Упрочненная труба из пластмассы и способ изготовления такой трубы
Формула / Реферат
1. Многослойная пластмассовая труба, состоящая из трубчатого стержня на основе полимерной композиции, отличающаяся тем, что она защищена двумя слоями, каждый из которых содержит неориентированный полимерный состав, причем первый слой совместим с полимерным составом нижележащей пластмассы, а второй является внешним слоем, служащим также отделочным слоем.
2. Труба по п.1, отличающаяся тем, что стержень включает полимерный состав ориентированной в двух направлениях структуры для обеспечения упрочнения относительно механических нагрузок.
3. Труба по п.1, отличающаяся тем, что стержень включает полимерную композицию неориентированной структуры и упрочняющий слой, состоящий по крайней мере из двух витков упрочняющих полос, содержащих состав из ориентированного полимера, размещен между стержнем и первым защитным слоем.
4. Труба по п.3, отличающаяся тем, что первый виток упрочняющего слоя приклеен к стержню.
5. Труба по п.3 или 4, отличающаяся тем, что различные витки упрочняющего слоя приклеены друг к другу.
6. Труба по одному из предыдущих пунктов, отличающаяся тем, что первый защитный слой образован по крайней мере одним витком полос, намотанных вокруг трубы.
7. Труба по одному из предыдущих пунктов, отличающаяся тем, что первый защитный слой приклеен к нижележащему полимерному составу.
8. Способ получения многослойной пластмассовой трубы, отличающийся тем, что
a) на трубчатый стержень на основе полимерного состава накладывают первый защитный слой путем наматывания по крайней мере одного витка полос из неориентированного полимерного состава, совместимого с полимерным составом пластмассы, лежащей ниже,
b) затем накладывают путем экструзии второй защитный слой, содержащий неориентированный полимерный состав, образующий отделочный слой.
9. Способ по п.8, отличающийся тем, что
a) сначала накладывают на стержень, содержащий полимерный состав неориентированной структуры, упрочняющий слой, состоящий по крайней мере из двух витков полос, содержащих состав из ориентированного полимера, путем наматывания полос таким способом, чтобы полосы данного витка образовывали с полосами смежного витка близкий и противоположный по знаку угол относительно направления трубы,
b) затем накладывают первый защитный слой;
c) в последнюю очередь накладывают внешний отделочный слой.
10. Способ по п.9, отличающийся тем, что он осуществляется в следующем порядке действий:
a) склеивание полос упрочняющего слоя с помощью полимерного адгезива, активируемого термически,
b) накладывание упрочняющих полос наматыванием вокруг стержня,
c) наложение первого защитного слоя,
d) активизация адгезива упрочняющего слоя облучением трубы во время образования с помощью инфракрасного излучения,
e) наложение внешнего отделочного слоя.
11. Способ по п.9, отличающийся тем, что его осуществляют в следующем порядке действий:
a) предварительное склеивание полос упрочняющего слоя с помощью полимерного адгезива, активируемого термически,
b) накладывание упрочняющих полос наматыванием вокруг стержня каждого из витков последовательных полос и активированием в то же время адгезива, нанесенного в несколько различных этапов, после каждого наложения одного витка полосы или группы нескольких последовательных витков этих полос, последовательным облучением трубы инфракрасным излучением,
c) наложение первого защитного слоя,
e) наложение внешнего отделочного слоя.
Текст
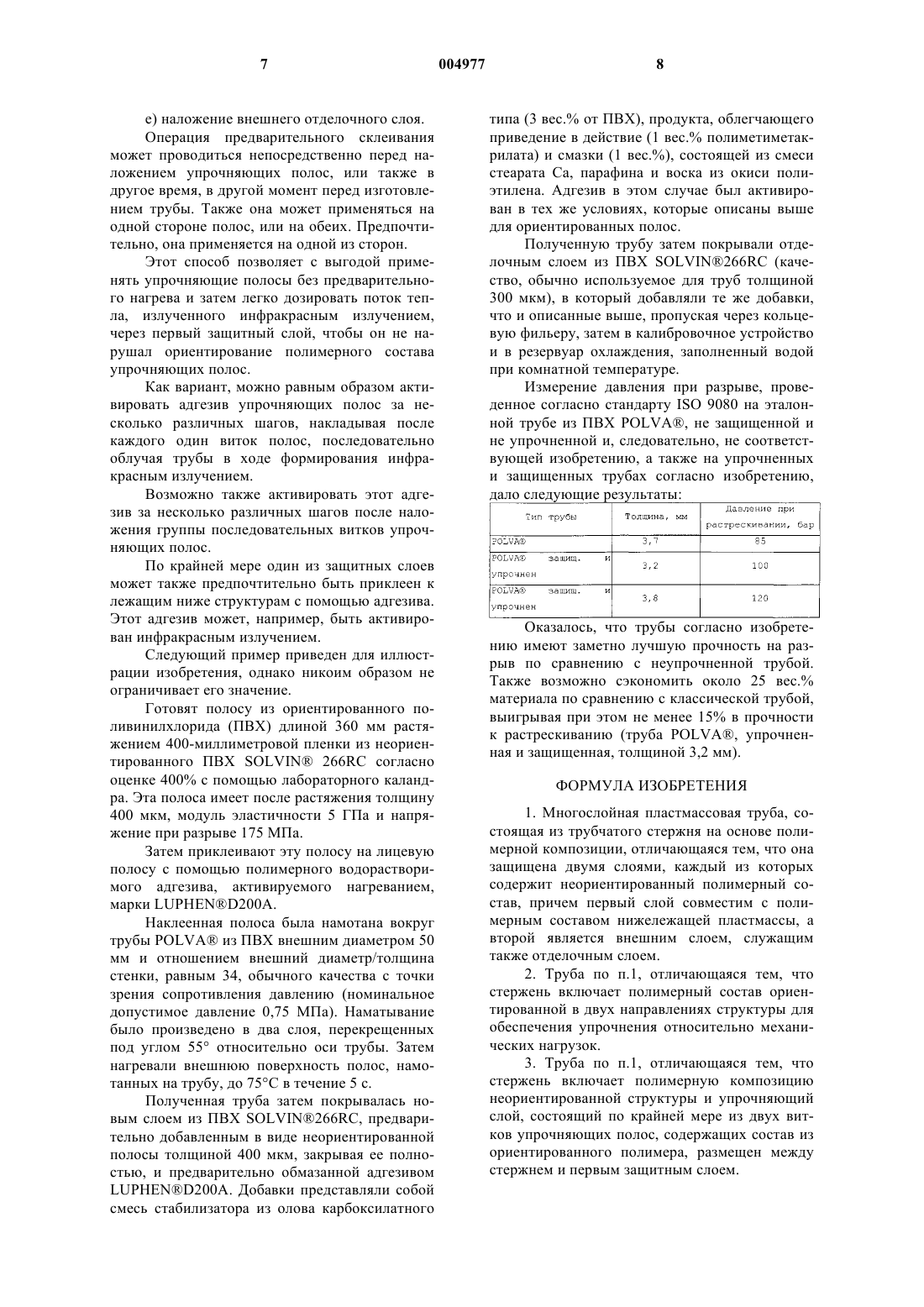
1 Настоящее изобретение относится к трубам из пластмассы, упрочненным для выдерживания механических нагрузок. Трубы, которые должны выдерживать значительные механические нагрузки, такие как трубы большого диаметра и/или трубы, подвергающиеся высокому внутреннему давлению,могут производиться экономичным способом из ковкого чугуна. В то же время в ряде случаев пластмассовые трубы предпочтительней чугуна,благодаря их большей легкости и их коррозионной стойкости. Чтобы так же хорошо, как чугун, выдерживать значительные механические нагрузки,традиционные трубы из пластмассы должны иметь повышенную толщину стенок, что по стоимости и рентабельности делает их менее конкурентноспособными, чем трубы из ковкого чугуна. Кроме того, трубы из пластмассы часто имеют слабое сопротивлении текучести при длительных нагрузках. Между тем очень важно,чтобы в определенных областях использования прочность этих труб, например, стойкость к растрескиванию, не снижалась до конца длительного периода использования, который может растянуться на несколько десятков лет. Чтобы разрешить эту проблему, было рассмотрено много решений. Первое решение состояло в изготовлении труб, пластмасса которых ориентирована в двух направлениях, в параллельном и перпендикулярном к оси трубы. Операция ориентирования в двух направлениях может, однако, быть осуществлена только на трубе, предварительно образованной экструзией, что делает этот способ не непрерывным и дорогостоящим. Кроме того, сохранение ориентирования в двух направлениях вещества при установке соединительных элементов требует соблюдения особых предосторожностей, предполагая использование многочисленных специальных соединений. Кроме того, упрочнение,полученное этим методом, эффективно, главным образом, для продольного ориентирования и только частично решает проблему сопротивления радиальным усилиям, которые представляют максимальные напряжения в определенных применениях, например, при транспортировке жидкостей под давлением. Попытки,предпринятые до настоящего времени, получить непрерывный способ ориентирования в двух направлениях не были в полной мере плодотворными из-за технологических ограничений и значительных дополнительных издержек, при том, что выигрыш в прочности, который был получен, еще недостаточен. Другое решение состояло в том, чтобы размещать упрочнения на пластмассовых трубах, как например, сплошную обмотку из волокна (например, стекла), пропитанного термопластичной или термоотверждаемой смолой("COFITS"). Однако, это решение тоже не без 2 недостатков, так как такие обмотки обычно хрупкие и сильно увеличивают удельный вес упрочненной трубы, и, результате, также ее стоимость. Кроме того, эффективность этих упрочнений не остается стабильной во времени, и переработка трубы в конце срока службы часто затруднена из-за проникновения в полимер трубы посторонних веществ, трудных для выделения. В патенте США US-A-4,093,004 описан метод упрочнения стержня из различных материалов (картон, бумага, каучук, дерево или пластмасса) с помощью полос из ориентированного полиолефина. Полученная упрочненная труба не является, однако, достаточно стойкой к средам, содержащим органические растворители,такие, как содержащиеся, например, в адгезивных составах, используемых для соединения трубы с соединительными элементами. Более того, нахождение при высокой температуре неблагоприятно для сохранения ориентирования упрочняющих полос и, как следствие, сохранения хорошей механической прочности трубы. Задачей изобретения является устранение недостатков в известных системах упрочнения,обеспечивая стоимость производства в приемлемых границах, и способность конкурировать с трубами из ковкого чугуна. Таким образом, изобретение относится к упрочненной многослойной пластмассовой трубе, защищенной от ухудшения ее свойств при использовании и манипуляциях с ней и состоящей из трубчатого стержня на основе полимерного состава, согласно которому труба защищена двумя слоями, каждый из которых содержит неориентированный полимерный состав, причем первый совместим с полимерным составом нижележащей пластмассы, а второй является внешним слоем, служащим также отделочным слоем. Изобретение относится к многослойной трубе, то есть трубе в форме трубчатого стержня, покрытой по крайней мере защитными слоями, из которых самый наружный слой образует непрерывный поверхностный слой. Трубчатый стержень - это полый элемент в форме трубы. Он состоит, по крайней мере частично, из полимерного состава. Под полимерным составом понимается любой материал, содержащий по крайней мере один пластиковый материал на основе полимера из синтетической смолы. При этом, подходят все виды пластмасс. Подходящие пластмассы относятся к категории термопластичных материалов. Термопластичные материалы означают все термопластичные полимеры, в том числе термопластичные эластомеры, а также их смеси. Термин "полимер" означает как гомополимеры, так и сополимеры (особенно двух- или трехкомпонентные). Примерами таких полимеров являются, без ограничений, статистические сополиме 3 ры, блочные сополимеры и привитые сополимеры. Подходят все типы термопластичных полимеров или сополимеров, температура плавления которых ниже температуры разложения. Особенно подходят синтетические термопластичные материалы, интервал плавления которых растянут по крайней мере на 10C. Примером таких веществ являются те, молекулярная масса которых полидисперсна. В частности, можно использовать полиолефины, поливинилгалогениды, термопластичные полиэфиры, поликетоны, полиамиды и их сополимеры. Может быть использована смесь полимеров или сополимеров, а также смесь полимерных веществ с неорганическими, органическими и/или натуральными навесками, как например, но без ограничений, углерод, соли и другие производные неорганические продукты,стекловолокна, натуральные минеральные волокна или полимерные волокна. Равным образом можно применять многослойные структуры,состоящие из уложенных друг на друга и действующих совместно слоев, которые содержат по крайней мере один полимер или сополимер из описанных выше. Часто используемыми полимерами являются поливинилхлорид и полиэтилен высокой плотности. Прекрасные результаты были получены с поливинилхлоридом. Под трубой, "защищенной от ухудшения," понимается труба, стойкость которой к окружающим ее условиям увеличена при обертывании трубы с помощью по крайней мере одного слоя из материала, специально приспособленного для выносливости в этих условиях. Как пример условий среды, которые оказывают влияние на сохранение незащищенных труб, можно указать высокую температуру и присутствие органических растворителей. Защитные слои - это более точно, особые слои, указанные выше, которые увеличивают способность трубы выдерживать окружающие ее условия. Эти защитные слои, каждый из которых содержит полимерный состав неориентированной структуры, то есть состав, не содержащий в качестве полимера такого, молекулярные цепи которого имеют какую-либо особенную ориентацию. Согласно изобретению, первый защитный слой совместим с полимерным составом нижележащей пластмассы. Под термином "совместимый", понимается защитный слой, полимерный состав которого с химической точки зрения инертен по отношению к нижележащему пластиковому материалу и физический состав которого таков, что в расплавленном состоянии он может легко смешиваться в нижележащим пластиковым материалом, не проявляя явления сегрегации. Совместимость может также предполагать легкую адгезию одного слоя к другому. 4 Примерами подходящих полимерных составов для первого защитного слоя, являются составы, содержащие поливинилгалогениды и полиолефины. Прекрасные результаты дал поливинилхлорид. Второй слой защиты - это отделочный слой, то есть внешний слой, который обеспечивает внешние размеры трубы, а также природу и состояние ее поверхности. Второй защитный слой может иметь идентичный состав или быть отличным от состава первого слоя. В частности,он может состоять из того же полимерного материала, что и первый слой. Поливинилхлорид равным образом дает хорошие результаты в составе этого второго защитного слоя. Согласно первому варианту осуществлению трубы согласно изобретению, стержень состоит из полимерного состава ориентированной в двух направлениях структуры. Под ориентированной в двух направлениях структурой понимается полимерная структура, в которой по крайней мере 20 вес.% полимерных цепей, входящих в ее состав, выстроены в двух различных направлениях. Предпочтительно эти два направления перпендикулярны. Можно выбирать в качестве полимеров, цепи которых ориентированы, все виды термопластичных полимеров, которые легко приобретают ориентирование своих молекулярных цепей. Примерами таких полимеров являются полиолефины, поливинилгалогениды, полиамиды, а также их сополимеры. Если стержень не содержит композицию из ориентированного полимера, другой вариант осуществления трубы согласно изобретению относится к трубе, в которой один укрепляющий слой, состоящий по крайней мере из двух витков упрочняющих полос, содержащих состав из ориентированного полимера, находится между стержнем и первым защитным слоем. Согласно этому второму варианту осуществления изобретения, именно ориентированный характер полимерного состава упрочняющих полос придает трубе эффективное упрочнение. Под упрочненной трубой понимается труба, механические свойства которой, присущие ее основному материалу, модифицированы дополнительным материалом, отличным от главного материала, который вносит дополнительную механическую прочность. Состав основного материала является полимерной композицией, которая содержит по крайней мере 40% от веса всей упрочненной трубы. Полимерный состав основы - это состав, который находится в стержне. Состав дополнительных веществ является составом упрочняющего слоя. Термин "состав из ориентированного полимера" означает в данном случае полимерный состав, включающий по крайней один ориентированный полимер. Упрочняющий слой может содержать единственную ориентированную полимерную 5 композицию. Альтернативно, он может также содержать смесь нескольких полимерных составов и, при необходимости, неполимерные добавки, из которых по крайней мере один из полимеров ориентирован. Полимером может быть любой термопластичный полимер, способный находиться в полосе в ориентированном виде,то есть, имеющий по крайней мере 20% по весу молекулярных цепей, которые выстроены в одинаковом направлении. Предпочтительно,направление ориентирования - это продольное направление полосы. В качестве ориентированного полимера можно выбрать любой тип термопластичных полимеров, которые хорошо растягиваются в направлении его молекулярных цепей. Как правило, применяют ориентированный полимер той же природы, что и полимер,использующийся обычно для получения труб,которые должны противостоять давлению. Предпочтительно, примерами таких полимеров в случае стержня из полиэтилена высокой плотности (HDPE) являются, без ограничений, мультимодальные смолы HDPE и сетчатые смолы. Два витка упрочняющих полос наматываются вокруг стержня таким образом, чтобы второй виток полностью перекрывал первый вокруг стержня. Если труба упрочнена ориентированными полосами, другой предпочтительный вариант состоит в том, чтобы первый виток полосы упрочняющего слоя был приклеен к стержню, то есть соединялся с ним промежуточным адгезивом обычной совместимой природы. Также предпочтительно, когда различные витки упрочняющего слоя приклеены один к другому, для того, чтобы труба в целом имела максимальную когезию. Предпочтительно, труба имеет первый защитный слой, образованный по крайней мере из одного витка неориентированной полосы, намотанного вокруг трубы. Другой предпочтительный вариант выполнения - это то, в котором первый защитный слой приклеен к нижележащему полимерному составу. Изобретение относится также к способу получения многослойной пластмассовой трубы,защищенной от ухудшения своих свойств при ее использовании и манипуляциях с ней, согласно которомуa) на трубчатый стержень на основе полимерного состава накладывают первый защитный слой путем наматывания по крайней мере одного витка полос из неориентированного полимерного состава, совместимого с полимерным составом пластмассы, лежащей ниже;b) затем накладывают путем экструзии второй защитный слой, содержащий неориентированную полимерную композицию, образующую отделочный слой. 6 Конкретные термины, определенные выше в случае трубы согласно изобретению, имеют то же самое значение и для способа. Применение второго защитного слоя путем соэкструзии может быть выполнено любым хорошо известным методом экструзии, в частности, методом экструзии, используемым в промышленном производстве пластмассовых труб. Примером таких методов является использование фильеры, сделанной в форме кольца, в центре которого пропускают трубу и которая позволяет провести регулируемое и непрерывное наложение количества полимерного состава по окружности трубы. Согласно предпочтительному варианту способа согласно изобретению, может быть получена труба, защищенная и упрочненная к механическим нагрузкам, при осуществлении следующих действий:a) сначала накладывают на стержень, содержащий полимерный состав неориентированной структуры, упрочняющий слой, состоящий по крайней мере из двух витков полос, содержащих состав из ориентированного полимера,путем наматывания полос таким способом, чтобы полосы данного витка образовывали с полосами смежного витка близкий и противоположный по знаку угол относительно направления трубы;b) затем накладывают первый защитный слой; с) в последнюю очередь накладывают внешний отделочный слой. Термин "близкий угол" означает угол, не меньший, чем данный угол минус 5 угловых градусов. Под термином "близкий угол" понимается также угол, не больший, чем данный угол плюс 5 угловых градусов. Предпочтительно, этот термин означает угол не меньше, чем данный угол минус 2 угловых градуса. Также предпочтительно, он относится к углу, превышающему данный не более чем на 2 угловых градуса. Наложение двух защитных слоев выполняется таким же способом, как описано выше для получения неупрочненной трубы. В варианте способа получения защищенной и упрочненной трубы, кроме того, особенно предпочтительно предварительно приклеить упрочняющие полосы. В этом случае благоприятно использовать полимерный адгезив, активируемый термически после установки на место,производя следующие действия:a) склеивание полос упрочняющего слоя с помощью полимерного адгезива, активируемого термически;b) накладывание упрочняющих полос наматыванием вокруг стержня;c) наложение первого защитного слоя;d) активизация адгезива упрочняющего слоя облучением трубы во время образования с помощью инфракрасного излучения;e) наложение внешнего отделочного слоя. Операция предварительного склеивания может проводиться непосредственно перед наложением упрочняющих полос, или также в другое время, в другой момент перед изготовлением трубы. Также она может применяться на одной стороне полос, или на обеих. Предпочтительно, она применяется на одной из сторон. Этот способ позволяет с выгодой применять упрочняющие полосы без предварительного нагрева и затем легко дозировать поток тепла, излученного инфракрасным излучением,через первый защитный слой, чтобы он не нарушал ориентирование полимерного состава упрочняющих полос. Как вариант, можно равным образом активировать адгезив упрочняющих полос за несколько различных шагов, накладывая после каждого один виток полос, последовательно облучая трубы в ходе формирования инфракрасным излучением. Возможно также активировать этот адгезив за несколько различных шагов после наложения группы последовательных витков упрочняющих полос. По крайней мере один из защитных слоев может также предпочтительно быть приклеен к лежащим ниже структурам с помощью адгезива. Этот адгезив может, например, быть активирован инфракрасным излучением. Следующий пример приведен для иллюстрации изобретения, однако никоим образом не ограничивает его значение. Готовят полосу из ориентированного поливинилхлорида (ПВХ) длиной 360 мм растяжением 400-миллиметровой пленки из неориентированного ПВХ SOLVIN 266RC согласно оценке 400% с помощью лабораторного каландра. Эта полоса имеет после растяжения толщину 400 мкм, модуль эластичности 5 ГПа и напряжение при разрыве 175 МПа. Затем приклеивают эту полосу на лицевую полосу с помощью полимерного водорастворимого адгезива, активируемого нагреванием,марки LUPHEND200A. Наклеенная полоса была намотана вокруг трубы POLVA из ПВХ внешним диаметром 50 мм и отношением внешний диаметр/толщина стенки, равным 34, обычного качества с точки зрения сопротивления давлению (номинальное допустимое давление 0,75 МПа). Наматывание было произведено в два слоя, перекрещенных под углом 55 относительно оси трубы. Затем нагревали внешнюю поверхность полос, намотанных на трубу, до 75 С в течение 5 с. Полученная труба затем покрывалась новым слоем из ПВХ SOLVIN266RC, предварительно добавленным в виде неориентированной полосы толщиной 400 мкм, закрывая ее полностью, и предварительно обмазанной адгезивомLUPHEND200A. Добавки представляли собой смесь стабилизатора из олова карбоксилатного 8 типа (3 вес.% от ПВХ), продукта, облегчающего приведение в действие (1 вес.% полиметиметакрилата) и смазки (1 вес.%), состоящей из смеси стеарата Са, парафина и воска из окиси полиэтилена. Адгезив в этом случае был активирован в тех же условиях, которые описаны выше для ориентированных полос. Полученную трубу затем покрывали отделочным слоем из ПВХ SOLVIN266RC (качество, обычно используемое для труб толщиной 300 мкм), в который добавляли те же добавки,что и описанные выше, пропуская через кольцевую фильеру, затем в калибровочное устройство и в резервуар охлаждения, заполненный водой при комнатной температуре. Измерение давления при разрыве, проведенное согласно стандарту ISO 9080 на эталонной трубе из ПВХ POLVA, не защищенной и не упрочненной и, следовательно, не соответствующей изобретению, а также на упрочненных и защищенных трубах согласно изобретению,дало следующие результаты: Оказалось, что трубы согласно изобретению имеют заметно лучшую прочность на разрыв по сравнению с неупрочненной трубой. Также возможно сэкономить около 25 вес.% материала по сравнению с классической трубой,выигрывая при этом не менее 15% в прочности к растрескиванию (труба POLVA, упрочненная и защищенная, толщиной 3,2 мм). ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Многослойная пластмассовая труба, состоящая из трубчатого стержня на основе полимерной композиции, отличающаяся тем, что она защищена двумя слоями, каждый из которых содержит неориентированный полимерный состав, причем первый слой совместим с полимерным составом нижележащей пластмассы, а второй является внешним слоем, служащим также отделочным слоем. 2. Труба по п.1, отличающаяся тем, что стержень включает полимерный состав ориентированной в двух направлениях структуры для обеспечения упрочнения относительно механических нагрузок. 3. Труба по п.1, отличающаяся тем, что стержень включает полимерную композицию неориентированной структуры и упрочняющий слой, состоящий по крайней мере из двух витков упрочняющих полос, содержащих состав из ориентированного полимера, размещен между стержнем и первым защитным слоем. 4. Труба по п.3, отличающаяся тем, что первый виток упрочняющего слоя приклеен к стержню. 5. Труба по п.3 или 4, отличающаяся тем,что различные витки упрочняющего слоя приклеены друг к другу. 6. Труба по одному из предыдущих пунктов, отличающаяся тем, что первый защитный слой образован по крайней мере одним витком полос, намотанных вокруг трубы. 7. Труба по одному из предыдущих пунктов, отличающаяся тем, что первый защитный слой приклеен к нижележащему полимерному составу. 8. Способ получения многослойной пластмассовой трубы, отличающийся тем, чтоa) на трубчатый стержень на основе полимерного состава накладывают первый защитный слой путем наматывания по крайней мере одного витка полос из неориентированного полимерного состава, совместимого с полимерным составом пластмассы, лежащей ниже,b) затем накладывают путем экструзии второй защитный слой, содержащий неориентированный полимерный состав, образующий отделочный слой. 9. Способ по п.8, отличающийся тем, чтоa) сначала накладывают на стержень, содержащий полимерный состав неориентированной структуры, упрочняющий слой, состоящий по крайней мере из двух витков полос, содержащих состав из ориентированного полимера,путем наматывания полос таким способом, чтобы полосы данного витка образовывали с полосами смежного витка близкий и противополож 10 ный по знаку угол относительно направления трубы,b) затем накладывают первый защитный слой;c) в последнюю очередь накладывают внешний отделочный слой. 10. Способ по п.9, отличающийся тем, что он осуществляется в следующем порядке действий:a) склеивание полос упрочняющего слоя с помощью полимерного адгезива, активируемого термически,b) накладывание упрочняющих полос наматыванием вокруг стержня,c) наложение первого защитного слоя,d) активизация адгезива упрочняющего слоя облучением трубы во время образования с помощью инфракрасного излучения,e) наложение внешнего отделочного слоя. 11. Способ по п.9, отличающийся тем, что его осуществляют в следующем порядке действий:a) предварительное склеивание полос упрочняющего слоя с помощью полимерного адгезива, активируемого термически,b) накладывание упрочняющих полос наматыванием вокруг стержня каждого из витков последовательных полос и активированием в то же время адгезива, нанесенного в несколько различных этапов, после каждого наложения одного витка полосы или группы нескольких последовательных витков этих полос, последовательным облучением трубы инфракрасным излучением,c) наложение первого защитного слоя,е) наложение внешнего отделочного слоя.
МПК / Метки
МПК: B32B 27/08, F16L 11/08
Метки: способ, упрочненная, труба, изготовления, трубы, пластмассы
Код ссылки
<a href="https://eas.patents.su/6-4977-uprochnennaya-truba-iz-plastmassy-i-sposob-izgotovleniya-takojj-truby.html" rel="bookmark" title="База патентов Евразийского Союза">Упрочненная труба из пластмассы и способ изготовления такой трубы</a>
Упрочненная труба из пластмассы и способ изготовления такой трубы
Номер патента: 4965
Опубликовано: 28.10.2004
Авторы: Деэнно Клод, Матз Пьер
МПК: F16L 9/12
Метки: пластмассы, изготовления, трубы, способ, упрочненная, труба
Формула / Реферат:
1. Многослойная упрочненная пластмассовая труба, состоящая из трубчатого стержня на основе полимерного состава, на который намотаны упрочняющие полосы, содержащие ориентированный полимерный состав, отличающаяся тем, что полосы выбирают из тех, которые удовлетворяют следующему соотношению: где IR - коэффициент сопротивления упрочняющей полосы, рассчитываемый следующим образом: где s представляет максимальное значение напряжения, полученного...
Способ и устройство для изготовления экструдированного изделия из пластмассы и изделие из пластмассы
Номер патента: 540
Опубликовано: 28.10.1999
Авторы: Ярвенкюля Юри, Кирьявайнен Кари, Сьёберг Микаэл
МПК: B32B 37/15, B29C 47/38, B29C 47/06...
Метки: способ, изделия, устройство, изделие, изготовления, пластмассы, экструдированного
Формула / Реферат:
1. Способ изготовления экструдированного изделия, в котором экструдируемый материал в виде порошка, шариков или гранул подают через одно или несколько подающих средств 6 в рабочее пространство, состоящее из емкостей канавок (7) в роторе (1), канавок (8) в статоре (2, 3) и зазора между ними, отличающийся тем, что поперечное сечение указанного пространства уменьшается, по крайней мере, частично непрерывно вдоль оси экструдера и посредством...
Способ расширения стальной трубы и скважин с такой трубой
Номер патента: 543
Опубликовано: 28.10.1999
Авторы: Маркетц Франц, Лобек Вильхельмус Христианус Мария, Стюарт Роберт Брюс, Фор Альбан Мишель, Доннелли Мартин
МПК: C21D 7/12, E21B 43/10, B21D 39/20...
Метки: скважин, трубой, трубы, стальной, расширения, способ
Формула / Реферат:
1. Способ расширения стальной трубы (4), выполненной из формуемой марки стали, включающий этап перемещения расширительной оправки (5), имеющей конусообразный участок (6) расширения, через трубу (4), тем самым пластически ее расширяя, отличающийся тем, что расширяют, по меньшей мере, частично сплошную трубу (4), выполненную из формуемой марки стали, которая подвергается деформационному упрочнению, не подвергаясь действию какого-либо обжатия и...
Напорная труба и способ ее изготовления.
Номер патента: 705
Опубликовано: 28.02.2000
Авторы: Эк Карл-Густав, Хейер Ларс
МПК: B29D 23/00
Метки: труба, способ, напорная, изготовления
Формула / Реферат:
1. Напорная труба, выполненная из полиолефинового пластика, отличающаяся тем, что пластик ориентирован по двум осям и обеспечен, по меньшей мере, частично поперечными связями. 2. Напорная труба по п.1, отличающаяся тем, что она выполнена в виде многослойной композиции, при этом, по меньшей мере, один из слоев представляет собой, по меньшей мере, частично поперечно связанный полиолефиновый пластик. 3. Напорная труба по п.1 или 2, отличающаяся...
Способ изготовления термоизолированной трубы и устройство для его осуществления

Номер патента: 2445
Опубликовано: 25.04.2002
Автор: Мишкович Слободан
МПК: F16L 59/04
Метки: термоизолированной, изготовления, способ, осуществления, трубы, устройство
Формула / Реферат:
1. Способ изготовления термоизолированной трубы, при котором трубопровод (1, 44) для различных текучих сред с дополнительным оборудованием (32) и/или с гибким оборудованием (36), или без них, вталкивают в трубчатый кожух (5, 45) с помощью тележки (34) по горизонтальной направляющей (37) для тележки; на концах трубопровода размещают нижнее приспособление (10, 43) и верхнее приспособление (11, 48); с помощью принимающей тележки (40) и...
Предыдущий патент: Элемент дискового фильтра
Следующий патент: Шприц вакуумный
Случайный патент: Применение тенектеплазы для лечения острого ишемического инсульта