Способ создания броневой защиты транспортных средств и защитная панель для этого
Номер патента: 21633
Опубликовано: 30.07.2015
Авторы: Альгин Владимир Борисович, Мишута Дмитрий Викторович
Формула / Реферат
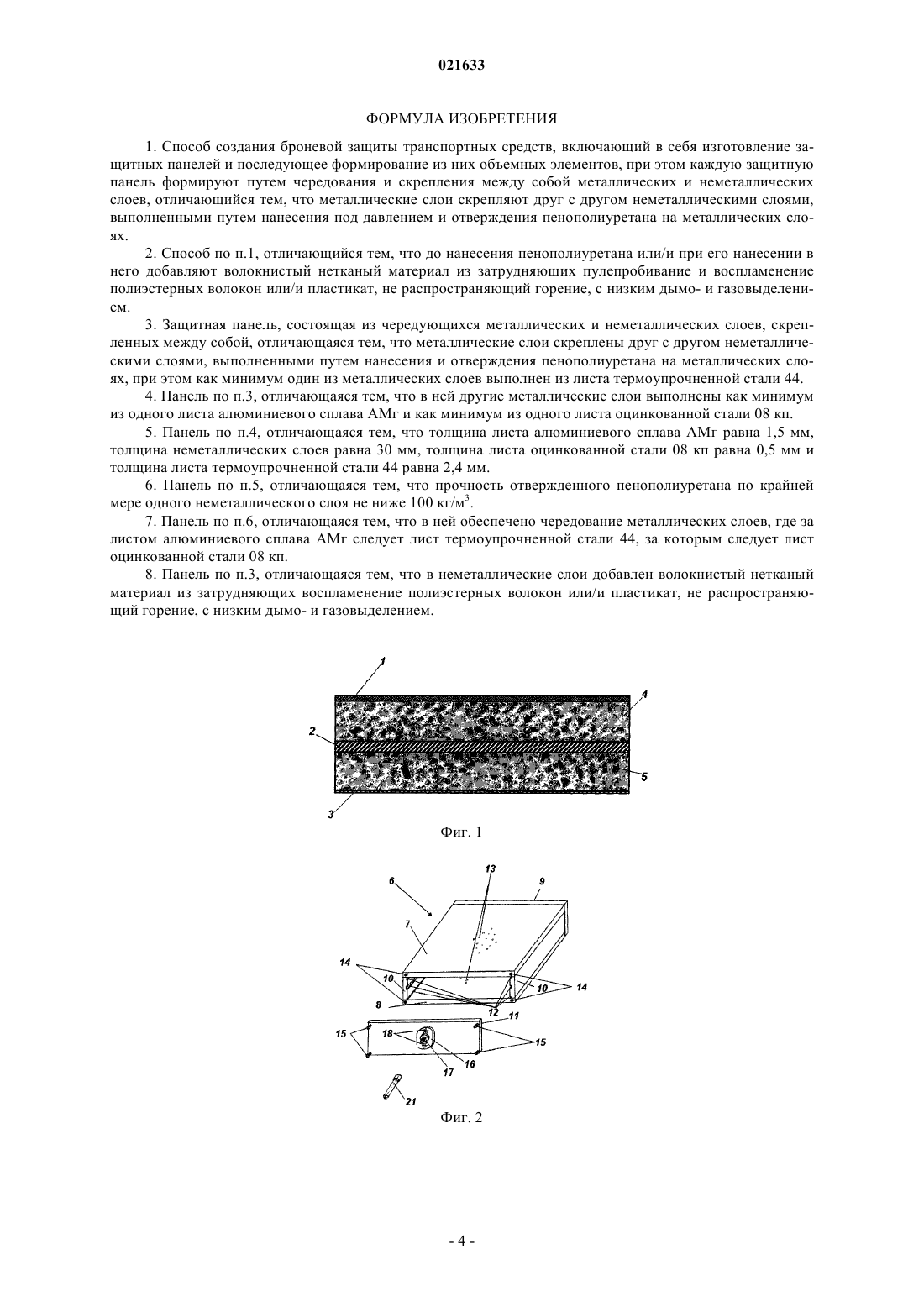
1. Способ создания броневой защиты транспортных средств, включающий в себя изготовление защитных панелей и последующее формирование из них объемных элементов, при этом каждую защитную панель формируют путем чередования и скрепления между собой металлических и неметаллических слоев, отличающийся тем, что металлические слои скрепляют друг с другом неметаллическими слоями, выполненными путем нанесения под давлением и отверждения пенополиуретана на металлических слоях.
2. Способ по п.1, отличающийся тем, что до нанесения пенополиуретана или/и при его нанесении в него добавляют волокнистый нетканый материал из затрудняющих пулепробивание и воспламенение полиэстерных волокон или/и пластикат, не распространяющий горение, с низким дымо- и газовыделением.
3. Защитная панель, состоящая из чередующихся металлических и неметаллических слоев, скрепленных между собой, отличающаяся тем, что металлические слои скреплены друг с другом неметаллическими слоями, выполненными путем нанесения и отверждения пенополиуретана на металлических слоях, при этом как минимум один из металлических слоев выполнен из листа термоупрочненной стали 44.
4. Панель по п.3, отличающаяся тем, что в ней другие металлические слои выполнены как минимум из одного листа алюминиевого сплава АМг и как минимум из одного листа оцинкованной стали 08 кп.
5. Панель по п.4, отличающаяся тем, что толщина листа алюминиевого сплава АМг равна 1,5 мм, толщина неметаллических слоев равна 30 мм, толщина листа оцинкованной стали 08 кп равна 0,5 мм и толщина листа термоупрочненной стали 44 равна 2,4 мм.
6. Панель по п.5, отличающаяся тем, что прочность отвержденного пенополиуретана по крайней мере одного неметаллического слоя не ниже 100 кг/м3.
7. Панель по п.6, отличающаяся тем, что в ней обеспечено чередование металлических слоев, где за листом алюминиевого сплава АМг следует лист термоупрочненной стали 44, за которым следует лист оцинкованной стали 08 кп.
8. Панель по п.3, отличающаяся тем, что в неметаллические слои добавлен волокнистый нетканый материал из затрудняющих воспламенение полиэстерных волокон или/и пластикат, не распространяющий горение, с низким дымо- и газовыделением.
Текст
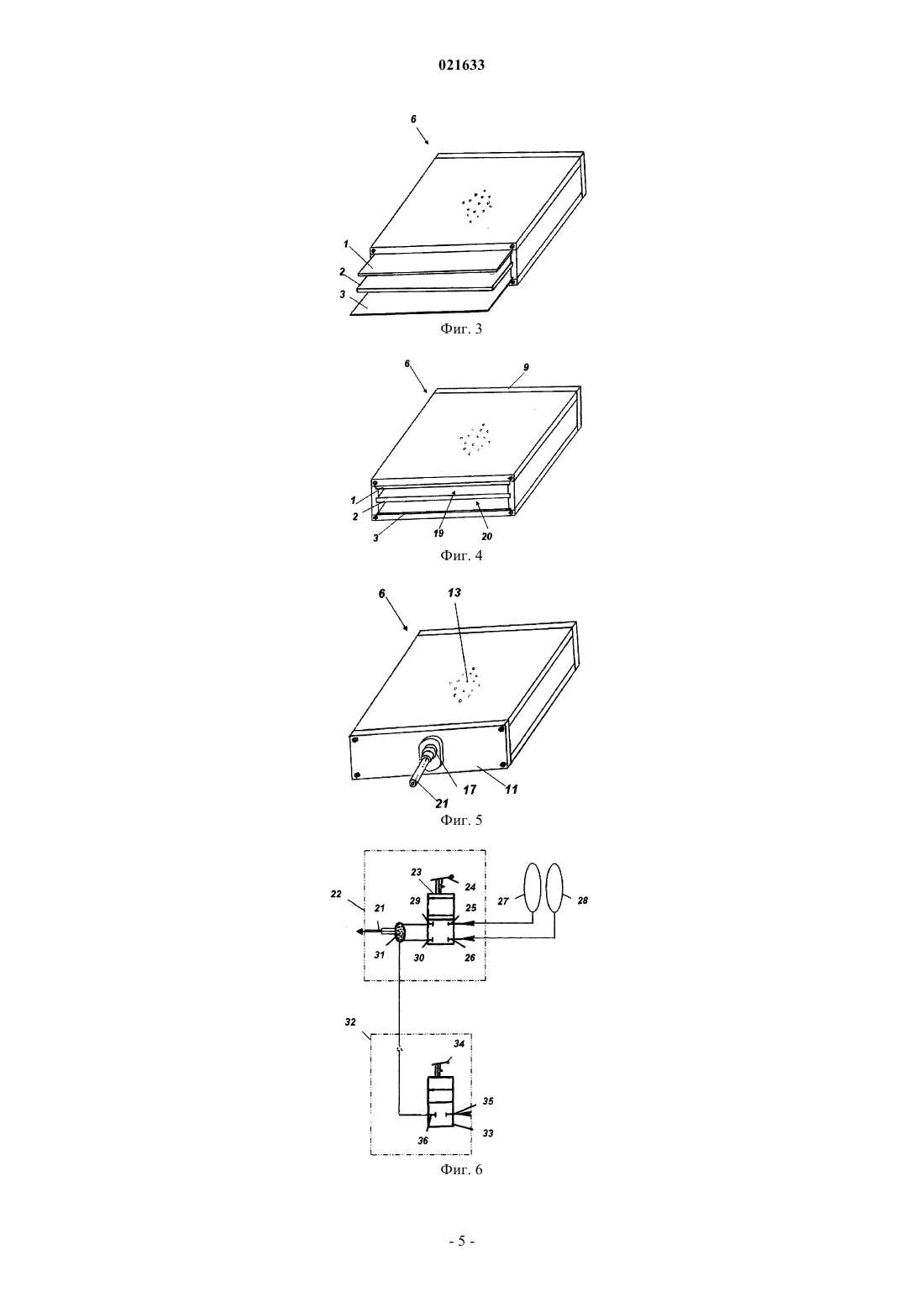
СПОСОБ СОЗДАНИЯ БРОНЕВОЙ ЗАЩИТЫ ТРАНСПОРТНЫХ СРЕДСТВ И ЗАЩИТНАЯ ПАНЕЛЬ ДЛЯ ЭТОГО Изобретение относится к области броневых многослойных конструкций и касается защиты закрытых объемов, образованных, например, на транспортных средствах или в зданиях банков,с обеспечением пулестойкости, огнестойкости и устойчивости к взлому таких объемов. Задача изобретения состоит в сокращении длительности и в повышении универсальности способа создания броневой защиты транспортных средств, а также в повышении универсальности применения защитной панели для такого способа, в упрощении ее конструкции, технологии производства и сборки, в повышении огнестойкости, а также в улучшении ее тепловой и звуковой изоляции. Защитная панель (фиг. 1), состоит из металлических 1-3 и неметаллических 4, 5 слоев. Металлические слои 1-3 скреплены друг с другом неметаллическими слоями 4, 5,выполненными путем напыления и отверждения пенополиуретана на металлических слоях 1-3,при этом как минимум один из металлических слоев 2 выполнен из листа термоупрочненной стали 44. Способ создания броневой защиты транспортных средств включает в себя изготовление множества описанных выше защитных панелей и последующее формирование из них объемных элементов транспортного средства. За счет введения в состав неметаллических слоев упомянутых специальных добавок, защитная панель обладает повышенной огнестойкостью, так как не распространяет горение, в результате, например, ее пробития более сильными элементами поражения от выстрела или взрыва, обеспечивая при этом низкое дымо- и газовыделение. Это повышает качество броневой защиты транспортных средств. Изобретение относится к области броневых многослойных конструкций и касается защиты закрытых объемов, образованных, например, на транспортных средствах или в зданиях банков, с обеспечением пулестойкости, огнестойкости и устойчивости к взлому таких объемов. Известен способ создания броневой защиты транспортных средств [1], включающий в себя изготовление защитных панелей и последующее формирование из них объемных элементов. При этом каждую защитную панель формируют путем сварки металлических листов и пластин между собой перпендикулярно и располагают между ними бруски древесины, которые скрепляют металлическими полосами и гвоздями. Защитная панель для этого способа [1] представляет собой многослойную структуру, состоящую из металлических листов 1 и пластин 2, сваренных между собой перпендикулярно, между которыми расположены бруски древесины, металлические полосы, скрепляющие бруски дерева, и хаотично набитые гвозди. Недостатком таких способа и устройства является сложность конструкции, а также технологии производства и сборки многослойной защитной панели, что приводит к усложнению создания броневой защиты транспортных средств. Кроме того, такая панель, хотя и является облегченной, но из-за применения деревянных брусков имеет сравнительно большую толщину, особенно для высоких классов пулестойкости и устойчивости к взлому. Причем применение деревянных брусков в таких панелях снижает огнестойкость конструкции объекта, состоящего из них. Известен более технологичный способ создания броневой защиты транспортных средств [2], включающий в себя изготовление защитных панелей и последующее формирование из них объемных элементов. При этом каждую защитную панель формируют путем чередования и скрепления между собой металлических и неметаллических (органических) слоев высокой твердости и износостойкости клеями на основе органической композиции, а также заклепками и металлическими швеллерами, расположенными по периметру образуемой конструкции защитной панели. Защитная панель в этом случае получается более простой, более тонкой и более огнестойкой. Ее структура состоит из чередования слоев металла и неорганического материала высокой твердости и износостойкости, соединенных между собой клеями на основе органической композиции, заклепками и металлическими швеллерами, расположенными по ее периметру. Такие способ и защитная панель [2] принимаются за прототипы соответственно изобретенияспособа и изобретения-устройства. Недостатком прототипа [2] является сложность и дороговизна технологии изготовления защитной панели, так как для обеспечения высоких классов пулестойкости и устойчивости к ее взлому в ней применяются слои неорганического материала высокой твердости и износостойкости, для изготовления которого необходимо затратить много времени и средств. Это приводит к большим временным затратам по созданию броневой защиты транспортных средств. Кроме того, выступающие элементы защитной панели снижают удобство пользования панелью и ее эстетику. Поэтому предполагается при монтаже такой конструкции на объекте применение дополнительных закрывающих листов, что значительно усложняет и удорожает применение многослойных защитных панелей. Как и в устройстве по аналогу [1], панель по прототипу [2] обладает плохой звуковой и тепловой изоляцией. Кроме того, способы и защитные панели по аналогу [1] и прототипу [2] имеют малую универсальность своего применения. Например, ограничено их использование для броневой защиты закрытых объемов на транспортных средствах. Задача изобретения состоит в сокращении длительности и в повышении универсальности способа создания броневой защиты транспортных средств, а также в повышении универсальности применения защитной панели для такого способа, в упрощении ее конструкции, технологии производства и сборки, в повышении огнестойкости, а также в улучшении ее тепловой и звуковой изоляции. Поставленная задача для изобретения-способа решается тем, что способ создания броневой зашиты транспортных средств, включающий в себя изготовление защитных панелей и последующее формирование из них объемных элементов, при этом каждую защитную панель формируют путем чередования и скрепления между собой металлических и неметаллических слоев, имеет отличительные признаки: металлические слои скрепляют друг с другом неметаллическими слоями, выполненными путем нанесения под давлением и отверждения пенополиуретана на металлических слоях. Поставленная задача изобретения-устройства решается тем, что в защитной панели, состоящей из металлических и неметаллических слоев, имеются существенные отличия: металлические слои скреплены друг с другом неметаллическими слоями, выполненными путем напыления и отверждения пенополиуретана на металлических слоях, при этом как минимум один из металлических слоев выполнен из листа термоупрочненной стали 44. Скрепление металлических слоев друг с другом неметаллическими слоями будет способствовать значительному упрощению конструкции и технологии производства защитной панели, так как отпадает необходимость в применении клеевых составов и сопутствующих технологий их нанесения. В результате чего при применении множества таких защитных панелей упрощается способ и его длительность по созданию броневой защиты транспортных средств. Выполнение неметаллических слоев путем нанесения (напыления) под давлением и отверждения пенополиуретана на металлических слоях направлено также на ускорение технологического процесса создания защитной панели и в конечном итоге на сокращение длительности способа создания броневой защиты транспортных средств, так как упомянутое нанесение пенополиуретана происходит очень быстро - за несколько секунд. Выполнение металлических слоев из листа термоупрочненной стали 44 направлено на создание защитной панели и броневой защиты транспортных средств широко распространенным, дешевым и надежным материалом. Вариантами выполнения изобретения-способа, усовершенствующими еще более процесс создания броневой защиты транспортных средств, является применение в нем нижеследующих дополнительных отличительных признаков: до нанесения пенополиуретана или/и при его нанесении в него добавляют волокнистый нетканый материал из затрудняющих пулепробивание и воспламенение полиэстерных волокон или/и пластикат, не распространяющий горение, с низким дымо- и газовыделением. Вариантами выполнения изобретения-устройства, повышающими свойства защитной панели, является применение в нем нижеследующих дополнительных отличительных признаков: в защитной панели другие металлические слои выполнены как минимум из одного листа алюминиевого сплава АМг и как минимум из одного листа оцинкованной стали 08 кп; при этом толщина листа из алюминиевого сплава АМг равна 1,5 мм, толщина неметаллических слоев равна 30 мм, толщина листа оцинкованной стали 08 кп равна 0,5 мм и толщина листа из термоупрочненной стали 44 равна 2,4 мм; плотность отвержденного пенополиуретана по крайней мере одного неметаллического слоя защитной панели не ниже 100 кг/м 3; в защитной панели обеспечено чередование металлических слоев, где за листом алюминиевого сплава АМг следует лист термоупрочненной стали 44, за которым следует лист оцинкованной стали 08 кп; в неметаллические слои защитной панели добавлен волокнистый нетканый материал из затрудняющих пулепробивание и воспламенение полиэстерных волокон или/и пластикат, не распространяющий горение, с низким дымо- и газовыделением; размер защитной панели составляет 500600 мм или 10001200 мм. Сущность изобретения поясняется иллюстрациями, где на фиг. 1 показан разрез защитной панели; на фиг. 2 - общий вид приспособления, в котором получают соединение металлических слоев защитной панели; на фиг. 3 - вид на упомянутое приспособление в момент вставки в него листов из металла; на фиг. 4 - то же, что и на фиг. 3, но уже со вставленными металлическими листами; на фиг. 5 - то же, что и на фиг. 4, но с полностью собранным приспособлением; на фиг. 6 - схема технологической установки по образованию неметаллических слоев защитной панели; на фиг. 7 - вид на приспособление без его съемной крышки после операции соединения металлических слоев защитной панели; на фиг. 8 - вынутая из приспособления готовая к применению защитная панель. Защитная панель (фиг. 1), например, размером 500600 мм или 10001200 мм состоит из металлических слоев 1-3 и неметаллических слоев 4-5. Металлический слой 1 выполнен из листа алюминиевого сплава АМг рекомендуемой толщины в 1,5 мм. Металлический слой 2 выполнен из листа термоупрочненной стали 44, которая применяется в качестве броневой защиты от осколков и пуль. Рекомендуемая толщина такого листа - 2,4 мм. Металлический слой 3 выполнен из листа оцинкованной стали 08 кп рекомендуемой толщины в 0,5 мм. Металлические слои 1-3 скреплены друг с другом неметаллическими слоями 4 и 5, которые выполнены путем напыления и отверждения пенополиуретана. Их рекомендуемая толщина 30 мм. Причем неметаллический слой 5 желательно выполнить с плотностью отвержденного пенополиуретана не менее 100 кг/м 3. Для повышения сопротивления пробитию защитной панели неметаллические слои 4 и 5 защитной панели могут содержать волокнистый нетканый материал (не показан), выполненный, например, из затрудняющих пулепробивание и воспламенение полиэстерных волокон или/и пластикат, не распространяющий горение, с низким дымо- и газовыделением. Приведенный выше пример выполнения защитной панели с количеством, порядком расположения и параметрами его элементов не ограничивает другие варианты его выполнений. Например, металлических слоев 2 и неметаллических слоев 4 или 5 может быть по два и более. Для производства защитной панели применяется приспособление 6 (фиг. 2). Оно имеет сварную конструкцию из верхней стенки 7, нижней стенки 8, задней стенки 9, боковых стенок 10 и съемной крышки 11. В боковых стенках 10 выполнены пазы 12 для вставки в них листов металлических слоев 1-3 (фиг. 3 и 4). В боковых стенках 10 выполнены пазы 12 для вставки в них листов металлических слоев 1-3 (фиг. 3 и 4). В штуцер 17 (фиг. 2, 5) вкручивается наконечник 21 системы подачи специальной смеси для образования неметаллических слоев 4, 5 (фиг. 1, 7 и 8) из отвержденного пенополиуретана. В такую систему (фиг. 6) входит распределительное устройство 22. Оно может быть выполнено,например, на основе распылительного устройства 23 (пистолета-распылителя). Устройство 23 управляется рукояткой 24 и имеет два входа 25 и 26. На вход 25 и 26 подводятся из сосудов 27 и 28 соответственно, например, изоцианатный и полиольный компоненты. Распылительное устройство 23 имеет промежуточные выходы 29 и 30, сообщенные со смесительной камерой 31, выход которой снабжен наконечником 21, подсоединяемым к штуцеру 17 (фиг. 5) съемной крышки 11. Система (фиг. 6) также может содержать дополнительное оборудование 32, которое состоит, например, из крана 33, включаемого рукояткой 34. Ко входу 35 крана 33 подводятся из специальной емкости (не показана) предварительно измельченные в порошок полиэтиленовые волокна, или/и полипропиленовые волокна, или/и затрудняющие пулепробивание и воспламенение полиэстерные волокна, или/и хлопковые волокна, или/и натуральные волокна, или/и измельченный в порошок пластикат, не распространяющий горение, с низким дымо- и газовыделением. Предусмотрен подвод к входу 35 крана 33 дополнительно других специальных компонентов (не описаны) по улучшению качества полученной отвержденной смеси. Выход 36 крана 33 сообщен со смесительной камерой 31 распылительного устройства 23. Получают защитную панель следующим образом. Предварительно внутренние поверхности стенок 7-10 (фиг. 1) сварной конструкции приспособления и внутреннюю сторону съемной крышки 11 смазывают антиадгезионным составом. Затем листы металлических слоев 1-3 вставляют (фиг. 3) в пазы 12 (фиг. 2) боковых стен сварной конструкции приспособления 6 и задвигают их внутрь до упора в его заднюю стенку 9 (фиг. 4). Крышка 11 (фиг. 5) крепится винтами 15 к сварной конструкции приспособления 6 и штуцер 17 соединяется с наконечником 21 системы (фиг. 6) подачи специальной смеси для образования неметаллических слоев 4, 5 (фиг. 1, 7, 8) из отвержденного пенополиуретана. После этого с помощью рукоятки 24 (фиг. 6) включают распылительное устройство 23, а также могут включить, наряду с этим, с помощью рукоятки 34 кран 33, обеспечивая доступ, например, предварительно измельченных в порошок полиэтиленовых волокон через переключатель 28, находящийся в первой позиции. В результате изоцианатный и полиольный компоненты из сосудов 27 и 28 поступают в смесительную камеру 31, перемешиваются в ней и образуют смесь, которая через наконечник 21 и штуцер 17 (фиг. 5) подается под давлением в полости 19, 20 (фиг. 4) с отводом избыточного давления через сетку сквозных отверстий 13. В полостях 19, 20 (фиг. 4) поданная смесь преобразуется в неметаллические слои 4, 5 нагретого пеноматериала (фиг. 7), которые отверджаясь соединяются с поверхностями листов металлических слоев 13 и не соединяются с внутренними поверхностями стенок 7-10 и съемной крышки 11, так как они, как упомянуто выше, смазаны антиадгезионным материалом. После окончательного отверждения и остывания пеноматериала неметаллических слоев 4, 5 съемную крышку 11 снимают (фиг. 7). Сварную конструкцию приспособления 6 наклоняют или переворачивают на 90. Под действием собственного веса готовое изделие, скользя по внутренним поверхностям приспособления 6, извлекается из него, представляя готовую к употреблению защитную панель (фиг. 8, 1), состоящую из скрепленных между собой металлических слоев 1-3 за счет их адгезии с отвержденным пеноматериалом неметаллических слоев 4, 5, где металлический слой 1, как описывалось ранее, может быть выполнен из листа алюминиевого сплава АМг рекомендуемой толщины в 1,5 мм. Металлический слой 2 может быть выполнен из листа термоупрочненной стали 44, которая применяется в качестве броневой защиты от осколков и пуль. Рекомендуемая толщина такого листа - 2,4 мм. Металлический слой 3 может быть выполнен из листа оцинкованной стали 08 кп рекомендуемой толщины в 0,5 мм. Способ создания броневой защиты транспортных средств включает в себя изготовление множества описанных выше защитных панелей и последующее формирование из них объемных элементов транспортного средства, например кабин и кузовов. Как показали испытания командно-штабных машин производства ООО "Мидивисана", защитные панели приведенного примера состава слоев с размерами 500600 или 10001200 мм экологически безопасны и обеспечивают I-II уровень противоосколочной и III-IV уровень противопульной защиты. Кроме того, за счет введения в состав неметаллических слоев упомянутых специальных добавок защитная панель обладает повышенной огнестойкостью, так как не распространяет горение в результате,например, ее пробития более сильными элементами поражения от выстрела или взрыва, обеспечивая при этом низкое дымо- и газовыделение. Это повышает качество броневой защиты транспортных средств. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ создания броневой защиты транспортных средств, включающий в себя изготовление защитных панелей и последующее формирование из них объемных элементов, при этом каждую защитную панель формируют путем чередования и скрепления между собой металлических и неметаллических слоев, отличающийся тем, что металлические слои скрепляют друг с другом неметаллическими слоями,выполненными путем нанесения под давлением и отверждения пенополиуретана на металлических слоях. 2. Способ по п.1, отличающийся тем, что до нанесения пенополиуретана или/и при его нанесении в него добавляют волокнистый нетканый материал из затрудняющих пулепробивание и воспламенение полиэстерных волокон или/и пластикат, не распространяющий горение, с низким дымо- и газовыделением. 3. Защитная панель, состоящая из чередующихся металлических и неметаллических слоев, скрепленных между собой, отличающаяся тем, что металлические слои скреплены друг с другом неметаллическими слоями, выполненными путем нанесения и отверждения пенополиуретана на металлических слоях, при этом как минимум один из металлических слоев выполнен из листа термоупрочненной стали 44. 4. Панель по п.3, отличающаяся тем, что в ней другие металлические слои выполнены как минимум из одного листа алюминиевого сплава АМг и как минимум из одного листа оцинкованной стали 08 кп. 5. Панель по п.4, отличающаяся тем, что толщина листа алюминиевого сплава АМг равна 1,5 мм,толщина неметаллических слоев равна 30 мм, толщина листа оцинкованной стали 08 кп равна 0,5 мм и толщина листа термоупрочненной стали 44 равна 2,4 мм. 6. Панель по п.5, отличающаяся тем, что прочность отвержденного пенополиуретана по крайней мере одного неметаллического слоя не ниже 100 кг/м 3. 7. Панель по п.6, отличающаяся тем, что в ней обеспечено чередование металлических слоев, где за листом алюминиевого сплава АМг следует лист термоупрочненной стали 44, за которым следует лист оцинкованной стали 08 кп. 8. Панель по п.3, отличающаяся тем, что в неметаллические слои добавлен волокнистый нетканый материал из затрудняющих воспламенение полиэстерных волокон или/и пластикат, не распространяющий горение, с низким дымо- и газовыделением.
МПК / Метки
МПК: F41H 5/04
Метки: средств, броневой, транспортных, защиты, защитная, способ, создания, панель, этого
Код ссылки
<a href="https://eas.patents.su/7-21633-sposob-sozdaniya-bronevojj-zashhity-transportnyh-sredstv-i-zashhitnaya-panel-dlya-etogo.html" rel="bookmark" title="База патентов Евразийского Союза">Способ создания броневой защиты транспортных средств и защитная панель для этого</a>
Способ оперативного создания помещений из транспортных модулей и устройство для его осуществления
Номер патента: 19086
Опубликовано: 30.01.2014
Авторы: Мишута Виктор Николаевич, Мельников Сергей Васильевич, Мишута Дмитрий Викторович
МПК: B60P 3/14, E04B 1/343, B60P 3/34...
Метки: осуществления, транспортных, способ, устройство, помещений, создания, оперативного, модулей
Формула / Реферат:
Устройство для оперативного создания помещений, содержащее сочлененные между собой транспортные модули с боковыми и торцевыми сторонами, причем один из транспортных модулей расположен на шасси автомобиля, а другие - на прицепных шасси, при этом транспортные модули выполнены с возможностью соединения друг с другом своими боковыми сторонами, отличающееся тем, что в нижних углах торцевых сторон транспортных модулей выполнены отверстия, при этом в...
Способ, система и программный продукт для управления обработкой транспортных средств
Номер патента: 12469
Опубликовано: 30.10.2009
Автор: Сикандер Илмари
МПК: G06Q 10/00, G07C 5/00
Метки: управления, средств, обработкой, продукт, способ, транспортных, система, программный
Формула / Реферат:
1. Способ обработки транспортного средства в порядке номеров очереди, включающий прием запроса на резервирование обработки; определение в ответ на указанный запрос идентификационной информации транспортного средства и ожидаемого времени обработки и отправку указанной определенной идентификационной информации транспортного средства и ожидаемого времени обработки отправителю указанного запроса; отличающий тем, что он также включает прием указанной...
Способ и система сбора эксплуатационных данных с транспортных средств для автотракторных парков
Номер патента: 9778
Опубликовано: 28.04.2008
Авторы: Каплунский Александр Романович, Полторан Валерий Владимирович
МПК: G06F 17/40, G08C 17/02, G07C 5/08...
Метки: средств, парков, данных, система, автотракторных, эксплуатационных, способ, сбора, транспортных
Формула / Реферат:
1. Способ сбора эксплуатационных данных с транспортных средств для автотракторных организаций, включающий получение эксплуатационных данных от датчиков, установленных на деталях и механизмах транспортного средства, с помощью бортового контроллера, запоминание этих данных в устройстве памяти контроллера транспортного средства и передачу данных посредством устройства беспроводной связи, отличающийся тем, что передачу данных осуществляют на...
Многослойное стекло для остекления транспортных средств
Номер патента: 9640
Опубликовано: 28.02.2008
Авторы: Машир Юрий Иванович, Солинов Владимир Федорович, Хализева Ольга Николаевна
МПК: C03C 27/12
Метки: остекления, многослойное, транспортных, средств, стекло
Формула / Реферат:
1. Многослойное стекло для остекления транспортных средств, содержащее два или более силикатных стекла, в том числе внешнее и тыльное, склеенных между собой пластическим материалом, выходящим в краевую зону по всему периметру изделия, образуя мягкое обрамление, отличающееся тем, что склеивающий слой выполнен из полиуретана и прослойки поликарбоната. 2. Многослойное стекло по п.1, отличающееся тем, что полиуретан в склеивающем слое имеет толщину...
Система и способ дистанционного управления перемещением ряда соединенных между собой транспортных средств
Номер патента: 20012
Опубликовано: 29.08.2014
Автор: Эванс Джей
МПК: B61L 3/12, B61L 17/00
Метки: транспортных, между, собой, средств, система, управления, ряда, способ, дистанционного, соединенных, перемещением
Формула / Реферат:
1. Система дистанционного управления перемещением по заданному пути ряда соединенных между собой транспортных средств, одно из которых представляет собой механизированное транспортное средство, предназначенное для перемещения указанного ряда транспортных средств, при этом указанная система содержитпо меньшей мере один датчик, размещенный относительно пути и предназначенный для установления местонахождения головного транспортного средства на...
Предыдущий патент: Не содержащий глицерин осмотический слабительный суппозиторий и способ его получения
Следующий патент: Фармацевтическая композиция с действующими веществами – метформином и ситаглиптином или вилдаглиптином
Случайный патент: Способ получения эзетимиба и промежуточных продуктов, используемых в этом способе