Плоская текстильная упрочняющая лента для трубы и труба, упрочненная такой лентой

Формула / Реферат
1. Плоская текстильная лента, предназначенная для упрочнения путем обмотки трубы, служащей для перемещения текучей среды под давлением, отличающаяся тем, что лента (10) образована из центрального участка (11) с приблизительно прямоугольным поперечным сечением и двух продольных кромок (12), выполненных более тонкими, чем центральный участок.
2. Лента по п.1, отличающаяся тем, что толщина продольных кромок (12) приблизительно равна половине толщины центрального участка (11).
3. Лента по любому из предыдущих пунктов, отличающаяся тем, что ширина кромок (12) составляет от 5 до 15% ширины центрального участка (11).
4. Лента по любому из предыдущих пунктов, отличающаяся тем, что плотность переплетения ленты равна 39% или выше.
5. Лента по любому из предыдущих пунктов, отличающаяся тем, что она сформирована из нитей ровницы, удерживаемых вместе, с помощью соединительного средства или термопластичного связующего материала.
6. Лента по любому из пп.1-5, отличающаяся тем, что она сформирована по толщине только с использованием одиночных нитей ровницы (14, 14'), имеющих различный размер в центральном участке (11) и на кромках (12).
7. Лента по любому из пп.1-6, отличающаяся тем, что лента (10) снабжена индикаторной нитью (16) в области границы между центральным участком (11) и кромками (12).
8. Труба для транспортировки текучей среды под давлением, состоящая из внутренней трубы (2), покрытой по меньшей мере одним слоем (3, 4) из плоских текстильных лент (10), спирально намотанных на трубу (2), отличающаяся тем, что ленты (10) образованы центральным участком (11), имеющим приблизительно прямоугольное поперечное сечение, и их двумя продольными кромками (12), которые выполнены более тонкими, чем центральный участок, причем ленты (10) намотаны, по меньшей мере, с частичным наложением боковых кромок (12).
9. Труба по п.8, отличающаяся тем, что угол укладки лент (10) по отношению к продольной оси трубы составляет от 52 до 58ш, предпочтительно его выбирают равным 55ш.
10. Труба по любому из пп.8 и 9, отличающаяся тем, что количество плоских лент намотки меньше десяти.
11. Труба по любому из пп.8-10, отличающаяся тем, что ширина лент (10) равна или больше pDcosa/10, где D представляет внешний диаметр трубы 2, и a представляет угол укладки слоя (3, 4) из лент (10).

Текст
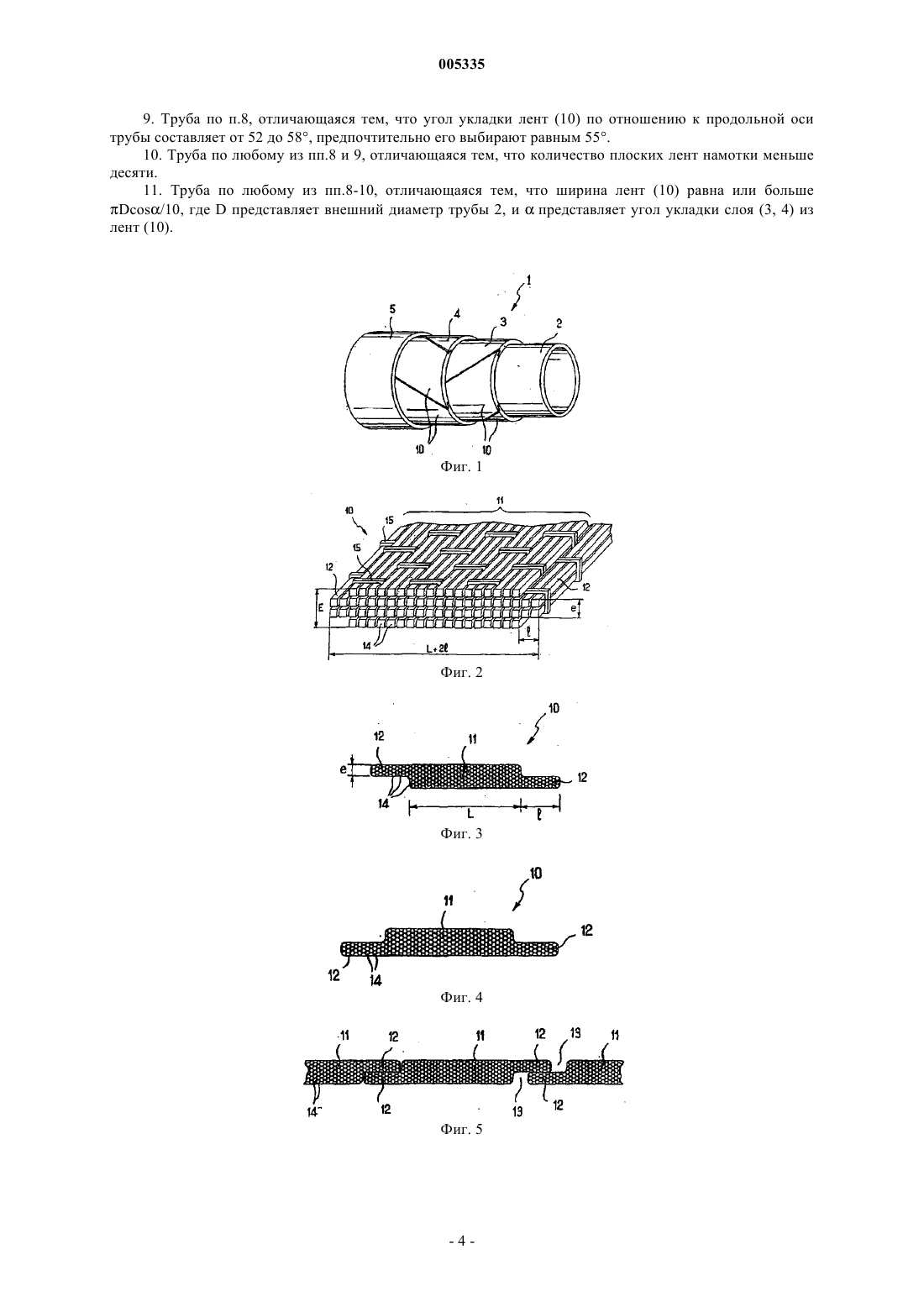
005335 Настоящее изобретение относится к плоской ленте для упрочнения трубы, предназначенной для транспортировки текучей среды под давлением, в частности, гибкой трубы для транспортировки углеводородов и газов. В документах FR 2 739 673 и ЕР 0 853 547, выданных на имя настоящего заявителя, описана плоская лента такого типа, предназначенная для упрочнения трубы, содержащей непроницаемую внутреннюю трубу, один или более слоем обмотки (предпочтительно перекрестной обмотки) из плоской текстильной ленты и, в случае необходимости, внешней оболочки. Плоскую текстильную ленту производят по технологии упрочнения термопластичных продуктов в виде компоновки из ровницы (или пряжи),удерживаемой соединительным средством и связующим материалом. Нити ровницы предпочтительно изготовлены из арамида (Kevlar). Плотность плетения ровницы для ленты предпочтительно составляет более 60%, и общая плотность плетения ленты превышает 39%. На практике такие ленты наматывают вокруг внутренней трубы с использованием станка для наложения армирующей обмотки с углом укладки приблизительно 55. Станок для наложения армирующей обмотки одновременно обеспечивает значительное количество (приблизительно пятьдесят или на около этого) относительно узких плоских лент, намотанных на шпульки, установленных на вращающейся обойме. Такая технология является дорогостоящей. Во-первых, станок для наложения армирующей обмотки сам по себе представляет собой дорогостоящую машину. Во-вторых, производство текстильной упрочняющей ленты небольшой ширины является более дорогостоящим, чем лент большой ширины. Однако такая технология приспособлена для обеспечения распределения общего зазора на большое количество лент по периметру трубы; это связано с тем, что, вследствие производственных допусков, с одной стороны, и деформации трубы при ее использовании (расширение под действием внутреннего давления), с другой стороны, обязательно возникают зазоры, суммарное значение которых представляет собой значение общего зазора, которое должно быть распределено между отдельными лентами; и если используют относительно большое количество лент, например, приблизительно пятьдесят, упрощается контроль над этим общим зазором, поскольку он распределяется по всем лентам, в результате чего получают приемлемое среднее относительное значение зазора для каждой ленты, которое было бы неприемлемым при использовании значительно меньшего количества лент. Для специалиста в данной области понятно, что для снижения затрат предпочтительно использовать широкие ленты, поскольку широкие ленты являются менее дорогостоящими сами по себе и их можно обматывать вокруг внутренней трубы с использованием более простого обмоточного устройства, которое является менее сложным и менее дорогостоящим, чем станок для наложения армирующей намотки. Однако, если для упрочнения трубы предполагается использовать широкие текстильные ленты, будет намотано меньшее количество лент вокруг периметра трубы, и общий зазор поэтому будет распределен по значительно меньшему количество лент, в результате чего увеличивается номинальное значение относительного зазора (или межвиткового зазора) между лентами. Такие зазоры представляют собой проблему, поскольку они приводят к деформации внутренней трубы и, в результате, к появлению местных напряжений во втором слое упрочняющей обмотки при использовании трубы. Кроме того, в этом случае способ размещения лент по отношению друг к другу при выполнении операции обмотки является менее точным, чем при использовании станка для наложения армирующей обмотки. В результате обеспечивается плохой контроль над зазорами и размещением лент. Кроме того, когда наружный диаметр внутренней трубы варьируется вследствие производственных допусков, невозможно компенсировать эти изменения при использовании широкой ленты, сформованной с определенными размерами, в то время как при использовании более узкой ленты достаточно изменить количество лент, загружаемых в армирующую машину. Для решения этой проблемы специалист в данной области техники мог бы предложить обмотку ленты с наложенными кромками, но это приводит к недостаткам, и, в частности, к проблемам износа и усталости. Кроме того, при такой обмотке образуются неравномерности, в результате которых появляются дефекты в наносимых впоследствии верхних слоях. Если лента будет соткана неплотно, по меньшей мере, вдоль кромок так, что нити ровницы перекрывающихся кромок будут взаимно чередоваться, и при этом не будут образовываться разрывы или формироваться дополнительная толщина, не будет обеспечена достаточно высокая степень компактности, требуемая в соответствии с описанием вышеуказанных патентов заявителя, необходимая для получения требуемых характеристик армирования. Для специалиста в данной области техники будет поэтому понятно, что при этом проблема останется нерешенной, поскольку, хотя и будет обеспечена возможность обмотки из менее дорогостоящей текстильной ленты, чем при использовании обычной технологии, но не будут получены соответствующие хорошие механические характеристики. Задача настоящего изобретения состоит в решении этой проблемы. Задача настоящего изобретения достигается благодаря тому, что для упрочнения используют ленту,имеющую кромки с уменьшенной толщиной на определенном участке ширины, что позволяет наматывать их с наложением более тонких кромок, в результате чего не происходит существенного увеличения толщины. Другими словами, лента сформирована из центрального участка, имеющего приблизительно прямоугольное поперечное сечение, и из двух продольных кромок, которые выполнены более тонкими,-1 005335 чем центральный участок. Предпочтительно кромки выполнены равномерными по толщине, которая приблизительно равна половине толщины центрального участка; их ширина предпочтительно составляет от 5 до 15%, предпочтительно около 10% ширины центрального участка. Применение более тонких перекрывающихся кромок известно по себе в областях, очень далеких от области настоящего изобретения, например при сборке досок внакрой или из документа JP 59035924, в котором описана многослойная полимерная лента, предназначенная для формирования из нее прозрачной трубы, которую затем разрезают на секции с образованием контейнеров. Ленту изготовляют с утонченными боковыми кромками и обматывают без какого-либо зазора на ней со свариванием кромок. Из этой ленты формируют саму трубу, но она никоим образом не представляет собой упрочняющую ленту для трубы. Кроме того, лента изготовлена из однородной полимерной смолы, а не в виде текстильной ленты, для производства которой используют совершенно другой способ. Настоящее изобретение также направлено на трубу, упрочнение которой получают путем обмотки плоскими текстильными лентами по изобретению, с помощью которого обеспечивается возможность использования более широких лент и поэтому меньшего общего количества лент, предпочтительно менее 10 лент на упрочняющий слой. Другие свойства и преимущества настоящего изобретения будут очевидны при чтении следующего описания нескольких иллюстративных примеров со ссылкой на прилагаемые чертежи, на которых фиг. 1 - вид в перспективе трубы, которая включает упрочняющие слои, получаемые путем обмотки лентой по изобретению; фиг. 2 - вид в перспективе первого варианта выполнения плоской ленты по изобретению; фиг. 3 и 4 - виды в сечении второго и третьего варианта выполнения плоской ленты по изобретению; фиг. 5 - вид в сечении обмотки из ленты в соответствии со вторым вариантом выполнения, представляющее наложение кромок; и фиг. 6 - вид в сечении четвертого варианта выполнения настоящего изобретения. На фиг. 1 показана труба 1, предназначенная для транспортировки текучей среды под давлением,состоящая из внутренней трубы 2, например экструдированной трубы, покрытой первым слоем 3 и вторым слоем 4 из упрочняющих лент, а также содержащая внешнюю герметизирующую оболочку 5, которая также получена способом экструдирования. Упрочняющие слои 3 и 4 получены способом поперечной обмотки плоской лентой 10 по изобретению с углом укладки приблизительно 55 (от 52 до 58) по отношению к продольной оси трубы. Как можно видеть на чертеже, смежные кромки лент 10 взаимно накладываются. Общее количество n лент 10 по периферии относительно невелико; их количество предпочтительно выбирают так, что оно составляет меньше десяти, благодаря чему при заданном диаметре и установленном значении угла укладки обеспечивается возможность определять предпочтительную минимальную среднюю ширину ленты, которая равна Dcos/10 (среднее значение открытой ширины ленты, определяемое, как ширина центрального участка, увеличенная на ширину одной кромки для учета наложения, равно Dcos/n, где D представляет внешний диаметр трубы 2, n представляет количество используемых лент и- угол укладки слоя ленты). На фиг. 2-4 показаны три варианта выполнения ленты, которые отличаются компоновкой тонких кромок. Для упрощения изображения ширина кромок по отношению к центральному участку ленты показана на чертежах в увеличенном виде. Лента 10 по изобретению, имеющая ширину L + l, состоит из центрального участка 11 с прямоугольным поперечным сечением, шириной L и толщиной Е, по боковым сторонам которой проходят две продольные кромки или буртики 12 с шириной l и толщиной е. Предпочтительно е = Е/2 и L/20l3L/20. Буртики 12 могут быть расположены на уровне середины высоты кромок центрального участка 11(фиг. 2) либо так, чтобы обеспечить чередование верхнего и нижнего расположения двух кромок центрального участка 11 (фиг. 3 и 5) или полностью снизу (или сверху) двух кромок относительно центрального участка 11, или с использованием любой другой компоновки. Хотя компоновка, показанная на фиг. 3 и 5, наиболее подходит для наложения кромок 12, на практике могут применяться другие компоновки, благодаря гибкости ленты и возможности ее деформации в процессе обмотки. Как показано на фиг. 2, и более схематично на фиг. 3-5, лента по изобретению представляет собой текстильную ленту, сформированную из слоев нитей ровницы 14, удерживаемых на месте, с помощью соединительного средства 15. Такая лента может быть сформирована, например, в соответствии с описанием документа ЕР 0 853 547, из слоев нитей ровницы 14, соединенных вместе и удерживаемых с помощью соединительного средства 15 и связывающего материала так, что поддерживается высокая общая плотность плетения, например по меньшей мере 39%. Связующий материал, например термопластик,покрывающий нити ровницы, не показан на чертеже. Однако лента также может быть сформирована только с использованием плетения нитей ровницы в виде уточной пряжи, и без использования связующего материала. В случае применения тканой ленты без использования связующего материала, плотность плетения, предпочтительно, поддерживают на высоком уровне, например по меньшей мере 39%.-2 005335 Нити ровницы 14, используемые в качестве уточной пряжи, могут представлять собой нити любого типа,например нити, изготовленные из арамида (Kevlar, Twaron или Technora) или, например, из углерода. Кромки 12 изготовлены из того же материала, что и центральный участок, но с меньшей толщиной, и,поэтому, например, с применением меньшего количества слоев нитей ровницы. По изобретению, предпочтительно, размещать соединительное средство (нити ровницы) с промежутками так, чтобы при изгибе трубы обеспечить возможность раскручивания намотанных лент с преобразованием их продольных волокон. Как показано на фиг. 5, лента 10, по изобретению позволяет заполнять весь зазор во время намотки,благодаря по меньшей мере частичному наложению кромок 12 смежных лент. Такое по меньшей мере частичное наложение кромок 12 предотвращает образование сквозных зазоров (по всей толщине упрочняющего слоя) между двумя лентами. В крайнем случае, образуется зазор 13, который меньше ширины 1 кромки, и этот зазор не является сквозным зазором. Внешний зазор 13 может привести к формированию незначительных уступов внешней оболочки, которые, однако, блокируются нижней кромкой 12, частично перекрывающейся верхней кромкой 12 смежной ленты. Кроме того, если механические свойства кромок 12 идентичны свойствам центрального участка 11, наличие зазора приводит к незначительному ухудшению механических свойств упрочняющего слоя в этой точке, что, в принципе, может привести к меньшему значению давления разрыва, чем значение, которое могло бы быть получено при использовании компоновки с использованием обычных узких лент без зазора. Этот недостаток может быть уменьшен, путем обеспечения на кромках отличающихся механических свойств, с более высокими характеристиками, например, благодаря модификации природы или степени обмотки используемых нитей ровницы, или, благодаря использованию другой плотности плетения. В частности, вдоль кромок может быть предпочтительным использовать волокна с более высоким значением удлинения при разрыве, чем у волокон, используемых в центральной части. Вариант выполнения ленты 10 по фиг. 6 отличается от варианта, представленного на фиг. 2, тем,что вместо изготовления ленты с применением нескольких нитей ровницы по толщине ленты, ее выполняют только с использованием плетения в двух направлениях (основной пряжи и уточной пряжи) при использовании одной нити ровницы 14, 14' по толщине ленты. Ровница 14 центрального участка 11 имеет больший размер, чем ровница 14' более тонких участков 12 кромок. Также предпочтительно обеспечить индикаторную нить на ленте 10, например, в виде цветной пряжи 16, которая позволяет отслеживать положение ленты во время намотки. Эта пряжу 16, предпочтительно, помещают между кромками 12 и центральным участком 11 ленты 10 (такая пряжа показана только на фиг. 6, но ее можно использовать во всех вариантах выполнения) для определения границы раздела. Таким образом, обеспечивается возможность визуальной проверки перекрытия кромкой 12 ленты центрального участка 11 ленты (две индикаторные нити 16 всегда должны быть расположены рядом друг с другом; и ни одна из индикаторных нитей 16 не должна быть закрыта при правильной намотке). ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Плоская текстильная лента, предназначенная для упрочнения путем обмотки трубы, служащей для перемещения текучей среды под давлением, отличающаяся тем, что лента (10) образована из центрального участка (11) с приблизительно прямоугольным поперечным сечением и двух продольных кромок (12), выполненных более тонкими, чем центральный участок. 2. Лента по п.1, отличающаяся тем, что толщина продольных кромок (12) приблизительно равна половине толщины центрального участка (11). 3. Лента по любому из предыдущих пунктов, отличающаяся тем, что ширина кромок (12) составляет от 5 до 15% ширины центрального участка (11). 4. Лента по любому из предыдущих пунктов, отличающаяся тем, что плотность переплетения ленты равна 39% или выше. 5. Лента по любому из предыдущих пунктов, отличающаяся тем, что она сформирована из нитей ровницы, удерживаемых вместе, с помощью соединительного средства или термопластичного связующего материала. 6. Лента по любому из пп.1-5, отличающаяся тем, что она сформирована по толщине только с использованием одиночных нитей ровницы (14, 14'), имеющих различный размер в центральном участке(11) и на кромках (12). 7. Лента по любому из пп.1-6, отличающаяся тем, что лента (10) снабжена индикаторной нитью (16) в области границы между центральным участком (11) и кромками (12). 8. Труба для транспортировки текучей среды под давлением, состоящая из внутренней трубы (2),покрытой по меньшей мере одним слоем (3, 4) из плоских текстильных лент (10), спирально намотанных на трубу (2), отличающаяся тем, что ленты (10) образованы центральным участком (11), имеющим приблизительно прямоугольное поперечное сечение, и их двумя продольными кромками (12), которые выполнены более тонкими, чем центральный участок, причем ленты (10) намотаны, по меньшей мере, с частичным наложением боковых кромок (12).-3 005335 9. Труба по п.8, отличающаяся тем, что угол укладки лент (10) по отношению к продольной оси трубы составляет от 52 до 58, предпочтительно его выбирают равным 55. 10. Труба по любому из пп.8 и 9, отличающаяся тем, что количество плоских лент намотки меньше десяти. 11. Труба по любому из пп.8-10, отличающаяся тем, что ширина лент (10) равна или большеDcos/10, где D представляет внешний диаметр трубы 2, ипредставляет угол укладки слоя (3, 4) из лент (10).
МПК / Метки
МПК: F16L 11/08
Метки: лента, упрочненная, труба, лентой, текстильная, упрочняющая, плоская, трубы
Код ссылки
<a href="https://eas.patents.su/6-5335-ploskaya-tekstilnaya-uprochnyayushhaya-lenta-dlya-truby-i-truba-uprochnennaya-takojj-lentojj.html" rel="bookmark" title="База патентов Евразийского Союза">Плоская текстильная упрочняющая лента для трубы и труба, упрочненная такой лентой</a>
Упрочненная труба из пластмассы и способ изготовления такой трубы
Номер патента: 4977
Опубликовано: 28.10.2004
Авторы: Деэнно Клод, Матз Пьер
МПК: F16L 11/08, B32B 27/08
Метки: пластмассы, упрочненная, трубы, труба, изготовления, способ
Формула / Реферат:
1. Многослойная пластмассовая труба, состоящая из трубчатого стержня на основе полимерной композиции, отличающаяся тем, что она защищена двумя слоями, каждый из которых содержит неориентированный полимерный состав, причем первый слой совместим с полимерным составом нижележащей пластмассы, а второй является внешним слоем, служащим также отделочным слоем. 2. Труба по п.1, отличающаяся тем, что стержень включает полимерный состав ориентированной в...
Упрочненная труба из пластмассы и способ изготовления такой трубы
Номер патента: 4965
Опубликовано: 28.10.2004
Авторы: Деэнно Клод, Матз Пьер
МПК: F16L 9/12
Метки: пластмассы, упрочненная, трубы, способ, изготовления, труба
Формула / Реферат:
1. Многослойная упрочненная пластмассовая труба, состоящая из трубчатого стержня на основе полимерного состава, на который намотаны упрочняющие полосы, содержащие ориентированный полимерный состав, отличающаяся тем, что полосы выбирают из тех, которые удовлетворяют следующему соотношению: где IR - коэффициент сопротивления упрочняющей полосы, рассчитываемый следующим образом: где s представляет максимальное значение напряжения, полученного...
Способ расширения стальной трубы и скважин с такой трубой
Номер патента: 543
Опубликовано: 28.10.1999
Авторы: Фор Альбан Мишель, Лобек Вильхельмус Христианус Мария, Маркетц Франц, Доннелли Мартин, Стюарт Роберт Брюс
МПК: C21D 7/12, B21D 39/20, E21B 43/10...
Метки: трубой, стальной, способ, трубы, расширения, скважин
Формула / Реферат:
1. Способ расширения стальной трубы (4), выполненной из формуемой марки стали, включающий этап перемещения расширительной оправки (5), имеющей конусообразный участок (6) расширения, через трубу (4), тем самым пластически ее расширяя, отличающийся тем, что расширяют, по меньшей мере, частично сплошную трубу (4), выполненную из формуемой марки стали, которая подвергается деформационному упрочнению, не подвергаясь действию какого-либо обжатия и...
Устройство для управления конвейерной лентой, используемой при непрерывной тепловой обработке слоя материала
Номер патента: 4336
Опубликовано: 29.04.2004
Авторы: Вянянен Эро, Янккила Мартти
МПК: B65G 15/64
Метки: обработке, лентой, непрерывной, материала, конвейерной, тепловой, используемой, управления, слоя, устройство
Формула / Реферат:
1. Устройство для управления конвейерной лентой, используемой при непрерывной тепловой обработке слоя материала, например при непрерывном спекании, где конвейерная лента установлена с возможностью перемещения приводным барабаном и направляющим барабаном, отличающееся тем, что для управления конвейерной лентой (4, 23) по меньшей мере на части пути от приводного барабана (2) к направляющему барабану (3, 22) конвейерная система оснащена по меньшей...
Лента для термической обработки слоя материала при непрерывном ведении процесса
Номер патента: 3482
Опубликовано: 26.06.2003
Авторы: Вянянен Эро, Янккила Мартти, Ниемеля Пекка
МПК: F27B 21/06, B65G 15/60
Метки: ведении, процесса, лента, термической, слоя, обработки, материала, непрерывном
Формула / Реферат:
1. Конвейерная лента, предназначенная для применения в непрерывном процессе термической обработки на конвейере, т.е. процессе агломерации, слоя материала, причем упомянутая конвейерная лента имеет перфорированные отверстия, выполненные в ней с обеспечением возможности прохождения потока газов, которые используются для нагревания слоя материала или его охлаждения, сквозь указанный слой материала и через соответствующие отверстия в конвейерной...
Предыдущий патент: Лифт с тяговым шкивом без машинного отделения
Следующий патент: Система непрерывной вентиляции для алюминиевых и пластмассовых окон
Случайный патент: Линия для изготовления теплоизолированной гибкой трубы