Алюминиевое изделие и способ его производства
Номер патента: 2941
Опубликовано: 31.10.2002
Авторы: Сюслак Мортен, Балдантони Антонио, Фолкедал Лейв Одне
Формула / Реферат
1. Алюминиевое изделие, предназначенное для соединения посредством пайки твердым или мягким припоем с другим алюминиевым изделием, отличающееся тем, что часть наружной поверхности первого алюминиевого изделия, которая будет соединяться с вторым алюминиевым изделием, предусматривает наличие на ней, по меньшей мере, одного углубления, в котором находится соответствующее количество материала для пайки твердым припоем.
2. Алюминиевое изделие по п.1, отличающееся тем, что каждое такое углубление имеет форму канавки, а закладываемое туда количество материала для пайки твердым припоем имеет форму проволоки.
3. Алюминиевое изделие по любому из пп.1 или 2, отличающееся тем, что количество материала для пайки твердым припоем фиксируется в углублении за счет передачи усилия и/или посредством блокировки, осуществляемой благодаря соответствующей форме.
4. Алюминиевое изделие по любому из пп.2 или 3, отличающееся тем, что канавка имеет круглое поперечное сечение, занимающее несколько больше, чем половина круга.
5. Алюминиевое изделие по любому из пп.2 или 3, отличающееся тем, что канавка имеет трапециевидное поперечное сечение с меньшим размером по ее верху.
6. Алюминиевое изделие по любому из пп.4 или 5, отличающееся тем, что канавка после введения в нее материала для пайки твердым припоем подвергается деформированию для блокировки в ней твердого припоя в виде проволоки.
7. Алюминиевое изделие по любому одному из предшествующих пунктов, отличающееся тем, что это изделие получено посредством прессования выдавливанием, и в нем выполнена канавка, проходящая параллельно направлению такого прессования.
8. Алюминиевое изделие по любому одному из предшествующих пунктов, отличающееся тем, что это изделие представляет собой коллектор для теплообменника.
9. Способ производства алюминиевого изделия, выполняемого в соответствии с любым из пп.1-8, предусматривающий прессование этого изделия выдавливанием и выполнение в нем, по меньшей мере, одной канавки, проходящей в направлении, в котором происходит прессование этого изделия выдавливанием, отличающийся тем, что непосредственно сразу же после прессования выдавливанием производят введение на поточной линии в канавку соответствующего твердого припоя в виде проволоки.

Текст
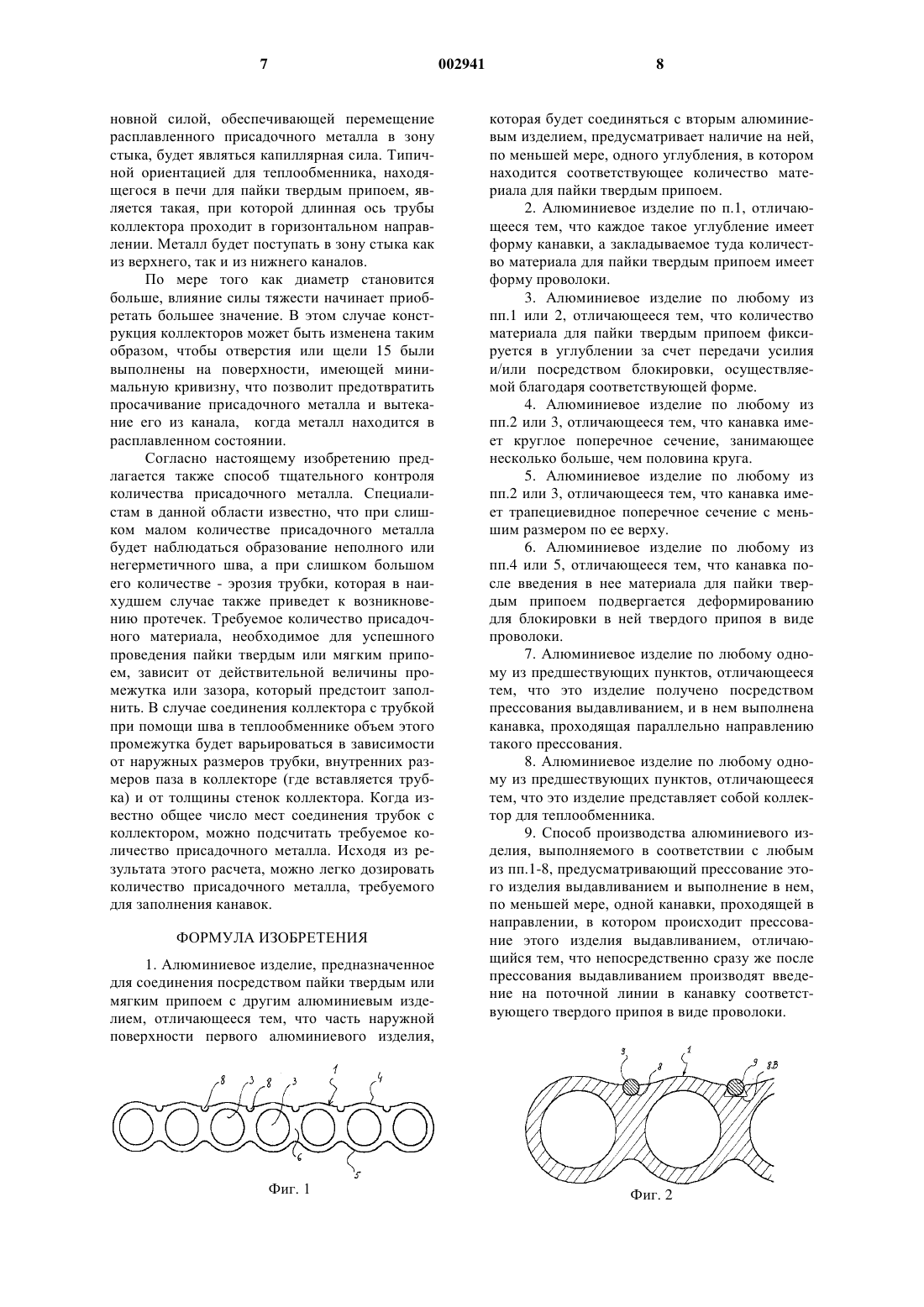
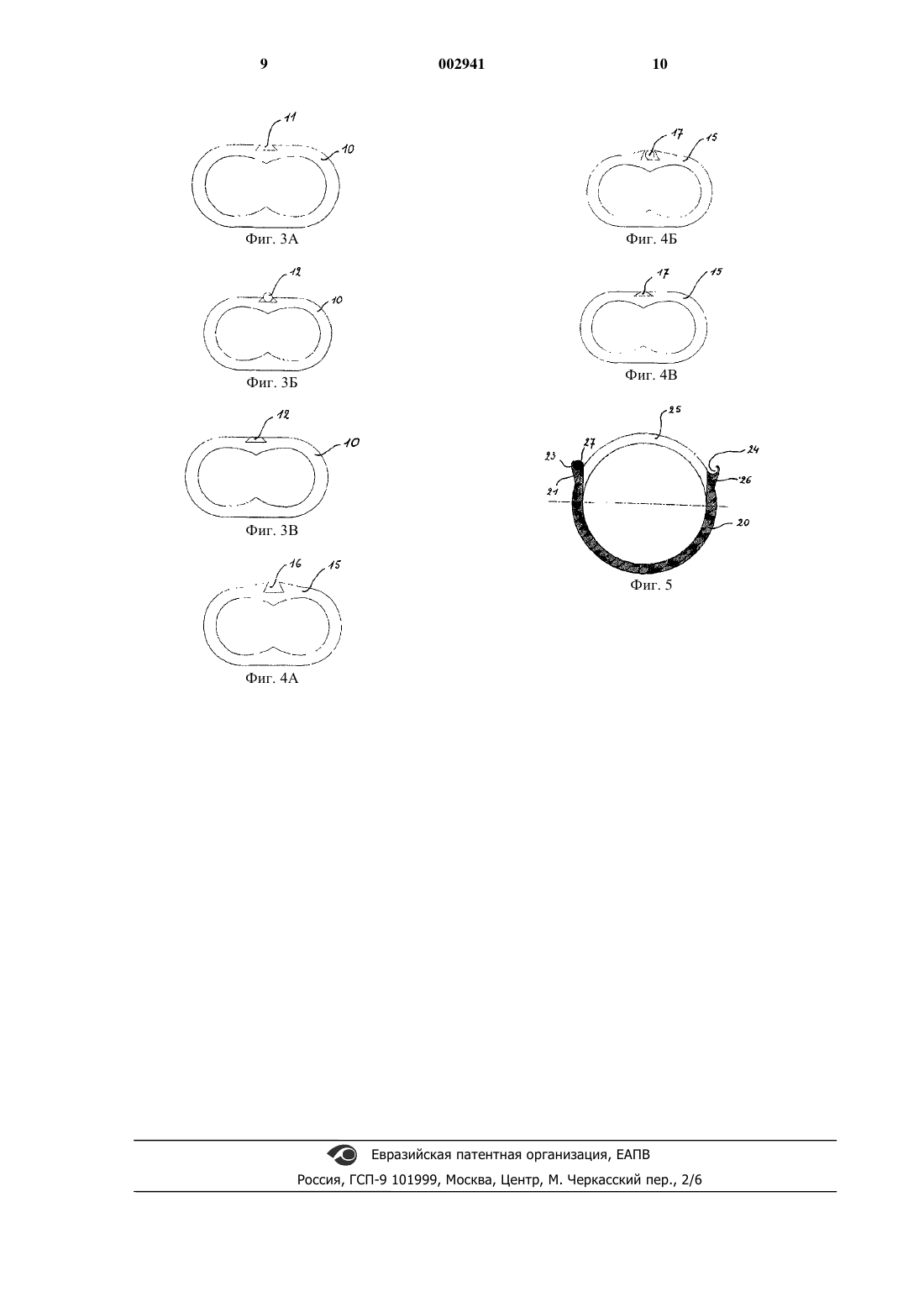
1 Настоящее изобретение относится к алюминиевому изделию, предназначенному для соединения посредством пайки твeрдым или мягким припоем с другим алюминиевым изделием. Такое изделие, в общем, известно из WOA-98/51983, и вся техническая информация, содержащаяся в документах этой заявки на патент,включается посредством ссылки на неe в данное описание изобретения. Известно, что алюминиевые детали соединяют между собой, расположив сплав твeрдого припоя для пайки алюминия между соединяемыми поверхностями деталей или рядом с этими поверхностями и нагревая сплав твeрдого припоя и соединяемые поверхности смонтированных соответствующим образом деталей до температуры (температуры пайки твeрдым припоем), при которой сплав твердого припоя плавится, а указанные детали остаются нерасплавленными. При последующем охлаждении сплав твeрдого припоя образует валик или шов, который связывает между собой соединяемые поверхности деталей. Для гарантированного избирательного расплавления во время операции нагревания только лишь сплава твeрдого припоя обычно предпочитают, чтобы точка плавления сплава твeрдого припоя была, по меньшей мере,на 30-40 С ниже точки плавления металла, из которого изготовлены указанные детали. Например, типичный сплав твeрдого припоя для пайки алюминия представляет собой алюминиево-кремниевый эвтектический состав, который начинает плавиться при температуре примерно 577 С. Применение плакированного композитного тонколистового алюминия для соединения между собой деталей из алюминиевого сплава посредством пайки твeрдым припоем известно в данной области, см., например, US-A-5,622,220. Такой листовой материал для пайки твeрдым припоем применяется в производстве деталей теплообменников, к примеру таких, каковыми являются трубы, рeбра, сборные коллекторы,резервуары, делительные клапаны и т.д. Однако важным ограничивающим фактором в данном случае является трудность изготовления профилей сложной формы при применении только лишь листового проката. Для таких профилей сложной формы, каковыми, к примеру, являются коллекторы или микротрубки, более приемлемым техническим решением с точки зрения экономической эффективности и качества получаемой продукции может явиться процесс прессования выдавливанием. Одним из недостатков применения профилей, прессуемых выдавливанием, является трудность обеспечения на таких изделиях соответствующего покрытия сплавом твердого припоя. Процесс холодного протягивания представляет собой один из способов, разработанных с целью получения "плакированных" твер 002941 2 дым припоем прессованных профилей. В ходе осуществления этого процесса обрабатываемый профиль покрывают частицами алюминиевокремниевого сплава, покрытыми флюсом "Ноколок". Прилипание покрытия обеспечивается за счет применения связующего вещества (полимера). Введение в качестве добавки частиц алюминиево-кремниевого сплава обеспечивает наличие присадочного металла для получения паяных соединений во время процесса пайки твердым припоем. В ходе осуществления процесса "Брейзлайнер" обрабатываемый профиль покрывают смесью флюса "Ноколок" и алюминиевокремниевого сплава, вводимого в смесь в виде отдельных частиц. Прилипание покрытия обеспечивается за счет применения связующего вещества (полимера). Частицы алюминиевокремниевого сплава плавятся и растекаются во время пайки. Процесс с применением кремниевого флюса представляет собой такой способ, при осуществлении которого профиль покрывают смесью флюса "Ноколок" и тонкоизмельченных частиц кремния. Прилипание покрытия обеспечивается за счет применения связующего вещества (полимера). Во время пайки кремний диффундирует в поверхность и образует эвтектический алюминиево-кремниевый сплав, благодаря чему обеспечивается наличие присадочного металла для получения паяных соединений "по месту". Недостатком всех рассмотренных выше процессов является применение связующего вещества. Связующее вещество проявляет тенденцию к "отравлению" печной атмосферы, и применение его является также спорным с точки зрения охраны окружающей среды. Для того чтобы решить эти проблемы, потребовалось внести дорогостоящие изменения в конструкцию печи. Для процесса с применением кремниевого флюса гораздо сильнее проявляется тенденция к эрозии под воздействием кремния из-за присутствия кремния в виде отдельных частиц. Нанесение покрытия распылением в пламени дуги представляет собой еще один возможный способ, с помощью которого профиль покрывают алюминиево-кремниевым сплавом. Однако в ходе осуществления этого процесса вводится большое количество окислов, что нежелательно для операции пайки твердым или мягким припоем. Несмотря на все рассмотренные выше попытки, которые предприняты были с целью получения прессованных изделий с предварительно наносимым на них присадочным металлом,эта проблема все еще продолжает оставаться неразрешенной в данной отрасли промышленности. Таким образом, целью настоящего изобретения является создание алюминиевого изделия, 3 при получении которого удастся избежать возникновения рассмотренных выше проблем. Указанная цель достигается благодаря тому, что в том месте, где наружная поверхность первого алюминиевого изделия будет соединяться с вторым алюминиевым изделием, предусматривается наличие, по меньшей мере, одного углубления, в котором находится соответствующее количество материала для пайки твердым припоем. Посредством такой "механической" подготовки к монтажу можно получить алюминиевое изделие, составляющее единое целое, используя для этого указанное количество материала для пайки твердым припоем и не прибегая к применению специальных составов для того, чтобы обеспечить прилипание материала для пайки твердым припоем к алюминиевому изделию. При этом появляется даже возможность использовать имеющиеся в свободной продаже материалы для пайки твердым припоем, которые,после того как соответствующим образом будут зафиксированы в углублении, позволяют обращаться с таким алюминиевым изделием как обычно благодаря тому, что материал для пайки твердым припоем будет оставаться на своем месте при выполнении последующих операций при его транспортировке и технологической обработке, к примеру таких, каковыми являются отгрузка, механическая обработка, формование,штамповка, резка, мойка или обезжиривание. В предпочтительном варианте осуществления настоящего изобретения каждое такое углубление имеет форму канавки, а закладываемое туда количество материала для пайки твердым припоем имеет форму проволоки. Таким образом, возникает возможность использовать с этой целью имеющуюся в свободной продаже присадочную проволоку с флюсовым сердечником, благодаря чему отпадает надобность в дополнительном флюсовании алюминиевого изделия. Другие преимущества и характеристики настоящего изобретения станут очевидными из следующего ниже описания со ссылками на прилагаемые чертежи, где фиг. 1 - поперечное сечение коллектора как алюминиевого изделия, выполненного в соответствии с настоящим изобретением; фиг. 2 - поперечное сечение коллектора как алюминиевого изделия, выполненного в соответствии с настоящим изобретением, где показаны канавки разной формы; фиг. 3 А-3 В - схематичные поперечные сечения модифицированного варианта исполнения коллектора в соответствии с настоящим изобретением; фиг. 4 А-4 В - схематичные поперечные сечения другого модифицированного варианта исполнения коллектора в соответствии с настоящим изобретением; 4 фиг. 5 - поперечное сечение третьего модифицированного варианта исполнения коллектора в соответствии с настоящим изобретением. На фиг. 1 показан в качестве примера коллектор 1, тем не менее настоящее изобретение не ограничивается только лишь этим типом изделий, а может быть использовано применительно к любым алюминиевым изделиям, которые должны после придания им соответствующей формы паяться твердым припоем. Коллектор 1 изготовлен из алюминиевых труб с отверстиями (не показаны) под вставляемые в них концы теплопередающих трубок. Как показано также на фиг. 1, коллектор состоит из целого ряда параллельных труб 3 с общими для них частями 6 стенок и по своей форме представляет собой плоское изделие, имеющее две стенки 4 и 5 большего размера. В стенке 4 параллельно каналам для пропускания потока по трубам 3 выполнен целый ряд канавок 8, которые расположены сверху каждой промежуточной стеночной секции 6 коллектора. В варианте осуществления настоящего изобретения, показанном на данном чертеже, эти канавки имеют поперечное сечение, занимающее несколько больше чем половину круга. Коллектор, показанный на фиг. 1, может быть достаточно удобно изготовлен с применением процесса прессования выдавливанием. Как показано для концевого участка левой части фиг. 1, в канавку 8 может быть вставлен твердый припой в виде проволоки таким образом, чтобы фиксироваться в канавке посредством блокировки за счет соответствующей формы. Когда на более позднем этапе в процессе производства теплообменника понадобится соединить коллектор 1 с концевыми частями теплообменных трубок, материал проволок 9 может быть расплавлен и использован в качестве материала для пайки твердым припоем. В правой части фиг. 2 показан другой тип канавки 8 В, имеющей поперечное сечение в форме трапеции. В такой канавке может быть зажат припой в виде круглой проволоки, но в этом случае возможно также применение зажимаемого в канавке твердого припоя и с другим поперечным сечением, к примеру таким, как квадратное, треугольное или овальное. Канавки 8, 8 В могут быть рассчитаны таким образом, чтобы твердый припой в виде проволоки сначала расположен был сверху канавки, а затем каким-либо механическим способом введен в канавку и блокирован в ней, например, посредством подвода давления. Эта операция может быть выполнена сразу же после прессования коллектора выдавливанием, а также и на более позднем этапе производства, либо даже непосредственно перед изготовлением теплообменников. Различные операции, выполняемые в процессе подготовки непосредственно к изготовлению теплообменника, могут быть следующими: 5 разрезание прессованного профиля на куски определенной длины; выполнение отверстий в профиле, например, штамповкой, фрезерованием, выпиливанием и т.д.; введение делительных клапанов внутрь нарезанных кусков профиля; мойка и обезжиривание нарезанных кусков профиля; введение твердого припоя в виде проволоки внутрь канавок; введение концов трубок теплообменника в отверстия, выполненные в нарезанных кусках профиля; припаивание концов трубок твердым припоем к коллектору или к нарезанным кускам профиля. Во время осуществления процесса пайки твердым или мягким припоем соответствующий припой в виде проволоки плавится, и за счет капиллярного действия, а также при помощи флюса, при его наличии, полученный расплав проникает в стык между коллектором и трубкой. При охлаждении жидкий металл затвердевает и образует неразъемное соединение между коллектором и трубками, а также другими деталями, которые присоединяются к коллектору таким образом, чтобы находиться в контакте с соответствующим припоем в виде проволоки или рядом с ним. Профили, к примеру такие, каковыми являются коллекторы для теплообменников,обычно изготавливаются как выпрессованные выдавливанием изделия либо из плакированного композитного тонколистового материала для пайки твердым припоем. Как известно, коллекторы изготавливаются из различных алюминиевых сплавов, из которых для примера можно указать на такие, как АА 1000 или 3000, а более конкретно - на сплавы марок АА 1100, АА 1197,АА 3003 и АА 3102. Кроме того, известно, что присадочный металл, применяемый при соединении коллектора с трубками или другими деталями, выбирают из алюминиевых сплавов серии АА 4000, а более конкретно - в качестве такого металла обычно используются сплавы марок АА 4343, АА 4045, АА 4047, АА 4343 + 1% цинка и АА 4045 + 1% цинка, причем буквенное обозначение АА является принятым Ассоциацией по алюминию (АА) обозначением для алюминиевых сплавов. Специалистам в данной области следует признать, что идеи настоящего изобретения не ограничиваются применением только этих конкретных алюминиевых сплавов, указанных для примера в приведенном здесь описании, но могут рассматриваться в общем как охватывающие широкое разнообразие сплавов на основе алюминия. Форма канавки имеет важное значение в том смысле, что она должна быть рассчитана таким образом, чтобы 6 а) присадочная проволока "блокировалась" на своем месте; б) присадочная проволока защищена была от вырывания ее или же повреждения ее какимлибо иным образом при выполнении различных операций с изделием; в) площадь поперечного сечения канавки была достаточно большой для размещения в ней присадочного металла в количестве, достаточном для успешного проведения пайки твердым или мягким припоем. На фиг. 3 А-3 В показан другой вариант выполнения коллектора в соответствии с настоящим изобретением. Как показано на фиг. 3 А, в коллекторе 10 выполняется канавка 11 трапециевидной формы, которая рассчитана таким образом, что под воздействием давления, прикладываемого к присадочной проволоке 12, которую помещают на канавку (фиг. 3 Б), эта проволока 12 втискивается в канавку и механически блокируется по месту. Эта проволока 12 может в случае необходимости вдавливаться по месту при пропускании коллектора 10 в просвет комплекта обжимных валков, в результате чего получают окончательную форму, показанную на фиг. 3 В. Вариант осуществления настоящего изобретения, представленный на фиг. 4 А-4 В, несколько отличается от варианта, показанного на фиг. 3 А-3 В, причем это отличие состоит в том,что в коллекторе 15 выполняется канавка 16,верхний поперечный размер которой больше,чем диаметр проволоки 17, изготовленной из присадочного материала, которая должна быть размещена в упомянутой канавке (фиг. 4 Б). Таким образом, проволока 17 может быть легко вставлена в канавку 16, после чего коллектор 15 может быть пропущен в просвет комплекта обжимных валков, в результате чего получают изделие, показанное на фиг. 4 В. На фиг. 5 показан коллектор 20, который изменен по отношению к коллекторам, показанным на предыдущих чертежах, причем это изменение состоит в том, что в данном случае в качестве коллектора используется круглая труба, имеющая два выступа 21 и 26, которые образуют каналы 23 и 24, расположенные по концам отверстий, выполняемых в коллекторах под вставляемые в них теплообменные трубки. В каждом случае прессованная труба имеет каналы 23, 24, которые размещены таким образом, чтобы обеспечивать возможность для используемого при пайке твердым припоем состава или присадочного металла 27 в виде проволоки почти соприкасаться с трубкой, вставляемой в отверстие или паз 25. Когда состав для пайки твердым припоем, нагреваясь, достигает своей точки плавления, жидкий металл может с большей легкостью проникать в стык за счет капиллярного действия. Когда трубка имеет сравнительно малый диаметр, например 10-40 мм,радиус кривизны будет при этом таким, что ос 7 новной силой, обеспечивающей перемещение расплавленного присадочного металла в зону стыка, будет являться капиллярная сила. Типичной ориентацией для теплообменника, находящегося в печи для пайки твердым припоем, является такая, при которой длинная ось трубы коллектора проходит в горизонтальном направлении. Металл будет поступать в зону стыка как из верхнего, так и из нижнего каналов. По мере того как диаметр становится больше, влияние силы тяжести начинает приобретать большее значение. В этом случае конструкция коллекторов может быть изменена таким образом, чтобы отверстия или щели 15 были выполнены на поверхности, имеющей минимальную кривизну, что позволит предотвратить просачивание присадочного металла и вытекание его из канала, когда металл находится в расплавленном состоянии. Согласно настоящему изобретению предлагается также способ тщательного контроля количества присадочного металла. Специалистам в данной области известно, что при слишком малом количестве присадочного металла будет наблюдаться образование неполного или негерметичного шва, а при слишком большом его количестве - эрозия трубки, которая в наихудшем случае также приведет к возникновению протечек. Требуемое количество присадочного материала, необходимое для успешного проведения пайки твердым или мягким припоем, зависит от действительной величины промежутка или зазора, который предстоит заполнить. В случае соединения коллектора с трубкой при помощи шва в теплообменнике объем этого промежутка будет варьироваться в зависимости от наружных размеров трубки, внутренних размеров паза в коллекторе (где вставляется трубка) и от толщины стенок коллектора. Когда известно общее число мест соединения трубок с коллектором, можно подсчитать требуемое количество присадочного металла. Исходя из результата этого расчета, можно легко дозировать количество присадочного металла, требуемого для заполнения канавок. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Алюминиевое изделие, предназначенное для соединения посредством пайки твердым или мягким припоем с другим алюминиевым изделием, отличающееся тем, что часть наружной поверхности первого алюминиевого изделия, Фиг. 1 8 которая будет соединяться с вторым алюминиевым изделием, предусматривает наличие на ней,по меньшей мере, одного углубления, в котором находится соответствующее количество материала для пайки твердым припоем. 2. Алюминиевое изделие по п.1, отличающееся тем, что каждое такое углубление имеет форму канавки, а закладываемое туда количество материала для пайки твердым припоем имеет форму проволоки. 3. Алюминиевое изделие по любому из пп.1 или 2, отличающееся тем, что количество материала для пайки твердым припоем фиксируется в углублении за счет передачи усилия и/или посредством блокировки, осуществляемой благодаря соответствующей форме. 4. Алюминиевое изделие по любому из пп.2 или 3, отличающееся тем, что канавка имеет круглое поперечное сечение, занимающее несколько больше, чем половина круга. 5. Алюминиевое изделие по любому из пп.2 или 3, отличающееся тем, что канавка имеет трапециевидное поперечноесечение с меньшим размером по ее верху. 6. Алюминиевое изделие по любому из пп.4 или 5, отличающееся тем, что канавка после введения в нее материала для пайки твердым припоем подвергается деформированию для блокировки в ней твердого припоя в виде проволоки. 7. Алюминиевое изделие по любому одному из предшествующих пунктов, отличающееся тем, что это изделие получено посредством прессования выдавливанием, и в нем выполнена канавка, проходящая параллельно направлению такого прессования. 8. Алюминиевое изделие по любому одному из предшествующих пунктов, отличающееся тем, что это изделие представляет собой коллектор для теплообменника. 9. Способ производства алюминиевого изделия, выполняемого в соответствии с любым из пп.1-8, предусматривающий прессование этого изделия выдавливанием и выполнение в нем,по меньшей мере, одной канавки, проходящей в направлении, в котором происходит прессование этого изделия выдавливанием, отличающийся тем, что непосредственно сразу же после прессования выдавливанием производят введение на поточной линии в канавку соответствующего твердого припоя в виде проволоки.
МПК / Метки
Метки: способ, алюминиевое, производства, изделие
Код ссылки
<a href="https://eas.patents.su/6-2941-alyuminievoe-izdelie-i-sposob-ego-proizvodstva.html" rel="bookmark" title="База патентов Евразийского Союза">Алюминиевое изделие и способ его производства</a>
Способ производства витых проволочных изделий
Номер патента: 130
Опубликовано: 27.08.1998
Автор: undefined
МПК: D07B 1/06, D07B 1/00, D07B 3/00...
Метки: проволочных, витых, изделий, производства, способ
Формула / Реферат:
1. Способ изготовления витых проволочных изделий, включающий получение проволоки и последующую свивку ее в витое проволочное изделие, отличающийся тем, что его элементы подвергают предварительной деформации изгиба до радиуса кривизны меньшего, чем радиус кривизны элементов в готовом изделии, при условии, что остаточный радиус кривизны составит где rk - радиус кривизны элементов в готовом витом изделии; r и a - радиус и угол свивки...
Способ экструдирования, экструдер и изделие, изготовленное этим сособом
Номер патента: 486
Опубликовано: 26.08.1999
Авторы: Ярвенкюля Юри, Кирьявайнен Кари
МПК: B29C 47/38
Метки: изделие, экструдер, способ, этим, сособом, изготовленное, экструдирования
Формула / Реферат:
1. Способ экструдирования, в котором экструдируемый материал подают в экструдер, содержащий, по крайней мере, один статор (1, 2) и, по крайней мере, один ротор (3), при этом статор (1, 2) имеет коническую поверхность, по крайней мере, со стороны ротора (3), а ротор (3) имеет коническую поверхность, по крайней мере, со стороны статора; наибольшее соотношение длины ротора (3) к его наибольшему диаметру равно 5; указанный ротор (3) вращается, при...
Способ и устройство для изготовления щетинных изделий и щетинное изделие, изготовленное данным способом (варианты)
Номер патента: 153
Опубликовано: 29.10.1998
Автор: Вайраух Георг
Метки: способ, щетинных, изготовления, способом, щетинное, изделие, устройство, изделий, данным, варианты, изготовленное
Формула / Реферат:
1. Способ изготовления щетинных изделий, состоящих из держателя щетины из упругого материала, по меньшей мере, с одной предпочтительно цилиндрической выемкой для приема пучка щетины, имеющего на своем конце со стороны закрепления соединяющее щетинки утолщение, поперечное сечение которого больше, чем самое узкое поперечное сечение выемки, и которое вставляют под давлением в выемку в держателе щетины с геометрическим замыканием, причем стенку...
Мартенситная нержавеющая сталь с высокой механической прочностью и коррозионной стойкостью, способ изготовления изделий из этой стали и изделие, изготовленное этим способом
Номер патента: 424
Опубликовано: 24.06.1999
Авторы: Кумино Джузеппе, Бартери Массимо
МПК: C22C 38/44, C21D 8/00
Метки: изготовления, этим, механической, изготовленное, мартенситная, стали, высокой, сталь, нержавеющая, изделий, прочностью, способом, способ, этой, коррозионной, стойкостью, изделие
Формула / Реферат:
1. Супермартенситная сталь, имеющая следующий состав, вес.%: С<= 0,05, Сr 12-15; Ni 4-7; Mo 1,5-2; N 0,06-0,12; Mn 0,5-1; Cu<0,3; P<0,02; S<= 0,005; Аl<0,02; Si<= 1, остальное - железо и минимальные примеси, отличающаяся тем, что содержание Сr, Мо и N удовлетворяет следующей формуле: (% Сr) + 3,3 (% Мо) + 16 (% N)>19. 2. Способ изготовления изделий из супермартенситной стали, отличающийся тем, что изготавливают слиток или...
Коническое пищевое изделие и способ его изготовления
Номер патента: 907
Опубликовано: 26.06.2000
Автор: Голдстейн Вард Дж.
МПК: A21B 5/02, A21C 15/02
Метки: способ, изготовления, изделие, пищевое, коническое
Формула / Реферат:
1. Способ изготовления съедобного пищевого контейнера, включающий формирование сырой плоской полоски (10) сырого хлебного теста, обматывание вытянутой полоски сырого хлебного теста по спирали вокруг конической оправки (12), начиная от широкого конца оправки (14), с образованием множества последовательных спиральных витков полоски теста вдоль высоты оправки по направлению к ее вершине (13), с перекрыванием (18) между соседними спиральными...
Предыдущий патент: Обтекатель для кабелей
Следующий патент: Самоэкструдирующаяся сборка втулки и способ ее изготовления
Случайный патент: Цифровая вещательная система, использующая спутниковое прямое вещание и наземный ретранслятор