Способ производства составного охлаждающего элемента для расплавленной зоны металлургического реактора и составной охлаждающий элемент, изготовленный с помощью указанного способа
Формула / Реферат
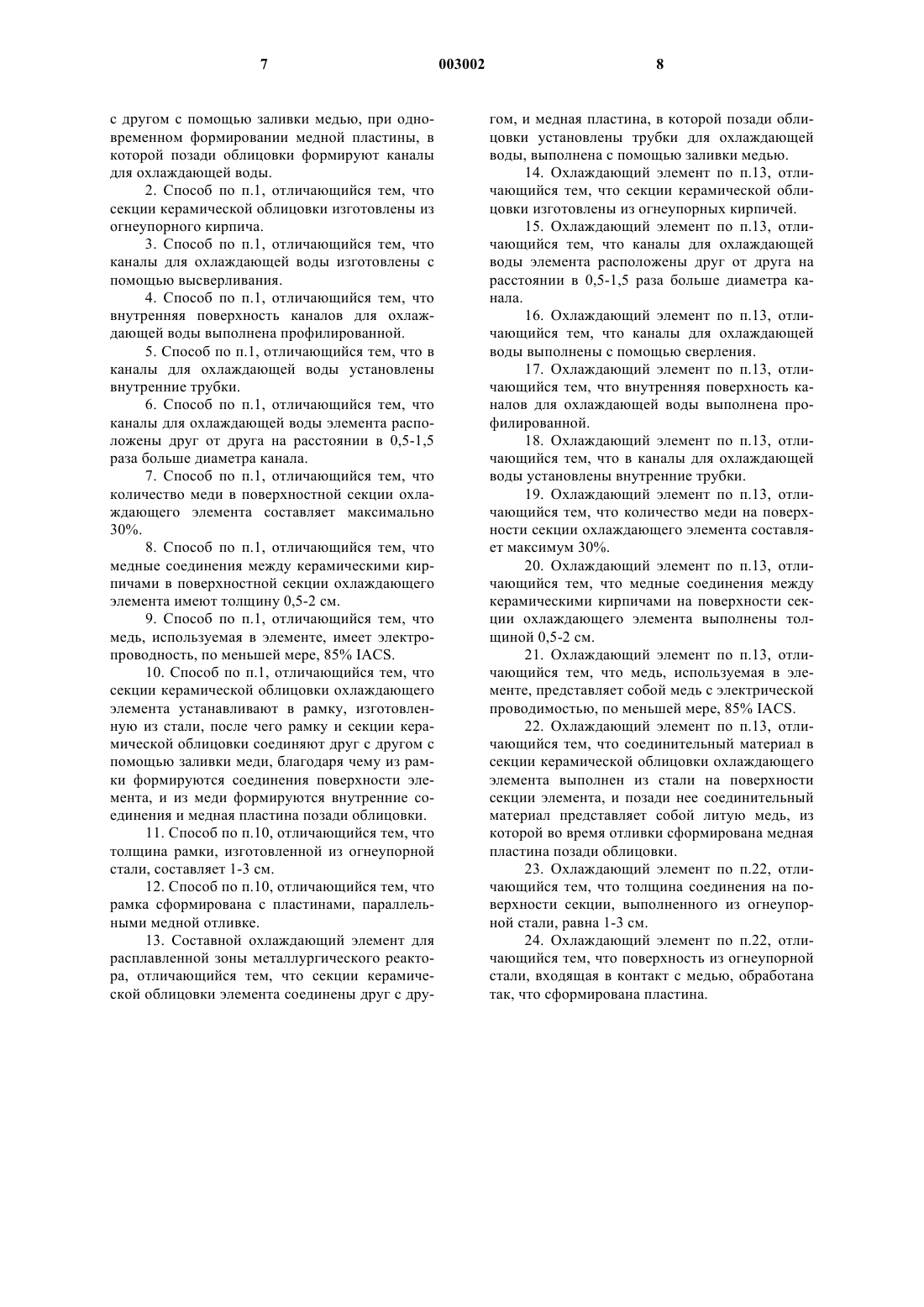
1. Способ производства составного охлаждающего элемента для расплавленной зоны металлургического реактора, отличающийся тем, что элемент изготовляют путем соединения секций керамической облицовки элемента друг с другом с помощью заливки медью, при одновременном формировании медной пластины, в которой позади облицовки формируют каналы для охлаждающей воды.
2. Способ по п.1, отличающийся тем, что секции керамической облицовки изготовлены из огнеупорного кирпича.
3. Способ по п.1, отличающийся тем, что каналы для охлаждающей воды изготовлены с помощью высверливания.
4. Способ по п.1, отличающийся тем, что внутренняя поверхность каналов для охлаждающей воды выполнена профилированной.
5. Способ по п.1, отличающийся тем, что в каналы для охлаждающей воды установлены внутренние трубки.
6. Способ по п.1, отличающийся тем, что каналы для охлаждающей воды элемента расположены друг от друга на расстоянии в 0,5-1,5 раза больше диаметра канала.
7. Способ по п.1, отличающийся тем, что количество меди в поверхностной секции охлаждающего элемента составляет максимально 30%.
8. Способ по п.1, отличающийся тем, что медные соединения между керамическими кирпичами в поверхностной секции охлаждающего элемента имеют толщину 0,5-2 см.
9. Способ по п.1, отличающийся тем, что медь, используемая в элементе, имеет электропроводность, по меньшей мере, 85% IACS.
10. Способ по п.1, отличающийся тем, что секции керамической облицовки охлаждающего элемента устанавливают в рамку, изготовленную из стали, после чего рамку и секции керамической облицовки соединяют друг с другом с помощью заливки меди, благодаря чему из рамки формируются соединения поверхности элемента, и из меди формируются внутренние соединения и медная пластина позади облицовки.
11. Способ по п.10, отличающийся тем, что толщина рамки, изготовленной из огнеупорной стали, составляет 1-3 см.
12. Способ по п.10, отличающийся тем, что рамка сформирована с пластинами, параллельными медной отливке.
13. Составной охлаждающий элемент для расплавленной зоны металлургического реактора, отличающийся тем, что секции керамической облицовки элемента соединены друг с другом, и медная пластина, в которой позади облицовки установлены трубки для охлаждающей воды, выполнена с помощью заливки медью.
14. Охлаждающий элемент по п.13, отличающийся тем, что секции керамической облицовки изготовлены из огнеупорных кирпичей.
15. Охлаждающий элемент по п.13, отличающийся тем, что каналы для охлаждающей воды элемента расположены друг от друга на расстоянии в 0,5-1,5 раза больше диаметра канала.
16. Охлаждающий элемент по п.13, отличающийся тем, что каналы для охлаждающей воды выполнены с помощью сверления.
17. Охлаждающий элемент по п.13, отличающийся тем, что внутренняя поверхность каналов для охлаждающей воды выполнена профилированной.
18. Охлаждающий элемент по п.13, отличающийся тем, что в каналы для охлаждающей воды установлены внутренние трубки.
19. Охлаждающий элемент по п.13, отличающийся тем, что количество меди на поверхности секции охлаждающего элемента составляет максимум 30%.
20. Охлаждающий элемент по п.13, отличающийся тем, что медные соединения между керамическими кирпичами на поверхности секции охлаждающего элемента выполнены толщиной 0,5-2 см.
21. Охлаждающий элемент по п.13, отличающийся тем, что медь, используемая в элементе, представляет собой медь с электрической проводимостью, по меньшей мере, 85% IACS.
22. Охлаждающий элемент по п.13, отличающийся тем, что соединительный материал в секции керамической облицовки охлаждающего элемента выполнен из стали на поверхности секции элемента, и позади нее соединительный материал представляет собой литую медь, из которой во время отливки сформирована медная пластина позади облицовки.
23. Охлаждающий элемент по п.22, отличающийся тем, что толщина соединения на поверхности секции, выполненного из огнеупорной стали, равна 1-3 см.
24. Охлаждающий элемент по п.22, отличающийся тем, что поверхность из огнеупорной стали, входящая в контакт с медью, обработана так, что сформирована пластина.

Текст
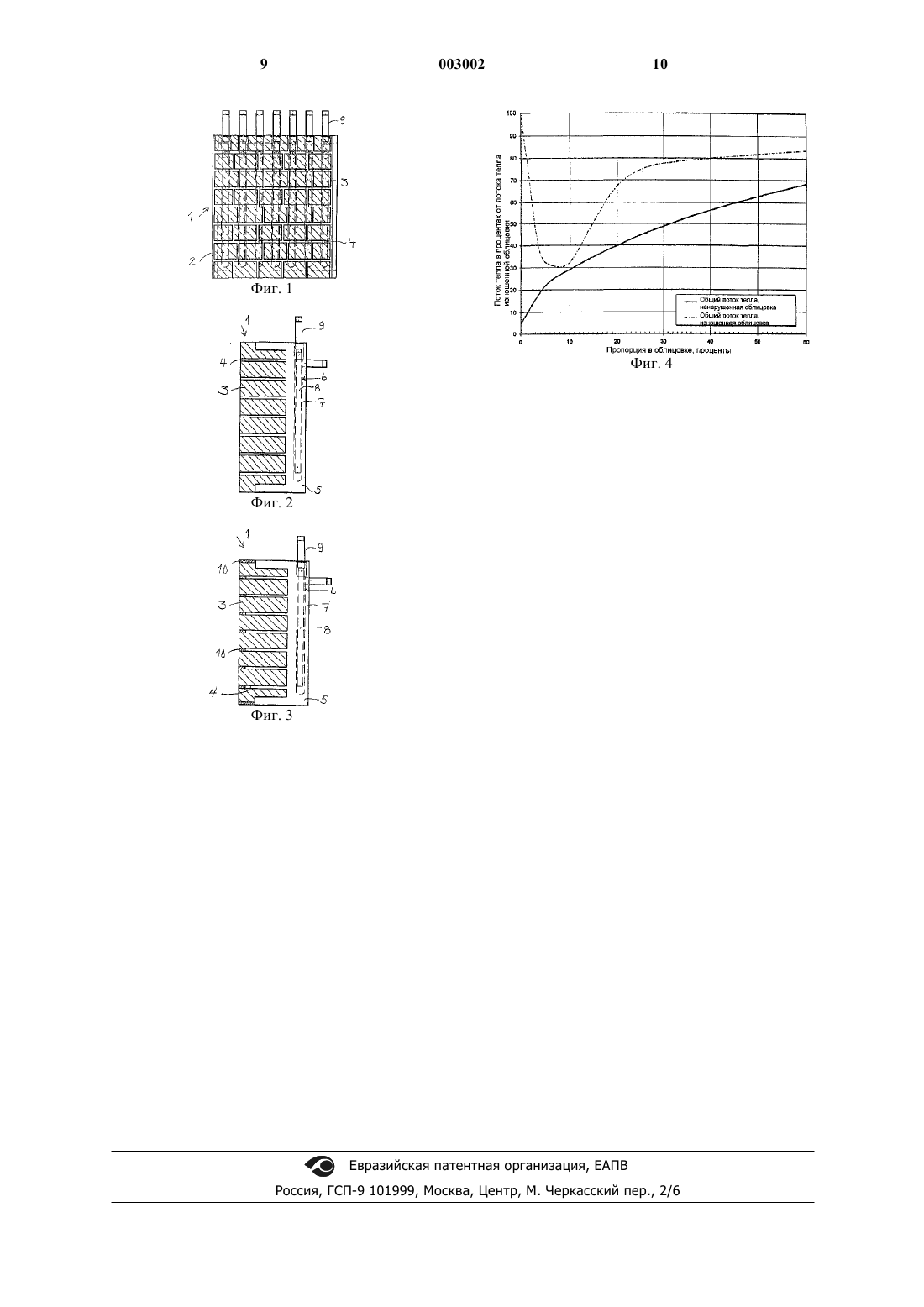
1 Настоящее изобретение относится к способу для изготовления составного охлаждающего элемента для расплавленной зоны металлургического реактора, с помощью которого элемент изготовляется путем соединения секций керамической облицовки друг с другом с помощью заливки медью с одновременным формированием медной пластины, расположенной позади облицовки, в которой выполнены каналы для охлаждающей воды. Настоящее изобретение также относится к составным охлаждающим элементам, изготовленным с помощью этого способа. Огнеупорные реакторы в пирометаллургических процессах защищают с помощью элементов c водяным охлаждением так, что в результате охлаждения тепло, поступающее на огнеупорную поверхность, передается через охлаждающий элемент в воду, благодаря чему существенно уменьшается износ облицовки, по сравнению с реактором без охлаждения. Пониженная степень износа создается благодаря эффекту охлаждения, который вызывает формирование так называемой автогенной облицовки из шлака и других веществ, осаждающихся из расплавленных фаз, которая фиксируется на поверхности огнеупорной облицовки. Обычно охлаждающие элементы изготавливают тремя способами: во-первых, элемент может быть изготовлен путем отливки в песчаные формы, в которых установлены охлаждающие трубки, изготовленные из материала с высокой теплопроводностью, такого как медь, охлаждаемые воздухом или водой во время заливки вокруг трубок. Элемент, заливаемый вокруг трубок, также выполнен из материала с высокой теплопроводностью, предпочтительно из меди. Этот вид способа производства описан, например, в патенте Великобритании 1386645. Проблема, связанная с этим способом, состоит в неравномерном соединении поверхности трубок, действующих как канал охлаждения, с материалом литья, окружающим ее. Некоторые из трубок могут быть полностью свободны от элемента, заливаемого вокруг них, а часть трубки полностью расплавиться и, таким образом, сплавиться с элементом. Если между охлаждающей трубкой и остальной частью элемента отливки не будет создана металлическая связь, передача тепла будет не эффективной. И если трубка полностью расплавится, это не позволит проходить по ней потоку охлаждающей воды. Преимущества этого способа состоят в относительно низких затратах на производство и независимости от размеров. Другой способ производства охлаждающего элемента вышеуказанного типа состоит в изготовлении элементов с помощью литья в песчаные формы, с охлаждающимися трубками,изготовленными из некоторого другого материала, а не из меди. Медь отливается вокруг трубок, установленных на песчаной подушке, и 2 затем с помощью перегрева залитой меди достигается хороший контакт между медью и трубками. Однако в общем, теплопроводность указанных трубок составляет только порядка 5 10% по сравнению с чистой медью. Это ослабляет охлаждающую способность элементов,особенно в динамических ситуациях. В американском патенте 4,382,585 описан другой, широко используемый способ производства охлаждающих элементов, в соответствии с которым элемент изготавливают, например, из прокатанной или кованной медной пластины путем механического формирования в ней требуемых каналов. Преимущество элемента, изготовленного этим способом, состоит в его плотной, прочной структуре и в хорошей теплопередаче от элемента в охлаждающую среду такую, как вода. Его недостатками являются ограничения по размерам и высокая стоимость. Наибольший недостаток охлаждающих элементов, изготовленных с помощью способов,описанных выше, состоит в том, что трудно обеспечить хороший контакт на этапе подгонки между облицовкой керамической печи, то есть,защитой (огнеупорной облицовкой) и элементом. Это означает, что защитный эффект охлаждающего элемента на керамической облицовке в большой степени зависит от правильной подгонки, и очень часто невозможно полностью использовать преимущество охлаждающих свойств элемента. В соответствии с настоящим изобретением был разработан способ, с помощью которого создается фиксированный контакт металла между керамической облицовкой металлургического реактора и медной пластиной, расположенной за ней, которая оснащена трубками с охлаждающей водой, и которые вместе формируют составной охлаждающий элемент. Лучше всего это выполняется, когда секции керамической облицовки, такой как огнеупорный обожженный кирпич, соединены друг с другом с помощью заливки расплавленной меди между кирпичами и одновременной отливки медной пластины позади поверхности, сформированной керамическими блоками. Медная пластина задней секции оснащена каналами для охлаждающей воды, предпочтительно двойными каналами. Настоящее изобретение также относится к самому составному охлаждающему элементу,секции поверхности которого сформированы из керамических кирпичей между которыми залита медь с высокой теплопроводностью, и в котором медная пластина, в которой установлены каналы для охлаждающей воды, одновременно отливается позади секции поверхности. Существенные свойства станут очевидными из прилагаемой формулы изобретения. На практике охлаждающий элемент формируется с помощью заливки меди вокруг обожженных керамических кирпичей так, что кирпичная кладка, в значительной степени, 3 формируется во время отливки и создается хороший контакт с залитой медью. Благодаря высокой теплопроводности меди, защитный эффект медных соединений в отношении кирпичной кладки будет эффективным. Но при этом не должна происходить избыточная передача тепла, поэтому медные соединения между кирпичами выполняют как можно более тонкими,предпочтительно, по техническим причинам,толщиной 0,5 - 2 см. Если соединения будут выполнены более толстыми, они будут отводить слишком большое количество тепла из печи,охлаждая ее, при этом ненужное повышение потерь тепла приведет к повышению эксплуатационных затрат установки. Предпочтительное количество меди в поверхностной секции охлаждающего элемента (секция, входящая внутрь реактора) по отношению к площади поверхности керамической облицовки составляет максимум 30%, то есть, количество соединительного материала не должно быть слишком большим,поскольку целью настоящего изобретения является не повышение общих потерь тепла, а защита кирпичной кладки. В качестве керамического материала облицовки используются обожженные кирпичи, пригодные для заливки, поскольку они традиционно имеют хорошие свойства защиты от металлургических расплавов. Медь выбирают такого сорта, который имеет наибольшую электропроводность, предпочтительно больше, чем 85%IACS (Международная ассоциация классификационных обществ), поскольку существует прямая зависимость между электрической и тепловой проводимостью меди. При соединении кирпичей вместе медную пластину, в которой формируют каналы для охлаждающей воды, заливают между керамической облицовкой. Каналы выполняют как каналы с двойной трубкой в задней секции элемента,формируемой медной пластиной, например,способом высверливания так, что вначале высверливается выходная трубка с профилем стенок, который выбирается для увеличения поверхности передачи тепла. Внутреннюю трубку с меньшим диаметром помещают внутри внешней трубки, и воду подают через эту внутреннюю трубку внутрь элемента, которая выходит из него через профилированную внешнюю трубку. Используя соответствующие профили,такие, как желобки, бороздки, резьбовую нарезку или аналогичные на внутренней поверхности трубки, можно увеличить поверхность передачи тепла стенки, по меньшей мере, вдвое, по сравнению с гладкой поверхностью. Каналы в теплопроводном элементе выполнены так, что расстояние между каналами максимум в 0,5 - 1,5 раза больше, чем диаметр канала, и поэтому представляет собой фиксированную часть элемента. Если каналы будут выполнены более тесно друг к другу, не будет достигнуто какое-либо преимущество из-за чрез 003002 4 мерного использования поверхности передачи тепла, и это также приведет к ослаблению структуры. Если, с другой стороны, каналы будут выполнены на слишком большом расстоянии друг от друга, не будет получено максимальное использование поверхности передачи тепла, и это приведет к снижению охлаждающей способности. Как указано выше, внутреннюю трубку размещают внутри каждой трубки, высверленной в элементе передачи тепла, через которую в элемент поступает охлаждающая вода. Из внутренней трубки вода вытекает в кольцеобразный канал, сформированный внешней и внутренней трубками и выводится из трубок для циркуляции. Структура с двойной трубкой позволяет уменьшить поперечное сечение потока так, что достигается более высокая скорость при определенном количестве воды, чем если бы использовалась только одна трубка. Более высокая скорость потока имеет, в свою очередь, существенный положительный эффект для теплопередачи между элементом и водой. Если поверхность теплопередачи была бы оптимизирована с использованием обычных гладких трубок, такое повышение поверхности теплопередачи невозможно было бы получить, поскольку количество воды было бы чрезмерно большим. Элементы теплопередачи плотно соединяются друг с другом, благодаря выполнению боковых сторон элементов в виде шпунтового соединения с перекрытием так, что щель между соседними элементами формируется в виде лабиринта. Элемент теплопередачи, в соответствии с настоящим изобретением, описан далее со ссылкой на прилагаемые чертежи, на которых фиг. 1 изображает элемент теплопередачи на виде спереди,фиг. 2 - элемент теплопередачи на виде сбоку в поперечном сечении,фиг. 3 - другой элемент теплопередачи в соответствии с настоящим изобретением на виде сбоку с поперечным сечением и фиг. 4 - график, представляющий потери тепла как функцию количества меди на керамической поверхности. Фиг. 1 и 2 представляют, что часть поверхности элемента 1 теплопередачи, другими словами, стенка, выходящая внутрь реактора,формируется из керамической облицовки 2. Керамическая облицовка, в свою очередь, сформирована, например, из обожженных кирпичей 3,которые соединены друг с другом с помощью заливки меди в качестве соединительного материала 4 между кирпичами так, что отношение площади поверхности соединительного материала к площади керамической поверхности составляет максимум 30/70. После соединения кирпичей друг с другом так, что формируется равномерная керамическая облицовка, между облицовкой заливают медную пластину 5, в ко 5 торой формируют необходимые охлаждающие каналы 6. Для соединения охлаждающих элементов друг с другом, одна кромка элемента может быть выполнена более тонкой, благодаря чему элементы размещаются с перекрытием. Другой вариант состоит в формировании на элементах выступов и пазов (шплинтовое соединение) для получения наилучшего контакта так, что между элементами, при их установке рядом друг с другом, создается плотный контакт. Фиг. 2 также изображает предпочтительную компоновку с двойной трубкой для трубок охлаждающей воды, в которой сам элемент обрабатывают путем высверливания отверстия 7,например, которое действует как внешняя трубка, и поверхность указанной трубки профилируют, как необходимо, для получения большого поперечного сечения для потока. Внутреннюю трубку 8 меньшего диаметра помещают внутри внешней трубки, и охлаждающую воду подают в элемент через указанную внутреннюю трубку. Внутренняя трубка не упирается в дно внешней трубки, а выполнена более короткой, и охлаждающая вода протекает через кольцеобразное пространство, сформированного вокруг внутренней трубки, обратно до некоторого конечного положения из которого она выводится наружу через выходное отверстие 9. Площадь поперечного сечения кольцеобразного пространства выбирают такой же, как площадь поперечного сечения внутренней трубки, или предпочтительно меньше, чтобы увеличить скорость потока во внешней трубке. Когда в области теплопередачи повышаются потери давления, это также имеет эффект, предотвращающий местное закипание воды. В некоторых ситуациях может быть предпочтительным выполнить охлаждение охлаждающего элемента некоторым другим способом,чем с помощью вышеописанной двойной трубки, например, путем формирования обычного трубопровода с помощью сверления и закупоривания без формирования двойных трубок. В этом случае также предпочтительно выдерживать определенное отношение площади медькерамика на уровне 30/70. На фиг. 3 представлен другой альтернативный способ изготовления составного элемента. При производстве в металлургическом реакторе конвертерной меди, желательно, чтобы медь, используемая для соединения охлаждающего элемента не входила в непосредственный контакт с производимой медью, поскольку температура их плавления, по существу, одинакова. Несмотря на охлаждение, медь элемента может слегка расплавиться или конвертерная медь может сформировать твердый слой поверх керамической облицовки, и эту ситуацию трудно контролировать. В этом случае предпочтительно выполнить отливку таким образом, чтобы вначале была сформирована рамка, например, 003002 6 из огнеупорной стали, в которой собираются кирпичи. Толщина рамки составляет приблизительно 1-3 см, и она входит в контакт, как с керамикой (кирпичом), так и с медью, которая заливается сверху. При этом рамка 10 формирует поверхностную секцию соединения между кирпичами в законченных элементах, как показано на фиг. 3. Предпочтительно, чтобы рамка, то есть,поверхность соединения между кирпичами в законченном элементе, которая будет входить в контакт с медью, была сформирована таким образом, чтобы расплавленная медь, которую заливают сверху, заливалась в полости, в которых стальная рамка имеет, например, форму пластин. Это увеличивает поверхность теплопередачи между сталью и медью, и также плотно соединяет медь и сталь вместе. Фиг. 4 представляет как в стенке реактора изменяются потери тепла (поток тепла в процентном отношении к потоку тепла изношенной облицовки), с изменением пропорции меди в элементе передачи тепла. Потери тепла в случае неповрежденной облицовки уменьшаются практически линейно при увеличении пропорции керамической облицовки, и общие потери тепла снижаются до тех пор, пока пропорция меди не станет меньше 10%, когда наклон кривой графика становится более крутым. Обычно облицовка стенок реактора изнашивается из-за одновременного воздействия температуры и проникновения расплавленного металла, из-за чего ухудшается теплоизоляция и повышаются потери тепла. Температура облицовки, охлаждаемой только с задней стороны(доля площади меди 0%) повышается настолько,что проникновение расплавленного металла повышается и эрозия продолжается до тех пор,пока в конце-концов не остается только тонкий слой кирпичей, которые будут стабильны на поверхности медного элемента. Когда некоторое количество меди будет расположено внутри элемента, температура огнеупорной кладки будет существенно ниже, и проникновение расплавленного металла снижается. В этом случае потери тепла падают при уменьшении пропорции меди в облицовке до некоторого уровня (20- 30% Сu), после чего потери тепла круто уменьшаются, но увеличиваются снова, когда пропорция меди падает ниже критического уровня (приблизительно 5%). В соответствии с фиг. 4 количество меди в облицовке максимально должно составлять 30% и оптимальный диапазон составляет от 5 до 15%. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ производства составного охлаждающего элемента для расплавленной зоны металлургического реактора, отличающийся тем,что элемент изготовляют путем соединения секций керамической облицовки элемента друг 7 с другом с помощью заливки медью, при одновременном формировании медной пластины, в которой позади облицовки формируют каналы для охлаждающей воды. 2. Способ по п.1, отличающийся тем, что секции керамической облицовки изготовлены из огнеупорного кирпича. 3. Способ по п.1, отличающийся тем, что каналы для охлаждающей воды изготовлены с помощью высверливания. 4. Способ по п.1, отличающийся тем, что внутренняя поверхность каналов для охлаждающей воды выполнена профилированной. 5. Способ по п.1, отличающийся тем, что в каналы для охлаждающей воды установлены внутренние трубки. 6. Способ по п.1, отличающийся тем, что каналы для охлаждающей воды элемента расположены друг от друга на расстоянии в 0,5-1,5 раза больше диаметра канала. 7. Способ по п.1, отличающийся тем, что количество меди в поверхностной секции охлаждающего элемента составляет максимально 30%. 8. Способ по п.1, отличающийся тем, что медные соединения между керамическими кирпичами в поверхностной секции охлаждающего элемента имеют толщину 0,5-2 см. 9. Способ по п.1, отличающийся тем, что медь, используемая в элементе, имеет электропроводность, по меньшей мере, 85% IACS. 10. Способ по п.1, отличающийся тем, что секции керамической облицовки охлаждающего элемента устанавливают в рамку, изготовленную из стали, после чего рамку и секции керамической облицовки соединяют друг с другом с помощью заливки меди, благодаря чему из рамки формируются соединения поверхности элемента, и из меди формируются внутренние соединения и медная пластина позади облицовки. 11. Способ по п.10, отличающийся тем, что толщина рамки, изготовленной из огнеупорной стали, составляет 1-3 см. 12. Способ по п.10, отличающийся тем, что рамка сформирована с пластинами, параллельными медной отливке. 13. Составной охлаждающий элемент для расплавленной зоны металлургического реактора, отличающийся тем, что секции керамической облицовки элемента соединены друг с дру 003002 8 гом, и медная пластина, в которой позади облицовки установлены трубки для охлаждающей воды, выполнена с помощью заливки медью. 14. Охлаждающий элемент по п.13, отличающийся тем, что секции керамической облицовки изготовлены из огнеупорных кирпичей. 15. Охлаждающий элемент по п.13, отличающийся тем, что каналы для охлаждающей воды элемента расположены друг от друга на расстоянии в 0,5-1,5 раза больше диаметра канала. 16. Охлаждающий элемент по п.13, отличающийся тем, что каналы для охлаждающей воды выполнены с помощью сверления. 17. Охлаждающий элемент по п.13, отличающийся тем, что внутренняя поверхность каналов для охлаждающей воды выполнена профилированной. 18. Охлаждающий элемент по п.13, отличающийся тем, что в каналы для охлаждающей воды установлены внутренние трубки. 19. Охлаждающий элемент по п.13, отличающийся тем, что количество меди на поверхности секции охлаждающего элемента составляет максимум 30%. 20. Охлаждающий элемент по п.13, отличающийся тем, что медные соединения между керамическими кирпичами на поверхности секции охлаждающего элемента выполнены толщиной 0,5-2 см. 21. Охлаждающий элемент по п.13, отличающийся тем, что медь, используемая в элементе, представляет собой медь с электрической проводимостью, по меньшей мере, 85% IACS. 22. Охлаждающий элемент по п.13, отличающийся тем, что соединительный материал в секции керамической облицовки охлаждающего элемента выполнен из стали на поверхности секции элемента, и позади нее соединительный материал представляет собой литую медь, из которой во время отливки сформирована медная пластина позади облицовки. 23. Охлаждающий элемент по п.22, отличающийся тем, что толщина соединения на поверхности секции, выполненного из огнеупорной стали, равна 1-3 см. 24. Охлаждающий элемент по п.22, отличающийся тем, что поверхность из огнеупорной стали, входящая в контакт с медью, обработана так, что сформирована пластина.
МПК / Метки
МПК: C21B 7/10
Метки: составного, зоны, реактора, помощью, способ, расплавленной, элемент, охлаждающий, изготовленный, указанного, способа, элемента, охлаждающего, составной, производства, металлургического
Код ссылки
<a href="https://eas.patents.su/6-3002-sposob-proizvodstva-sostavnogo-ohlazhdayushhego-elementa-dlya-rasplavlennojj-zony-metallurgicheskogo-reaktora-i-sostavnojj-ohlazhdayushhijj-element-izgotovlennyjj-s-pomoshhyu-ukaza.html" rel="bookmark" title="База патентов Евразийского Союза">Способ производства составного охлаждающего элемента для расплавленной зоны металлургического реактора и составной охлаждающий элемент, изготовленный с помощью указанного способа</a>
Охлаждающий элемент пирометаллургического реактора и его изготовление
Номер патента: 2584
Опубликовано: 27.06.2002
Авторы: Хугг Эро, Коота Раймо, Койо Илкка, Мякинен Пертти
МПК: F28F 1/40, F27D 1/12, B22D 11/00...
Метки: охлаждающий, реактора, изготовление, элемент, пирометаллургического
Формула / Реферат:
1. Способ изготовления охлаждающего элемента для пирометаллургического реактора, причем указанный элемент изготавливают из высокотеплопроводного металла посредством шликерного литья и он имеет, по меньшей мере, один проточный канал для охлаждающей воды, отличающийся тем, что для повышения способности охлаждающего элемента к теплопередаче площадь поверхности стенки проточного канала внутри охлаждающего элемента увеличивают, не увеличивая диаметра...
Элемент перемещения расплавленной стали и способ его изготовления
Номер патента: 1081
Опубликовано: 30.10.2000
Авторы: Ханс Эрик, Дюбуа Паскаль
МПК: B22D 41/50
Метки: расплавленной, изготовления, стали, перемещения, элемент, способ
Формула / Реферат:
1. Элемент перемещения расплавленной стали между расположенным выше по течению контейнером, таким как промежуточное разливочное устройство, и расположенным ниже по течению резервуаром, таким как кристаллизатор машины непрерывной разливки стали; содержащий корпус (4), в котором имеется зона входа стали, канал (6) и зона выхода стали (9), отличающийся тем, что корпус имеет, по меньшей мере, одну перегородку (16) в его выходной зоне (9) для...
Рамный элемент для использования в качестве модульного элемента конструкции зданий, а также способ изготовления такого рамного элемента
Номер патента: 1288
Опубликовано: 25.12.2000
Автор: Вайссингер Карл-Хайнц
МПК: E04C 2/38, E04B 1/343
Метки: также, рамный, элемент, использования, конструкции, зданий, модульного, рамного, способ, изготовления, качестве, элемента, такого
Формула / Реферат:
1. Способ изготовления рамного элемента, предназначенного для применения в качестве модульного элемента конструкции зданий или иных аналогичных сооружений и строений и имеющего по длине и ширине точно заданные габаритные размеры, но изготавливаемого из брусьев, представляющих собой имеющие большой разброс размеров и неточные размеры деревянные балки, деревянные доски или бруски из природного камня, при осуществлении которого два расположенных...
Способ и установка для очистки газа и продукты, получаемые с помощью этого способа
Номер патента: 2731
Опубликовано: 29.08.2002
Автор: Парадовски Анри
МПК: C10G 5/04, B01D 53/14
Метки: установка, очистки, продукты, помощью, получаемые, способ, газа, этого, способа
Формула / Реферат:
1. Способ очистки заполняющего газа, в частности природного газа (GN), содержащего углеводороды C1-С5 и более тяжелые углеводороды, для того, чтобы удалить из них сернистые соединения типа летучего меркаптана без операций адсорбции или криогенного расширения газа, например, в турборасширителе, отличающийся тем, что заполняющий газ (1), предварительно высушеный и частично охлажденный (2а, 2b), последовательно подают в абсорбционную колонну (4)...
Способ получения пеносиликатного материала с замкнутыми порами, предпочтительней из отходов, и материал, полученный с помощью этого способа
Номер патента: 2232
Опубликовано: 28.02.2002
Авторы: Рошташ Рита, Ялсовски Иштван, Хоффманн Эмма, Хоффманн Ласло, Фехер Енё, Фейер Жолт
МПК: C03C 11/00
Метки: материал, способ, полученный, способа, замкнутыми, этого, материала, помощью, пеносиликатного, порами, предпочтительней, получения, отходов
Формула / Реферат:
1. Способ получения, предпочтительней из отходов, пеносиликатного материала с замкнутыми порами путем перемешивания измельченного силиката, газообразующего материала и щелочного раствора, увлажнения при необходимости этой смеси водой и далее гомогенизации, гранулирования и термообработки полученной смеси, отличающийся тем, что к 100 вес.ч. порошкообразного силиката с удельной поверхностью 2000-8000 cм2/г, предпочтительней стеклянного боя,...
Предыдущий патент: Усовершенствованная кривошипная система для велосипеда
Следующий патент: Устройство для воздействия на объекты живой и неживой природы
Случайный патент: Устройство постоянного натяжения при размотке длинномерных элементов