Способ кузнечной сварки
Номер патента: 6407
Опубликовано: 29.12.2005
Авторы: Хальмраст Бьерн, Раббен Кьелль Магне, Ден Бур Йоханнис Йосефус, Димитриадис Клистенис, Зейслинг Дюрре Ханс, Мое Пер Харальд, Коул Энтони Томас
Формула / Реферат
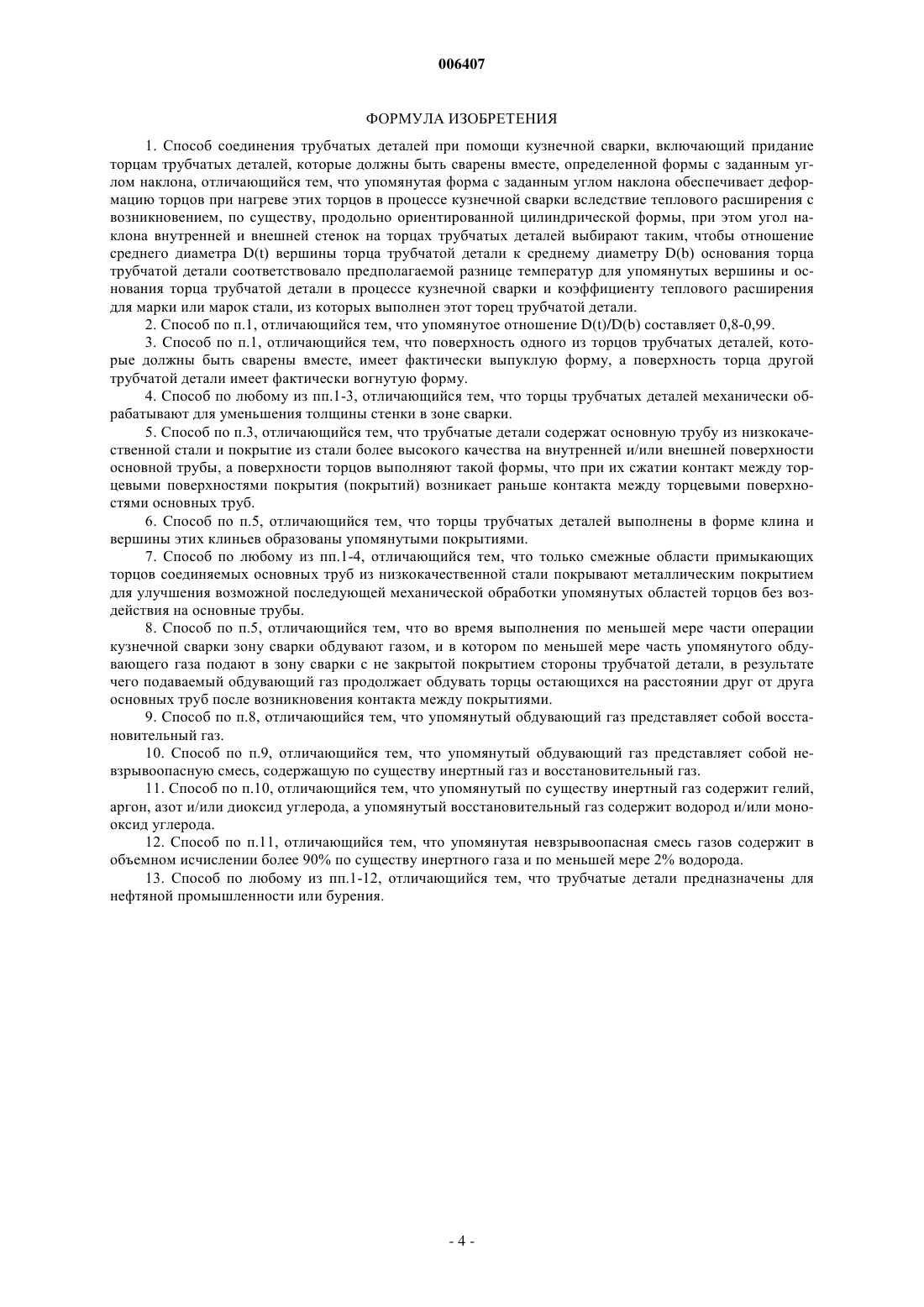
1. Способ соединения трубчатых деталей при помощи кузнечной сварки, включающий придание торцам трубчатых деталей, которые должны быть сварены вместе, определенной формы с заданным углом наклона, отличающийся тем, что упомянутая форма с заданным углом наклона обеспечивает деформацию торцов при нагреве этих торцов в процессе кузнечной сварки вследствие теплового расширения с возникновением, по существу, продольно ориентированной цилиндрической формы, при этом угол наклона внутренней и внешней стенок на торцах трубчатых деталей выбирают таким, чтобы отношение среднего диаметра D(t) вершины торца трубчатой детали к среднему диаметру D(b) основания торца трубчатой детали соответствовало предполагаемой разнице температур для упомянутых вершины и основания торца трубчатой детали в процессе кузнечной сварки и коэффициенту теплового расширения для марки или марок стали, из которых выполнен этот торец трубчатой детали.
2. Способ по п.1, отличающийся тем, что упомянутое отношение D(t)/D(b) составляет 0,8-0,99.
3. Способ по п.1, отличающийся тем, что поверхность одного из торцов трубчатых деталей, которые должны быть сварены вместе, имеет фактически выпуклую форму, а поверхность торца другой трубчатой детали имеет фактически вогнутую форму.
4. Способ по любому из пп.1-3, отличающийся тем, что торцы трубчатых деталей механически обрабатывают для уменьшения толщины стенки в зоне сварки.
5. Способ по п.3, отличающийся тем, что трубчатые детали содержат основную трубу из низкокачественной стали и покрытие из стали более высокого качества на внутренней и/или внешней поверхности основной трубы, а поверхности торцов выполняют такой формы, что при их сжатии контакт между торцевыми поверхностями покрытия (покрытий) возникает раньше контакта между торцевыми поверхностями основных труб.
6. Способ по п.5, отличающийся тем, что торцы трубчатых деталей выполнены в форме клина и вершины этих клиньев образованы упомянутыми покрытиями.
7. Способ по любому из пп.1-4, отличающийся тем, что только смежные области примыкающих торцов соединяемых основных труб из низкокачественной стали покрывают металлическим покрытием для улучшения возможной последующей механической обработки упомянутых областей торцов без воздействия на основные трубы.
8. Способ по п.5, отличающийся тем, что во время выполнения по меньшей мере части операции кузнечной сварки зону сварки обдувают газом, и в котором по меньшей мере часть упомянутого обдувающего газа подают в зону сварки с не закрытой покрытием стороны трубчатой детали, в результате чего подаваемый обдувающий газ продолжает обдувать торцы остающихся на расстоянии друг от друга основных труб после возникновения контакта между покрытиями.
9. Способ по п.8, отличающийся тем, что упомянутый обдувающий газ представляет собой восстановительный газ.
10. Способ по п.9, отличающийся тем, что упомянутый обдувающий газ представляет собой невзрывоопасную смесь, содержащую по существу инертный газ и восстановительный газ.
11. Способ по п.10, отличающийся тем, что упомянутый по существу инертный газ содержит гелий, аргон, азот и/или диоксид углерода, а упомянутый восстановительный газ содержит водород и/или монооксид углерода.
12. Способ по п.11, отличающийся тем, что упомянутая невзрывоопасная смесь газов содержит в объемном исчислении более 90% по существу инертного газа и по меньшей мере 2% водорода.
13. Способ по любому из пп.1-12, отличающийся тем, что трубчатые детали предназначены для нефтяной промышленности или бурения.

Текст
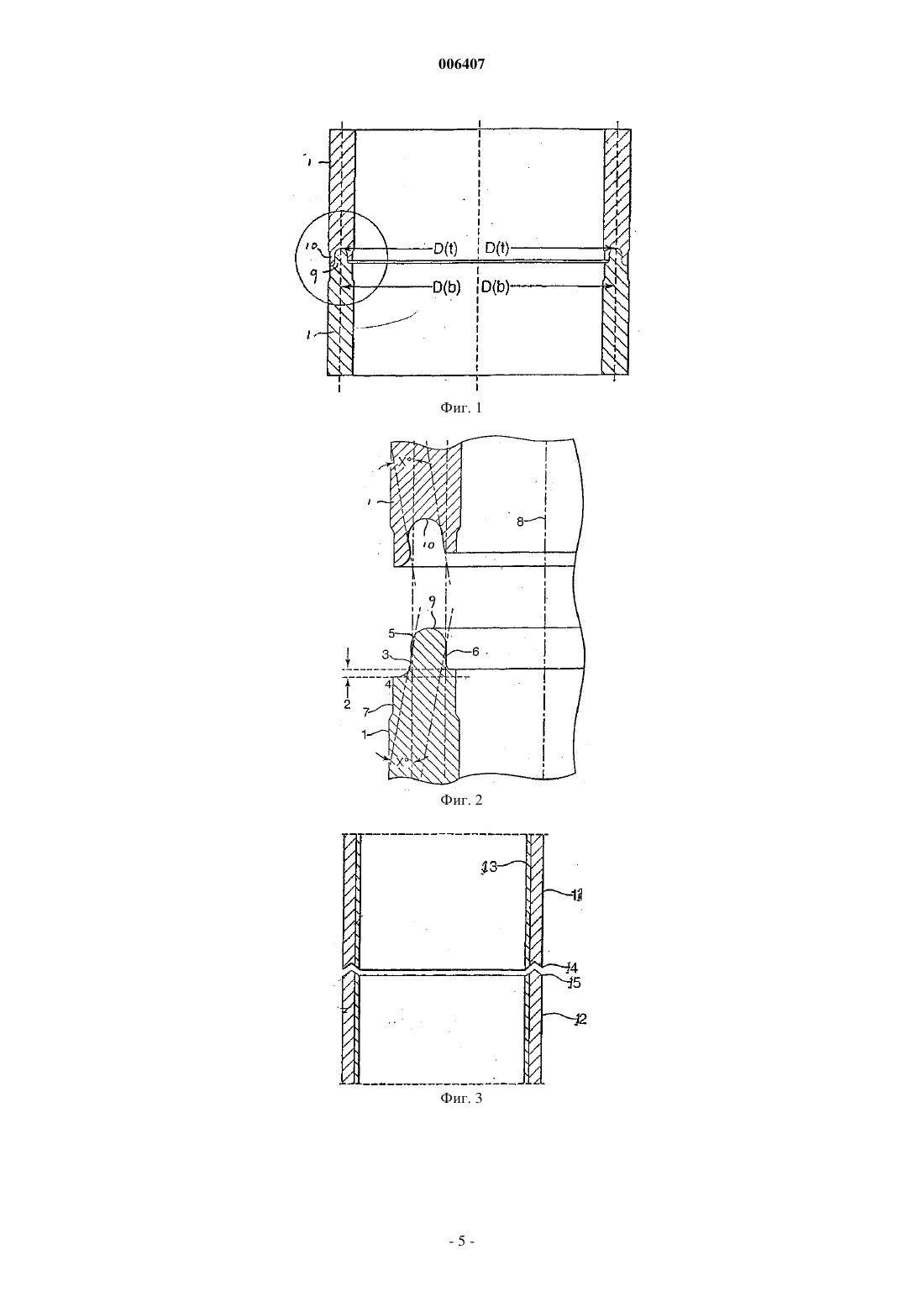
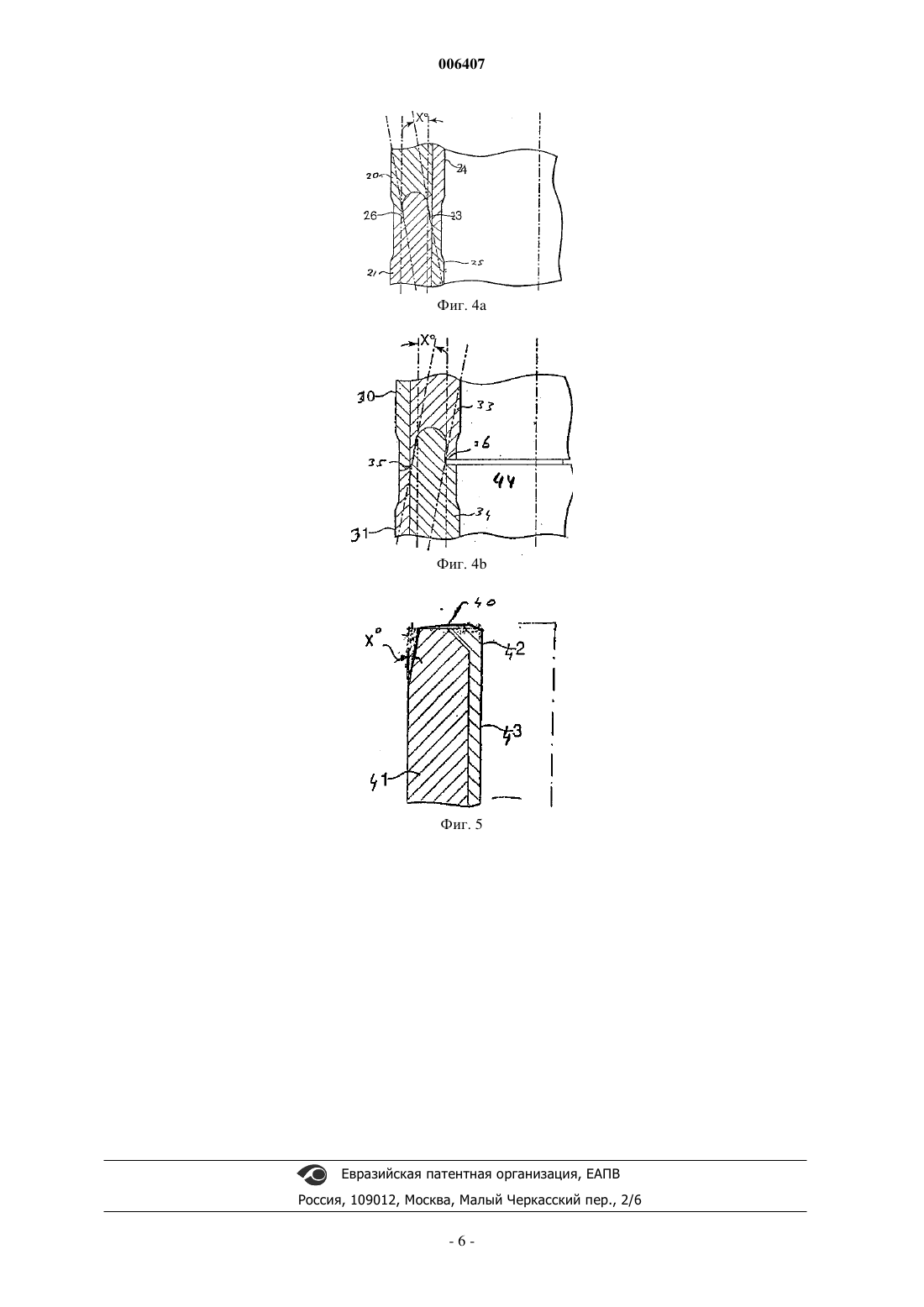
006407 Уровень техники Настоящее изобретение относится к способу соединения торцов труб при помощи кузнечной сварки. Кузнечная сварка включает круговой нагрев торцов труб, которые должны быть соединены, и последующее сжатие этих торцов вместе для образования металлургической связи. Для нагрева торцов труб до уровня, достаточного для возникновения металлургической связи, может использоваться широкий диапазон способов нагрева. Эти способы нагрева могут включать электрический, электромагнитный, индукционный, инфракрасный, дуговой нагрев и/или нагрев за счет трения,либо комбинацию этих и других способов нагрева. При использовании термина "кузнечная сварка" в этом описании подразумевается, что он охватывает все способы, которые содержат круговой нагрев торцов труб и последующее соединение нагретых торцов в результате образования металлургической связи, включая способы сварки, которые в общем известны как сварка в аморфном состоянии, диффузионная сварка, сварка трением, стыковая сварка оплавлением и/или термодинамическая сварка. Из патентов США US 4566625; US 4736084; US 4669650 и US 5721413, выданных Перу Г. Мои (PerH. Мое), известно, что является целесообразным обдув торцов труб непосредственно перед операцией кузнечной сварки и во время нее восстановительным газом, например водородом или монооксидом углерода, в результате чего с нагретых торцов труб удаляется оксидная пленка и достигается создание металлургической связи с минимальным количеством неоднородности. Из патентов США US 2719207 и US 4728760 также известно использование невзрывоопасных смесей, содержащих в объемном исчислении приблизительно 95%, по существу, инертного газа, например аргона, азота и/или гелия, и приблизительно 5% восстановительного газа, например водорода и/или монооксида углерода, для стыковой сварки оплавлением и стыковой сварки с индукционным нагревом. Эксперименты показали, что при использовании способов кузнечной сварки можно создавать металлургическую связь высокого качества между торцами трубчатых деталей, в частности, если торцы труб обдувают смесью, содержащей восстановительный газ, во время операций нагрева и/или сварки, но при этом раскаленные докрасна торцы труб в общем случае деформируются таким образом, что в зоне сварки возникает высадка металла. Для многих областей применения требуется удалять высаженный металл после операции сварки,что включает операцию шлифования или механической обработки, которая является трудоемкой или дорогостоящей при выполнении на многих рабочих площадках, где производится сварка торцов труб,например, на буровых установках, баржах-трубоукладчиках и на многих морских и находящихся на берегу участках, где должны быть установлены подземные или наземные трубопроводы. Способ, соответствующий ограничительной части п.1 формулы настоящего изобретения, известен из патента США US 4669650. В этом известном способе торцы трубчатых деталей имеют геометрию со сходящимся углом наклона. В японском патенте JP 03-24328 6 также описан способ кузнечной сварки, в котором торцы трубчатых деталей имеют геометрию со сходящимся углом наклона. В патенте Великобритании GB 793402 описан способ кузнечной сварки, в котором торцы свариваемых труб имеют взаимодополняющие друг друга вогнутую и выпуклую формы. Задачей настоящего изобретения является предложить способ кузнечной сварки трубчатых деталей,в котором величина высадки металла, возникающей в зоне сварки, сведена к минимуму. Сущность изобретения Соответствующий настоящему изобретению способ включает придание торцам трубчатых деталей,которые должны быть сварены вместе, определенной формы с углом наклона, в результате чего при нагреве этих торцов в процессе кузнечной сварки вследствие теплового расширения нагретые торцы деформируются, принимая фактически продольно ориентированную цилиндрическую форму, при этом угол наклона внутренней и внешней стенок на торцах трубчатых деталей выбирают таким, чтобы отношение среднего диаметра D(t) вершины торца трубчатой детали к среднему диаметру D(b) основания торца трубчатой детали соответствовало предполагаемой разнице температур для упомянутых вершины и основания торца трубчатой детали в процессе кузнечной сварки и коэффициенту теплового расширения для марки или марок стали, из которых выполнен этот торец трубчатой детали. В дополнение к этому поперечное сечение участка каждой трубы, на котором должна быть произведена сварка, может быть уменьшено таким образом, чтобы деформация во время сварки возвращала ему размер, фактически равный его исходной толщине. Точные углы и размеры торцов, задаваемые при подготовке к сварке, зависят от соединяемых материалов и их коэффициентов расширения, толщины стенок, диаметра труб, количества теплоты, необходимого для сварки, ширины зоны нагрева и требуемой величины осадки. Ниже, в таблице приведены типичные значения для труб из углеродистой стали с толщиной стенки приблизительно 4 мм и диаметром приблизительно 70 мм. Угол наклона внутренней и/или внешней стенок на торцах трубчатых деталей может выбираться так, чтобы отношение среднего диаметра D(t) вершины торца трубчатой детали к среднему диаметруD(b) основания торца трубчатой детали соответствовало предполагаемой разнице температур для упомя-1 006407 нутых вершины и основания торца трубчатой детали в процессе кузнечной сварки и коэффициенту теплового расширения для марки (марок) стали, из которой изготовлен этот торец трубчатой детали. Для выполнения многих операций кузнечной сварки указанное отношение D(t)/D(b) может выбираться в диапазоне 0,8-0,99. Чтобы увеличить поверхность торцов труб, свариваемых кузнечной сваркой, и одновременно способствовать выравниванию положения этих торцов относительно друг друга, торцу одной из свариваемых трубчатых деталей может быть придана фактически выпуклая форма, а торцу другой трубчатой детали - фактически вогнутая форма. Трубчатые детали, свариваемые кузнечной сваркой, могут содержать основную трубу из низкокачественной стали и покрытие из стали более высокого качества на внутренней и/или внешней поверхности основной трубы. В этом случае предпочтительно, чтобы поверхности торцов имели такую форму,чтобы при сжатии трубчатых деталей вместе сначала возникал контакт между торцами покрытия (покрытий), а затем - контакт между торцами основных труб. Кроме того, предпочтительно, чтобы с противоположной стороны стенки трубы слой покрытия обдувался каким-либо не окисляющим или восстановительным газом. Далее будет понятно, что торец трубчатой детали, выполненный в форме сходящегося конуса, может иметь различную геометрию и что величина угла схождения может определяться путем итерационного вычисления и/или на основе экспериментов для того, чтобы убедиться, что высадка металла свариваемых кузнечной сваркой трубчатых деталей сведена к минимуму. На практике количество материала на торцах труб, деформируемого при кузнечной сварке, тщательно контролируется с целью дальнейшей минимизации высадки металла. Отметим, что в патенте США US 4669650 описан способ кузнечной сварки, в котором в процессе механической обработки материал на внешней стороне торцов трубчатых деталей снимается на большую глубину, чем на внутренней стороне этих торцов. Однако известная форма торцов трубчатых деталей не характеризуется такой геометрией, чтобы во время операции кузнечной сварки обеспечивалась фактически цилиндрическая форма нагретых торцов. Описание предпочтительных вариантов реализации изобретения Далее будут описаны предпочтительные варианты способа, соответствующего настоящему изобретению, со ссылкой на сопровождающие чертежи, из которых на фиг. 1 показана пара, содержащая вогнутый и выпуклый торцы труб, соединяемых способом кузнечной сварки, соответствующим настоящему изобретению; на фиг. 2 показана ориентация вогнутого и выпуклого торцов труб под сходящимся углом X, который выбирают таким, чтобы нагретые вогнутый и выпуклый торцы имели фактически продольное расположение; фиг. 3 - продольное сечение пары имеющих покрытие трубчатых деталей непосредственно перед их соединением при помощи способа кузнечной сварки, соответствующего настоящему изобретению; фиг. 4 а - продольное сечение пары трубчатых деталей, имеющих внутреннее покрытие, где торец одной трубчатой детали является вогнутым, а торец другой трубчатой детали является выпуклым; фиг. 4b - продольное сечение пары трубчатых деталей, имеющих внешнее покрытие, где торец одной трубчатой детали является вогнутым, а торец другой трубчатой детали является выпуклым; и фиг. 5 - продольное сечение торца имеющей покрытие трубчатой детали, где толщина слоя покрытия увеличена на конце трубчатой детали. На фиг. 1 показана пара соосно выровненных труб с нагретыми торцами и на фиг. 2 показаны торцы в не нагретом состоянии, при этом X - угол наклона; 1 - труба с исходной толщиной стенки; 2 минимальная величина обсадки, требуемая для создания сварного соединения; 3, 5, 6 - типичные радиусы для формирования выпуклого торца 9; 4 - поясок первого контакта; 7 - участок торцевой области трубы, имеющий уменьшенную толщину стенки; 8 - осевая линия трубы и 10 - вогнутый торец трубы. Углы наклона X не нагретых выпуклого и вогнутого торцов 9 и 10 труб, показанных на фиг. 1, выбирают такими, чтобы эти торцы в нагретом состоянии точно входили в сцепление друг с другом и имели строгую осевую ориентацию, как изображено, чтобы в результате сжатия торцов 9 и 10 вместе в процессе кузнечной сварки возникало бесшовное сварное соединение и чтобы в области сварного соединения на внешней и внутренней поверхностях труб 1 возникала минимальная высадка металла. Ориентировочные параметры подготовки торцов для соединения труб, показанных на фиг. 1 и 2,приведены в таблице.-2 006407 Таблица. Типичные значения при подготовке торцов для кузнечной сварки - толщина стенки 4 мм, внешний диаметр трубы 70 мм На фиг. 3 показаны верхняя трубчатая деталь 11 и нижняя трубчатая деталь 12, каждая из которых содержит основную трубу из низкокачественной стали, имеющую внутреннее покрытие 13 из высокохромистой стали. Торцы 14 и 15 трубчатых деталей имеют клиновидную форму, при которой вершины этих торцов образованы покрытием 13. Это гарантирует, что в процессе сжатия этих торцов друг с другом контакт между покрытиями 13 возникает прежде, чем контакт между краями основных труб. При выполнении операции кузнечной сварки торцы 14 и 15 трубчатых деталей обдувают газом и, чтобы гарантировать непрерывность подачи этого газа между торцами 14 и 15 после возникновения контакта между покрытиями 13, обдувающий газ подают на не закрытые покрытием внешние поверхности трубчатых деталей 11 и 12. На фиг. 4 а изображен вариант реализации настоящего изобретения, в котором поверхность 2 нижнего торца верхней трубчатой детали 20 имеет, по существу, вогнутую форму, а поверхность 23 верхнего торца нижней трубчатой детали 21 имеет, по существу, выпуклую форму. Внутренняя поверхность трубчатых деталей 20 и 21 покрыта слоями 24 и 25 из нержавеющей стали,а вогнутая и выпуклая поверхности 23, 26 торцов имеют такую форму, что сначала возникает контакт между слоями 24 и 25, а затем - между основными трубами 20, 21, и что поверхности 23, 26 не нагретых торцов имеют сходящийся угол наклона X. В этом случае невзрывоопасный восстановительный газ для обдува подают с внешней стороны трубчатых деталей, а торцы трубчатых деталей по-прежнему образуют клин такой формы, что зона контакта постепенно растет в направлении от внешней к внутренней поверхности трубчатых деталей, свариваемых кузнечной сваркой. При этом обеспечивается хорошее сцепление между слоями 24, 25 и сводится к минимуму попадание оксидов в зону контакта между трубчатыми деталями 20 и 21, свариваемыми кузнечной сваркой. Фиг. 4b иллюстрирует полученное при помощи кузнечной сварки сварное соединение для пары основных труб 33, 34 из низкокачественной стали, внешняя поверхность которых покрыта слоями 30, 31 из нержавеющей стали и торцевые поверхности 35, 36 которых имеют выпуклую и вогнутую формы, обеспечивающие их взаимное сцепление, при этом поверхности 35, 36 не нагретых торцов имеют сходящийся угол наклона X и до контакта между основными трубами 33, 34 возникает контакт между слоями 30,31 из нержавеющей стали, когда поверхности 35, 36 торцов нагревают и сжимают вместе во время выполнения операции кузнечной сварки. В этом случае в ходе операции кузнечной сварки восстановительный газ подают с внутренней стороны 44 трубчатых деталей. На фиг. 5 изображен клиновидный торец 40, имеющий форму конуса, трубы 41, которая снаружи снабжена слоем 43 покрытия и где в области торца этой трубы нанесен дополнительный материал 42,совместимый с материалом слоя 43, чтобы при последующей механической обработке материал основной трубы не подвергался воздействию. Угол наклона X, обеспечивающий схождение конусовидного торца 40, выбирают таким образом, чтобы в нагретом состоянии торцы труб принимали фактически осевую ориентацию, и угол конусности выбирают так, чтобы при выполнении операции кузнечной сварки до контакта основных труб возникал контакт между слоями 43 покрытия торцов этих труб.-3 006407 ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ соединения трубчатых деталей при помощи кузнечной сварки, включающий придание торцам трубчатых деталей, которые должны быть сварены вместе, определенной формы с заданным углом наклона, отличающийся тем, что упомянутая форма с заданным углом наклона обеспечивает деформацию торцов при нагреве этих торцов в процессе кузнечной сварки вследствие теплового расширения с возникновением, по существу, продольно ориентированной цилиндрической формы, при этом угол наклона внутренней и внешней стенок на торцах трубчатых деталей выбирают таким, чтобы отношение среднего диаметра D(t) вершины торца трубчатой детали к среднему диаметру D(b) основания торца трубчатой детали соответствовало предполагаемой разнице температур для упомянутых вершины и основания торца трубчатой детали в процессе кузнечной сварки и коэффициенту теплового расширения для марки или марок стали, из которых выполнен этот торец трубчатой детали. 2. Способ по п.1, отличающийся тем, что упомянутое отношение D(t)/D(b) составляет 0,8-0,99. 3. Способ по п.1, отличающийся тем, что поверхность одного из торцов трубчатых деталей, которые должны быть сварены вместе, имеет фактически выпуклую форму, а поверхность торца другой трубчатой детали имеет фактически вогнутую форму. 4. Способ по любому из пп.1-3, отличающийся тем, что торцы трубчатых деталей механически обрабатывают для уменьшения толщины стенки в зоне сварки. 5. Способ по п.3, отличающийся тем, что трубчатые детали содержат основную трубу из низкокачественной стали и покрытие из стали более высокого качества на внутренней и/или внешней поверхности основной трубы, а поверхности торцов выполняют такой формы, что при их сжатии контакт между торцевыми поверхностями покрытия (покрытий) возникает раньше контакта между торцевыми поверхностями основных труб. 6. Способ по п.5, отличающийся тем, что торцы трубчатых деталей выполнены в форме клина и вершины этих клиньев образованы упомянутыми покрытиями. 7. Способ по любому из пп.1-4, отличающийся тем, что только смежные области примыкающих торцов соединяемых основных труб из низкокачественной стали покрывают металлическим покрытием для улучшения возможной последующей механической обработки упомянутых областей торцов без воздействия на основные трубы. 8. Способ по п.5, отличающийся тем, что во время выполнения по меньшей мере части операции кузнечной сварки зону сварки обдувают газом, и в котором по меньшей мере часть упомянутого обдувающего газа подают в зону сварки с не закрытой покрытием стороны трубчатой детали, в результате чего подаваемый обдувающий газ продолжает обдувать торцы остающихся на расстоянии друг от друга основных труб после возникновения контакта между покрытиями. 9. Способ по п.8, отличающийся тем, что упомянутый обдувающий газ представляет собой восстановительный газ. 10. Способ по п.9, отличающийся тем, что упомянутый обдувающий газ представляет собой невзрывоопасную смесь, содержащую по существу инертный газ и восстановительный газ. 11. Способ по п.10, отличающийся тем, что упомянутый по существу инертный газ содержит гелий,аргон, азот и/или диоксид углерода, а упомянутый восстановительный газ содержит водород и/или монооксид углерода. 12. Способ по п.11, отличающийся тем, что упомянутая невзрывоопасная смесь газов содержит в объемном исчислении более 90% по существу инертного газа и по меньшей мере 2% водорода. 13. Способ по любому из пп.1-12, отличающийся тем, что трубчатые детали предназначены для нефтяной промышленности или бурения.
МПК / Метки
МПК: B23K 33/00
Метки: сварки, способ, кузнечной
Код ссылки
<a href="https://eas.patents.su/7-6407-sposob-kuznechnojj-svarki.html" rel="bookmark" title="База патентов Евразийского Союза">Способ кузнечной сварки</a>
Способ алюмотермической сварки рельсов заливкой промежуточного металла с легированием стальной отливки в зоне головки рельса
Номер патента: 224
Опубликовано: 24.12.1998
Авторы: Мульдер Герхардус Йоханнес, Штайнхорст Михаэль
МПК: B23K 23/00
Метки: легированием, головки, рельсов, промежуточного, рельса, отливки, сварки, зоне, металла, заливкой, способ, стальной, алюмотермической
Формула / Реферат:
1. Способ алюмотермической сварки рельсов заливкой промежуточного металла, в котором сталь, полученную при сгорании термитной смеси, заливают в огнеупорную литейную форму, в которую заключены концы соединяемых рельсов, а часть сливаемой из реакционного тигля стали, которая образует сварное соединение в зоне головки рельса, вводят в контакт с дополнительными легирующими добавками, отличающийся тем, что дополнительные легирующие добавки вводят по...
Способ алюмотермической сварки рельсов заливкой промежуточного металла с легированием стальной отливки в зоне головки рельса
Номер патента: 225
Опубликовано: 24.12.1998
Авторы: Макрей Доналд, Мульдер Герхардус Йоханнес, Штайнхорст Михаэль, Кустер Франк
МПК: B23K 23/00
Метки: способ, зоне, рельсов, сварки, легированием, заливкой, алюмотермической, стальной, рельса, промежуточного, отливки, головки, металла
Формула / Реферат:
1. Способ алюмотермической сварки рельсов заливкой промежуточного металла, в котором сталь, полученную при сгорании термитной смеси, заливают в огнеупорную литейную форму, в которую заключены концы соединяемых рельсов, а часть сливаемой из реакционного тигля стали, которая образует сварное соединение в зоне головки рельса, вводят в контакт с дополнительными легирующими добавками, отличающийся тем, что дополнительные легирующие добавки вводят по...
Способ осуществления сварки в буровой скважине
Номер патента: 3227
Опубликовано: 27.02.2003
Авторы: Хейнен Вильхельмус Хюбертус Паулус Мария, Зейслинг Дюрре Ханс
МПК: E21B 29/10, E21B 17/08, E21B 41/00...
Метки: способ, буровой, сварки, осуществления, скважине
Формула / Реферат:
1. Способ осуществления сварки к элементу, расположенному в буровой скважине, содержащей буровой раствор, содержащий следующие стадии: а) выбор траектории сварки, вдоль которой должна быть осуществлена сварка; б) выбор части объема буровой скважины, в которой расположена траектория сварки, и изоляция выбранной части объема от остального объема буровой скважины; в) установка средства для контроля давления, чтобы контролировать давление текучей...
Способ сварки сопротивлением соединителя
Номер патента: 5870
Опубликовано: 30.06.2005
Автор: Кабанава Даниэль Мартин
МПК: B23K 11/25
Метки: соединителя, сопротивлением, сварки, способ
Формула / Реферат:
1. Способ сварки сопротивлением соединителя, который включает в себя следующие операции: a) загрузка соединителя на палец; b) замыкание противоположных электродов сварочного пистолета относительно объекта; c) перемещение пальца и d) измерение положения компонента сварочного пистолета, связанного с перемещением пальца. 2. Способ по п.1, который предусматривает направление света на компонент сварочного пистолета, связанный с перемещением пальца, и...
Способ термообработки рельсового стыка, изготовленного с помощью сварки заливкой промежуточного металла, и применение в этом способе системы горелок с определенной компоновкой
Номер патента: 181
Опубликовано: 24.12.1998
Авторы: Штайнхорст Михаэль, Скреба Герхард, Кустер Франк
МПК: C21D 9/04
Метки: этом, рельсового, определенной, применение, горелок, изготовленного, заливкой, стыка, способе, сварки, металла, термообработки, способ, компоновкой, системы, промежуточного, помощью
Формула / Реферат:
1. Способ термообработки рельсового стыка, изготовленного с помощью сварки заливкой промежуточного металла, в частности с целью, по меньшей мере, частичного получения мелкозернистой нормализованной структуры в зоне стыка, отличающийся тем, что нормализацию в зоне соединения концов рельсов проводят непосредственно после завершения процесса сварки, а именно, с наиболее полным использованием остаточного тепла, имеющегося в наплавленном металле и...
Предыдущий патент: Способ предотвращения высвобождения из асбеста переносимых воздухом частиц
Следующий патент: Устройство для измерения дебаланса
Случайный патент: Способ получения алкилированных ароматических соединений с использованием кислотного ионно-жидкостного катализатора