/2 или 1 мм толщинами. Для облегчения вставки режуще-зарядной кассеты 6 между опорой 51 или пригоночными пластинами 64, 66 и нажимной пластиной 314 центрирующе-зажимного элемента на продолжении 395 держателя 39 центрирующезажимного элемента размещен регулировочный винт 396 для ограничения угла раскрытия между держателями 39, 21, блокируемый фиксирующей гайкой 397. В отношении описанной выше машины для обработки давлением с устройством резки на ножницах могут быть реализованы другие конструктивные варианты. Здесь настоятельно следует еще упомянуть, что вместо того, чтобы пригоночные пластины 114, 116 монтировать на ножевой головке 113, а корректировочные пластины 115, 117 - на держателе 11 отрезного ножа или на пригоночных пластинах 114, 116, пригоночные пластины 114,116 могут быть закреплены также на держателе 11 отрезного ножа, а корректировочные пластины 115, 117 - на ножевой головке 113 или на пригоночных пластинах 114, 116; вместо того, чтобы пригоночные пластины 64, 66 монтировать на опоре 51, а корректировочные пластины 65, 67 - на держателе 21 пруткового ножа или на пригоночных пластинах 64,66, пригоночные пластины 64, 66 могут быть закреплены также на держателе 21 пруткового ножа, а корректировочные пластины 65, 67 - на опоре 51 или пригоночных пластинах 64, 66; режуще-зарядная кассета 6 через расположенные в направлениях х и у пригоночные 64,66 и корректировочные 65, 67 пластины может быть разъемно закреплена также различным 9 образом на L-образном кассетодержателе. Кассетодержатель с режуще-зарядной кассетой 6 может быть разъемно закреплен также различным образом на опоре 51 или станине 5, например посредством винтов или гидравлических,работающих на растяжение или сжатие элементов; соединение между нажимной пластиной 314 центрирующе-зажимного элемента и самим центрирующе-зажимным элементом 3 может быть также выполнено с геометрическим замыканием. Предварительного смещения держателя 3 центрирующе-зажимного элемента относительно держателя 21 пруткового ножа тогда больше не требуется; вместо того, чтобы настраивать расстояние между центрирующе-зажимным элементом 3 и прутковым ножом 2 регулировочным винтом 321, это можно сделать также ходовым винтом с электроприводом; кассета 110 ножевой головки вместо крепежного винта 122 может быть разъемно закреплена на салазках 12 для ножниц также иным образом, например посредством гидравлических, работающих на растяжение или сжатие элементов. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Машина для обработки давлением с устройством для резки на ножницах, содержащая шлицованный дисковый нож, состоящий из выполненного в виде полуножа, неподвижного пруткового ножа (2) и подвижного относительно него центрирующе-зажимного элемента (3), а также взаимодействующий со шлицованным дисковым ножом и перемещаемый относительно него отрезной нож (1), который выполнен в виде замкнутого дискового ножа, отличающаяся тем, что она содержит средство (38) управления,с помощью которого можно перемещать центрирующе-зажимной элемент (3) между центрирующим положением, в котором он при работе центрирует обрезаемый пруток, не зажимая его,положением отпускания, в котором он полностью отведен от прутка, и зажимным положением, в котором он зажимает обрезаемый пруток. 2. Машина по п.1, отличающаяся тем, что отрезной нож (1) расположен в держателе (11),установленном с возможностью точного позиционирования посредством одной из пригоночных пластин (114, 116) в каждом направлении и преимущественно дополнительно одной из корректировочных пластин (115, 117) в каждом направлении относительно требуемого положения обрезаемого прутка в двух направлениях перпендикулярно обрезаемому прутку. 3. Машина по п.2, отличающаяся тем, что держатель (11) отрезного ножа съемно закреплен на ножевой головке (113), размещенной на перемещаемых салазках (12) для ножниц. 10 4. Машина по п.3, отличающаяся тем, что отрезной нож (1), его держатель (11) и ножевая головка (113) являются частью съемной кассеты(110) ножевой головки. 5. Машина по одному из пп.1-4, отличающаяся тем, что средство управления включает в себя управляющий кулачок (38), имеющий такую форму, что центрирующе-зажимной элемент (3), прежде всего, в начале вдвигания подводится к обрезаемому прутку в центрирующее положение для его центрирования без зажима,после этого во время дальнейшего вдвигания обрезаемого прутка в отверстие отрезного ножа(1) отводится от обрезаемого прутка в положение отпускания, затем полностью подводится к обрезаемому прутку в зажимное положение для его зажима во время собственно резки и, наконец, снова отводится от обрезаемого прутка. 6. Машина по п.5, отличающаяся тем, что центрирующе-зажимной элемент (3) установлен с возможностью перемещения посредством центрирующе-зажимных салазок (31), управляемых управляющим кулачком (38). 7. Машина по одному из пп.1-6, отличающаяся тем, что центрирующе-зажимной элемент(3) размещен на держателе (39), соединенном с возможностью перемещения, преимущественно вращения, с держателем (21), на котором размещен прутковый нож (2). 8. Машина по п.7, отличающаяся тем, что держатель (39) центрирующе-зажимного элемента предварительно смещен таким образом,что центрирующе-зажимной элемент (3) в направлении от пруткового ножа (2) прижат к размещенной на центрирующе-зажимных салазках (31) нажимной пластине (314) центрирующе-зажимного элемента. 9. Машина по одному из пп.1-8, отличающаяся тем, что образованный прутковым ножом(2) и центрирующе-зажимным элементом (3) шлицованный дисковый нож установлен с возможностью точного позиционирования посредством одной из пригоночных пластин (64, 66) в каждом направлении и преимущественно дополнительно одной из корректировочных пластин (65, 67) в каждом направлении относительно требуемого положения обрезаемого прутка в двух направлениях перпендикулярно обрезаемому прутку. 10. Машина по одному из пп.1-9, отличающаяся тем, что прутковый нож (2), центрирующе-зажимной элемент (3) и, при необходимости, держатель (39) центрирующе-зажимного элемента и держатель (21) пруткового ножа расположены в съемной режуще-зарядной кассете (6). 11. Машина по одному из пп.1-10, отличающаяся тем, что она представляет собой машину для горячей обработки давлением.
МПК / Метки
МПК: B23D 35/00, B21K 27/06
Метки: устройством, давлением, машина, обработки, ножницах, резки
Код ссылки
<a href="https://eas.patents.su/7-3356-mashina-dlya-obrabotki-davleniem-s-ustrojjstvom-dlya-rezki-na-nozhnicah.html" rel="bookmark" title="База патентов Евразийского Союза">Машина для обработки давлением с устройством для резки на ножницах</a>
Многоступенчатая машина для обработки давлением
Номер патента: 1306
Опубликовано: 25.12.2000
Авторы: Деттвилер Хайнц, Флури Ульрих, Рухти Даниэль
МПК: B21J 13/14, B21K 1/04
Метки: многоступенчатая, машина, обработки, давлением
Формула / Реферат:
1. Многоступенчатая машина для обработки давлением, содержащая последнюю позицию (1) деформации для разделения комбинированных деталей (2) на, соответственно, две части (21, 22) изделия и, по меньшей мере, одно устройство (3, 4) для отвода частей изделия, отличающаяся тем, что она имеет, по меньшей мере, два устройства (3, 4) для отвода частей изделия, каждое из которых имеет переводное устройство (5, 6, 7) для перевода части (21, 22) изделия от...
Тестомесильная машина с дозирующим устройством
Номер патента: 3243
Опубликовано: 27.02.2003
Авторы: Малфатти Пьерлуиджи, Торгеле Клаудио
Метки: дозирующим, тестомесильная, машина, устройством
Формула / Реферат:
1. Тестомесильная машина для производства теста для выпекаемых изделий, которая оснащена устройством для дозирования мукообразных ингредиентов, которая имеет закрытый корпус с горизонтальной осью и в которой действует месильный элемент с осью вращения, которая соосна с осью корпуса или параллельна ей, отличающаяся тем, что камеры тестомесильной машины внутри корпуса (1) имеют две внутренних, фактически круглых, находящихся вблизи друг от друга...
Проточная система под давлением и способ обработки жидкостно-проницаемых заготовок, таких как кости
Номер патента: 1263
Опубликовано: 25.12.2000
Авторы: Расселл Джеймс Л., Моррис Джон В., Дауд Майкл, Скарбораф Нельсон Л.
МПК: A61L 27/00
Метки: обработки, заготовок, давлением, способ, жидкостно-проницаемых, проточная, система, таких, кости
Формула / Реферат:
1. Проточная система под давлением для обработки внутреннего объема кости жидкостью, включающая а) камеру нагнетания давления жидкости, имеющую входной патрубок для жидкости и отверстие, выполненное в стенке камеры, размеры которого обеспечивают прохождение через него, по крайней мере, части кости; б) сжимаемое уплотнение, расположенное по окружности отверстия, способное принимать форму поверхности кости и способное жидкостно-непроницаемо...
Способ резки титана и его сплавов
Номер патента: 2276
Опубликовано: 28.02.2002
Авторы: Максимов Владимир Николаевич, Григорян Валерий Арменакович, Елькин Александр Иосифович, Скляров Николай Митрофанович, Рототаев Дмитрий Александрович
МПК: B23P 17/04, B23D 19/00, B26D 1/00...
Метки: титана, резки, способ, сплавов
Формула / Реферат:
1. Способ резки титана и его сплавов, заключающийся в том, что резку титана осуществляют движущимся рабочим телом, отличающийся тем, что в начальный момент резания движение рабочего тела осуществляют со скоростью, обеспечивающей температуру горения титана, и выдерживают её до образования ювенильной поверхности среза, затем скорость снижают до величины, обеспечивающей постоянную ювенильную поверхность в зоне контакта, и продолжают операцию резки,...
Устройство для резки стального каната
Номер патента: 342
Опубликовано: 29.04.1999
Автор: Ровенский Сергей Николаевич
МПК: B26B 17/00, B23D 29/00
Метки: каната, устройство, стального, резки
Формула / Реферат:
Устройство для peзки стального каната, содержащее коробчатый корпус, подвижную и неподвижную рукоятки, храповой механизм, неподвижную опору с режущей сегментной впадиной и с шарнирно закрепленным на ней сектором с зубчатым венцом храпового механизма на его периферии, имеющем ступенчатые режущие кромки, отличающееся тем, что сектор выполнен в виде двуплечего рычага первого рода, образующего с концевой частью неподвижной опоры открытую зону...
Предыдущий патент: Устройство для розлива пива
Следующий патент: Устройство для флотационной машины
Случайный патент: Полиэфирные штапельные волокна и способ их получения