Съемная втулка, способ ее изготовления и комбинация съемной втулки и держателя
Номер патента: 2198
Опубликовано: 28.02.2002
Авторы: Маклин Майкл Эвард, Фергасон Томас Гералд, Лэйн Уильям Джеймс III
Формула / Реферат
1. Съемная втулка, устанавливаемая на держателе, отличающаяся тем, что она включает в себя внутренний полимерный слой; содержащий волокна слой упрочнения, покрывающий указанный внутренний слой; промежуточный полимерный слой, покрывающий слой упрочнения; и внешний полимерный слой, образующий рабочую поверхность; причем твердость А по Шору внутреннего полимерного слоя главным образом равна твердости А по Шору или превышает твердость А по Шору промежуточного и внешнего полимерных слоев.
2. Съемная втулка по п.1, отличающаяся тем, что она дополнительно включает в себя амортизирующий слой, который расположен между промежуточным слоем и внешним слоем.
3. Съемная втулка по п.1, отличающаяся тем, что все слои отверждены одновременно в единственной операции вулканизации.
4. Съемная втулка по п.1, отличающаяся тем, что она является главным образом цельнотянутой.
5. Съемная втулка по п.1, отличающаяся тем, что внутренний слой, промежуточный слой и внешний слой изготовлены из материалов, которые выбраны из группы, в которую входят бутилкаучук, нитрилкаучук, каучук на основе сополимера этилена, пропилена и диенового мономера, натуральный каучук, синтетический каучук, неопреновый каучук, смесь нитрилкаучука с поливинилхлоридом, а также полиуретан.
6. Съемная втулка по п.1, отличающаяся тем, что указанный внутренний слой содержит карбоксилированный нитрилбутадиеновый сополимер.
7. Съемная втулка по п.1, отличающаяся тем, что внутренний слой, промежуточный слой и внешний слой имеют твердость А по Шору, лежащую в диапазоне от 20 до 90 единиц.
8. Съемная втулка по п.1, отличающаяся тем, что внутренний слой имеет твердость А по Шору, по меньшей мере, 70 единиц.
9. Съемная втулка по п.1, отличающаяся тем, что слой упрочнения содержит материал, выбранный из группы, в которую входят полиэфирное и хлопчатобумажное волокно, стекловолокно, полиэфирное волокно с хлопчатобумажной оболочкой, вискозное волокно, угольные нити, а также другие синтетические волокна с высоким модулем и органические волокна.
10. Съемная втулка по п.2, отличающаяся тем, что амортизирующий слой содержит полимерный вспененный материал с открытыми или закрытыми ячейками.
11. Съемная втулка по п.2, отличающаяся тем, что амортизирующий слой содержит полимер, имеющий твердость А по Шору в диапазоне от 25 до 45 единиц.
12. Съемная втулка по п.1, отличающаяся тем, что каждый из образующих втулку слоев имеет толщину от 0,0127 до 1,905 см.
13. Способ изготовления съемной втулки, отличающийся тем, что он включает в себя следующие операции: формирование внутреннего полимерного слоя цилиндрической формы; установку указанного внутреннего слоя на держателе; нанесение упрочняющего слоя, содержащего волокна, на внешнюю поверхность указанного внутреннего слоя; нанесение промежуточного полимерного слоя на внешнюю поверхность указанного упрочняющего слоя; нанесение внешнего полимерного слоя; и отверждение указанных слоев для образования втулки.
14. Способ по п.13, отличающийся тем, что он включает в себя операцию нанесения амортизирующего слоя на внешнюю поверхность промежуточного полимерного слоя, ранее нанесения внешнего слоя.
15. Способ по п.13, отличающийся тем, что отверждение слоев преимущественно проводят при температуре в диапазоне ориентировочно от 140 до 154шС.
16. Способ по п.13, отличающийся тем, что внутренний слой, промежуточный слой и внешний слой изготовлены из материалов, которые выбраны из группы, в которую входят бутилкаучук, нитрилкаучук, каучук на основе сополимера этилена, пропилена и диенового мономера, натуральный каучук, синтетический каучук, неопреновый каучук, смесь нитрилкаучука с поливинилхлоридом, а также полиуретан.
17. Способ по п.13, отличающийся тем, что внутренний слой, промежуточный слой и внешний слой имеют твердость А по Шору, лежащую в диапазоне от 20 до 90 единиц.
18. Способ по п.13, отличающийся тем, что указанный внутренний слой имеет твердость А по Шору, по меньшей мере, 70 единиц.
19. Комбинация держателя и съемной втулки по п.1.

Текст
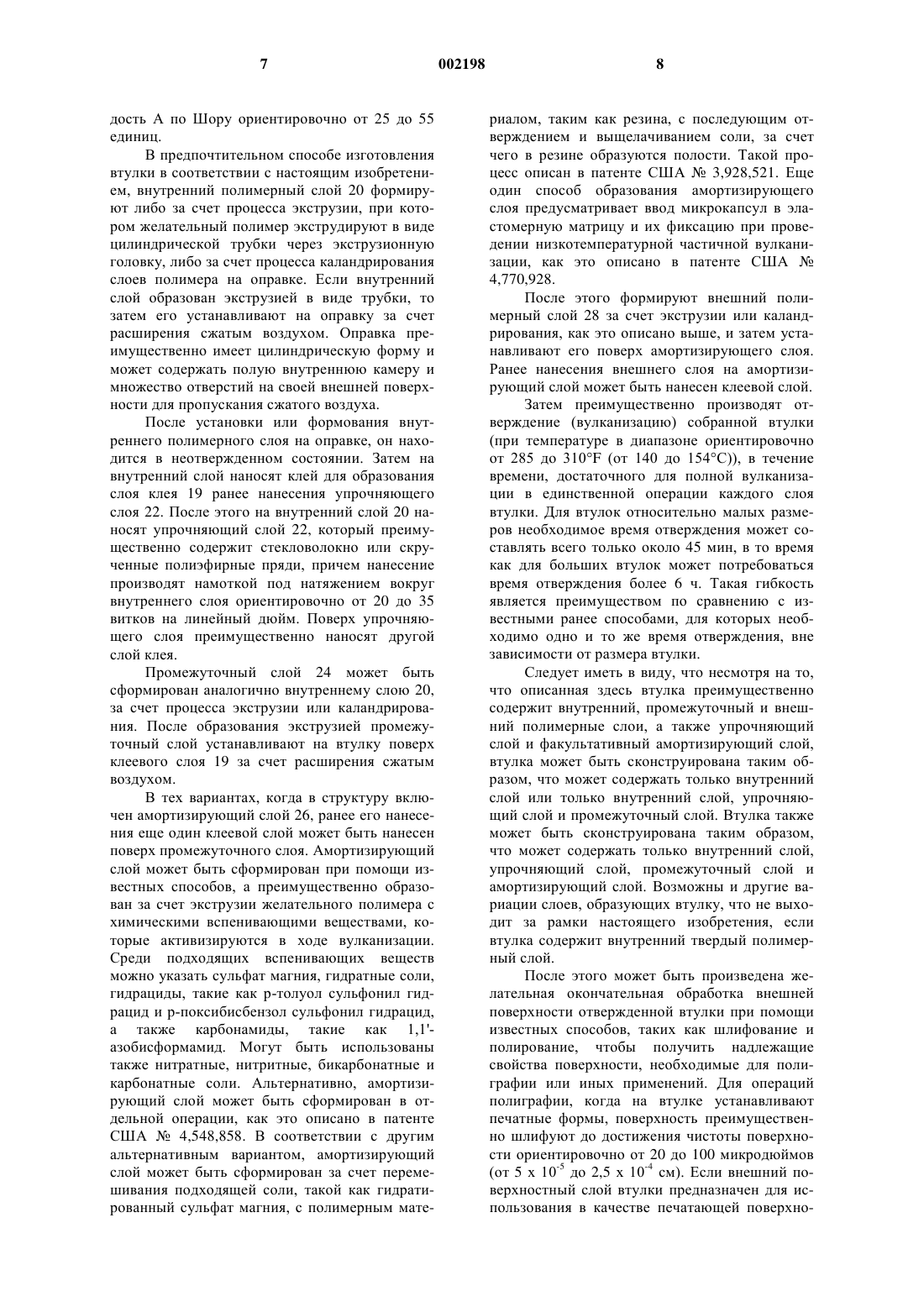
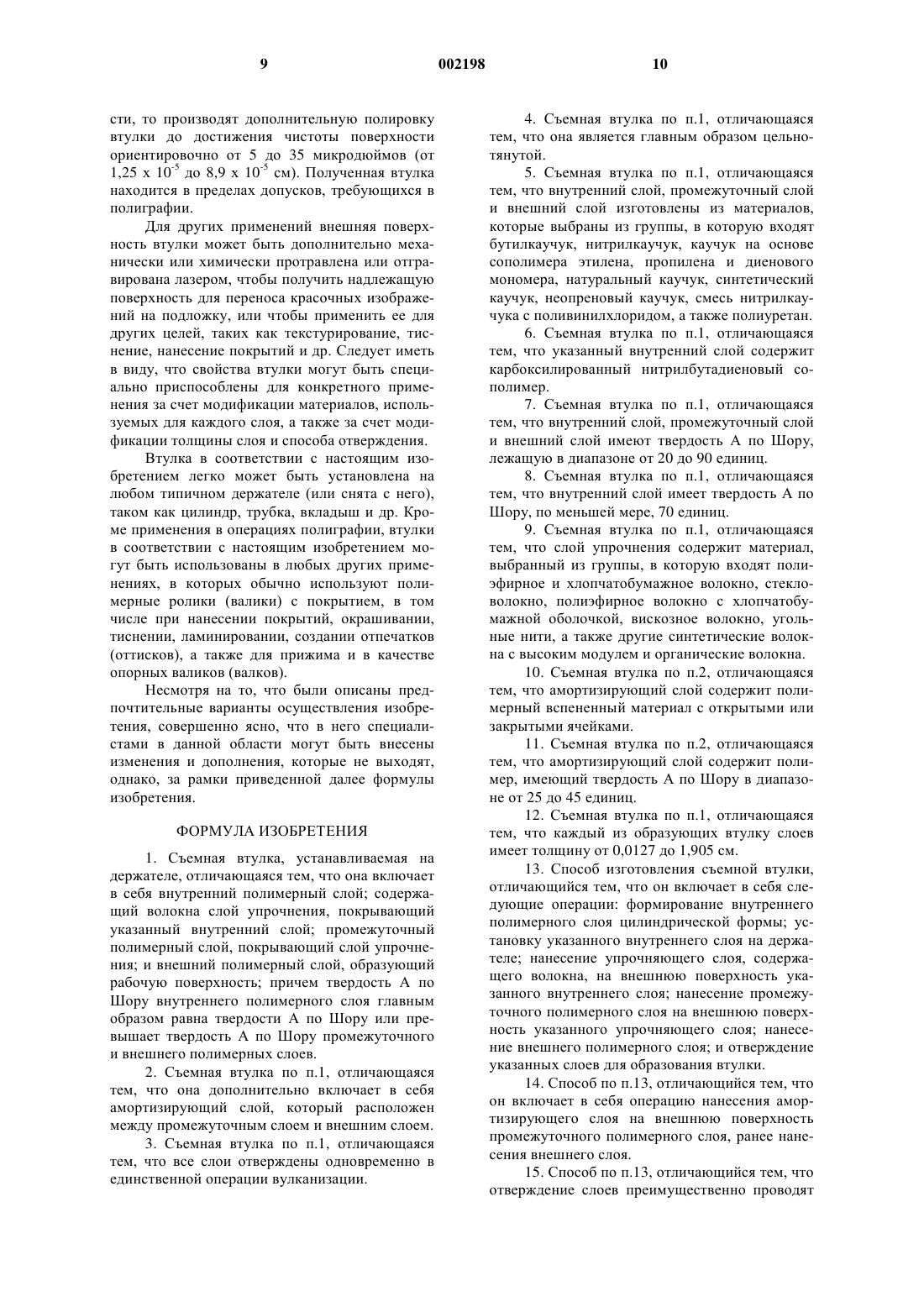
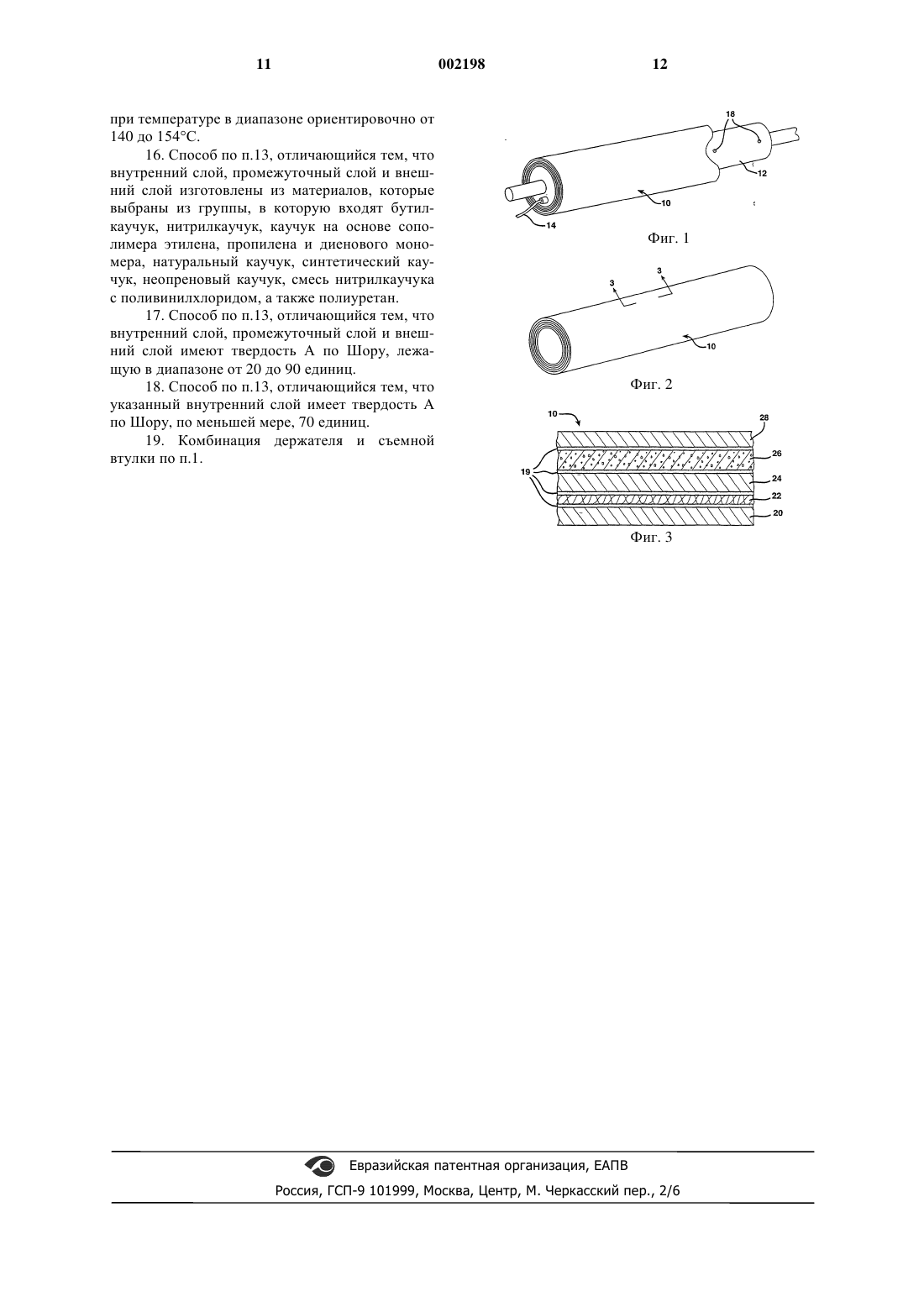
1 Настоящее изобретение имеет отношение к созданию съемной (сменной) втулки, которая легко может быть установлена на цилиндрическом держателе, а более конкретно, к созданию съемной втулки, изготовленной из многослойного упрочненного композитного материала,который может быть отвержден (вулканизирован) в ходе единственной операции вулканизации. Цилиндрические валики (ролики) с резиновым покрытием широко используются в промышленности в ряде применений, в особенности для обработки листового материала и полотна в различных технологических процессах,таких как тиснение, каландрование, ламинирование, печать и нанесение покрытия на бумагу,пленку, фольгу и другие материалы. В дополнение к использованию в оборудовании для обработки листового материала, ролики с резиновым покрытием часто используются в конвейерах и в различных конторских машинах. Такие ролики обычно содержат цилиндрический (металлический) сердечник (или другое средство поддержки), на который нанесено внешнее покрытие из резины, эластомера или полимерного материала. Однако в результате интенсивного использования покрытие на роликах изнашивается и должно быть заменено. Для этого обычно требуется направить ролики на операцию сошлифовки старого покрытия и нанесения нового покрытия. Это является неудобным и дорогостоящим мероприятием, так как приводит к простою технического оборудования на время замены покрытия, или к необходимости для конечного пользователя иметь дополнительный запас сменных роликов. Даже в указанном последнем случае приходится направлять ролики для замены покрытия. Цилиндрические валики широко используют в полиграфической промышленности. Например, печатные валики или втулки используют во флексографской печати для создания монтажной поверхности для флексографических печатных форм. В типичной флексографской печатной машине втулку устанавливают на печатном цилиндре с использованием сжатого воздуха для ее расширения, после чего закрепляют печатные формы на внешней поверхности втулки. Раньше для печатных цилиндров применяли тонкие металлические втулки, а недавно стали применять печатные втулки, которые изготовлены из полимерных материалов. Известны,например, печатные втулки, которые содержат ламинированные полимерные слои, упрочненные слоем тканого или нетканого материала. Преимуществом таких втулок по сравнению с металлическими валиками является легкость их расширения для установки на цилиндр, причем они являются цельнотянутыми и обеспечивают хорошую конструктивную целостность при проведении операций печати, без повреждений 2 и снижения надежности, вызываемых тонкими металлическими втулками. Однако такие втулки обычно являются дорогими и требуют большого времени на изготовление, так как их формование и отверждение производят отдельно, после чего производят сборку или формовку композитного изделия. Более того, для многих полимерных печатных втулок требуется применение при изготовлении специфических полимеров и/или температур отверждения, что ограничивает выбор материалов или свойств для окончательной поверхности втулки, которые могут быть желательны для различных полиграфических применений. В европейском патенте 715966 описано многослойное офсетное полотно, которое содержит полимерные слои. Однако такое полотно предназначено для использования при проведении операций офсетной печати и в нем не используется втулка, которую легко можно снять с цилиндрического держателя. Таким образом, все еще существует необходимость создания съемной втулки, которая легко может быть установлена на цилиндре или ином держателе, которая может быть изготовлена быстро и легко, и которая может быть использована в самых различных применениях, в том числе в полиграфии, а также при перемещении и/или при обработке листового материала в различных технологических процессах. Настоящее изобретение отвечает такой необходимости за счет съемной втулки, приспособленной для установки на цилиндрическом держателе, которая изготовлена из многослойного композитного материала и которая может быть использована в ряде применений, в которых обычно используют валики с полимерным покрытием, в том числе (но без ограничения) в операциях обработки листового материала или полотна и в операциях флексографской печати. Высокая производительность изготовления втулки достигнута за счет того, что образующие ее слои могут быть отверждены одновременно. Втулка является главным образом цельнотянутой (бесшовной), химически стойкой, и легко может быть установлена на различных держателях. При использовании в полиграфии втулка обеспечивает высокое качество печати в пределах допусков, установленных для полиграфической промышленности. В соответствии с первым аспектом настоящего изобретения, предлагается съемная втулка, которая приспособлена для ее установки на держателе. Под держателем понимают любую конструкцию, которая позволяет поддерживать втулку при ее работе и позволяет ей вращаться, в том числе (но без ограничения) цилиндры, трубки и вкладыши. Съемная втулка образована комбинацией слоев, включающей в себя внутренний полимерный слой, слой упрочнения, перекрывающий указанный внутренний слой, промежуточный полимерный слой, пере 3 крывающий слой упрочнения, и внешний полимерный слой, образующий рабочую поверхность, причем твердость А по Шору внутреннего полимерного слоя главным образом равна твердости А по Шору или превышает твердость А по Шору промежуточного и внешнего полимерных слоев. Под рабочей поверхностью понимают внешнюю поверхность втулки, которая может быть приспособлена для ряда применений, таких как печать, тиснение, нанесение покрытий, каландрирование и др. Преимущественно, внутренний слой, промежуточный слой и внешний слой изготовлены из эластомерных материала, которые выбраны(каучук на основе сополимера этилена, пропилена, и диенового мономера), натуральный каучук, синтетический каучук, неопреновый каучук, смесь нитрилкаучука с поливинилхлоридом, а также полиуретан. Более того, внутренний слой, промежуточный слой и внешний слой преимущественно имеют твердость А по Шору,лежащую в диапазоне от 30 до 90 единиц. В соответствии с предпочтительным вариантом осуществления настоящего изобретения,внутренний слой имеет твердость А по Шору,по меньшей мере, около 70 единиц и образован,например,карбоксилированным нитрилбутадиеновым сополимером. Такой внутренний слой повышает долговечность втулки при ее повторном использовании. Упрочняющий слой (слой упрочнения) преимущественно содержит тканое полотно,изготовленное из волокон, выбранных из группы, в которую входят полиэфирное и хлопчатобумажное волокно, стекловолокно, полиэфирное волокно с хлопчатобумажной оболочкой,вискозное волокно, угольные нити, а также другие синтетические волокна с высоким модулем и органические волокна. В соответствии с предпочтительным вариантом осуществления настоящего изобретения,втулка дополнительно включает в себя амортизирующий слой, который может быть расположен между промежуточным полимерным слоем и внешним поверхностным слоем, и служит для поглощения энергии и придания втулке упругости. Амортизирующий слой может содержать полимерный вспененный материал с открытыми или закрытыми ячейками или полимерный слой,имеющий твердость А по Шору в диапазоне ориентировочно от 25 до 55 единиц. Внешний полимерный слой служит защитным слоем для амортизирующего слоя и одновременно образует рабочую поверхность,имеющую особые характеристики, необходимые для специфического конечного использования. Преимущественно, каждый из образующих втулку слоев имеет толщину ориентировочно от 0,005 до 0,750 дюйма (от 0,0127 до 1,905 см). 4 В соответствии с настоящим изобретением, предлагается также способ изготовления съемной втулки, который включает в себя операции формирования внутреннего слоя цилиндрической формы из твердого полимерного материала и установки этого слоя на держателе. Затем на внешнюю поверхность внутреннего слоя наносят упрочняющий слой, а промежуточный полимерный слой наносят на внешнюю поверхность упрочняющего слоя. На внешнюю поверхность промежуточного полимерного слоя может быть нанесен внешний полимерный слой. Затем указанные слои одновременно отверждают в единственной операции для образования втулки. Отверждение слоев преимущественно проводят при температуре в диапазоне ориентировочно от 285 до 310F (от 140 до 154 С), в течение времени, достаточного для вулканизации всех слоев. Способ факультативно также включает в себя операцию нанесения амортизирующего слоя на внешнюю поверхность промежуточного полимерного слоя, ранее нанесения внешнего слоя. В том случае, когда амортизирующий слой образован полимерным вспененным материалом с открытыми или закрытыми ячейками, он может быть сформирован в отдельной операции ранее нанесения внешнего слоя. Внешняя поверхность полученной втулки может быть подвергнута дополнительной обработке для придания ей характеристик, необходимых для специфического применения. Например, внешняя поверхность может быть отшлифована для придания ей чистоты поверхности, необходимой для таких применений, как нанесение покрытия, каландрирование, ламинирование и прочее, или может быть отполирована, протравлена или отгравирована, чтобы получить поверхность, необходимую для тиснения или печати. Втулка может легко устанавливаться на держателе и сниматься с него с использованием сжатого воздуха. В дополнение к указанным выше применениям для печати и нанесения покрытий, втулка может быть использована в любых других применениях, в которых предусмотрено использование полимерных валиков с покрытием, таких как валики для заливающей/твердой цветной печати, дозирующие валики, тянущие (зажимные) валики, опорные валики (валки)и т.п. Соответственно, одной из задач настоящего изобретения является создание съемной втулки, имеющей рабочую поверхность, которая(втулка) легко может быть установлена на держателе, которая легко может быть изготовлена и которая может быть использована в различных применениях. Указанные ранее и другие характеристики изобретения будут более ясны из последующего детального описания, данного в качестве примера, не имеющего ограничительного характера 5 и приведенного со ссылкой на сопроводительные чертежи, а также из формулы изобретения. На фиг. 1 показан вид в перспективе с частичным вырывом съемной втулки в соответствии с настоящим изобретением, установленной на печатном цилиндре. На фиг. 2 показан вид в перспективе съемной втулки, показанной на фиг. 1. На фиг. 3 показано сечение по линиям 22 фиг. 2. Съемная втулка в соответствии с настоящим изобретением имеет множество преимуществ по сравнению с известными ранее втулками, имеющими резиновое или полимерное покрытие, так как все слои, образующие втулку,являются бесшовными и могут быть отверждены при проведении единственной операции, что позволяет повысить эффективность изготовления втулки. Так как образующие втулку слои не предусматривают использования специфических полимеров или методов отверждения, то свойства втулки могут быть специально приспособлены для конкретного применения. Например, при использовании втулки в операциях полиграфии, внешний слой втулки может быть обработан так, что его можно использовать как печатающую поверхность, что позволяет исключить применение отдельных печатных форм. Преимуществом съемной втулки в соответствии с настоящим изобретением является также и то, что она легко может быть заменена на месте ее применения, без простоя технологического оборудования в течение длительных периодов времени. В том случае, когда поверхность втулки износилась или требует замены по иной причине, втулка легко может быть демонтирована с ее держателя, а новая втулка легко может быть установлена на ее место. Обратимся теперь к рассмотрению фиг. 1 и 2, на которых показана втулка 10 в соответствии с настоящим изобретением. Как это показано на фиг. 1, втулка 10 установлена на обычном печатном цилиндре 12. Однако специалисты легко поймут, что втулка может быть установлена и на различных других держателях. В соответствии с одним из вариантов цилиндр 12 является полым и может иметь внутреннюю камеру (не показана), используемую как камера для сжатого воздуха, откуда воздух может быть выпущен для расширения втулки 10 в ходе операций ее установки и демонтажа. Цилиндр может иметь множество смещенных друг от друга идущих в радиальном направлении отверстий 18, через которые из упомянутой камеры может выходить воздух, так что эти отверстия могут быть использованы для расширения втулки 10 в ходе операций ее установки и демонтажа. Воздух в камеру поступает при помощи воздушного шланга 14, который сообщается с отверстием в цилиндре 12. Втулку обычно устанавливают на цилиндре при подаче воздуха под давлением около 80-120 psi (от 5,6 до 8,4 кг/см 2), чтобы расширить втулку и натянуть ее на цилиндр. 6 На фиг. 3 показаны образующие втулку 10 слои, в том числе внутренний полимерный слой 20, упрочняющий слой 22, который перекрывает внутренний слой 20, промежуточный полимерный слой 24, который перекрывает упрочняющий слой 22, и внешний полимерный слой 28. Втулка факультативно может также содержать амортизирующий слой 26, который расположен между внешним слоем 28 и промежуточным слоем 24. Могут быть использованы любые подходящие резиновые клеи 19 для соединения слоев между собой в ходе вулканизации, в том числе (но без ограничения) клей маркиChemlok, выпускаемый фирмой Lord Corporation. Внутренний, промежуточный и внешний слои втулки могут содержать ряд различных полимеров, в том числе бутилкаучук, нитрилкаучук, EPDM каучук, натуральный каучук,синтетический каучук, неопреновый каучук,смесь нитрилкаучука с поливинилхлоридом, а также полиуретан. В качестве подходящего синтетического каучука можно указать Hypalon,который представляет собой хлорсульфонированный полиэтилен и выпускается фирмойDuPont. Внутренний полимерный слой 20 преимущественно содержит карбоксилированный нитриловый сополимер, который после вулканизации имеет твердость А по Шору в диапазоне ориентировочно от 65 до 90 единиц. Твердость и ударная вязкость внутреннего слоя обеспечивают сопротивление изнашиванию (абразивную стойкость) втулки, причем этот слой образует достаточно стабильную структуру для поддержки остальных слоев втулки. Упрочняющий слой 22, который обеспечивает дополнительную опору (прочность) втулки,преимущественно образован намотанными волокнами, такими как полиэфирное и хлопчатобумажное волокно, стекловолокно, полиэфирное волокно с хлопчатобумажной оболочкой,вискозное волокно, угольные нити, а также другие синтетические волокна с высоким модулем и органические волокна. Среди подходящих синтетических волокон можно указать арамидные волокна, которые выпускает фирма DuPont под названием Kevlar, а также стекловолокно или полиэфирные нити, которые могут быть получены от различных производителей. Предпочтительными для использования в соответствии с настоящим изобретением являются стекловолокна, которые скручены в жгут или прядь. Амортизирующий слой 26 обеспечивает амортизацию внешнего поверхностного слоя втулки. В тех случаях, когда втулку используют в операциях полиграфии, амортизирующий слой обеспечивает также амортизацию для печатной формы, которая может прилегать к нему. Амортизирующий слой обычно содержит полимерный вспененный материал с открытыми ячейками или слой мягкого полимера, имеющий твер 7 дость А по Шору ориентировочно от 25 до 55 единиц. В предпочтительном способе изготовления втулки в соответствии с настоящим изобретением, внутренний полимерный слой 20 формируют либо за счет процесса экструзии, при котором желательный полимер экструдируют в виде цилиндрической трубки через экструзионную головку, либо за счет процесса каландрирования слоев полимера на оправке. Если внутренний слой образован экструзией в виде трубки, то затем его устанавливают на оправку за счет расширения сжатым воздухом. Оправка преимущественно имеет цилиндрическую форму и может содержать полую внутреннюю камеру и множество отверстий на своей внешней поверхности для пропускания сжатого воздуха. После установки или формования внутреннего полимерного слоя на оправке, он находится в неотвержденном состоянии. Затем на внутренний слой наносят клей для образования слоя клея 19 ранее нанесения упрочняющего слоя 22. После этого на внутренний слой 20 наносят упрочняющий слой 22, который преимущественно содержит стекловолокно или скрученные полиэфирные пряди, причем нанесение производят намоткой под натяжением вокруг внутреннего слоя ориентировочно от 20 до 35 витков на линейный дюйм. Поверх упрочняющего слоя преимущественно наносят другой слой клея. Промежуточный слой 24 может быть сформирован аналогично внутреннему слою 20,за счет процесса экструзии или каландрирования. После образования экструзией промежуточный слой устанавливают на втулку поверх клеевого слоя 19 за счет расширения сжатым воздухом. В тех вариантах, когда в структуру включен амортизирующий слой 26, ранее его нанесения еще один клеевой слой может быть нанесен поверх промежуточного слоя. Амортизирующий слой может быть сформирован при помощи известных способов, а преимущественно образован за счет экструзии желательного полимера с химическими вспенивающими веществами, которые активизируются в ходе вулканизации. Среди подходящих вспенивающих веществ можно указать сульфат магния, гидратные соли,гидрациды, такие как р-толуол сульфонил гидрацид и р-поксибисбензол сульфонил гидрацид,а также карбонамиды, такие как 1,1'азобисформамид. Могут быть использованы также нитратные, нитритные, бикарбонатные и карбонатные соли. Альтернативно, амортизирующий слой может быть сформирован в отдельной операции, как это описано в патенте США 4,548,858. В соответствии с другим альтернативным вариантом, амортизирующий слой может быть сформирован за счет перемешивания подходящей соли, такой как гидратированный сульфат магния, с полимерным мате 002198 8 риалом, таким как резина, с последующим отверждением и выщелачиванием соли, за счет чего в резине образуются полости. Такой процесс описан в патенте США 3,928,521. Еще один способ образования амортизирующего слоя предусматривает ввод микрокапсул в эластомерную матрицу и их фиксацию при проведении низкотемпературной частичной вулканизации, как это описано в патенте США 4,770,928. После этого формируют внешний полимерный слой 28 засчет экструзии или каландрирования, как это описано выше, и затем устанавливают его поверх амортизирующего слоя. Ранее нанесения внешнего слоя на амортизирующий слой может быть нанесен клеевой слой. Затем преимущественно производят отверждение (вулканизацию) собранной втулки(при температуре в диапазоне ориентировочно от 285 до 310F (от 140 до 154 С, в течение времени, достаточного для полной вулканизации в единственной операции каждого слоя втулки. Для втулок относительно малых размеров необходимое время отверждения может составлять всего только около 45 мин, в то время как для больших втулок может потребоваться время отверждения более 6 ч. Такая гибкость является преимуществом по сравнению с известными ранее способами, для которых необходимо одно и то же время отверждения, вне зависимости от размера втулки. Следует иметь в виду, что несмотря на то,что описанная здесь втулка преимущественно содержит внутренний, промежуточный и внешний полимерные слои, а также упрочняющий слой и факультативный амортизирующий слой,втулка может быть сконструирована таким образом, что может содержать только внутренний слой или только внутренний слой, упрочняющий слой и промежуточный слой. Втулка также может быть сконструирована таким образом,что может содержать только внутренний слой,упрочняющий слой, промежуточный слой и амортизирующий слой. Возможны и другие вариации слоев, образующих втулку, что не выходит за рамки настоящего изобретения, если втулка содержит внутренний твердый полимерный слой. После этого может быть произведена желательная окончательная обработка внешней поверхности отвержденной втулки при помощи известных способов, таких как шлифование и полирование, чтобы получить надлежащие свойства поверхности, необходимые для полиграфии или иных применений. Для операций полиграфии, когда на втулке устанавливают печатные формы, поверхность преимущественно шлифуют до достижения чистоты поверхности ориентировочно от 20 до 100 микродюймов(от 5 х 10-5 до 2,5 х 10-4 см). Если внешний поверхностный слой втулки предназначен для использования в качестве печатающей поверхно 9 сти, то производят дополнительную полировку втулки до достижения чистоты поверхности ориентировочно от 5 до 35 микродюймов (от 1,25 х 10-5 до 8,9 х 10-5 см). Полученная втулка находится в пределах допусков, требующихся в полиграфии. Для других применений внешняя поверхность втулки может быть дополнительно механически или химически протравлена или отгравирована лазером, чтобы получить надлежащую поверхность для переноса красочных изображений на подложку, или чтобы применить ее для других целей, таких как текстурирование, тиснение, нанесение покрытий и др. Следует иметь в виду, что свойства втулки могут быть специально приспособлены для конкретного применения за счет модификации материалов, используемых для каждого слоя, а также за счет модификации толщины слоя и способа отверждения. Втулка в соответствии с настоящим изобретением легко может быть установлена на любом типичном держателе (или снята с него),таком как цилиндр, трубка, вкладыш и др. Кроме применения в операциях полиграфии, втулки в соответствии с настоящим изобретением могут быть использованы в любых других применениях, в которых обычно используют полимерные ролики (валики) с покрытием, в том числе при нанесении покрытий, окрашивании,тиснении, ламинировании, создании отпечатков(оттисков), а также для прижима и в качестве опорных валиков (валков). Несмотря на то, что были описаны предпочтительные варианты осуществления изобретения, совершенно ясно, что в него специалистами в данной области могут быть внесены изменения и дополнения, которые не выходят,однако, за рамки приведенной далее формулы изобретения. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Съемная втулка, устанавливаемая на держателе, отличающаяся тем, что она включает в себя внутренний полимерный слой; содержащий волокна слой упрочнения, покрывающий указанный внутренний слой; промежуточный полимерный слой, покрывающий слой упрочнения; и внешний полимерный слой, образующий рабочую поверхность; причем твердость А по Шору внутреннего полимерного слоя главным образом равна твердости А по Шору или превышает твердость А по Шору промежуточного и внешнего полимерных слоев. 2. Съемная втулка по п.1, отличающаяся тем, что она дополнительно включает в себя амортизирующий слой, который расположен между промежуточным слоем и внешним слоем. 3. Съемная втулка по п.1, отличающаяся тем, что все слои отверждены одновременно в единственной операции вулканизации. 10 4. Съемная втулка по п.1, отличающаяся тем, что она является главным образом цельнотянутой. 5. Съемная втулка по п.1, отличающаяся тем, что внутренний слой, промежуточный слой и внешний слой изготовлены из материалов,которые выбраны из группы, в которую входят бутилкаучук, нитрилкаучук, каучук на основе сополимера этилена, пропилена и диенового мономера, натуральный каучук, синтетический каучук, неопреновый каучук, смесь нитрилкаучука с поливинилхлоридом, а также полиуретан. 6. Съемная втулка по п.1, отличающаяся тем, что указанный внутренний слой содержит карбоксилированный нитрилбутадиеновый сополимер. 7. Съемная втулка по п.1, отличающаяся тем, что внутренний слой, промежуточный слой и внешний слой имеют твердость А по Шору,лежащую в диапазоне от 20 до 90 единиц. 8. Съемная втулка по п.1, отличающаяся тем, что внутренний слой имеет твердость А по Шору, по меньшей мере, 70 единиц. 9. Съемная втулка по п.1, отличающаяся тем, что слой упрочнения содержит материал,выбранный из группы, в которую входят полиэфирное и хлопчатобумажное волокно, стекловолокно, полиэфирное волокно с хлопчатобумажной оболочкой, вискозное волокно, угольные нити, а также другие синтетические волокна с высоким модулем и органические волокна. 10. Съемная втулка по п.2, отличающаяся тем, что амортизирующий слой содержит полимерный вспененный материал с открытыми или закрытыми ячейками. 11. Съемная втулка по п.2, отличающаяся тем, что амортизирующий слой содержит полимер, имеющий твердость А по Шору в диапазоне от 25 до 45 единиц. 12. Съемная втулка по п.1, отличающаяся тем, что каждый из образующих втулку слоев имеет толщину от 0,0127 до 1,905 см. 13. Способ изготовления съемной втулки,отличающийся тем, что он включает в себя следующие операции: формирование внутреннего полимерного слоя цилиндрической формы; установку указанного внутреннего слоя на держателе; нанесение упрочняющего слоя, содержащего волокна, на внешнюю поверхность указанного внутреннего слоя; нанесение промежуточного полимерного слоя на внешнюю поверхность указанного упрочняющего слоя; нанесение внешнего полимерного слоя; и отверждение указанных слоев для образования втулки. 14. Способ по п.13, отличающийся тем, что он включает в себя операцию нанесения амортизирующего слоя на внешнюю поверхность промежуточного полимерного слоя, ранее нанесения внешнего слоя. 15. Способ по п.13, отличающийся тем, что отверждение слоев преимущественно проводят при температуре в диапазоне ориентировочно от 140 до 154 С. 16. Способ по п.13, отличающийся тем, что внутренний слой, промежуточный слой и внешний слой изготовлены из материалов, которые выбраны из группы, в которую входят бутилкаучук, нитрилкаучук, каучук на основе сополимера этилена, пропилена и диенового мономера, натуральный каучук, синтетический каучук, неопреновый каучук, смесь нитрилкаучука с поливинилхлоридом, а также полиуретан. 17. Способ по п.13, отличающийся тем, что внутренний слой, промежуточный слой и внешний слой имеют твердость А по Шору, лежащую в диапазоне от 20 до 90 единиц. 18. Способ по п.13, отличающийся тем, что указанный внутренний слой имеет твердость А по Шору, по меньшей мере, 70 единиц. 19. Комбинация держателя и съемной втулки по п.1.
МПК / Метки
МПК: B32B 25/04, B41N 10/04, B41F 13/08
Метки: втулки, съемная, втулка, изготовления, держателя, съемной, комбинация, способ
Код ссылки
<a href="https://eas.patents.su/7-2198-semnaya-vtulka-sposob-ee-izgotovleniya-i-kombinaciya-semnojj-vtulki-i-derzhatelya.html" rel="bookmark" title="База патентов Евразийского Союза">Съемная втулка, способ ее изготовления и комбинация съемной втулки и держателя</a>
Устройство со съемной насадкой коксового резервуара и опорная конструкция
Номер патента: 545
Опубликовано: 28.10.1999
Авторы: Мисзка Рональд Т., Калиноски Джозеф А., Мэлсбери Аллен С
МПК: C10B 33/14
Метки: устройство, коксового, опорная, конструкция, резервуара, насадкой, съемной
Формула / Реферат:
1. Устройство со съемной насадкой для вертикального коксового резервуара, поддерживаемого опорной конструкцией для коксового резервуара, содержащее насадочный узел, приспособленный к съемному прикреплению к отверстию нижнего фланца вертикального резервуара; узел подъемной рамы, приспособленной к поддержке насадочного узла во время его движения; и множество приводов по вертикальному продольному направлению, имеющих верхние и нижние концы и...
Способ изготовления горчичника, линия для его изготовления, горчичник, выполненный данным способом, и способ его упаковки

Номер патента: 1438
Опубликовано: 26.02.2001
Авторы: Агаркова Наталья Александровна, Агарков Александр Михайлович
МПК: A61J 3/00, A61J 1/00, A61K 9/14...
Метки: выполненный, линия, данным, способ, способом, изготовления, горчичник, упаковки, горчичника
Формула / Реферат:
1. Способ изготовления горчичников путем дозированного нанесения горчичного порошка на основу и формирования горчичников путем склеивания верхнего и нижнего слоев основы термопрессующим устройством, отличающийся тем, что горчичный порошок предварительно просеивают, а дозированная подача осуществляется через дозатор в виде оборотных сменных форм, представляющий собой шаблон с отверстиями. 2. Линия для изготовления горчичников из рулонного...
Способ приготовления сусла, способ изготовления пива, способ изготовления питьевого спирта, применение &alpha-l-арабинофуранозидаз а и в и смесь ферментных препаратов
Номер патента: 1078
Опубликовано: 30.10.2000
Авторы: Лярой Мари-Поль, Супп Жером
Метки: способ, препаратов, спирта, смесь, ферментных, питьевого, изготовления, сусла, приготовления, alpha-l-арабинофуранозидаз, пива, применение
Формула / Реферат:
1. Способ приготовления сусла, предусматривающий стадии: (a) приготовления затора осоложенных или неосоложенных злаков или смеси осоложенных или неосоложенных злаков, в присутствии смеси ферментных препаратов, (b) фильтрацию полученного таким образом затора с получением сусла, отличающийся тем, что указанная смесь ферментных препаратов представляет собой смесь, содержащую, по меньшей мере, препарат с b -глюканазной активностью и препарат с a...
Способ изготовления интерьерно-облицовочных изделий из гипсосодержащих материалов, форма для изготовления интерьерно-облицовочных изделий
Номер патента: 226
Опубликовано: 24.12.1998
Автор: Ященко Владимир Григорьевич
МПК: B28B 11/00
Метки: интерьерно-облицовочных, гипсосодержащих, способ, изделий, изготовления, материалов, форма
Формула / Реферат:
1. Способ изготовления интерьерно-облицовочных изделий из гипсосодержащих материалов, включающий приготовление формовочной смеси, заливку ее в форму, в которую предварительно уложена прокладка-матрица, и выдержку до полного отвердения, распалубку изделия с прокладкой, ее отделение, просушку и чистовую отделку изделия, отличающийся тем, что смесь в форму заливают в избыточном объеме, затем закрывают герметизирующей крышкой, встряхивают, а после...
Устройство для изготовления ковкой цельной заготовки и способ изготовления кованой шестерни(варианты)

Номер патента: 339
Опубликовано: 29.04.1999
Автор: Дауэрти Майкл С.
МПК: B21K 1/30
Метки: ковкой, кованой, устройство, шестерни(варианты, изготовления, способ, заготовки, цельной
Формула / Реферат:
1. Устройство для изготовления ковкой цельной заготовки (16), имеющей головную часть (16А) и хвостовую часть (98) для получения кованой шестерни (90), имеющей головную часть (92) со сложной конфигурацией, содержащее a) первую матрицу (22, 122) и вторую матрицу (80, 180), отличающееся тем, что первая и вторая матрицы (22, 122, 80, 180) выполнены с возможностью перемещения относительно друг друга, причем первая матрица (22, 122) имеет зубчатую...