Соединение концов стального корда
Формула / Реферат
1. Соединение двух концов стального корда, состоящего из нитей (202), заканчивающихся на конце корда заподлицо, которое включает в себя одну секцию (214) соединения концов стального корда друг с другом и одну или две секции (212) фиксации нитей (202) корда, предназначенные для исключения подвижности нитей (202) относительно друг друга, причем указанные одна или две секции (212) фиксации находятся вблизи от секции (214) соединения.
2. Соединение по п.1, включающее в себя одну секцию (212) фиксации, в котором эта секция (212) фиксации находится перед секцией (214) соединения или за ней.
3. Соединение по п.1, включающее в себя две секции (212) фиксации, в котором эти секции (212) фиксации находятся по одной с каждой стороны секции (214) соединения.
4. Соединение по любому из пп.1-3, в котором секция (214) соединения включает в себя сварной шов (204).
5. Соединение по любому из пп.1-4, в котором исключение подвижности нитей (202) в секции (212) фиксации достигается путем их объединения с помощью пайки (216) тугоплавким или мягким припоем.
6. Соединение по любому из пп.1-4, в котором исключение подвижности нитей (202) в секции (212) фиксации достигается путем их объединения с помощью склеивания.
7. Стальной корд, включающий в себя соединение по любому из пп.1-6.
8. Способ соединения двух концов стального корда, состоящего из нитей (202), включающий в себя этапы
соединения концов корда в секции (214) соединения;
фиксации нитей (202) относительно друг друга вблизи от секции (214) соединения.
9. Способ по п.8, в котором нити (202) фиксируют с одной стороны секции (214) соединения.
10. Способ по п.8, в котором нити (202) фиксируют с обеих сторон секции (214) соединения.
11. Способ по любому из пп.8-10, в котором концы стального корда соединяют с помощью приваривания друг к другу.
12. Способ по любому из пп.8-11, в котором нити (202) корда фиксируют относительно друг друга с помощью пайки мягким или тугоплавким припоем.
13. Способ по любому из пп.8-11, в котором нити стального корда фиксируют относительно друг друга с помощью склеивания.

Текст
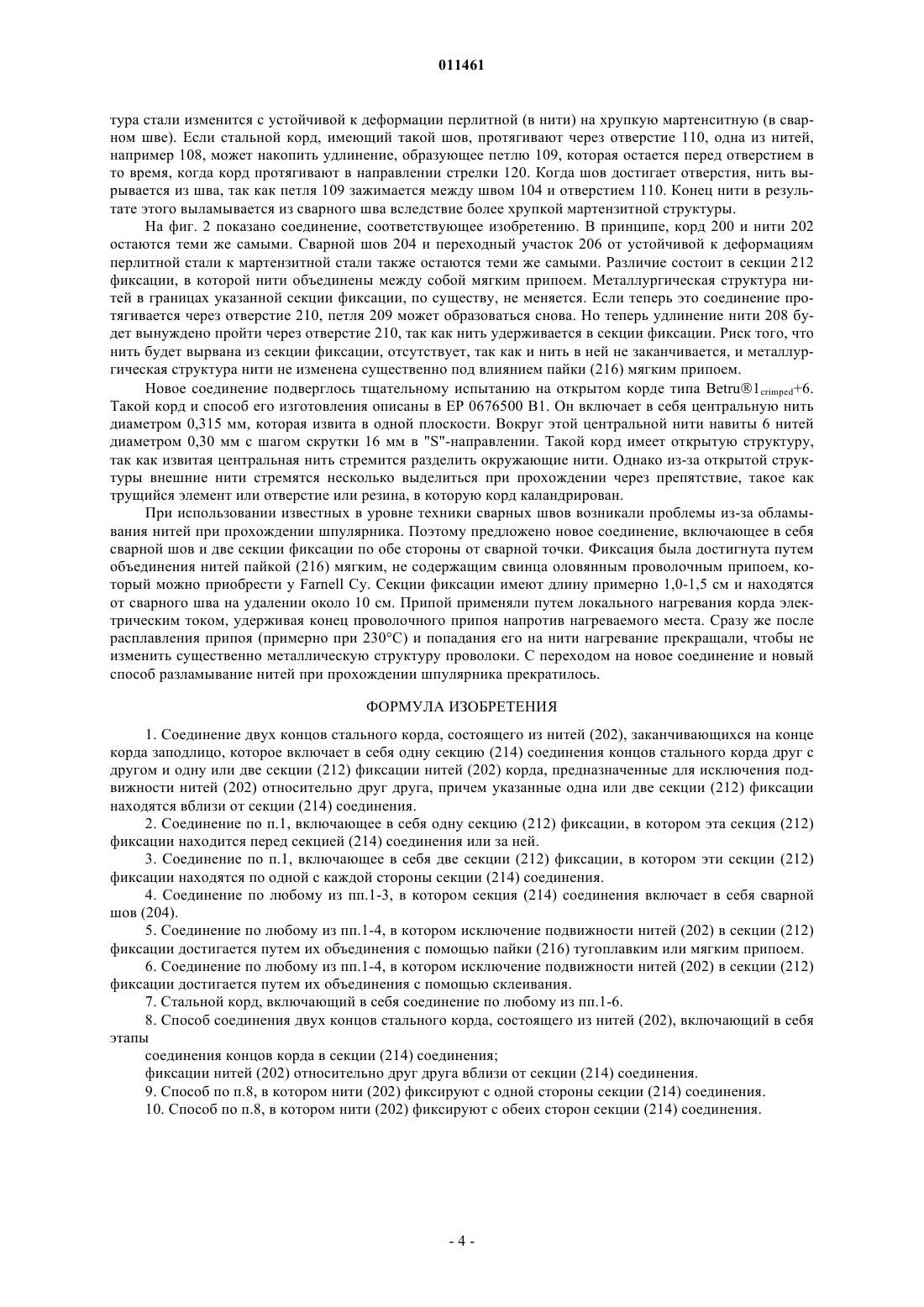
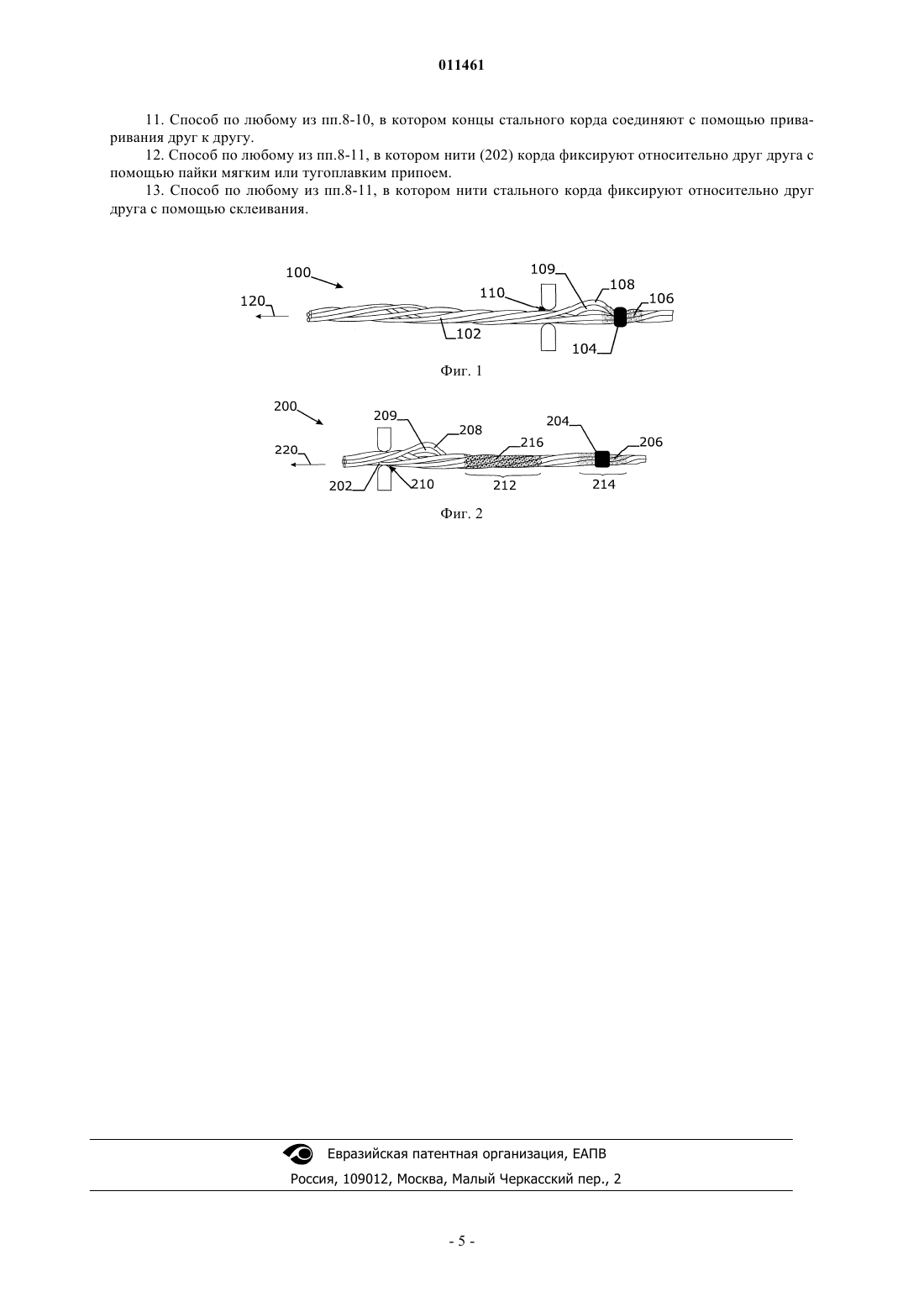
011461 Область техники, к которой относится изобретение Изобретение относится к соединению двух отрезков стального корда, обеспечивающему получение одного непрерывного отрезка, который можно без проблем подвергать дальнейшей обработке. Изобретение относится также к способу осуществления такого соединения. Уровень техники Потребители стального корда предпочитают бобины с кордом желательно большей длины, чтобы уменьшить продолжительность времени простоя дорогих установок, использующих такие корды. Например, стальной корд, который используют для упрочнения конвейерной ленты или каркаса шины, сматывают со шпулярника, в который входит иногда сотни бобин. Эти корды каландрируют параллельно друг к другу в резине, создавая таким образом упрочненный стальным кордом слой для дальнейшей обработки в шину. Замена пустых бобин полными относится к трудоемким операциям, число которых стремятся свести до минимума. Это достигается путем использования бобин большего размера с кордом большей длины. Однако производители стального корда не всегда могут поставлять все бобины полной необходимой длины без обрывов, поскольку длины нитей не всегда кратны конечной длине шпулярника. Кроме того, при изготовлении стального корда эпизодически прерывать процесс могут случайные обрывы. Обрывы происходят из-за дефектов стальных нитей, обусловленных, в частности, не поддающимися деформации включениями, уже присутствующими в необработанном материале. В связи с этим неполные отрезки соединяют между собой и доматывают до необходимой длины. Хотя такое соединение осуществляют очень редко, оно должно без проблем выдерживать процесс каландрирования,поскольку обрыв такого единственного соединения в одной бобине может привести к остановке всего шпулярника, следствием чего будет потеря рабочего времени и испорченный материал. Другим примером непрерывного процесса обработки стальных кордов является обработка стальных кордов, которые используются в качестве стренги в стальных кабелях. Во время заключительного этапа изготовления кабеля такие стренги сматываются с бобин в машине для его изготовления с высокой скоростью. Стренги проходят в машине иногда довольно сложный маршрут, подвергаясь натяжению, скручиванию и изгибанию. И в данном случае обрыв соединения приведет к полной остановке машины и неустранимому обрыву кабеля. В уровне техники известны различные способы соединения между собой отрезков стальных кордов: один из способов заключается в обжиме удерживаемых вплотную друг к другу концов обжимным кольцом. Такое обжимное кольцо может быть изготовлено из легко деформируемого металла, как, например, меди или алюминиевого сплава. Недостаток такого соединения состоит в том, что оно значительно толще самого корда. Стальной корд после сматывания с бобины проходит по многим роликам,трущимся деталям и через отверстия. Обжимное кольцо легко захватывается этими направляющими деталями и разрывается. Следовательно, соединение должно быть намного прочнее; альтернативой способу обжима является применение полимерной муфты. Эта муфта может быть приклеена или подвергнута термической усадке на поверхности концов корда. Хотя такое соединение и более гибкое, проблема диаметра остается. Кроме того, нельзя гарантировать, что данное соединение является достаточно прочным, чтобы выдерживать проявляющиеся во время процесса силы растяжения. Намного чаще применяют соединение стальных кордов в виде сварного шва, описанного вWO 03/100164. Хорошим шов получается при локальном укорачивании шага скрутки на каждом из концов стального корда перед свариванием их встык. В процессе сваривания в очаге расплавленной стали объединяются все нити. В предпочтительном варианте способа за процессом сваривания следует термическое разупрочнение зоны сварки. Хотя прочность корда со сварным швом значительно ниже прочности корда без шва (обычно у шва прочность корда снижается на 50-60%), не это является основной проблемой для дальнейшей обработки корда. Диаметр шва можно изменять путем проковки. Существует норма, согласно которой диаметр в месте сварки не должен превышать диаметр корда больше чем в 1,1 раза. Тем не менее, один большой недостаток способа сварки остается. Стальные корды сделаны из свитых стальных нитей. Стальные нити являются холоднотянутыми и вследствие происходившего процесса деформационного упрочнения их предел прочности на растяжение (разрывное усилие на единицу площади) значительно увеличен. Причина этого увеличения кроется в изменившейся металлургической структуре удлиненных перлитных зерен, в которой дислокации изменены так, чтобы противодействовать скольжению кристаллографических плоскостей относительно друг друга. В процессе сваривания эта структура локально нарушается и в шве формируется отожженная мартензитная структура. Хотя эта структура и является прочной, она более хрупкая. Кроме того, имеется переходная зона между отожженной мартензитной и холоднотянутой зонами, в которой нити имеют свойство легко обламываться при изгибании. Поэтому при работе с кордом не выдерживает ни шов, а обламываются нити очень близко ко шву. Хотя такое обламывание нити может не привести к обрыву корда, отделившийся конец нити высвободится из корда и может быть вырван из него, что приведет к полной остановке процесса. Эта проблема обламывания нитей свойственна всем видам стальных кордов, но особенно серьезна, если сварены так называемые открытые корды. Такие открытые корды состоят из нитей, которым-1 011461 предварительно придана форма тем или иным способом (например, спиралевидная описанным вUS 4258543 способом, ломаная описанным в WO 95/16816 способом или соответствующая EP 1036235B1 форма с двойным извивом). Как следствие предварительного формования, нити могут перемещаться относительно друг друга и не всегда находятся в контакте друг с другом. Если же такой корд проходит через узкое калибровое отверстие или обжимается в процессе покрытия резиной, одна из нитей может становиться длиннее по сравнению с остальными нитями. Эта нить внешне выделяется среди других нитей и проявляет себя как петля, вращающаяся вокруг корда в процессе его сматывания. Через некоторое время петля одной нити может исчезать, а вслед за этим петля может появляться на другой нити. Из уровня техники это явление известно как петлеобразование (sleeving). Само по себе такое петлеобразование относительно безвредно и присуще структуре открытого корда. Однако когда петлеобразование происходит у сварного шва, оно становится разрушительным, так как петля упирается в шов, где все нити сварены воедино. Нить дальше двигаться не может и обламывается между остановленной петлей и швом. Она выдергивается и образует комок проволоки. Если остановить процесс достаточно быстро,повреждение может быть прекращено. Если этого не сделать, корд оборвется и запутает корды, что приведет к повреждению шпулярника. До настоящего изобретения нельзя было поставлять открытые корды, имевшие швы. Хотя большинство швов и проходят, не приводя к проблемам обламывания нитей, вероятность выживаемости никогда не была достаточной для устойчивого и экономически эффективного процесса. С появлением соответствующего изобретению соединения проблема обламывания нитей становится проблемой прошлого. Сущность изобретения Главной целью настоящего изобретения является разработка способа соединения стальных кордов,которое не вызывает проблем, свойственных ранее известным способам соединения. Более конкретно,целью изобретения является исключение проблемы обламывания нитей. Еще более конкретно, целью является исключение этих проблем в различных процессах, таких как производство стальных кабелей, при котором стальной корд используется в машине для производства кабелей в качестве стренги; производство упрочненных стальным кордом изделий из эластомеров, таких как резиновые слои при изготовлении шин, или полиуретановый приводной ремень, или резиновая транспортерная лента,или резиновый шланг, или другие аналогичные изделия. Далее изобретение будет раскрыто более подробно. В соответствии с главной целью изобретения соответствующее ему соединение представляет собой известное соединение конец-в-конец двух концов стального корда (независимый п.1). Нити на обоих концах прерывают одинаково, например, путем разрезания их кабельными ножницами заподлицо. Оба конца соединяют друг с другом, образуя тем самым секцию соединения. В этой секции соединения скреплены все концы нитей. Секция соединения в основном передает все нагрузки и моменты сил, воздействующие на первый стальной корд, второму стальному корду. Соответствующее изобретению соединение отличается от известных соединений тем, что вблизи от секции соединения имеется секция фиксации. В этой секции фиксации все нити неподвижны относительно друг друга, т.е. они не могут перемещаться относительно друг друга ни в радиальном, ни в продольном направлениях. В секции фиксации нити не прерываются. Роль секции фиксации состоит в изолировании любого петлеобразования, которое может быть, от секции соединения. Другими словами, благодаря тому, что нити в секции фиксации не могут перемещаться относительно друг друга, любое приращение длины, которое может быть в процессе сматывания у нити у препятствия, такого как направляющий элемент или отверстие, прекратится у секции фиксации и затем будет протянуто через препятствие, не достигнув секции соединения. Следовательно, риска того,что нить будет вырвана из секции соединения, больше нет. Из вышеприведенного объяснения для специалиста в данной области техники понятно, какое расстояние между секциями фиксации и соединения обозначается выражениями вблизи от или недалеко от секции соединения. Это расстояние должно быть меньше того расстояния, на протяжении которого может образоваться удлинение. Интуитивно понятно, что большее удлинение в расчете на единицу длины корда может образоваться, если шаг скрутки короткий. Это обусловлено тем, что более короткий шаг скрутки предполагает более значительную длину нити в расчете на единицу длины корда, и, следовательно, при применении более короткого шага скрутки накопление петель в расчете на единицу длины корда, который проходит препятствие, будет больше. Под длиной скрутки стального корда понимают длину участка корда, на протяжении которого нить совершает один оборот вокруг оси корда. Расстояние между секциями фиксации и соединения лучше выражать, следовательно, количеством шагов скрутки корда. Безусловно, если это расстояние меньше примерно 50 шагов скрутки стального корда, риск образования удлинения небольшой. Лучше даже, если это расстояние меньше 10 шагов скрутки стального корда. Причина, почему секция фиксации не может соединяться с секций соединения, отсутствует. Важно то, чтобы удлинение никогда не достигало секции соединения. На практике расстояние между секцией фиксации и секцией соединения находится в пределах от нескольких миллиметров до нескольких сан-2 011461 тиметров, например от 1 до 10 см. Длина секции фиксации должна быть достаточной для того, чтобы удержать отклоняющуюся нить,соединенную с другими нитями, во время прохождения удлинением препятствия. Это будет зависеть от типа используемого фиксирующего средства (см. далее). Тем не менее, длина секции фиксации не должна быть слишком большой, так как в этой секции корд становится значительно жестче: нити ведь не могут больше действовать независимо друг от друга. В производстве имеются фиксирующие устройства,обеспечивающие длину участка фиксации меньше 2 см. Предпочтительно очередность, в которой новое соединение подходит к препятствию, такова, что сначала препятствие проходит секция фиксации, а затем секция соединения. Если известно, что порядок движения будет таким, то для предотвращения вырывания нитей из секции соединения достаточно одной секции фиксации (зависимый п.2). Поэтому при намотке и соединения последней бобины первой должна быть выполнена секция соединения, а за ней секция фиксации, поскольку во время использования последовательность будет обратная. Однако существует небольшой риск того, что бобины будут снова перемотаны и это приведет, конечно, к обратному порядку следования секций. Если необходимо исключить этот небольшой риск полностью, лучше выполнить секцию фиксации с обеих сторон секции соединения(зависимый п.3). Эти секции фиксации должны быть, следовательно, расположенными по обе стороны от секции соединения. Для соединения концов стального корда можно применять разные способы соединения. Наиболее предпочтительным является сварной шов (зависимый п.4), описанный в предыдущем разделе. Он может быть легко сделан в условиях производства небольшим передвижным сварочным аппаратом, причем для этого не нужно дополнительных материалов и это может быть сделано очень быстро. Более того, сварной шов можно проковывать, поэтому его наибольший внешний диаметр примерно равен диаметру корда. Этот предпочтительный способ не исключает, однако, других средств для соединения, таких как приклеивание концов друг к другу. Вязка узлов является наименее предпочтительной, так как приводит к неприемлемому увеличению диаметра в месте соединения. Имеются также несколько способов фиксации. Важно, чтобы они делали нити неподвижными относительно друг друга и чтобы нити оставались целыми и неизмененными. Сплавление нитей (например,путем нагревания их сварочным аппаратом до красного каления) не является предпочтительным вариантом, поскольку при этом структура стали в секции фиксации переходит в более хрупкую мартенситную фазу. Лучше их склеивать (зависимый п.6), поскольку в результате этого металлографическая структура совершенно не изменяется. При этом для высыхания клея потребуется определенное количество времени, а прочность фиксации может быть лучше. Намного более предпочтительным способом придания нитям неподвижности может быть пайка мягким припоем или пайка твердым припоем (зависимый п.5). Такая фиксация является прочной, поскольку расплавленный припой хорошо покрывает и объединяет все стальные нити, делается быстро и не изменяет существенно металлографическую структуру стали. Заявлен также стальной корд любого вида (на бобине для шпулярника, на машинной бобине, в резиновой оплетке или в любой другой форме), имеющий такое соединение (независимый п.7). Соединение легко обнаружить путем визуального наблюдения или с помощью магнитных или других средств. Второй аспект изобретения относится к способу осуществления такого соединения (независимый п.8). По существу, он состоит из двух этапов: сначала стальные корды соединяют в секции соединения,затем следует этап придания нитям неподвижности в стальном корде. Первый этап известен в уровне техники и является простым. После разрезания нитей заподлицо на двух концах их предпочтительно приваривают друг к другу (хотя в равной степени применимы и другие способы соединения, как было объяснено выше). Ссылка сделана на заявку WO 03/100164, в которой этот способ хорошо объяснен (см. со строки 20 на с. 3 до строки 25 на с. 4). Второй этап является изобретением, так как нити на этом этапе соединяют друг с другом недалеко от секции соединения. Кроме того, второй этап может быть применен или с одной стороны секции соединения (зависимый п.9), или с обеих сторон секции соединения (зависимый п.10). Секция соединения может включать в себя сварной шов (зависимый п.11) или может быть исполнена любым другим способом, известным в уровне техники. Придание нитям неподвижности осуществляется предпочтительно путем объединения их пайкой твердым припоем или пайкой мягким припоем (зависимый п.12) или путем их склеивания (зависимый п.13). Перечень фигур чертежей Далее изобретение излагается более подробно со ссылками на прилагаемые чертежи, на которых: фиг. 1 показывает известное в уровне техники соединение и проблему обламывания нитей, свойственную этому типу соединения; фиг. 2 показывает соответствующий изобретению тип соединения и способствует объяснению того,как изобретение решает эту проблему. Сведения, подтверждающие возможность осуществления изобретения Фиг. 1 показывает известное в уровне техники соединение, примененное к открытому корду 100. Такой корд состоит из нескольких нитей 102, которые неплотно свиты друг с другом. Если между двумя концами такого корда сделан сварной шов 104, образуется участок 106, на котором металлическая струк-3 011461 тура стали изменится с устойчивой к деформации перлитной (в нити) на хрупкую мартенситную (в сварном шве). Если стальной корд, имеющий такой шов, протягивают через отверстие 110, одна из нитей,например 108, может накопить удлинение, образующее петлю 109, которая остается перед отверстием в то время, когда корд протягивают в направлении стрелки 120. Когда шов достигает отверстия, нить вырывается из шва, так как петля 109 зажимается между швом 104 и отверстием 110. Конец нити в результате этого выламывается из сварного шва вследствие более хрупкой мартензитной структуры. На фиг. 2 показано соединение, соответствующее изобретению. В принципе, корд 200 и нити 202 остаются теми же самыми. Сварной шов 204 и переходный участок 206 от устойчивой к деформациям перлитной стали к мартензитной стали также остаются теми же самыми. Различие состоит в секции 212 фиксации, в которой нити объединены между собой мягким припоем. Металлургическая структура нитей в границах указанной секции фиксации, по существу, не меняется. Если теперь это соединение протягивается через отверстие 210, петля 209 может образоваться снова. Но теперь удлинение нити 208 будет вынуждено пройти через отверстие 210, так как нить удерживается в секции фиксации. Риск того, что нить будет вырвана из секции фиксации, отсутствует, так как и нить в ней не заканчивается, и металлургическая структура нити не изменена существенно под влиянием пайки (216) мягким припоем. Новое соединение подверглось тщательному испытанию на открытом корде типа Betru1crimped+6. Такой корд и способ его изготовления описаны в EP 0676500 B1. Он включает в себя центральную нить диаметром 0,315 мм, которая извита в одной плоскости. Вокруг этой центральной нити навиты 6 нитей диаметром 0,30 мм с шагом скрутки 16 мм в "S"-направлении. Такой корд имеет открытую структуру,так как извитая центральная нить стремится разделить окружающие нити. Однако из-за открытой структуры внешние нити стремятся несколько выделиться при прохождении через препятствие, такое как трущийся элемент или отверстие или резина, в которую корд каландрирован. При использовании известных в уровне техники сварных швов возникали проблемы из-за обламывания нитей при прохождении шпулярника. Поэтому предложено новое соединение, включающее в себя сварной шов и две секции фиксации по обе стороны от сварной точки. Фиксация была достигнута путем объединения нитей пайкой (216) мягким, не содержащим свинца оловянным проволочным припоем, который можно приобрести у Farnell Cy. Секции фиксации имеют длину примерно 1,0-1,5 см и находятся от сварного шва на удалении около 10 см. Припой применяли путем локального нагревания корда электрическим током, удерживая конец проволочного припоя напротив нагреваемого места. Сразу же после расплавления припоя (примерно при 230C) и попадания его на нити нагревание прекращали, чтобы не изменить существенно металлическую структуру проволоки. С переходом на новое соединение и новый способ разламывание нитей при прохождении шпулярника прекратилось. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Соединение двух концов стального корда, состоящего из нитей (202), заканчивающихся на конце корда заподлицо, которое включает в себя одну секцию (214) соединения концов стального корда друг с другом и одну или две секции (212) фиксации нитей (202) корда, предназначенные для исключения подвижности нитей (202) относительно друг друга, причем указанные одна или две секции (212) фиксации находятся вблизи от секции (214) соединения. 2. Соединение по п.1, включающее в себя одну секцию (212) фиксации, в котором эта секция (212) фиксации находится перед секцией (214) соединения или за ней. 3. Соединение по п.1, включающее в себя две секции (212) фиксации, в котором эти секции (212) фиксации находятся по одной с каждой стороны секции (214) соединения. 4. Соединение по любому из пп.1-3, в котором секция (214) соединения включает в себя сварной шов (204). 5. Соединение по любому из пп.1-4, в котором исключение подвижности нитей (202) в секции (212) фиксации достигается путем их объединения с помощью пайки (216) тугоплавким или мягким припоем. 6. Соединение по любому из пп.1-4, в котором исключение подвижности нитей (202) в секции (212) фиксации достигается путем их объединения с помощью склеивания. 7. Стальной корд, включающий в себя соединение по любому из пп.1-6. 8. Способ соединения двух концов стального корда, состоящего из нитей (202), включающий в себя этапы соединения концов корда в секции (214) соединения; фиксации нитей (202) относительно друг друга вблизи от секции (214) соединения. 9. Способ по п.8, в котором нити (202) фиксируют с одной стороны секции (214) соединения. 10. Способ по п.8, в котором нити (202) фиксируют с обеих сторон секции (214) соединения.-4 011461 11. Способ по любому из пп.8-10, в котором концы стального корда соединяют с помощью приваривания друг к другу. 12. Способ по любому из пп.8-11, в котором нити (202) корда фиксируют относительно друг друга с помощью пайки мягким или тугоплавким припоем. 13. Способ по любому из пп.8-11, в котором нити стального корда фиксируют относительно друг друга с помощью склеивания.
МПК / Метки
МПК: D07B 1/06, B65H 69/00
Метки: концов, корда, соединение, стального
Код ссылки
<a href="https://eas.patents.su/6-11461-soedinenie-koncov-stalnogo-korda.html" rel="bookmark" title="База патентов Евразийского Союза">Соединение концов стального корда</a>
Способ непрерывного получения комплексной эластичной уточной нити из сложного полиэфира для ткани шинного корда
Номер патента: 12
Опубликовано: 30.12.1997
Авторы: Шаффнер Пауль, Фишер Клаус
Метки: способ, непрерывного, полиэфира, ткани, нити, уточной, эластичной, сложного, шинного, комплексной, получения, корда
Формула / Реферат:
1. Способ непрерывного получения комплексной, эластичной уточной нити из элементарных частично ориентированных нитей из сложного полиэфира для ткани шинного корда, отличающийся тем, что элементарную частично ориентированную нить из полиэфира с исходным титром 170-260 дтекс подвергают пневмосоединению посредством находящегося под давлением 0,5-3 бар газа в приборе для пневмосоединения и непосредственно после этого подвергают усадке с опережением...
Способ и станок для изготовления корда
Номер патента: 8307
Опубликовано: 27.04.2007
Авторы: Ван Пюйенбрёк Марсель, Вобур Жан-Пьерр
МПК: D07B 7/02
Метки: способ, изготовления, станок, корда
Формула / Реферат:
1. Способ изготовления корда, заключающийся в том, что в устройстве для формирования пучка множество проволок собирают в пучок, собранные в пучок проволоки обжимают в зазоре между зубчатыми поверхностями находящихся в зацеплении обжимных колес и на пути скрутки обжатые проволоки скручивают друг с другом, отличающийся тем, что проволоки собирают в пучок таким образом, что плотно прижатые друг к другу в пучке проволоки лежат в одной плоскости, и...
Устройство для резки стального каната
Номер патента: 342
Опубликовано: 29.04.1999
Автор: Ровенский Сергей Николаевич
МПК: B26B 17/00, B23D 29/00
Метки: устройство, стального, резки, каната
Формула / Реферат:
Устройство для peзки стального каната, содержащее коробчатый корпус, подвижную и неподвижную рукоятки, храповой механизм, неподвижную опору с режущей сегментной впадиной и с шарнирно закрепленным на ней сектором с зубчатым венцом храпового механизма на его периферии, имеющем ступенчатые режущие кромки, отличающееся тем, что сектор выполнен в виде двуплечего рычага первого рода, образующего с концевой частью неподвижной опоры открытую зону...
Способ и устройство для определения толщины обедненной хромом зоны поверхностной области стального элемента
Номер патента: 8014
Опубликовано: 27.02.2007
Авторы: Эдвин Эмиль, Арнесен Торе
МПК: G01N 27/80, G01N 33/20
Метки: элемента, хромом, стального, зоны, определения, обедненной, толщины, области, поверхностной, устройство, способ
Формула / Реферат:
1. Способ мониторинга состояния и/или функционирования печи, включающий операцию измерения обеднения хромом приповерхностного слоя стального элемента. 2. Способ по п.1, где стальной элемент - это трубка в пиролизной печи, по которой протекают углеводороды. 3. Способ по п.1 или 2, дополнительно включающий операцию использования измерения обеднения хромом приповерхностного слоя для оценки состояния поверхностного оксидного слоя. 4. Способ по...
Циклическое пептидное соединение и его применение, бициклопептидное соединение, пептидное соединение и его применение, фармацевтическая композиция
Номер патента: 2819
Опубликовано: 31.10.2002
Авторы: Кондон Стефен М., Мориз Изабелль
МПК: A61K 38/12, C07K 7/64, A61P 19/00...
Метки: композиция, применение, пептидное, бициклопептидное, фармацевтическая, соединение, циклическое
Формула / Реферат:
1. Циклическое пептидное соединение формулы X-A10-A11-A12-A13-A14-A15-A16-A17-A18-A19-A20-A21-A22-A23-A24-A25-A26-A27-Y, или его фармацевтически приемлемая соль, или пролекарственный предшественник, где Х выбирают из группы, состоящей из (a) R1a-Ao-A1-A2-A3-A4-A5-A6-A7-A8-A9-, (b) R1a-А2-А3-А4-А5-А6-А7-А8-А9-, (c) R1b-А3-А4-А5-А6-А7-А8-А9-, (d) R1a-A4-A5-A6-A7-A8-A9-, (e) R1a-A5-A6-A7-A8-A9-, (f) R1a-А6-А7-А8-А9-, (g) R1a-A7-A8-A9-, (h)...
Предыдущий патент: Встроенная установка для плавательного бассейна
Следующий патент: Хирургический светильник с управлением световым излучением
Случайный патент: Система изолирования пространства ствола скважины