Способ производства витых проволочных изделий
Формула / Реферат
1. Способ изготовления витых проволочных изделий, включающий получение проволоки и последующую свивку ее в витое проволочное изделие, отличающийся тем, что его элементы подвергают предварительной деформации изгиба до радиуса кривизны меньшего, чем радиус кривизны элементов в готовом изделии, при условии, что остаточный радиус кривизны составит
![]()
где rk - радиус кривизны элементов в готовом витом изделии;
r и a - радиус и угол свивки элементов,
rkдеф - радиус предварительной деформации изгиба,
затем элементы витого изделия свивают с шагом t и углом свивки a,после чего подвергают пластической деформации до радиуса кручения, меньшего, чем в готовом изделии так, чтобы остаточный радиус кручения составлял
![]()
где rt - радиус кручения элементов в готовом изделии;
rtдеф - радиус деформации кручения элементов, с последующей откруткой до необходимого шага t и угла свивки a.
2. Способ изготовления витых проволочных изделий по п.1, отличающийся тем, что отношение деформации пластического изгиба к деформации пластического кручения элементов витого изделия должно быть пропорциональным ctg a и находиться в пределах
rkдеф : rtдеф = 0,95 - 1,05 ctg a
Текст
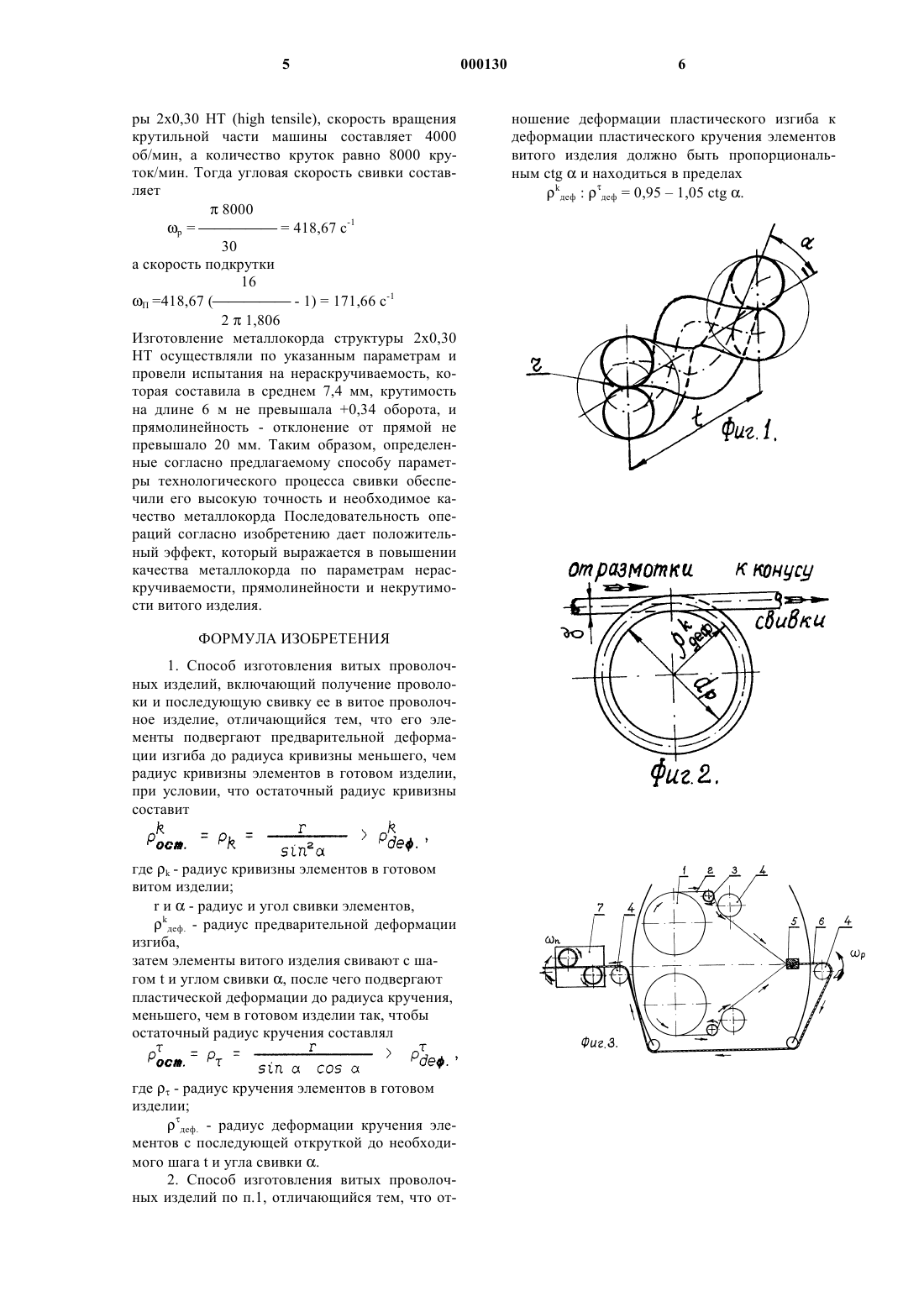
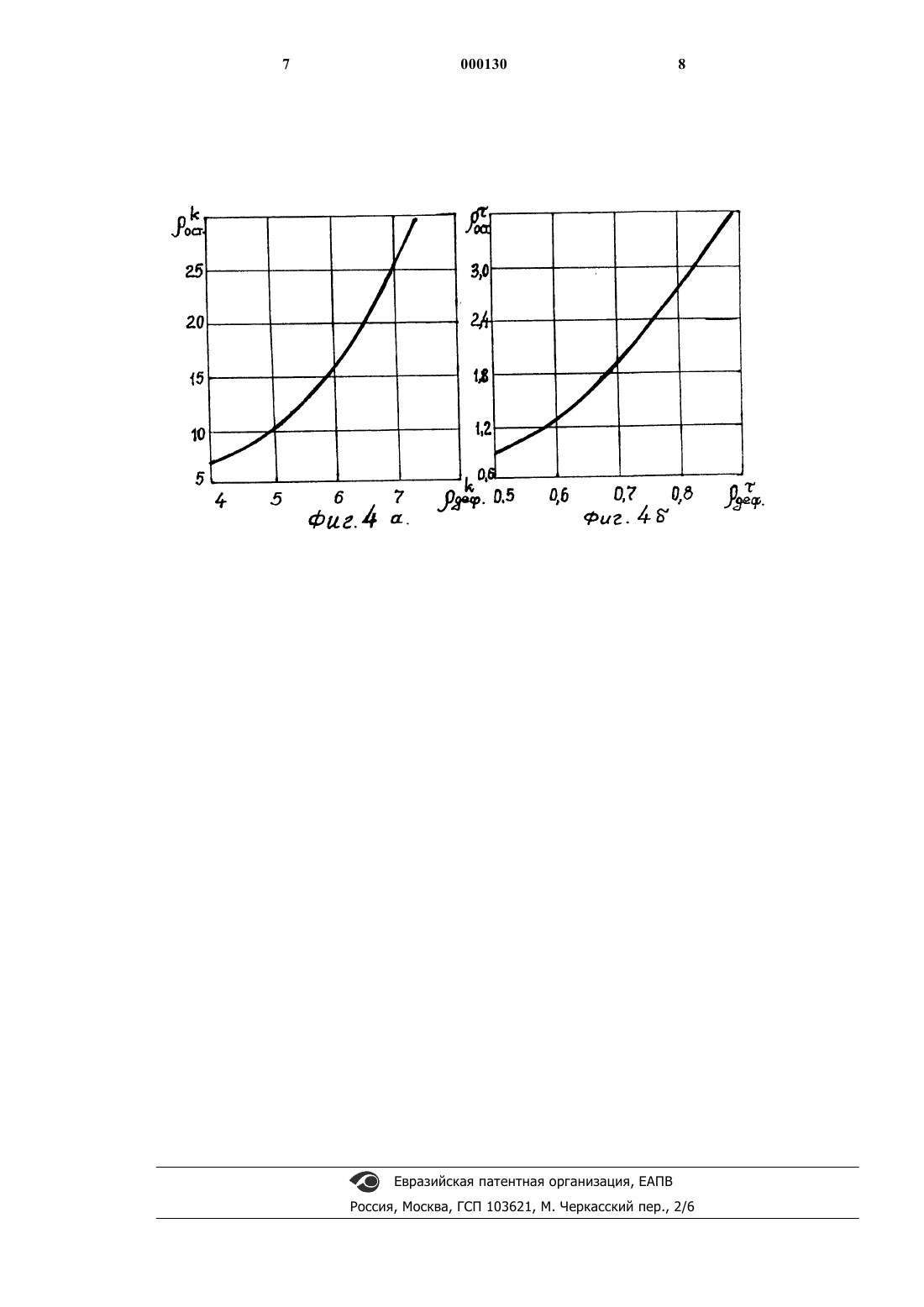
Изобретение относится к металлургическому производству и касается области обработки проволоки и изготовления изделий из нее,в частности относится к соединению проволоки с проволокой, а также может быть отнесено (как дополнительный класс) к разделу канаты, тросы или кабели за исключением электрических, в частности к производству канатов или кабелей. Известен способ производства витых изделий, включающий получение металлических проволок, покрытых металлическим антикоррозионным покрытием, и их свивку в готовое изделие. Наиболее близким по технической сущности и достигаемому эффекту является способ получения витых проволочных изделий, включающий получение металлических проволок,покрытых металлическим антикоррозионным покрытием, в котором каждую из проволок подвергают предварительной деформации изгиба в одной, выбранной для всех проволок плоскости,и последующую свивку проволок в готовое изделие. Недостатком прототипа является низкое качество витых изделий по нераскручиваемости,прямолинейности и некрутимости, т. к. способ не предусматривает пластическое кручение после свивки или в процессе свивки и не устанавливает, при каких соотношениях деформации изгиба и деформации кручения можно достичь необходимых параметров по нераскручиваемости, прямолинейности и некрутимости. В частности, при свивке металлокорда, в котором используют высокопрочную проволоку(более 3000 Н/мм 2), существующий способ явно малоэффективен в силу различия сопротивления деформации отдельных проволок, которое всегда имеет место в результате разброса упругопластических свойств проволоки по длине отдельной нити и между ними. Задачей изобретения является улучшение качества витого проволочного изделия по нераскручиваемости, некрутимости и прямолинейности за счет деформирующего воздействия на его элементы первоначально плоским изгибом, а затем после свивки пластическим кручением. Поставленная задача решается тем, что предварительную деформацию изгиба всех элементов в одной плоскости осуществляют до радиуса кривизны kдеф, меньшего радиуса кривизны элементов в готовом изделии, при условии, что остаточный радиус кривизны составит Затем изделие свивают с шагом t и углом свивки , после чего подвергают деформации пластического кручения так, чтобы радиус остаточного кручения равнялся 2 с последующей откруткой до необходимого шага t и угла свивки . Отношение деформации пластического изгиба к деформации пластического кручения должно быть пропорционально ctg и находиться в пределахkдеф.: деф= 0,95 : 1,05 ctg. Заданные параметры свивки изделия t и угла свивкиобеспечиваются достижением необходимой кривизны и кручения каждого элемента, составляющего изделие, в состоянии разгрузки после пластической деформации при точном соблюдении условия равенства остаточной деформации изгиба и кручения необходимому радиусу изгиба k и радиусу кручения . Чтобы обеспечить соблюдение поставленных условий, экспериментально устанавливают зависимостиkост. = f (kдеф) (4) и ост. =(деф) (5). Исходя из требуемых параметров свивки витого изделия: шага свивки t и радиуса свивкиr, определяемого размерами элементов витой структуры, рассчитывают необходимый радиус остаточной деформации изгиба и кручения по формулам (1) и (2), получив значение угла свивки из соотношения ctg = t/2r. Затем по графикам функций (4) и (5) находят необходимые радиус деформации изгиба kдеф и радиус деформации кручения деф. Величина kдеф. позволяет назначить диаметр деформирующего роликаdp = 2 kдеф. - ,где- диаметр элемента витой структуры (например, проволоки), на котором необходимо изогнуть элемент витой структуры перед свивкой. Таким образом, радиус деформации изгиба элемента витого изделия жестко зафиксирован и точно задан, что обеспечивает выполнение данного параметра спирали, ответственного за нераскручиваемость витой структуры. Радиус деформации кручения витого изделия необходимо задать, используя два параметра кинематики свивочной машины: линейную скорость подачи элементов витой структуры к конусу свивки VП и суммы угловых скоростейротора свивочной машиныи подкручивающего устройства П на основе соотношений: деф. = tдеф./2 или деф = VПcos/2 . Так как величины VП иопределяют шаг свивки витого изделия согласно соотношениюt = VПcos/ и фиксированы, то получение заданного значения радиуса деформации кручения возможно варьированием величины подкрутки П. Контроль правильности определенных значений kдеф. и деф. удобно осуществлять по их отношению, которое должно быть пропорционально котангенсу угла свивки, т.к. Это отношение находится в пределахkдеф. : деф. = 0,95-1,05 ctg. Указанные пределы обусловлены ограничением снизу пределом текучести материала проволоки, ниже которого отсутствует ее пластическая деформация изгиба, а верхний предел обусловлен возможностью отслоения наружного повива проволок от сердечника. Таким образом, величина радиуса деформации кручения также поддается контролю в процессе свивки и пластической деформации кручения элементов витого изделия. Следовательно, точное соблюдение условий равенства остаточных деформаций изгиба и кручения необходимым параметрам свивки достигается контролируемыми величинами радиуса деформации изгиба kдеф. и кручения деф. Указанные условия обеспечивают отсутствие остаточных крутящих и изгибающих моментов как в элементах витого изделия, так и в витом изделии в целом, т.е. его некрутимость и прямолинейность, что существенно улучшает качество витого изделия. Положительным результатом является также упрощение технологии свивки путем разделения сложного деформирующего воздействия, создающего спиральную форму элементов витого изделия, на два более простых деформирующих воздействия: плоский пластический изгиб и одноплоскостное пластическое кручение. Такое дробление деформации уменьшает единичную нагрузку на элементы витого изделия при свивке, снижая вероятность их обрывов при изготовлении витого изделия и в процессе эксплуатации. Сущность изобретения поясняется на фиг.1-4. На фиг.1 показана витая двухпроволочная структура,имеющая параметры свивки:t - шаг, - угол; r - радиус свивки. На фиг.2 представлена схема плоского изгиба элемента витого изделия вокруг тела вращения (блока). На фиг.3 приведена схема реализации предлагаемого способа, где обозначено 1 - питающая катушка; 2 - свиваемый элемент; 3 - изгибающий ролик; 4 - направляющие ролики; 5 - свивочный узел; 6 - витое изделие; 7 - крутильное устройство. На фиг.4 показаны зависимостиkост. = f(kдеф) и ост. = (деф) для стальной проволоки диам. 0,30 мм с временным сопротивлением разрыву В = 2950-3250 Н/мм 2. Возможность реализации предлагаемого способа получения витых проволочных изделий показана на примере изготовления двухпроволочного металлокорда из высокопрочной латунированной проволоки диам. 0,30 мм, предназначенного для армирования шин и других резинотехнических изделий, которые выдвигают особо жесткие требования по нераскручиваемо 000130 4 сти (раскручиваемость не более чем на шаге свивки), некрутимости (кручение вокруг оси витого изделия не более 3 оборота на 6 м) и прямолинейности (нить не должна выходить за пределы коридора шириной 75 мм). Выполнение указанных требований при прочности проволоки, достигающей 3200 Н/мм 2, сопряжено с большими трудностями, связанными главным образом с получением точных параметров спиральной структуры, свободной от остаточных изгибных и крутящих моментов. Предлагаемый способ позволяет достичь высокой точности параметров свивки. Двухпроволочную структуру (фиг.1) конструкции 2 х 0,30 с радиусом свивки r=0,30 мм свивают с шагом свивки t = 16 мм и углом свивкиt 16= arc ctg= arc ctg = 6,719 2r 20,30 Определяют необходимый радиус кривизны и кручения элемента витого изделия по соотношениям 1 и 2:sincosПолагая, что kост = k, a ост = , из графиков на фиг.4 а и 4 б находят радиусы деформации kдеф = 2 х 6,75 мм и деф = 1,806 мм Устанавливают питающие катушки (1) с проволокой диам.= 0,30 мм (2) и деформирующий ролик(3) диаметром dp= 2kдеф. -= 6,75 - 0,30 = 13,2 мм. Проволоки после изгиба на деформирующем ролике подают посредством направляющего ролика (4) к конусу свивки и формируют витую структуру (6) в свивочном узле (5). Затем витая структура через направляющие ролики (4) поступает к подкручивающему устройству (7). Скорость подкрутки витого изделия для осуществления пластического кручения его элементов устанавливают исходя из соотношений: На машинах двойного кручения ТД 2/401, используемых на Белорусском металлургическом заводе при производстве металлокорда структу 5 ры 2 х 0,30 НТ (high tensile), скорость вращения крутильной части машины составляет 4000 об/мин, а количество круток равно 8000 круток/мин. Тогда угловая скорость свивки составляет 8000p == 418,67 с-1 30 а скорость подкрутки 16 П =418,67 ( - 1) = 171,66 с-1 21,806 Изготовление металлокорда структуры 2 х 0,30 НТ осуществляли по указанным параметрам и провели испытания на нераскручиваемость, которая составила в среднем 7,4 мм, крутимость на длине 6 м не превышала +0,34 оборота, и прямолинейность - отклонение от прямой не превышало 20 мм. Таким образом, определенные согласно предлагаемому способу параметры технологического процесса свивки обеспечили его высокую точность и необходимое качество металлокорда Последовательность операций согласно изобретению дает положительный эффект, который выражается в повышении качества металлокорда по параметрам нераскручиваемости, прямолинейности и некрутимости витого изделия. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ изготовления витых проволочных изделий, включающий получение проволоки и последующую свивку ее в витое проволочное изделие, отличающийся тем, что его элементы подвергают предварительной деформации изгиба до радиуса кривизны меньшего, чем радиус кривизны элементов в готовом изделии,при условии, что остаточный радиус кривизны составит где k - радиус кривизны элементов в готовом витом изделии;r и- радиус и угол свивки элементов,kдеф. - радиус предварительной деформации изгиба,затем элементы витого изделия свивают с шагом t и углом свивки , после чего подвергают пластической деформации до радиуса кручения,меньшего, чем в готовом изделии так, чтобы остаточный радиус кручения составлял где- радиус кручения элементов в готовом изделии; деф. - радиус деформации кручения элементов с последующей откруткой до необходимого шага t и угла свивки . 2. Способ изготовления витых проволочных изделий по п.1, отличающийся тем, что от 000130 6 ношение деформации пластического изгиба к деформации пластического кручения элементов витого изделия должно быть пропорциональным ctgи находиться в пределах
МПК / Метки
МПК: D07B 5/10, D07B 7/00, D07B 5/00, D07B 1/06, D07B 3/00, D07B 1/00
Метки: витых, проволочных, способ, производства, изделий
Код ссылки
<a href="https://eas.patents.su/5-130-sposob-proizvodstva-vityh-provolochnyh-izdelijj.html" rel="bookmark" title="База патентов Евразийского Союза">Способ производства витых проволочных изделий</a>
Предыдущий патент: Резьбовое соединение труб
Следующий патент: Горизонтальная тарелка и колонна для контактирования газа и жидкости
Случайный патент: Низколегированная сталь, бесшовные стальные трубы нефтепромыслового сортамента и способ изготовления бесшовной стальной трубы