Способ расширения стальной трубы и скважин с такой трубой
Номер патента: 543
Опубликовано: 28.10.1999
Авторы: Доннелли Мартин, Стюарт Роберт Брюс, Маркетц Франц, Фор Альбан Мишель, Лобек Вильхельмус Христианус Мария
Формула / Реферат
1. Способ расширения стальной трубы (4), выполненной из формуемой марки стали, включающий этап перемещения расширительной оправки (5), имеющей конусообразный участок (6) расширения, через трубу (4), тем самым пластически ее расширяя, отличающийся тем, что расширяют, по меньшей мере, частично сплошную трубу (4), выполненную из формуемой марки стали, которая подвергается деформационному упрочнению, не подвергаясь действию какого-либо обжатия и пластичного разрыва в результате процесса расширения, а конусообразная часть (6) расширения расширительной оправки (5) имеет конусообразную керамическую наружную поверхность.
2. Способ по п.1, отличающийся тем, что труба (4) изготовлена из формуемой марки стали, имеющей отношение предела текучести к пределу прочности на разрыв ниже 0,8, а предел текучести составляет, по меньшей мере, 275 МПа.
3. Способ по п.1 или 2, отличающийся тем, что труба (4) изготовлена из стали, имеющей отношение предела текучести к пределу прочности на разрыв, находящееся между 0,6 и 0,7.
4. Способ по п.1, 2 или 3, отличающийся тем, что труба (4) изготовлена из двухфазовой (ДФ) высокопрочной низколегированной (ВПНЛ) стали.
5. Способ по п.4, отличающийся тем, что труба (4) изготовлена из марки стали Соллак DP55 или DP60, имеющей предел прочности, по меньшей мере, 550 МПа, или марки Ниппон SAFH 540 D или SAFH 590 D.
6. Способ по п.1, 2 или 3, отличающийся тем, что труба (4) изготовлена из формуемой высокопрочной марки стали, которую выбирают из следующей группы марок стали:
-высокопрочная низколегированная (ВПНЛ) сталь ASTM А 106 бесшовной трубы,
аустенитная труба из нержавеющей стали ASTM A312, марки ТР 304 L,
- аустенитная труба из нержавеющей стали ASTM A312, марки ТР 316 L, и
- высокопрочная горячекатаная сталь, с высоким остаточным аустенитом, которая известна как TRIP сталь.
7. Способ по любому из предыдущих пунктов, отличающийся тем, что трубу расширяют так, что наружный диаметр расширенной трубы, по меньшей мере, на 20% больше наружного диаметра нерасширенной трубы (4), при этом показатель деформационного упрочнения n формуемой стали трубы (4) равен, по меньшей мере, 0,16.
8. Способ по любому из предыдущих пунктов, отличающийся тем, что расширительная оправка (5) содержит конусообразную часть (6) расширения, имеющую гладкую керамическую наружную поверхность, которая расположена под острым углом А, находящимся между 5 и 45ш относительно продольной оси оправки (5), и вызывает расширение трубы (4), не вызывая никакого истирания трубы, причем средняя шероховатость внутренней поверхности трубы (4) уменьшается в результате процесса расширения.
9. Способ по п.8, отличающийся тем, что керамическая наружная поверхность конусообразной части (6) расширения изготовлена из окиси циркония и ее ориентируют под острым углом, который находится между 15 и 30ш относительно продольной оси оправки (5).
10. Способ по любому из предыдущих пунктов, отличающийся тем, что трубу (4) расширяют посредством нагнетания расширительной оправки (5) через трубу (4).
11. Способ по п.7 или 10, отличающийся тем, что расширительная оправка (5) содержит уплотняющий участок (7), который расположен на таком расстоянии от части (6) расширения, что когда расширительную оправку (5) нагнетают через трубу (4), уплотняющий участок (7) закрывает пластично расширенную часть трубы.
12. Способ по п.10 или 11, отличающийся тем, что труба (4) расширена внутри подземной буровой скважины, а расширительная оправка (5) содержит вентиляционную линию (8) для выпускания любых текучих сред, которые присутствуют в трубке (4) перед расширительной оправкой (5), к поверхности.
13. Способ по п.10 или 11, отличающийся тем, что трубу (4) расширяют внутри подземной буровой скважины так, что наружный диаметр (D2) расширенной трубы (4) немного меньше внутреннего диаметра буровой скважины или любой обсадной трубы (2), которая присутствует в буровой скважине, и любые текучие среды, находящиеся в буровой скважине и трубе (4) перед расширительной оправкой, выпускаются на поверхность через кольцевой зазор, который остается открытым вокруг трубы (4) после процесса расширения.
14. Способ по любому из предыдущих пунктов, отличающийся тем, что трубу (4) опускают в подземную буровую скважину после сматывания трубы с наматывающего барабана.
15. Скважина, снабженная трубой (4), которую расширяют, используя способ по любому из предыдущих пунктов, в которой трубу (4) используют в качестве лифтовой трубы, через которую углеводородная текучая среда выводится на поверхность, и, по меньшей мере, через значительную длину внутренней части трубы (4) проходит сматываемая на барабан линия обслуживания и/или нагнетания, через которую можно накачивать текучую среду к основанию буровой скважины, в то время как углеводородную текучую среду добывают через окружающую лифтовую трубу (4).
16. Скважина, снабженная трубой (4), которую расширяют, используя способ по любому из пп.1-12, в которой трубу расширяют относительно внутренней поверхности обсадной трубы (2), имеющейся в буровой скважине.

Текст
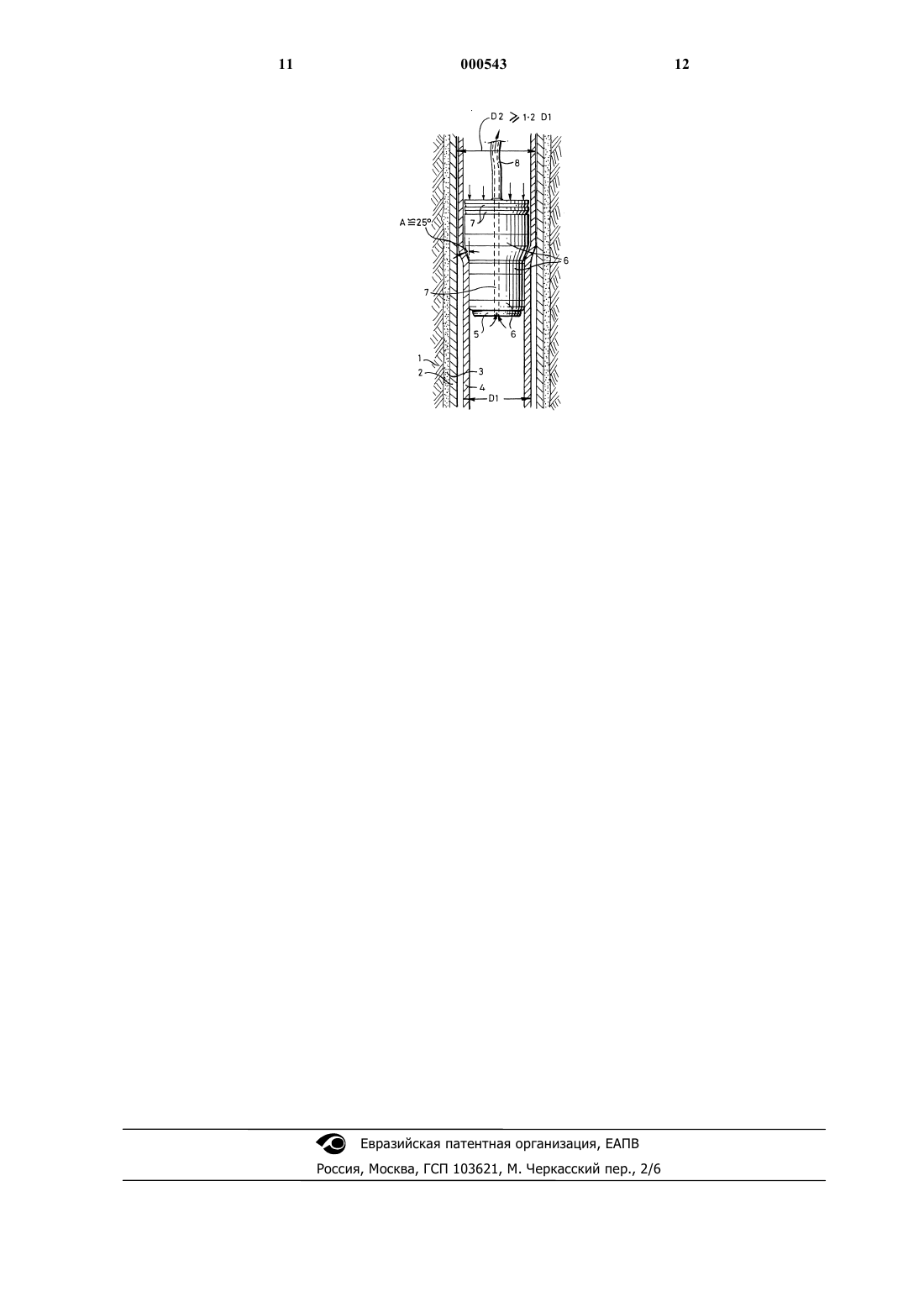
1 Изобретение касается расширения труб. Более конкретно, изобретение касается способа расширения стальной трубы посредством перемещения расширительной оправки по трубе. Известны многочисленные способы и устройства для расширения труб. В Европейском патенте 643794 раскрыт способ расширения обсадной трубы относительно стенки подземной буровой скважины,при котором обсадная труба изготовлена из ковкого материала, который предпочтительно способен пластически деформироваться, по меньшей мере, на 25% одноосного растяжения,и обсадную трубу можно расширять расширительной оправкой, которую нагнетают, протаскивают или проталкивают через обсадную трубу. В немецком патенте 1583992 и в патентах США 3.203.483, 3.162.245, 3.167.122,3.326.293, 3.785.193, 3.489.220, 5.014.779,5.031.699, 5.083.608 и 5.366.012 описаны другие способы и устройства для расширения. Во многих ранее известных способах расширения используют волнистую трубу, а в последнем ссылочном материале используется перфорированная труба, которая расширяется в нисходящей скважине расширительной оправкой. Использование волнистых труб или перфорированных труб в известных способах позволяет снизить расширяющие усилия, которые необходимо приложить к трубе для создания требуемого расширения. Способ, соответствующий преамбуле п.1 формулы изобретения известен из патента США 5.366.012. В этом известном способе перфорированную трубу расширяют посредством расширительной оправки, имеющей конусообразный расширительный участок. Задачей настоящего изобретения является создание способа расширения, по меньшей мере, частично, сплошной, не перфорированной трубы, который требует применения незначительного усилия для расширения трубы, с использованием трубы, имеющей больший диаметр и более высокую прочность, чем нерасширенная труба, и который можно выполнять трубой, уже имеющей трубчатую форму до расширения. Соответствующий изобретению способ содержит этап перемещения расширительной оправки, конусообразный расширительный участок которой имеет конусообразную керамическую наружную поверхность, по меньшей мере,по частично сплошной трубе, изготовленной из формуемой марки стали, которую подвергают деформационному упрочнению, не подвергая какому-либо местному сужению и пластичному разрушению в результате процесса расширения. В результате деформационного упрочнения, труба становится более прочной во время процесса расширения, поскольку для любого 2 дополнительного увеличения расширения всегда требуется более значительное напряжение,чем для предшествующего расширения. Обнаружено, что использование формуемой марки стали для трубы в сочетании с керамической конусообразной наружной поверхностью расширительной оправки имеет синергетический эффект, поскольку получающаяся расширенная труба имеет адекватно увеличенную прочность, тогда как расширительные усилия остаются незначительными. Низкий предел текучести и высокая пластичность трубы перед расширением позволяет при использовании трубы в подземной буровой скважине использовать трубу, которая сматывается с наматывающего барабана в буровую скважину. Замечено, что в области металлургии термины деформационное упрочнение и механическое упрочнение являются синонимами, и оба используются для обозначения увеличения прочности, вызываемого пластической деформацией. Используемый в этом описании термин формуемая марка стали означает, что труба способна сохранять структурную целостность,хотя может пластически деформироваться в различные формы. Способы определения характеристик формования стали изложены в Справочнике по металлам, 9-ом издании, т. 14, Формование и ковка, изданном Международным АОИМ(Американское общество по исследованию металлов), в издательстве Металз пак, Штат Огайо(США). Термин местное сужение относится к геометрическому эффекту, ведущему к неравномерным пластическим деформациям на некотором участке, посредством местного сжатия. От точки местного сужения, непрерывное упрочнение в суженой области больше не компенсирует непрерывного уменьшения самого маленького поперечного сечения в сужении, и поэтому уменьшается способность стали выдерживать нагрузку. При продолжении загружения практически вся дальнейшая пластичная деформация ограничена областью местного сужения так, что в суженной области происходит развитие весьма неравномерной деформации, пока не произойдет разрыв. Термин пластическое разрушение означает, что разрушение происходит, если пластическая деформация участка, который проявляет пластические свойства, достигает предельного значения так, что участок локально разделяется на две части. Зародышеобразование, рост и слияние внутренних пустот распространяется до разрыва, оставляя матовую волокнистую поверхность разрыва. Подробное описание терминов сужения и пластичного разрушения дается в справочнике "Разрушение материалов в механической конструкции" Ж.А. Коллинза, второе 3 издание, выпущенное издательством Джон Уилли и сыновья, Нью-Йорк (США) в 1993 г. Трубу предпочтительно изготавливают из высокопрочной марки стали, способной формоваться и имеющей отношение предела текучести к пределу прочности при растяжении,меньше, чем 0,8 и предел текучести, по меньшей мере, 275 МПа. Использование в данном описании термина высокопрочная сталь означает сталь с пределом текучести, по меньшей мере, 275 МПа. Трубу предпочтительно также делают из формуемой марки стали, имеющей отношение предела текучести к растягивающему напряжению, находящемуся между 0,6 и 0,7. Двухфазовые (ДФ) высокопрочные, низколегированные (ВПНЛ) стали не имеют определенного предела текучести, что устраняет образование зон Людерса во время процесса трубчатого расширения, который гарантирует хорошую отделку поверхности расширенной трубы. Подходящие ВПНЛ двухфазовые (ДФ) стали для использования в соответствующем изобретению способе представляют собой марки DP55 и DP60, разработанные Соллаком,имеющие предел прочности на растяжение, по меньшей мере, 550 МПа, и марки ВПНЛ 540 D и ВПНЛ 590 D, разработанные фирмой Ниппон Стил корпорейшн, имеющие предел прочности на растяжение, по меньшей мере, 540 МПа. В патенте США 4.938.266 раскрыт способ производства двухфазовых сталей. Другими подходящими марками стали являются следующие формуемые высокопрочные марки стали:- бесшовная труба из высокопрочной низколегированной (ВПНЛ) стали ASTM A106- аустенитная труба из нержавеющей стали- аустенитная труба из нержавеющей стали- высокопрочная горячекатаная сталь с высоким остаточным аустенитом (низколегированная TRIP сталь) таких марок, как SAFH 590 Е, SAFH 690 Е и SAFH 780 Е, разработанных фирмой Ниппон Стил корпорейшн. Каждая из вышеупомянутых ДФ и других подходящих сталей имеет показатель упрочнения n, по меньшей мере, 0,16, который допускает такое расширение трубы, что внешний диаметр расширенной трубы будет, по меньшей мере, на 20% больше, чем внешний диаметр нерасширенной трубы. Подробное описание терминов деформационное упрочнение, механическое упрочнение и показатель упрочнения n приведены в главах 3 и 17 справочника "Механика и металлургия формирования металла", 2-ое издание,выпущенного издательством Прентис Хол, штат Нью Джерси (США), 1993 г. 4 Расширяющая оправка, соответственно,содержит участок расширения, который имеет коническую керамическую внешнюю поверхность. В патенте США 3.901.063 раскрыта забойка, имеющая коническую керамическую наружную поверхность для использования при вытаскивании трубы. Если расширительную оправку нагнетают по трубе, то оправка предпочтительно содержит уплотняющий участок,который расположен на таком расстоянии от конического участка расширения, чтобы, когда расширительная оправка перемещается по трубе посредством действия гидравлического давления позади оправки, уплотняющий участок зацеплял пластично расширенную часть трубы. Это обычно достигается, если упомянутое расстояние будет, по меньшей мере, в три раза больше толщины стенки расширенной трубы. Использование керамической конической поверхности уменьшает силы трения во время процесса расширения и благодаря наличию уплотняющего участка, который закрепляет расширенную трубу, устраняется чрезмерное расширение трубы под действием гидравлических сил. В таком случае предпочитают, чтобы расширительная оправка содержала дренажную линию для обеспечения выхода на поверхность любых текучих сред, которые присутствуют в буровой скважине и трубе перед расширительной оправкой. В качестве альтернативы трубу расширяют так, что наружный диаметр расширенной трубы является немного меньшим, чем внутренний диаметр буровой скважины или любой обсадной трубы, которая присутствует в буровой скважине, и любые текучие среды, которые присутствуют в буровой скважине и трубе перед расширительной оправкой, выпускаются на поверхность через кольцевое пространство, которое остается открытым вокруг трубы после процесса расширения. Изобретение также касается буровой скважины с трубой, которую расширяют соответствующим изобретению способом. В таком случае труба служит в качестве лифтовой трубы, через которую углеводородная текучая среда перемещается к поверхности, а способная наматываться на барабан линия обслуживания и/или нагнетательная линия проходит, по меньшей мере,через существенную часть длины трубы, и через эту линию можно закачивать текучую среду к основанию буровой скважины, в то время как углеводородная текучая среда выпускается через окружающую лифтовую трубу. Использование такой расширенной лифтовой трубы позволяет использовать почти полную буровую скважину для транспортирования углеводородных текучих сред так, чтобы относительно узкую буровую скважину можно было использовать для получения желательного темпа производства. 5 В качестве альтернативы трубу можно расширять до внутренней поверхности обсадной трубы, которая находится в буровой скважине. В таком случае трубу можно или использовать в качестве лифтовой трубы и/или в качестве защитного покрытия для защиты обсадной трубы буровой скважины от коррозийных текучих сред буровой скважины и повреждений от инструментов, которые могут опускаться в буровую скважину во время операций технического обслуживания и работы. Эти и другие задачи, соответствующие настоящему изобретению, особенности и преимущества способа и системы буровой скважины станут очевидны из прилагаемых формулы изобретений, реферата и нижеприведенного подробного описания со ссылкой на прилагаемый чертеж, на котором фигура представляет собой схематический вид в продольном разрезе подземной буровой скважины, в которой труба расширяется согласно соответствующему изобретению способа. На фигуре показана буровая скважина, пересекающая подземную формацию 1, и обсадная труба 2, которая закреплена в буровой скважине посредством кольцеобразной цементной массы 3. Лифтовую трубу 4, которая сделана из двухфазовой высокопрочной низколегированной (ВПНЛ) стали или другой формуемой высокопрочной стали, подвешивают внутри обсадной трубы 2. Расширительная оправка 5 перемещается в продольном направлении по трубе 4, расширяя тем самым трубу 4 так, что ее расширенный наружный диаметр оказывается немного меньшим или приблизительно равным внутреннему диаметру обсадной трубы 2. Расширительная оправка 5 снабжена рядом керамических поверхностей 6, которые ограничивают силы трения между чушкой и трубой 4 во время процесса расширения. В примере показана половина верхнего угла А конической керамической поверхности, которая фактически расширяет трубу приблизительно на 25. Подходящим керамическим материалом является окись циркония, который можно формовать в виде гладкого конического кольца. Эксперименты и моделирования показали, что, если половина угла вершины конуса находится между 20 и 30, труба деформируется так, что принимаетS-образную форму и касается сужающейся части керамической поверхности 6 по существу у наружного кончика или обода упомянутой конической части и факультативно, также примерно половины конической части. Эксперименты также показали, что целесообразно, чтобы расширяющаяся труба 4 получалась S-образной формы, так как это уменьшает длину контактной поверхности между конической частью керамической поверхности 6 и трубой 4 и, таким образом, также уменьшает 6 степень трения между расширительной оправкой 5 и трубой 4. Эксперименты также показали, что если упомянутая половина верхнего угла А меньше 15, то это приводит к относительно высоким силам трения между трубой и чушкой, тогда как, если упомянутый верхний угол больше 30,это влечет за собой избыточную пластическую работу из-за пластического изгиба трубы 4, который также ведет к более высокому рассеянию тепла и к разрушениям при движении вперед чушки 5 по трубе 4. Следовательно, упомянутую величину половины верхнего угла А предпочтительно выбирают между 15 и 30 и эта величина допускается между 5 и 45. Эксперименты также показали, что коническая часть расширительной оправки 5 должна иметь неметаллическую наружную поверхность,чтобы избежать истирание трубы во время процесса расширения. Более того, использование керамической поверхности для конической части расширительной оправки, вызывает уменьшение средней шероховатости внутренней поверхности трубы 4 в результате процесса расширения. Эксперименты также показали, что расширительная оправка 5, снабженная керамической конической поверхностью 6, может расширять трубу 4, сделанную из формуемой стали так, чтобы наружный диаметр D2 трубы после расширения оказался, по меньшей мере, на 20% больше, чем наружный диаметр D1 нерасширенной трубы, и что подходящими марками формируемой стали являются двухфазные (ДФ) высокопрочные низколегированные (ВПНЛ) стали, известные как DP55 и DP60; ASTM A106 бесшовная ВПНЛ труба, ASTM А 312 аустенитные трубы из нержавеющей стали марки ТР 304L и ТР 316 L и высокопрочная горячекатаная сталь с высоким остаточным аустенитом, известная как сталь TRIP, изготовленная фирмой Ниппон Стил корпорейшн. Оправка 5 снабжена парой уплотняющих колец 7, которые расположены на таком расстоянии от конической керамической поверхности 6, что кольца 7 обращены к пластически расширенному участку трубы 4. Уплотняющие кольца служат для того, чтобы избежать попадания текучей среды при высоком гидравлическом давлении между конической керамической поверхностью 6 оправки 5 и расширяющейся трубой 4, которая могла бы привести к неравномерно большому расширению трубы 4. Расширительная оправка 5 снабжена центральным вентиляционным каналом, который связан со смотанной в спираль вентиляционной линией 8, через которую текучая среда может выходить на поверхность. После завершения процесса расширения чушку 5 можно вытянуть на поверхность с помощью вентиляционной линии и в расширенную трубу 4 можно опустить спиральную нагнетательную линию и/или обслуживания (не показанную), чтобы облег 7 чить нагнетание текучей среды и/или обрабатывающей жидкости, к зоне притока гидравлической текучей среды, которая обычно проходит через кольцевой зазор между лифтовой трубой и обсадной трубой буровой скважины. Однако если труба 4 расширена до меньшего диаметра,то остаточный кольцевой зазор между обсадной трубой 2 и расширенной трубой 4 можно использовать для выпускания текучих сред во время процесса расширения и для введения текучих сред во время процесса производства, и в этом случае нет необходимости использовать линию 8 и нагнетательную линию и/или линию обслуживания. В обычных скважинах часто оказывается необходимым использовать лифтовые трубы,имеющие наружный диаметр, который меньше внутреннего диаметра обсадной трубы скважины на 50%, чтобы создать возможность плавного введения трубы, даже если скважина отклонена и обсадная труба имеет неровную внутреннюю поверхность. Поэтому очевидно, что способ расширения трубы на месте установки согласно настоящему изобретению повышает эффективное использование буровой скважины. Очевидно, что вместо перемещения расширительной оправки по трубе посредством гидравлического давления оправку можно также протягивать через трубу при помощи кабеля или протолкнуть через трубу посредством колонны буровых труб или буровой штанги. Соответствующий изобретению способ можно также использовать для расширения труб, которые используются вне буровой скважины, например для расширения труб нефтяных месторождений на наземном оборудовании или расширения существующих труб, которые повреждены или корродированы. Изобретение будет далее описано на основании нижеприведенных сравнительных экспериментов. Эксперимент 1 Расширительная оправка, имеющая коническую керамическую поверхность (половина верхнего угла конуса = 20), была перемещена через трубу обычного месторождения нефти,известную как обсадная труба марки L80 с 13% Сг, которая является широко используемым типом обсадной трубы, имеющей начальный наружный диаметр 101,6 мм (4"), начальную толщину стенки 5,75 мм, давление при разрыве 850 бар (85106 Па) и коэффициент деформационного упрочнения n = 0,075. Расширительная оправка была сконструирована так, чтобы наружный диаметр расширенной трубы составлял 127 мм, так, чтобы увеличение диаметра было 20%. Труба разорвалась во время процесса расширения. Анализ показал, что предел пластичности материала был превышен, так что произошло пластическое разрушение. 8 Эксперимент 2 Эксперимент был выполнен со спиральными трубами типа QT-800, который чаще используется в качестве лифтовых труб в нефтяных или газовых скважинах. Труба имела наружный диаметр 60,3 мм, толщину стенки 5,15 мм, давление при разрыве 800 бар (8107 Па) и коэффициент деформационного упрочнения n = 0,14. Расширительная оправка была протянута через трубу, и эта оправка содержала такую коническую керамическую поверхность, что половина верхнего угла А конуса огибающей конической поверхности была равна 5. Она была выполнена так, чтобы наружный диаметр расширенной трубы оказался равным 73 мм (увеличение приблизительно на 21%). Эта труба разрывается во время процесса расширения. Анализ показал, что из-за больших сил трения давление расширения превысило давление разрыва трубы во время процесса расширения. Эксперимент 3 Эксперимент был выполнен на бесшовной трубе, изготовленной из формуемой марки стали, известной как ASTM 106 марки В. Труба имела начальный наружный диаметр 101,6 мм(4"), начальную толщину скважины 5,75 мм и коэффициент деформационного упрочнения n = 0,175. Расширительную оправку протянули через трубу, и эта оправка содержала такую керамическую коническую поверхность, чтобы половина верхнего угла А конуса огибающей конической поверхности составляла 20 и чтобы наружный диаметр расширенной трубы оказался равным 127 мм (5") и наружный диаметр увеличился на 21%. Труба была успешно расширена и гидравлическое давление, подведенное к оправке для ее перемещения через трубу, было между 275(275105 Па) и 300 бар (3107 Па). Давление разрыва расширенной трубы было между 520(52106 Па) и 530 бар (53106 Па). ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ расширения стальной трубы (4),выполненной из формуемой марки стали, включающий этап перемещения расширительной оправки (5), имеющей конусообразный участок(6) расширения, через трубу (4), тем самым пластически ее расширяя, отличающийся тем, что расширяют, по меньшей мере, частично сплошную трубу (4), выполненную из формуемой марки стали, которая подвергается деформационному упрочнению, не подвергаясь действию какого-либо обжатия и пластичного разрыва в результате процесса расширения, а конусообразная часть (6) расширения расширительной оправки (5) имеет конусообразную керамическую наружную поверхность. 2. Способ по п.1, отличающийся тем, что труба (4) изготовлена из формуемой марки ста 9 ли, имеющей отношение предела текучести к пределу прочности на разрыв ниже 0,8, а предел текучести составляет, по меньшей мере, 275 МПа. 3. Способ по п.1 или 2, отличающийся тем,что труба (4) изготовлена из стали, имеющей отношение предела текучести к пределу прочности на разрыв, находящееся между 0,6 и 0,7. 4. Способ по п.1, 2 или 3, отличающийся тем, что труба (4) изготовлена из двухфазовой(ВПНЛ) стали. 5. Способ по п.4, отличающийся тем, что труба (4) изготовлена из марки стали СоллакSAFH 540 D или SAFH 590 D. 6. Способ по п.1, 2 или 3, отличающийся тем, что труба (4) изготовлена из формуемой высокопрочной марки стали, которую выбирают из следующей группы марок стали:(ВПНЛ) сталь ASTM А 106 бесшовной трубы,аустенитная труба из нержавеющей сталиASTM A312, марки ТР 304 L,- аустенитная труба из нержавеющей стали- высокопрочная горячекатаная сталь, с высоким остаточным аустенитом, которая известна как TRIP сталь. 7. Способ по любому из предыдущих пунктов, отличающийся тем, что трубу расширяют так, что наружный диаметр расширенной трубы, по меньшей мере, на 20% больше наружного диаметра нерасширенной трубы (4),при этом показатель деформационного упрочнения n формуемой стали трубы (4) равен, по меньшей мере, 0,16. 8. Способ по любому из предыдущих пунктов, отличающийся тем, что расширительная оправка (5) содержит конусообразную часть(6) расширения, имеющую гладкую керамическую наружную поверхность, которая расположена под острым углом А, находящимся между 5 и 45 относительно продольной оси оправки(5), и вызывает расширение трубы (4), не вызывая никакого истирания трубы, причем средняя шероховатость внутренней поверхности трубы(4) уменьшается в результате процесса расширения. 9. Способ по п.8, отличающийся тем, что керамическая наружная поверхность конусообразной части (6) расширения изготовлена из окиси циркония и ее ориентируют под острым 10 углом, который находится между 15 и 30 относительно продольной оси оправки (5). 10. Способ по любому из предыдущих пунктов, отличающийся тем, что трубу (4) расширяют посредством нагнетания расширительной оправки (5) через трубу (4). 11. Способ по п.7 или 10, отличающийся тем, что расширительная оправка (5) содержит уплотняющий участок (7), который расположен на таком расстоянии от части (6) расширения,что когда расширительную оправку (5) нагнетают через трубу (4), уплотняющий участок (7) закрывает пластично расширенную часть трубы. 12. Способ по п.10 или 11, отличающийся тем, что труба (4) расширена внутри подземной буровой скважины, а расширительная оправка(5) содержит вентиляционную линию (8) для выпускания любых текучих сред, которые присутствуют в трубке (4) перед расширительной оправкой (5), к поверхности. 13. Способ по п.10 или 11, отличающийся тем, что трубу (4) расширяют внутри подземной буровой скважины так, что наружный диаметр(D2) расширенной трубы (4) немного меньше внутреннего диаметра буровой скважины или любой обсадной трубы (2), которая присутствует в буровой скважине, и любые текучие среды,находящиеся в буровой скважине и трубе (4) перед расширительной оправкой, выпускаются на поверхность через кольцевой зазор, который остается открытым вокруг трубы (4) после процесса расширения. 14. Способ по любому из предыдущих пунктов, отличающийся тем, что трубу (4) опускают в подземную буровую скважину после сматывания трубы с наматывающего барабана. 15. Скважина, снабженная трубой (4), которую расширяют, используя способ по любому из предыдущих пунктов, в которой трубу (4) используют в качестве лифтовой трубы, через которую углеводородная текучая среда выводится на поверхность, и, по меньшей мере, через значительную длину внутренней части трубы(4) проходит сматываемая на барабан линия обслуживания и/или нагнетания, через которую можно накачивать текучую среду к основанию буровой скважины, в то время как углеводородную текучую среду добывают через окружающую лифтовую трубу (4). 16. Скважина, снабженная трубой (4), которую расширяют, используя способ по любому из пп.1-12, в которой трубу расширяют относительно внутренней поверхности обсадной трубы
МПК / Метки
МПК: E21B 43/10, C21D 7/12, B21D 39/20
Метки: скважин, стальной, трубой, трубы, способ, расширения
Код ссылки
<a href="https://eas.patents.su/7-543-sposob-rasshireniya-stalnojj-truby-i-skvazhin-s-takojj-trubojj.html" rel="bookmark" title="База патентов Евразийского Союза">Способ расширения стальной трубы и скважин с такой трубой</a>
Способ улучшения свойств жидкости для бурения скважин, способ улучшения смазывающих свойств буровой жидкости для бурения скважин, способ снижения вращающего момента и гидродинамического сопротивленияпри вращении, поднятии или опускании бурильной трубы, способ контролирования потерь буровой жидкости из нефтяной нисходящей буровой скважины
Номер патента: 357
Опубликовано: 24.06.1999
Авторы: Деруин Дэвид Дж., Рассел Джордж У., Уейнтритт Дональд Дж., Залески Питер Л.
МПК: C09K 7/02
Метки: бурильной, скважин, вращающего, момента, улучшения, свойств, поднятии, буровой, снижения, сопротивленияпри, жидкости, вращении, бурения, опускании, нефтяной, контролирования, гидродинамического, трубы, потерь, смазывающих, нисходящей, скважины, способ
Формула / Реферат:
1. Способ улучшения свойств жидкости для бурения скважин, отличающийся тем, что он включает стадию добавления в буровую жидкость упругих частиц углерода в виде графита. 2. Способ по п.1, отличающийся тем, что названные упругие частицы имеют упругое восстановление после деформации сжатия под давлением 68948 кПа свыше около 35%. 3. Способ по п.2, отличающийся тем, что названные упругие частицы имеют упругое восстановление после деформации сжатия...
Способ алюмотермической сварки рельсов заливкой промежуточного металла с легированием стальной отливки в зоне головки рельса
Номер патента: 224
Опубликовано: 24.12.1998
Авторы: Штайнхорст Михаэль, Мульдер Герхардус Йоханнес
МПК: B23K 23/00
Метки: отливки, рельсов, рельса, алюмотермической, зоне, сварки, способ, металла, легированием, заливкой, стальной, промежуточного, головки
Формула / Реферат:
1. Способ алюмотермической сварки рельсов заливкой промежуточного металла, в котором сталь, полученную при сгорании термитной смеси, заливают в огнеупорную литейную форму, в которую заключены концы соединяемых рельсов, а часть сливаемой из реакционного тигля стали, которая образует сварное соединение в зоне головки рельса, вводят в контакт с дополнительными легирующими добавками, отличающийся тем, что дополнительные легирующие добавки вводят по...
Способ алюмотермической сварки рельсов заливкой промежуточного металла с легированием стальной отливки в зоне головки рельса
Номер патента: 225
Опубликовано: 24.12.1998
Авторы: Кустер Франк, Штайнхорст Михаэль, Мульдер Герхардус Йоханнес, Макрей Доналд
МПК: B23K 23/00
Метки: алюмотермической, металла, сварки, зоне, промежуточного, стальной, заливкой, рельсов, отливки, легированием, способ, головки, рельса
Формула / Реферат:
1. Способ алюмотермической сварки рельсов заливкой промежуточного металла, в котором сталь, полученную при сгорании термитной смеси, заливают в огнеупорную литейную форму, в которую заключены концы соединяемых рельсов, а часть сливаемой из реакционного тигля стали, которая образует сварное соединение в зоне головки рельса, вводят в контакт с дополнительными легирующими добавками, отличающийся тем, что дополнительные легирующие добавки вводят по...
Устройство для определения эффективного внутреннего диаметра трубы
Номер патента: 77
Опубликовано: 25.06.1998
Авторы: Дьященко Виктор, Леду Анна Николь, Браун Уинтроп Кент, CТОЙ Джеймс Рэймонд
МПК: G01B 17/00, G01B 17/02
Метки: эффективного, трубы, определения, диаметра, внутреннего, устройство
Формула / Реферат:
Устройство для определения эффективного внутреннего диаметра трубы, содержащее средство для приема сигналов, устанавливаемое на внешней поверхности трубы, и средство для обработки этих сигналов, отличающееся тем, что средство для приема сигналов представляет собой датчик, чувствительный к вибрации трубы в диапазоне частот от 2,0 до 30,0 кГц, по которой протекает поток жидкости.
Способ сборки цепи и заклепка, предназначенная для использования в такой сборке
Номер патента: 372
Опубликовано: 24.06.1999
Автор: Трэвис Томас Н.Р.
МПК: B27B 33/14
Метки: предназначенная, сборке, использования, способ, цепи, сборки, заклепка
Формула / Реферат:
1. Заготовка заклепки для взаимного соединения двух боковых звеньев и центрального звена пильной цепи, отличающаяся тем, что она включает в себя центральный фланец (33), главным образом, цилиндрической формы, идущий вдоль центральной оси заклепки, и два барабана, предназначенные для их расклепывания и деформирования с заполнением при этом отверстий соответствующих боковых звеньев пильной цепи, причем барабаны выступают наружу с противоположных...
Предыдущий патент: Сердцевина массивной шины
Следующий патент: Способ резки пластин хрупких металлов
Случайный патент: Способ изготовления тепловой ударной трубки и тепловая ударная трубка, изготовленная этим способом