Лента для термической обработки слоя материала при непрерывном ведении процесса
Формула / Реферат
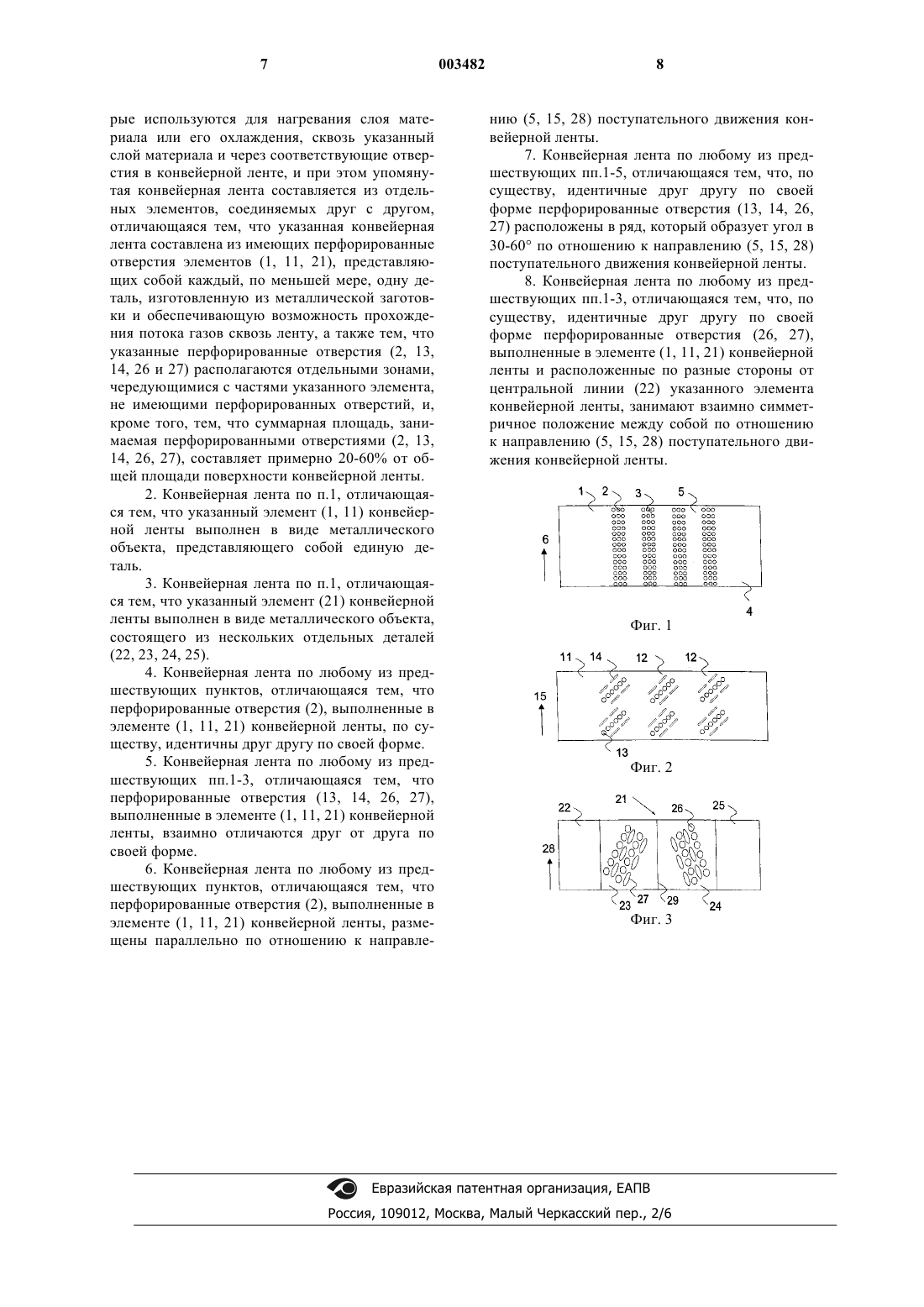
1. Конвейерная лента, предназначенная для применения в непрерывном процессе термической обработки на конвейере, т.е. процессе агломерации, слоя материала, причем упомянутая конвейерная лента имеет перфорированные отверстия, выполненные в ней с обеспечением возможности прохождения потока газов, которые используются для нагревания слоя материала или его охлаждения, сквозь указанный слой материала и через соответствующие отверстия в конвейерной ленте, и при этом упомянутая конвейерная лента составляется из отдельных элементов, соединяемых друг с другом, отличающаяся тем, что указанная конвейерная лента составлена из имеющих перфорированные отверстия элементов (1, 11, 21), представляющих собой каждый, по меньшей мере, одну деталь, изготовленную из металлической заготовки и обеспечивающую возможность прохождения потока газов сквозь ленту, а также тем, что указанные перфорированные отверстия (2, 13, 14, 26 и 27) располагаются отдельными зонами, чередующимися с частями указанного элемента, не имеющими перфорированных отверстий, и, кроме того, тем, что суммарная площадь, занимаемая перфорированными отверстиями (2, 13, 14, 26, 27), составляет примерно 20-60% от общей площади поверхности конвейерной ленты.
2. Конвейерная лента по п.1, отличающаяся тем, что указанный элемент (1, 11) конвейерной ленты выполнен в виде металлического объекта, представляющего собой единую деталь.
3. Конвейерная лента по п.1, отличающаяся тем, что указанный элемент (21) конвейерной ленты выполнен в виде металлического объекта, состоящего из нескольких отдельных деталей (22, 23, 24, 25).
4. Конвейерная лента по любому из предшествующих пунктов, отличающаяся тем, что перфорированные отверстия (2), выполненные в элементе (1, 11, 21) конвейерной ленты, по существу, идентичны друг другу по своей форме.
5. Конвейерная лента по любому из предшествующих пп.1-3, отличающаяся тем, что перфорированные отверстия (13, 14, 26, 27), выполненные в элементе (1, 11, 21) конвейерной ленты, взаимно отличаются друг от друга по своей форме.
6. Конвейерная лента по любому из предшествующих пунктов, отличающаяся тем, что перфорированные отверстия (2), выполненные в элементе (1, 11, 21) конвейерной ленты, размещены параллельно по отношению к направлению (5, 15, 28) поступательного движения конвейерной ленты.
7. Конвейерная лента по любому из предшествующих пп.1-5, отличающаяся тем, что, по существу, идентичные друг другу по своей форме перфорированные отверстия (13, 14, 26, 27) расположены в ряд, который образует угол в 30-60ш по отношению к направлению (5, 15, 28) поступательного движения конвейерной ленты.
8. Конвейерная лента по любому из предшествующих пп.1-3, отличающаяся тем, что, по существу, идентичные друг другу по своей форме перфорированные отверстия (26, 27), выполненные в элементе (1, 11, 21) конвейерной ленты и расположенные по разные стороны от центральной линии (22) указанного элемента конвейерной ленты, занимают взаимно симметричное положение между собой по отношению к направлению (5, 15, 28) поступательного движения конвейерной ленты.

Текст
1 Настоящее изобретение относится к ленте,применяемой при непрерывно ведущемся на конвейере процессе термической обработки слоя материала, т.е. процессe агломерации, которая выполнена состоящей из взаимосвязанных элементов, предусматривающих наличие в них перфорированных отверстий, предназначенных для пропускания обогревающего, а, возможно,также и охлаждающего газов внутрь агломерируемого материала и проходящих с обеспечением при этом определенных преимуществ сквозь слой материала и одновременно через соответствующие отверстия в ленте. При непрерывно ведущемся процессе агломерации материала осуществляется пропускание горячего газа сквозь слой материала, который образуется на ленте с агломерируемым материалом, при этом газ вступает в реакцию с находящимся в слое материалом при высокой температуре, которая, например, в том случае,когда материалом такого слоя являются окатыши из ферросплава, находится в пределах 13001600 С, в результате чего происходит повышение твердости мягких агломерируемых частиц и, таким образом, облегчается их дальнейшая обработка. После проведения собственно процесса агломерации осуществляется охлаждение агломерированных частиц, и во время процесса охлаждения сквозь слой материала пропускаются охлаждающие газы. Таким образом, лента подвергается на протяжении, по существу, короткого периода времени как нагреванию, так и охлаждению, что существенным образом повышает требования, предъявляемые к характеристикам такой ленты, которые должны находиться на высоком уровне. Из описания изобретения к патенту США 4316718 известна бесконечная перфорированная конвейерная лента, применяемая при проведении термической обработки слоя материала путeм пропускания горячего газа сквозь слой упомянутого материала. Газ может пропускаться сквозь этот слой либо сверху слоя,либо снизу него. Когда газ пропускается сверху,то он сначала проникает в слой материала, а затем проходит через удлиненные щели, выполненные в конвейерной ленте. Эти щели выполняются по центру конвейерной ленты соответствующими рядами, расположенными друг относительно друга на небольшом расстоянии между соседними рядами. Эти ряды, состоящие из удлиненных щелей, взаимно располагаются таким образом, чтобы проходить поперeк по отношению к направлению поступательного движения конвейерной ленты. При изнашивании того или иного участка конвейерной ленты в процессе термической обработки находящегося на ней слоя материала всегда должна проводиться замена только всей бесконечной конвейерной ленты в целом. Это приводит к общему увеличению расходов при проведении термической обработки слоя материала, потому что 2 перфорированная конвейерная лента дорого обходится в изготовлении. Кроме того, операция замены всей конвейерной ленты в целом требует для своего проведения большого количества времени, что приводит к сокращению фактического времени работы технологического оборудования. Целью настоящего изобретения является устранение указанных недостатков этого известного технического решения и создание такой конвейерной ленты, пригодной для применения ее при осуществлении непрерывно ведущегося процесса термической обработки слоя материала, т.е. непрерывно ведущегося на конвейере процесса агломерации слоя материала,которая была бы экономична в изготовлении с точки зрения себестоимости ее производства и,кроме того, замену которой можно было бы производить по частям. Существенные элементы новизны настоящего изобретения очевидны из прилагаемой формулы изобретения. В соответствии с настоящим изобретением конвейерная лента, применяемая при непрерывном конвейерном процессе термической обработки, т.е. процессе агломерации, слоя материала, выполняется состоящей из взаимосвязанных между собой элементов, представляющих собой каждый, по меньшей мере, одну деталь, и при этом в каждом таком элементе, по меньшей мере, в пределах той его части, которая находится в контакте со слоем материала, образующегося на конвейерной ленте, выполнены перфорированные отверстия, предназначенные для пропускания газа, необходимого для проведения указанной термической обработки, сквозь конвейерную ленту через упомянутые перфорированные отверстия. Элементы, из которых составляется конвейерная лента, с обеспечением при этом определенных преимуществ изготавливаются из металла, к примеру такого, как ферритная, аустенитная или кислотостойкая сталь, посредством прокатки, осуществляемой таким образом, чтобы направление прокатки проходило либо поперечно, либо параллельно по отношению к направлению поступательного движения конвейерной ленты. Перфорированные отверстия в конвейерной ленте взаимно располагаются таким образом, чтобы из упомянутых перфорированных отверстий с обеспечением при этом определeнных преимуществ образовался ряд таких отверстий, который проходил бы либо поперечно, либо параллельно по отношению к направлению поступательного движения конвейерной ленты или же образовывал бы угол по отношению к направлению движения конвейерной ленты. Каждый отдельный элемент конвейерной ленты, выполненной, в соответствии с настоящим изобретением, состоящей из таких элементов, выполнен цельным или же сам состоит из нескольких отдельных деталей. В частности,если такой элемент представляет собой, по су 3 ществу, цельную деталь в пределах всей ширины конвейерной ленты, то тогда этот элемент обычно выполняется в виде одной детали, которая устанавливается в конвейерной ленте поперечно по отношению к направлению поступательного движения конвейерной ленты. Даже в этом случае несколько таких элементов, представляющих собой каждый всего лишь одну деталь, можно взаимно соединить между собой,расположив их поперечно по отношению к направлению поступательного движения конвейерной ленты, перед тем как подсоединить такую связку, состоящую из нескольких отдельных элементов, к конвейерной ленте как еe часть. Элемент конвейерной ленты может также сам включать в свой состав несколько отдельных деталей, расположенных параллельно по отношению к направлению поступательного движения конвейерной ленты, которые сначала взаимно соединяют между собой в продольном направлении, а затем подсоединяют такой элемент к конвейерной ленте как еe часть, располагая его поперечно по отношению к направлению поступательного еe движения. Когда такой элемент образован из отдельных деталей, которые расположены параллельно по отношению к направлению поступательного движения конвейерной ленты, упомянутые детали могут выполняться либо, по существу, одинаковой толщины,либо, например, таким образом, что с внешних краeв конвейерной ленты устанавливаются такие детали указанного элемента, которые имеют либо большую, либо меньшую толщину, чем детали, устанавливаемые в середине конвейерной ленты. Количество перфорированных отверстий,предусматриваемых, в соответствии с настоящим изобретением, в элементе конвейерной ленты, выбирается таким, чтобы по отношению к площади поверхности этого элемента, выполняемого цельным или же состоящим из нескольких отдельных деталей, суммарная площадь, занимаемая перфорированными отверстиями, находилась в пределах от 20 до 60%, а с обеспечением при этом определенных преимуществ составляла 35-40%. Кроме того, упомянутые перфорированные отверстия располагаются группами, размещающимися в продольном направлении относительно конвейерной ленты таким образом, чтобы с обоих краeв конвейерной ленты предусматривалось наличие зоны, не имеющей перфорированных отверстий, ширина которой составляла бы 20-25% от общей ширины конвейерной ленты. Кроме того, перфорированные отверстия, которые выполняются на среднем участке конвейерной ленты, находящемся между двумя указанными зонами, не имеющими перфорированных отверстий, располагаются таким образом, чтобы между двумя зонами с перфорированными отверстиями предусматривалось наличие соответствующий зоны, не имеющей перфорированных отверстий, 003482 4 ширина которой равна ширине зон с перфорированными отверстиями. В пределах зоны с перфорированными отверстиями предусматривается располагать перфорированные отверстия в один ряд или же в несколько рядов, проходящих в продольном направлении с промежутками между ними поперeк конвейерной ленты. Как таковые, эти ряды, образованные из перфорированных отверстий, могут проходить не только в продольном направлении, но также и в поперечном направлении относительно конвейерной ленты, либо они могут образовывать угол примерно 30-60 по отношению к направлению поступательного движения конвейерной ленты. По своей форме перфорированные отверстия, выполняемые в элементе конвейерной ленты, могут быть, например, круглыми или овальными либо они могут иметь какую-нибудь другую форму. Перфорированное отверстие,которое имеет любую иную форму, кроме круглой, с обеспечением при этом определенных преимуществ размещается по отношению к конвейерной ленте таким образом, чтобы больший размер упомянутого перфорированного отверстия приходился в поперечном направлении относительно конвейерной ленты. Перфорированное отверстие может также размещаться на конвейерной ленте и таким образом, чтобы меньший размер упомянутого перфорированного отверстия приходился в поперечном направлении относительно конвейерной ленты. Когда перфорированное отверстие имеет какую-либо иную форму, а не круглую, соотношение между меньшим и большим размерами перфорированного отверстия с обеспечением при этом определенных преимуществ выбирается в пределах 0,1-0,5. На конвейерной ленте в соответствии с настоящим изобретением зона с перфорированными отверстиями выполняется таким образом,что идентичные друг другу перфорированные отверстия с обеспечением при этом определенных преимуществ располагаются в один ряд или в несколько рядов и в каждом таком ряду перфорированные отверстия расположены с промежутками друг относительно друга. Кроме того, зона с перфорированными отверстиями может быть также образована и разными между собой перфорированными отверстиями таким образом, чтобы с обеспечением при этом определенных преимуществ идентичные друг другу перфорированные отверстия располагались в своих собственных рядах, а другие перфорированные отверстия, отличающиеся от этих, располагались отдельно опять же в своих собственных рядах. Полученные при этом ряды разных перфорированных отверстий могут быть с обеспечением при этом определенных преимуществ расположены, например, таким образом,чтобы чередоваться друг с другом. Элемент конвейерной ленты в соответствии с настоящим изобретением соединяют с 5 другим таким элементом и так далее с тем, чтобы составить из них таким образом собственно конвейерную ленту с получением при этом определенных преимуществ за счет обеспечения соответствующей механической связи, к примеру такой, какая обеспечивается при сваривании конвейерной ленты в поперечном направлении относительно конвейерной ленты, т.е., иными словами, поперечно по отношению к направлению поступательного движения конвейерной ленты. Кроме того, сочленение элементов конвейерной ленты между собой может также осуществляться за счет того, что с одного бокового края элемента конвейерной ленты устанавливают, по меньшей мере, одну механическую соединительную деталь, а с другого бокового края этого же элемента конвейерной ленты устанавливают еще одну такую же механическую соединительную деталь с тем, чтобы обеспечить возможность такого сочленения. Настоящее изобретение поясняется более подробно в следующем ниже его описании, которое ведется со ссылками на прилагаемые чертежи, где фиг. 1 изображает предпочтительный вариант осуществления настоящего изобретения в виде сверху; фиг. 2 - другой предпочтительный вариант осуществления настоящего изобретения в виде сверху; фиг. 3 - третий предпочтительный вариант осуществления настоящего изобретения в виде сверху. Как показано на фиг. 1, в конвейерной ленте, предназначенной для применения ее при осуществлении непрерывного процесса агломерации слоя материала, элемент 1 конвейерной ленты выполняется в виде одной металлической детали, изготовленной, например, из ферритной стали, причем в этом элементе выполнены перфорированные отверстия 2 для того, чтобы обеспечить возможность прохождения потока газов, которые используются при проведении процесса агломерации, сквозь элемент 1. Перфорированные отверстия 2 выполнены в указанном элементе в зонах 3, которые располагаются на элементе 1 таким образом, что сохраняется зона 4, не имеющая перфорированных отверстий, с каждого края упомянутого элемента 1 конвейерной ленты. Аналогичным образом между зонами 3 с перфорированными отверстиями размещается зона 5, не имеющая перфорированных отверстий. Перфорированные отверстия 2 располагаются в элементе 1 таким образом,что из перфорированных отверстий 2 образуется несколько рядов, проходящих параллельно по отношению к направлению 6 поступательного движения элемента 1 конвейерной ленты. На фиг. 2 показан элемент 11 конвейерной ленты, предназначенной для применения ее при осуществлении непрерывно ведущегося процесса агломерации слоя материала, причем упомя 003482 6 нутый элемент 11 выполняется в виде металлического объекта, представляющего собой одну деталь, изготовленную, например, из аустенитной стали и имеющую перфорированные отверстия, выполненные в зонах 12. В упомянутых зонах имеются перфорированные отверстия 13 и 14 разной формы. Взаимно идентичные друг другу по своей форме перфорированные отверстия 13 располагаются в ряд аналогичным образом, как и имеющие другую форму взаимно идентичные друг другу перфорированные отверстия 14. Ряды перфорированных отверстий 13 и 14 располагаются под углом в 45 к направлению 15 поступательного движения элемента 11 конвейерной ленты. Как показано на фиг. 3, элемент 21 конвейерной ленты, предназначенной для применения ее при осуществлении непрерывно ведущегося процесса агломерации слоя материала, представляет собой выполненный состоящим из нескольких отдельных деталей металлический объект, имеющий продольное расположение этих деталей по отношению к направлению поступательного движения конвейерной ленты,причем все эти детали 22, 23, 24 и 25 взаимно соединяются между собой при помощи сварки. Материалом для изготовления деталей 22 и 25 является, например, аустенитная сталь, тогда как материалом для изготовления деталей 23 и 24 является, например, кислотостойкая сталь. Детали 22 и 25 указанного металлического объекта представляют собой расположенные по краям конвейерной ленты части элемента 21. Детали 23 и 24 указанного металлического объекта выполнены с перфорированными отверстиями 26 и 27, которые обеспечивают возможность прохождения потока газов сквозь элемент 21. Перфорированные отверстия 26 взаимно идентичны друг другу по своей форме, а перфорированные отверстия 27 соответственно по своей форме также взаимно идентичны между собой. Перфорированные отверстия 26 и соответственно перфорированные отверстия 27 располагаются отдельными рядами, которые образуют угол в 45 по отношению к направлению поступательного движения конвейерной ленты. С другой стороны, ряды перфорированных отверстий 26 и соответственно 27 располагаются по разные стороны от центральной линии 29 элемента 21 конвейерной ленты, занимая при этом взаимно симметричное положение друг относительно друга. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Конвейерная лента, предназначенная для применения в непрерывном процессе термической обработки на конвейере, т.е. процессе агломерации, слоя материала, причем упомянутая конвейерная лента имеет перфорированные отверстия, выполненные в ней с обеспечением возможности прохождения потока газов, кото 7 рые используются для нагревания слоя материала или его охлаждения, сквозь указанный слой материала и через соответствующие отверстия в конвейерной ленте, и при этом упомянутая конвейерная лента составляется из отдельных элементов, соединяемых друг с другом,отличающаяся тем, что указанная конвейерная лента составлена из имеющих перфорированные отверстия элементов (1, 11, 21), представляющих собой каждый, по меньшей мере, одну деталь, изготовленную из металлической заготовки и обеспечивающую возможность прохождения потока газов сквозь ленту, а также тем, что указанные перфорированные отверстия (2, 13,14, 26 и 27) располагаются отдельными зонами,чередующимися с частями указанного элемента,не имеющими перфорированных отверстий, и,кроме того, тем, что суммарная площадь, занимаемая перфорированными отверстиями (2, 13,14, 26, 27), составляет примерно 20-60% от общей площади поверхности конвейерной ленты. 2. Конвейерная лента по п.1, отличающаяся тем, что указанный элемент (1, 11) конвейерной ленты выполнен в виде металлического объекта, представляющего собой единую деталь. 3. Конвейерная лента по п.1, отличающаяся тем, что указанный элемент (21) конвейерной ленты выполнен в виде металлического объекта,состоящего из нескольких отдельных деталей(22, 23, 24, 25). 4. Конвейерная лента по любому из предшествующих пунктов, отличающаяся тем, что перфорированные отверстия (2), выполненные в элементе (1, 11, 21) конвейерной ленты, по существу, идентичны друг другу по своей форме. 5. Конвейерная лента по любому из предшествующих пп.1-3, отличающаяся тем, что перфорированные отверстия (13, 14, 26, 27),выполненные в элементе (1, 11, 21) конвейерной ленты, взаимно отличаются друг от друга по своей форме. 6. Конвейерная лента по любому из предшествующих пунктов, отличающаяся тем, что перфорированные отверстия (2), выполненные в элементе (1, 11, 21) конвейерной ленты, размещены параллельно по отношению к направле 8 нию (5, 15, 28) поступательного движения конвейерной ленты. 7. Конвейерная лента по любому из предшествующих пп.1-5, отличающаяся тем, что, по существу, идентичные друг другу по своей форме перфорированные отверстия (13, 14, 26,27) расположены в ряд, который образует угол в 30-60 по отношению к направлению (5, 15, 28) поступательного движения конвейерной ленты. 8. Конвейерная лента по любому из предшествующих пп.1-3, отличающаяся тем, что, по существу, идентичные друг другу по своей форме перфорированные отверстия (26, 27),выполненные в элементе (1, 11, 21) конвейерной ленты и расположенные по разные стороны от центральной линии (22) указанного элемента конвейерной ленты, занимают взаимно симметричное положение между собой по отношению к направлению (5, 15, 28) поступательного движения конвейерной ленты.
МПК / Метки
МПК: B65G 15/60, F27B 21/06
Метки: слоя, материала, обработки, лента, непрерывном, термической, процесса, ведении
Код ссылки
<a href="https://eas.patents.su/5-3482-lenta-dlya-termicheskojj-obrabotki-sloya-materiala-pri-nepreryvnom-vedenii-processa.html" rel="bookmark" title="База патентов Евразийского Союза">Лента для термической обработки слоя материала при непрерывном ведении процесса</a>
Способ и установка для обработки слоя материала, состоящего из макрочастиц
Номер патента: 229
Опубликовано: 24.12.1998
Авторы: Фонс Могенс Юль, Туборг Йорн
МПК: F27D 15/02, B01J 8/44, F27B 15/10...
Метки: слоя, установка, макрочастиц, способ, материала, состоящего, обработки
Формула / Реферат:
1. Способ обработки слоя (6, 78) материала, состоящего из макрочастиц, поддерживаемого газораспределяющим дном (9, 75), при котором используют обрабатывающий газ, подаваемый по каналам. (19, 35, 77) посекционно и направляемый вверх через газораспределяющее дно и слой материала из одного или нескольких нижележащих отсеков (15; 76), регулируют расход обрабатывающего газа через каждый канал (19, 35, 77) посредством регулятора (21) расхода,...
Устройство для обработки кускового материала
Номер патента: 823
Опубликовано: 24.04.2000
Авторы: Вянянен Эро, Янккила Мартти
МПК: B65G 47/52
Метки: кускового, материала, устройство, обработки
Формула / Реферат:
1. Устройство для обработки кускового и, по существу, шарообразного материала, например гранул, таким образом, что кусковой материал можно подавать на, по существу, непрерывно движущуюся поверхность с образованием предпочтительного слоя для дальнейшей обработки указанного материала, причем устройство содержит средство (1) для транспортировки материала и для подачи материала на поверхность (15), которая приводится, по существу, в непрерывное...
Способ термической обработки тугоплавких золотоносных руд
Номер патента: 477
Опубликовано: 26.08.1999
Авторы: Замант Гудурас, Штурм Петер
МПК: C22B 1/02
Метки: золотоносных, тугоплавких, руд, обработки, термической, способ
Формула / Реферат:
1. Способ термической обработки тугоплавких золотоносных руд, содержащих от 0,01 до 1,0 вес.% арсенопирита, от 1 до 3,3 вес.% пирита, от 0,02 до 0,1 вес.% углерода, от 0,1 до 5,0 вес.% СаСО3, MgCO3 и/или СаСО3, в которых содержание арсенопирита, пирита и органического углерода является недостаточным для создания необходимого тепла реакции, заключающийся в том, что его проводят в окислительной атмосфере с добавлением топлива, воды или водяного...
Способ и композиция для обработки загрязненного углеводородами материала
Номер патента: 2537
Опубликовано: 27.06.2002
Авторы: Сикотте Пол, Лорелл Эри
Метки: способ, обработки, композиция, материала, загрязненного, углеводородами
Формула / Реферат:
1. Композиция для обработки твердого материала, загрязненного углеводородами, в котором углеводородный загрязнитель распределен по всему материалу, причем указанная композиция включает в себя белковый компонент, содержащий белковую муку, имеющую микробную культуру, способную метаболизировать указанный углеводородный загрязнитель, и компонент-наполнитель. 2. Композиция по п.1, отличающаяся тем, что указанная белковая мука получена из материала...
Лента данных и способ кодирования и декодирования печатных данных
Номер патента: 3380
Опубликовано: 24.04.2003
Авторы: Крюгер Тильманн, Бруггер Андреас, Вирнитцер Бернхард, Майнерц Детлев
МПК: G06K 19/06
Метки: данных, печатных, кодирования, лента, способ, декодирования
Формула / Реферат:
1. Лента данных для хранения в памяти печатных кодированных данных с высокой плотностью данных, причем заполненная печатными знаками поверхность ленты данных разделена на ячейки, и в одной двухмерной ячейке с заранее определенной формой напечатан каждый раз один из, как минимум двух, различных узоров с характеристической и заранее определенной формой, отличающаяся тем, что узоры имеют такие размеры, что они не разрешаются человеческим глазом, и...
Предыдущий патент: Подвижный, самоподъемный искусственный рабочий остров с модульным корпусом
Следующий патент: Валковая головка для планетарного прокатного стана
Случайный патент: Регулируемое нагревание и охлаждение материалов оксидов металлов со смешанной проводимостью