Способ закупоривания отверстия и охлаждающий элемент, изготовленный при использовании этого способа
Формула / Реферат
1. Способ закупоривания отверстия, в частности отверстия в охлаждающем элементе, при котором в отверстии (9), сформированном в детали, изготовленной, в основном, из меди, например в корпусе (2) охлаждающего элемента (1), располагают пробку (8), изготовленную, в основном, из меди, отличающийся тем, что между боковой поверхностью (11) пробки (8) и внутренней поверхностью (13) отверстия располагают твердый припой (10) с температурой плавления, меньшей чем температура плавления деталей, подлежащих соединению друг с другом, и на поверхность твердого припоя (10) и/или, по меньшей мере, на одну из поверхностей (11, 13), подлежащих соединению, наносят слой олова (Sn), зону спая между пробкой (8) и деталью нагревают, по меньшей мере, до температуры плавления твердого припоя или до температуры, близкой к этой, после чего зону спая охлаждают.
2. Способ по п.1, отличающийся тем, что твердый припой (10) вводят в отверстие (9), предусмотренное в корпусе (2), и/или наносят на подлежащую пайке боковую поверхность (11) пробки (8) перед введением этой пробки в отверстие.
3. Способ по п.1 или 2, отличающийся тем, что применяют твердый припой (10) в виде фольги.
4. Способ по любому из пп.1-3, отличающийся тем, что твердый припой (10) выбирают из группы, включающей в себя совокупность серебра и меди, алюминия и меди, олова и меди, сурьмы и меди.
5. Способ по любому из пп.1-4, отличающийся тем, что при заданном составе сплава твердый припой (10) имеет эвтектический состав с медью.
6. Способ по любому из пп.1-3, отличающийся тем, что твердый припой (10) представляет собой, в основном, серебро.
7. Способ по любому из пп.1-3, отличающийся тем, что твердый припой (10) представляет собой, в основном, алюминий.
8. Способ по любому из предыдущих пп.1-7, отличающийся тем, что толщину твердого припоя в виде фольги выбирают от 10 до 500 мкм, преимущественно от 20 до 100 мкм.
9. Способ по п.8, отличающийся тем, что толщина фольги на среднем участке составляет от 10 до 100 мкм, а на поверхностных участках от 1 до 20 мкм.
10. Способ по любому из предыдущих пп.1-9, отличающийся тем, что, в дополнение к пайке твердым припоем, пробку (8) приваривают к корпусному элементу (2).
11. Охлаждающий элемент для печей, содержащий изготовленный, в основном, из меди корпус и выполненные в корпусе (2) каналы (3, 4, 5) для циркуляции охлаждающего вещества с сформированными при изготовлении отверстиями, выходящими на поверхность охлаждающего элемента, по меньшей мере, часть из которых закупорена пробкой, отличающийся тем, что спай пробки (8) и корпуса (2) выполнен в виде диффузионного оловосодержащего соединения.
12. Охлаждающий элемент по п.11, отличающийся тем, что поверхности спая образованы, в основном, боковой поверхностью (11) пробки и внутренней поверхностью (13) отверстия.
13. Охлаждающий элемент по п.11 или 12, отличающийся тем, что пробка (8) содержит резьбовую часть (12) и подлежащую припаиванию коническую боковую поверхность (11).
14. Охлаждающий элемент по любому из пп.12-13, отличающийся тем, что спай образован с использованием твердого припоя в виде фольги (10), расположенной между спаиваемыми поверхностями (11, 13).
15. Охлаждающий элемент по любому из предыдущих пп.11-14, отличающийся тем, что предназначенная для припаивания поверхность (11) спая пробки (8) выполнена самоцентрируемой.

Текст
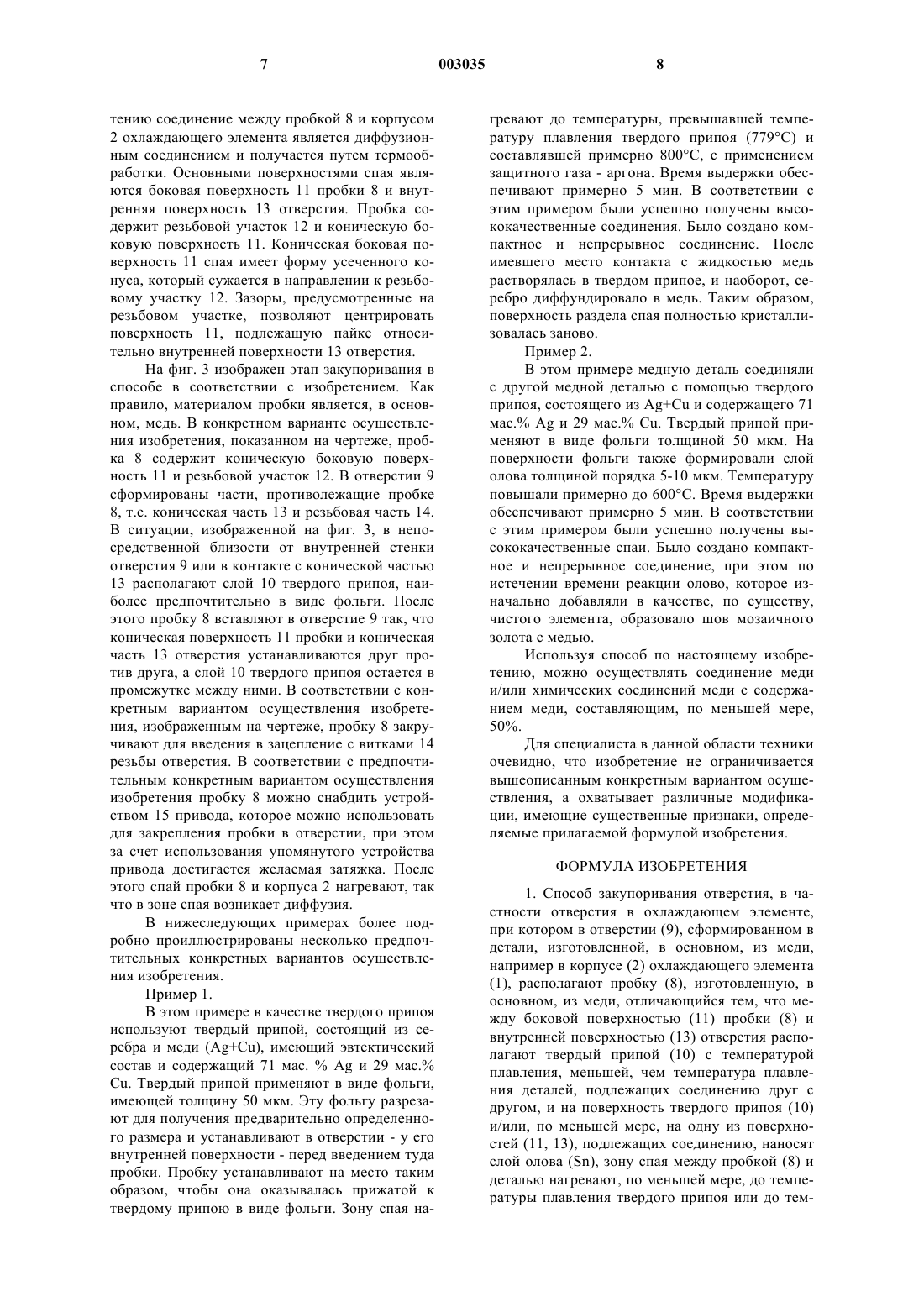
1 Настоящее изобретение относится к способу закупоривания отверстия и к охлаждающему элементу, при изготовлении которого используется данный способ. Изобретение относится к способу закупоривания отверстия, при котором в отверстие,выполненное в объекте, изготовленном, в основном, из меди, таком как корпусной элемент охлаждающего элемента, вставляют пробку,изготовленную, в основном, из меди. Подлежащие закупориванию отверстия применяются,например, в охлаждающих элементах, предназначенных для охлаждения конструкций печей,используемых в металлургической промышленности, таких как печи для плавления во взвешенном состоянии или доменные печи, используемые в сталелитейной промышленности, или в охлаждающих каналах желобов, используемых для проводки расплавленного металла. Обычно охлаждающие элементы изготовлены из меди и снабжены продольными и/или поперечными каналами, в которых циркулирует охлаждающее вещество. Часть отверстий, образующих систему каналов охлаждающего элемента, закупорены, так чтобы в этом элементе осталось лишь необходимое количество впускных отверстий, через которые охлаждающее вещество подают в этот элемент, и выпускных отверстий, через которые охлаждающее вещество выводят из этого элемента. В соответствии с известным способом закупоривания охлаждающий элемент снабжают пробкой, которую устанавливают в отверстие, подлежащее закупориванию посредством герметичного соединения,обеспечиваемого наружной сваркой к корпусу охлаждающего элемента, как правило, со сварным швом, с глубиной около 6 мм. Перед проведением сварки заготовки предварительно нагревают до достаточно высокой температуры. На этапе нагрева велик риск окисления укупорочного соединения, и в этот момент известное из уровня техники укупорочное соединение подвержено дефектам, вызываемым, помимо прочих факторов, коррозией. Например, атмосфера, преобладающая в пространстве печи для плавления во взвешенном состоянии и содержащая, помимо других компонентов, газ SO2,вызывает коррозию, которая протекает в форме реакции сульфатирования. Чтобы предотвратить риск повреждения укупорочного соединения и возможную утечку охлаждающего вещества в результате этого, было необходимо очень часто заменять охлаждающие элементы. В основу настоящего изобретения положена задача разработать способ закупоривания отверстия, в частности отверстия охлаждающего элемента, свободный от недостатков известного уровня техники, а также охлаждающий элемент, который имел бы больший срок службы, чем известные из уровня техники охлаждающие элементы. 2 Изобретение характеризуется признаками,изложенными в прилагаемой формуле изобретения. Поставленная задача решается тем, что в способе закупоривания отверстия согласно изобретению между боковой поверхностью пробки и внутренней поверхностью отверстия располагают твердый припой с температурой плавления, меньшей, чем температура плавления деталей, подлежащих соединению друг с другом, и нагревают, по меньшей мере, область соединения пробки и корпусного элемента объекта, такого как корпусной элемент охлаждающего элемента, по меньшей мере, до температуры плавления твердого припоя или до температуры,близкой к этой, после чего охлаждают соединение. Посредством способа согласно настоящему изобретению получают соединение, которое проходит на желаемую глубину в продольном направлении пробки. Согласно предпочтительному варианту осуществления изобретения твердый припой применяют в виде фольги. Такой вид твердого припоя обеспечивает то, что с ним легко обращаться и его можно поместить в спае точно в желаемой точке, так что получение соединений происходит без затруднений. Согласно одному из вариантов осуществления настоящего изобретения твердый припой выбирают из группы, включающей в себя в качестве составляющих Ag+Cu, Al+Cu, Sn+Cu иSb+Cu. В способе согласно настоящему изобретению соединение получают путем применения метода диффузии, при котором компоненты меди или сплава меди и твердого припоя частично растворяют на поверхности контакта. Таким образом получают высококачественное соединение. В случае применения медных сплавов это становится возможным за счет компонентов,возникающих, по меньшей мере, в системах,содержащих сплавы Cu-Ag, Cu-Al, Cu-Sn и CuSb, которые плавятся при относительно низких температурах и содержат большое количество таких компонент сплавов или даже представляют собой чистые компоненты сплавов. Таким образом, в некоторых вариантах осуществления изобретения можно использовать, например,исключительно алюмоносную фольгу. Балансы фаз упомянутых двойных сплавов в предлагаемом способе можно заменить балансом фаз тройных сплавов (или балансом фаз сплавов даже с большим количеством компонентов). Согласно предпочтительному варианту осуществления изобретения при заданном составе сплава твердый припой имеет эвтектический состав с медью. Путем применения твердых припоев для диффузионного соединения, образуемого в виде достаточно тонких, оптимальных по толщине слоев, можно с помощью механизма диффузии - даже при низких рабочих температурах - получать в конечной структуре твердые фазы с более высокой (на сотни градусов) температурой плавления, чем исходный твердый 3 припой. Поэтому соединение получается очень прочным и надежным, оно выдерживает более высокие температуры, чем выдержал бы чистый твердый припой. При выполнении соединения можно использовать фольгу (твердый припой в виде полоски) или твердый припой в виде проволоки. На поверхности, подлежащие соединению друг с другом, можно заранее нанести тонкие слои материала сплава. Тепло, необходимое для механизма диффузии между твердым припоем и деталями, подлежащими соединению друг с другом, можно вырабатывать за счет нагрева с помощью нагревательного средства, например горелки, работающей на сжиженном газе. Можно также использовать другие подходящие нагревательные устройства для нагрева области соединения, например индукционные нагревательные устройства. Если помимо диффузионного соединения в спае также используют сварку поверхности пробки, то при получении диффузионного соединения можно аналогичным образом использовать тепло сварки,выделяемое при сварке поверхности. На поверхности твердого припоя в виде фольги и/или, по меньшей мере, на одной из поверхностей, подлежащих соединению друг с другом, перед получением соединения наносят слой олова (Sn). Нанесение олова снижает температуру, необходимую для получения соединения. Нанесение олова также предотвращает окисление поверхностей, подлежащих соединению, что позволяет не применять газозащитные устройства в связи с получением соединения. Чтобы инициировать реакции фазовых переходов и получить оптимальную структуру шва,между фольгой, состоящей из серебра и меди(Ag+Cu), и деталью, подлежащей соединению,достаточно нанести слой олова порядка нескольких микрометров. Метод, соответствующий этому способу, может применяться не только для состава Ag+Cu, возможно также использование чисто серебряной (Ag) фольги. Создание соединения происходит быстро, что является результатом диффузии расплавленных и твердых материалов, а также последующих реакций фазовых переходов, уже при температурах подогрева, обеспечиваемых за счет сварки. Посредством применения способа согласно настоящему изобретению обеспечена возможность создания твердых припоев, которые обладают хорошей стойкостью к атмосфере, содержащей газы, присутствующие в пространстве печи. Например, твердый припой, состоящий изAg+Cu, хорошо выдерживает SО 2-несущую атмосферу печи для плавления во взвешенном состоянии. Что касается коррозии, имеющий место в рабочей среде, то олово созданного мозаичного золота более устойчиво, поскольку оно не сульфатируется так, как цинк и медь. Серебро, которое растворено в фазах шва спая, повышает стойкость мозаичного золота к коррозии. 4 Поставленная задача решается за счет того, что в охлаждающем элементе для печей, содержащем корпус, изготовленный, в основном,из меди, и каналы для циркуляции охлаждающего вещества, выполненные в корпусе с образованием отверстий на его поверхности, по меньшей мере, часть которых закупорена пробками, согласно изобретению соединение между пробкой и корпусом выполнено в виде диффузионного оловосодержащего соединения. Охлаждающий элемент в соответствии с настоящим изобретением обладает высокой стойкостью к атмосфере, преобладающей в печах. Поверхности соединения образованы, в основном, боковой поверхностью пробки и внутренней поверхностью отверстия. Таким образом, соединение имеет достаточно большую длину в продольном направлении пробки. Соединение выполнено за счет использования твердого припоя в виде фольги, расположенного в промежутке между соединяемыми поверхностями. Пробка содержит резьбовой участок и конический соединительный участок. Посредством резьбового участка соединяемые поверхности прижимаются друг к другу с образованием высококачественного соединения. Соединительный участок пробки выполняется самоцентрируемым, с обеспечением того, что соединяемые поверхности устанавливаются вровень друг с другом. Другие признаки и преимущества изобретения станут понятны из нижеследующего описания, приведенного со ссылками на прилагаемые чертежи, где фиг. 1 изображает схематически охлаждающий элемент по одному из вариантов осуществления настоящего изобретения; фиг. 2 - охлаждающий элемент по фиг. 1, в разрезе по линии А-А; фиг. 3 - схематически этап способа согласно настоящему изобретению, когда пробку запаивают в отверстии, выполненном в охлаждающем элементе. Изобретение относится к способу закупоривания отверстия, в частности отверстия, выполненного в охлаждающем элементе, при котором в отверстии 9, выполненном в детали,состоящей, в основном, из меди и являющейся,например, корпусом 2 охлаждающего элемента 1, располагают пробку 8, состоящую, в основном, из меди. На фиг. 1 изображен охлаждающий элемент 1, изготовленный путем применения способа согласно настоящему изобретению. Охлаждающий элемент 1 обычно изготовлен из меди. В корпусе 2 охлаждающего элемента 1 выполнена, например, путем сверления или литьевого формования система каналов 3, 4, 5,по которой циркулирует охлаждающее вещество, например вода, когда охлаждающий элемент 1 установлен в стенке печи. В примере, изображенном на чертеже, система каналов получена путем выполнения отверстий 3, 4, 5, проходящих сквозь корпус 2. Отверстия 3, 4, 5 располо 5 жены в корпусе 2 таким образом, что они взаимосвязаны и поэтому образуют систему каналов для циркуляции охлаждающего вещества. Часть отверстий 9, выполненных в корпусе 2 охлаждающего элемента, снабжены пробками 8, так что в этом охлаждающем элементе остаются только необходимые впускной и выпускной каналы, для соединения охлаждающего элемента и обеспечения циркуляции охлаждающего вещества. Охлаждающий элемент 1 прикреплен к конструкциям печи, например к стенке, и в этом случае он обычно охлаждает огнеупорную футеровку печи. Как правило, стенка с охлаждающим элементом на стороне впускного и выпускного каналов 6, 7 направлена наружу относительно внутренности печи (не показано). Материалом, обычно применяемым для изготовления охлаждающего элемента, является медь,поскольку она, помимо остальных свойств, обладает хорошей теплопроводностью. Охлаждающий элемент, изображенный на чертежах,представляет собой пример упрощенной конструкции охлаждающего элемента. Как правило,охлаждающий элемент может содержать несколько соседних каналов, проходящих в продольном и/или поперечном направлении элемента. Для охлаждения конструкций печи обычно используют несколько охлаждающих элементов, которые соединены между собой с обеспечением циркуляции охлаждающего вещества. При осуществлении способа закупоривания отверстия охлаждающего элемента согласно изобретению в отверстии 9, предусмотренном в корпусе 2 охлаждающего элемента 1, изготовленного, в основном, из меди, располагают пробку 8, которая изготовлена, в основном, из меди, а между боковой поверхностью 11 пробки 8 и внутренней поверхностью 13 отверстия располагают твердый и/или мягкий припой 10 с температурой плавления, меньшей, чем температура плавления деталей, которые должны быть соединены друг с другом, и нагревают, по меньшей мере, зону спая пробки и охлаждающего элемента, по меньшей мере, до температуры плавления части твердого припоя или до температуры, близкой к этой, после чего зону спая охлаждают. Посредством способа, соответствующего настоящему изобретению, создают диффузионное соединение. Температуру можно повышать настолько, что в зоне спая создается мгновенно расплавленная фаза. Согласно предпочтительному варианту осуществления твердый припой 10 применяют в виде фольги. Обращаться с фольгой просто. Фольгу разрезают, чтобы получить подходящую ширину и длину, после чего ее можно заранее устанавливать точно в месте спая. В этом случае вдоль всей зоны поверхности спая получаются исключительно хорошие соединения. Согласно конкретному варианту осуществления твердый припой вводят в отверстие 9, предусмотренное в 6 корпусе 2, и/или наносят на поверхность 11 пробки 8, подлежащую припаиванию, перед введением этой пробки в отверстие. Твердый припой 10 выбирают из группы,включающей совокупность серебра и меди(Ag+Cu), алюминия и меди (Al+Cu), олова и меди (Sn+Cu) и сурьмы и меди (Sb+Cu). Нужно отметить, что ингредиенты твердого припоя преимущественно образуют эвтектические составы с медью в связи с их поведением в расплавленном состоянии. Например, в случае твердого припоя, состоящего из Ag+Cu, эвтектический состав включает в себя 71 мас.% Ag и 29 мас.% Сu. Чистое Ag или чистый Аl также могут быть использованы в качестве твердых припоев. На поверхность твердого припоя в виде фольги 10 и/или одну из поверхностей 11, 13,подлежащих соединению, может быть нанесен слой олова Sn, за счет чего можно понизить температуру, необходимую для пайки твердым припоем. Например, путем нанесения слоя олова (Sn) толщиной 5-10 мкм на поверхность твердого припоя, состоящего из совокупности серебра и меди (Ag+Cu), в виде фольги толщиной 50 мкм, было получено исключительно высококачественное соединение. Слои олова можно создавать, например, путем погружения твердого припоя в виде фольги в расплавленное олово и, при необходимости, последующего разглаживания фольги посредством прокатки. Толщина твердого припоя в виде фольги составляет, как правило, 10-500 мкм, преимущественно 20-100 мкм. При использовании слоев олова толщина фольги на среднем участке составляет 10-100 мкм, а на поверхностных участках - 1-20 мкм. Когда слой олова (Sn) используют в сочетании с пайкой твердым припоем, можно также использовать твердый припой, в котором содержание Сu меньше, чем в эвтектическом составе. Например, содержание Сu в твердом припое, состоящем из серебра и меди (Ag+Cu), может находится в диапазоне от 0 до 29 мас.%. С точки зрения способа по настоящему изобретению, состав не критичен, когда используют слои олова. В дополнение к пайке твердым припоем,если это необходимо, пробку 8 можно также приваривать к корпусу 2. В таком случае под сварным швом в соединении, полученном пайкой твердым припоем, продолжается диффузия олова и серебра в медь по фазам, создаваемым в шве спая. Следует отметить, что имеется тенденция к возникновению фаз, которые плавятся при более высоких температурах. Теперь температура, необходимая для создания диффузионного соединения, достигается уже при предварительном подогреве, осуществляемом в процессе сварки. Следовательно, создаваемое в соответствии со способом согласно настоящему изобре 7 тению соединение между пробкой 8 и корпусом 2 охлаждающего элемента является диффузионным соединением и получается путем термообработки. Основными поверхностями спая являются боковая поверхность 11 пробки 8 и внутренняя поверхность 13 отверстия. Пробка содержит резьбовой участок 12 и коническую боковую поверхность 11. Коническая боковая поверхность 11 спая имеет форму усеченного конуса, который сужается в направлении к резьбовому участку 12. Зазоры, предусмотренные на резьбовом участке, позволяют центрировать поверхность 11, подлежащую пайке относительно внутренней поверхности 13 отверстия. На фиг. 3 изображен этап закупоривания в способе в соответствии с изобретением. Как правило, материалом пробки является, в основном, медь. В конкретном варианте осуществления изобретения, показанном на чертеже, пробка 8 содержит коническую боковую поверхность 11 и резьбовой участок 12. В отверстии 9 сформированы части, противолежащие пробке 8, т.е. коническая часть 13 и резьбовая часть 14. В ситуации, изображенной на фиг. 3, в непосредственной близости от внутренней стенки отверстия 9 или в контакте с конической частью 13 располагают слой 10 твердого припоя, наиболее предпочтительно в виде фольги. После этого пробку 8 вставляют в отверстие 9 так, что коническая поверхность 11 пробки и коническая часть 13 отверстия устанавливаются друг против друга, а слой 10 твердого припоя остается в промежутке между ними. В соответствии с конкретным вариантом осуществления изобретения, изображенным на чертеже, пробку 8 закручивают для введения в зацепление с витками 14 резьбы отверстия. В соответствии с предпочтительным конкретным вариантом осуществления изобретения пробку 8 можно снабдить устройством 15 привода, которое можно использовать для закрепления пробки в отверстии, при этом за счет использования упомянутого устройства привода достигается желаемая затяжка. После этого спай пробки 8 и корпуса 2 нагревают, так что в зоне спая возникает диффузия. В нижеследующих примерах более подробно проиллюстрированы несколько предпочтительных конкретных вариантов осуществления изобретения. Пример 1. В этом примере в качестве твердого припоя используют твердый припой, состоящий из серебра и меди (Ag+Cu), имеющий эвтектический состав исодержащий 71 мас. % Ag и 29 мас.% Сu. Твердый припой применяют в виде фольги,имеющей толщину 50 мкм. Эту фольгу разрезают для получения предварительно определенного размера и устанавливают в отверстии - у его внутренней поверхности - перед введением туда пробки. Пробку устанавливают на место таким образом, чтобы она оказывалась прижатой к твердому припою в виде фольги. Зону спая на 003035 8 гревают до температуры, превышавшей температуру плавления твердого припоя (779 С) и составлявшей примерно 800 С, с применением защитного газа - аргона. Время выдержки обеспечивают примерно 5 мин. В соответствии с этим примером были успешно получены высококачественные соединения. Было создано компактное и непрерывное соединение. После имевшего место контакта с жидкостью медь растворялась в твердом припое, и наоборот, серебро диффундировало в медь. Таким образом,поверхность раздела спая полностью кристаллизовалась заново. Пример 2. В этом примере медную деталь соединяли с другой медной деталью с помощью твердого припоя, состоящего из Ag+Cu и содержащего 71 мас.% Ag и 29 мас.% Сu. Твердый припой применяют в виде фольги толщиной 50 мкм. На поверхности фольги также формировали слой олова толщиной порядка 5-10 мкм. Температуру повышали примерно до 600 С. Время выдержки обеспечивают примерно 5 мин. В соответствии с этим примером были успешно получены высококачественные спаи. Было создано компактное и непрерывное соединение, при этом по истечении времени реакции олово, которое изначально добавляли в качестве, по существу,чистого элемента, образовало шов мозаичного золота с медью. Используя способ по настоящему изобретению, можно осуществлять соединение меди и/или химических соединений меди с содержанием меди, составляющим, по меньшей мере,50%. Для специалиста в данной области техники очевидно, что изобретение не ограничивается вышеописанным конкретным вариантом осуществления, а охватывает различные модификации, имеющие существенные признаки, определяемые прилагаемой формулой изобретения. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ закупоривания отверстия, в частности отверстия в охлаждающем элементе,при котором в отверстии (9), сформированном в детали, изготовленной, в основном, из меди,например в корпусе (2) охлаждающего элемента(1), располагают пробку (8), изготовленную, в основном, из меди, отличающийся тем, что между боковой поверхностью (11) пробки (8) и внутренней поверхностью (13) отверстия располагают твердый припой (10) с температурой плавления, меньшей, чем температура плавления деталей, подлежащих соединению друг с другом, и на поверхность твердого припоя (10) и/или, по меньшей мере, на одну из поверхностей (11, 13), подлежащих соединению, наносят слой олова (Sn), зону спая между пробкой (8) и деталью нагревают, по меньшей мере, до температуры плавления твердого припоя или до тем 9 пературы, близкой к этой, после чего зону спая охлаждают. 2. Способ по п.1, отличающийся тем, что твердый припой (10) вводят в отверстие (9),предусмотренное в корпусе (2), и/или наносят на подлежащую пайке боковую поверхность(11) пробки (8) перед введением этой пробки в отверстие. 3. Способ по п.1 или 2, отличающийся тем,что применяют твердый припой (10) в виде фольги. 4. Способ по любому из пп.1-3, отличающийся тем, что твердый припой (10) выбирают из группы, включающей в себя совокупность серебра и меди, алюминия и меди, олова и меди,сурьмы и меди. 5. Способ по любому из пп.1-4, отличающийся тем, что при заданном составе сплава твердый припой (10) имеет эвтектический состав с медью. 6. Способ по любому из пп.1-3, отличающийся тем, что твердый припой (10) представляет собой, в основном, серебро. 7. Способ по любому из пп.1-3, отличающийся тем, что твердый припой (10) представляет собой, в основном, алюминий. 8. Способ по любому из предыдущих пп.17, отличающийся тем, что толщину твердого припоя в виде фольги выбирают от 10 до 500 мкм, преимущественно от 20 до 100 мкм. 9. Способ по п.8, отличающийся тем, что толщина фольги на среднем участке составляет от 10 до 100 мкм, а на поверхностных участках от 1 до 20 мкм. 10 10. Способ по любому из предыдущих пп.1-9, отличающийся тем, что, в дополнение к пайке твердым припоем, пробку (8) приваривают к корпусному элементу (2). 11. Охлаждающий элемент для печей, содержащий изготовленный, в основном, из меди корпус и выполненные в корпусе (2) каналы (3,4, 5) для циркуляции охлаждающего вещества с сформированными при изготовлении отверстиями, выходящими на поверхность охлаждающего элемента, по меньшей мере, часть из которых закупорена пробкой, отличающийся тем, что спай пробки (8) и корпуса (2) выполнен в виде диффузионного оловосодержащего соединения. 12. Охлаждающий элемент по п.11, отличающийся тем, что поверхности спая образованы, в основном, боковой поверхностью (11) пробки и внутренней поверхностью (13) отверстия. 13. Охлаждающий элемент по п.11 или 12,отличающийся тем, что пробка (8) содержит резьбовую часть (12) и подлежащую припаиванию коническую боковую поверхность (11). 14. Охлаждающий элемент по любому из пп.12-13, отличающийся тем, что спай образован с использованием твердого припоя в виде фольги (10), расположенной между спаиваемыми поверхностями (11, 13). 15. Охлаждающий элемент по любому из предыдущих пп.11-14, отличающийся тем, что предназначенная для припаивания поверхность
МПК / Метки
МПК: B23K 1/18
Метки: изготовленный, отверстия, этого, способ, использовании, закупоривания, охлаждающий, способа, элемент
Код ссылки
<a href="https://eas.patents.su/6-3035-sposob-zakuporivaniya-otverstiya-i-ohlazhdayushhijj-element-izgotovlennyjj-pri-ispolzovanii-etogo-sposoba.html" rel="bookmark" title="База патентов Евразийского Союза">Способ закупоривания отверстия и охлаждающий элемент, изготовленный при использовании этого способа</a>
Способ производства составного охлаждающего элемента для расплавленной зоны металлургического реактора и составной охлаждающий элемент, изготовленный с помощью указанного способа
Номер патента: 3002
Опубликовано: 26.12.2002
Авторы: Йокилааксо Ари, Койо Илкка, Сааринен Ристо
МПК: C21B 7/10
Метки: элемент, зоны, металлургического, охлаждающий, реактора, указанного, способ, охлаждающего, расплавленной, изготовленный, помощью, составного, производства, способа, составной, элемента
Формула / Реферат:
1. Способ производства составного охлаждающего элемента для расплавленной зоны металлургического реактора, отличающийся тем, что элемент изготовляют путем соединения секций керамической облицовки элемента друг с другом с помощью заливки медью, при одновременном формировании медной пластины, в которой позади облицовки формируют каналы для охлаждающей воды. 2. Способ по п.1, отличающийся тем, что секции керамической облицовки изготовлены из...
Охлаждающий элемент пирометаллургического реактора и его изготовление
Номер патента: 2584
Опубликовано: 27.06.2002
Авторы: Мякинен Пертти, Коота Раймо, Хугг Эро, Койо Илкка
МПК: F27D 1/12, B22D 11/00, F28F 1/40...
Метки: элемент, реактора, охлаждающий, изготовление, пирометаллургического
Формула / Реферат:
1. Способ изготовления охлаждающего элемента для пирометаллургического реактора, причем указанный элемент изготавливают из высокотеплопроводного металла посредством шликерного литья и он имеет, по меньшей мере, один проточный канал для охлаждающей воды, отличающийся тем, что для повышения способности охлаждающего элемента к теплопередаче площадь поверхности стенки проточного канала внутри охлаждающего элемента увеличивают, не увеличивая диаметра...
Материал, используемый в приготовлении рассадочной грядки, способ регулирования прорастания сорняков в рассадочных грядках и применение этого материала и этого способа для регулирования прорастания сорняков
Номер патента: 2553
Опубликовано: 27.06.2002
Автор: Нильсен Карстен Хольмгор
МПК: A01C 1/04, A01G 13/02
Метки: рассадочной, способа, грядки, способ, сорняков, регулирования, используемый, грядках, материала, рассадочных, применение, этого, прорастания, материал, приготовлении
Формула / Реферат:
1. Материал, используемый в приготовлении рассадочной грядки для выращивания сельскохозяйственных культур, содержащий два слоя (2, 5) материала, сквозь который не могут прорастать растения, для закладки на уровне ниже уровня поверхности рассадочной грядки так, что они проходят от указанного уровня ниже уровня поверхности до уровня выше уровня поверхности рассадочной грядки, отличающийся тем, что с указанными двумя слоями материала на указанном...
Способ изготовления литьевой заготовки в вакуумной камере и устройство для осуществления этого способа.
Номер патента: 40
Опубликовано: 26.02.1998
Авторы: Лубенец Владимир Платонович, Контер Максим Лианович, Кац Эдуард Лейбович, Реслер Йоахим
МПК: B22D 27/04
Метки: литьевой, этого, вакуумной, осуществления, способа, устройство, способ, камере, заготовки, изготовления
Формула / Реферат:
1. Способ изготовления литьевой заготовки в вакуумной камере (2) путем подачи жидкого сплава в литейную форму и перемещения вместе с нею из нагреваемой камеры в охлаждающую камеру, где сплав направленно затвердевает, причем нагреваемая камера отделена от охлаждающей камеры экраном, в котором выполнено отверстие, отличающийся тем, что литейную форму под экраном (3) дополнительно охлаждают снаружи потоком газа. 2. Способ по п.1, отличающийся тем,...
Способ полимеризации олефинов и распылительная форсунка для осуществления этого способа

Номер патента: 2084
Опубликовано: 24.12.2001
Авторы: Ньютон Дейвид, Пауэр Майкл Бернард
МПК: B05B 1/14, B01J 8/24, B05D 1/26...
Метки: распылительная, способа, полимеризации, олефинов, способ, этого, форсунка, осуществления
Формула / Реферат:
1. Способ полимеризации олефинов в газовой фазе в реакторе с псевдоожиженным слоем мономера олефина, выбранного из а) этилена, б) пропилена, в) смесей этилена и пропилена и г) одного или нескольких альфа-олефинов, смешанных с а), б) или в), путем непрерывной прокачки через псевдоожиженный слой реактора в присутствии катализатора при определенных, обеспечивающих протекание реакции полимеризации условиях циркулирующего газообразного потока,...
Предыдущий патент: Способ и устройство для определения местоположения в трубе
Следующий патент: Способ переработки полимерных материалов, например резины, и установка для его осуществления
Случайный патент: Твердотельный материал