Автоматическая замена черновых форм при изготовлении пустотелых стеклянных изделий
Формула / Реферат
1. Способ изготовления пустотелого стеклянного изделия при помощи секционной установки и робота, перемещающегося вдоль ряда черновых форм установки, отличающийся тем, что робот выполнен с возможностью осуществления замены одной или последовательной замены нескольких черновых форм и содержит манипулятор, снабженный электромагнитом, причем замена черновой формы производится в отношении закрытых в результате воздействия давления двух полуформ черновой формы и включает в себя:
приведение в действие электромагнита,
сброс давления и
последующее высвобождение черновой формы.
2. Способ по п.1, отличающийся тем, что робот выполнен с возможностью установки на нем нескольких инструментов с разными функциями, одновременно и/или поочередно.
3. Способ по одному из предыдущих пунктов, отличающийся тем, что робот выполнен с возможностью осуществления смазки одной или нескольких черновых форм, секция за секцией, в частности путем распыления.
4. Способ по одному из предыдущих пунктов, отличающийся тем, что робот выполнен с возможностью измерения температур одной или нескольких черновых форм, секция за секцией.
5. Способ по п.4, отличающийся тем, что робот содержит оптический пирометр, инфракрасное оптическое устройство или аналогичное устройство.
6. Способ по одному из предыдущих пунктов, отличающийся тем, что робот выполнен с возможностью очистки полости одной или нескольких черновых форм, секция за секцией.
7. Способ по п.6, отличающийся тем, что робот содержит абразивный инструмент, такой как вращающаяся щетка.
8. Способ по одному из предыдущих пунктов, отличающийся тем, что робот выполнен с возможностью съемки изображений одной или нескольких черновых и отделочных форм, секция за секцией.
9. Способ по п.8, отличающийся тем, что робот содержит камеру, связанную с программой обработки изображения или распознавания.
Текст
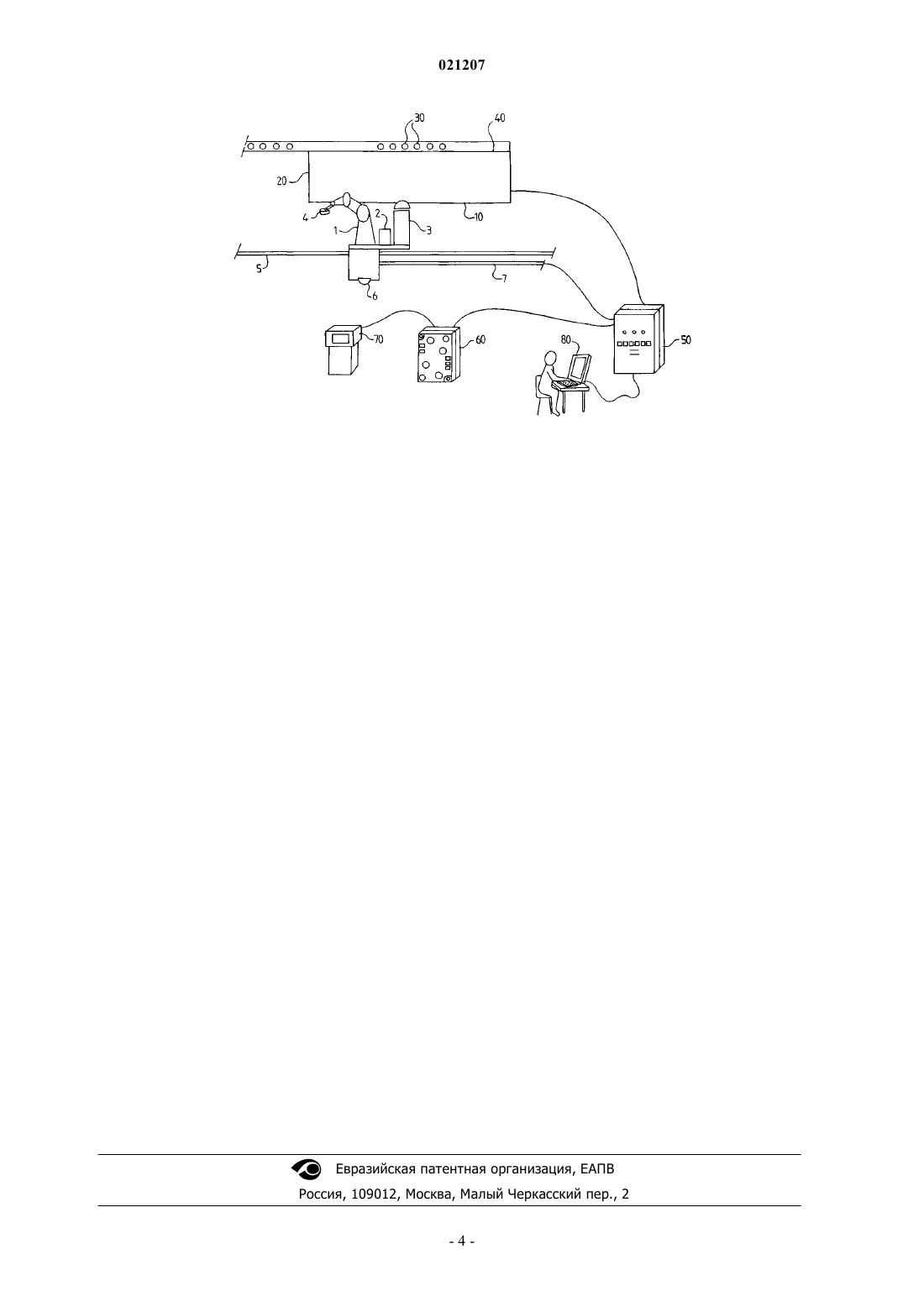
АВТОМАТИЧЕСКАЯ ЗАМЕНА ЧЕРНОВЫХ ФОРМ ПРИ ИЗГОТОВЛЕНИИ ПУСТОТЕЛЫХ СТЕКЛЯННЫХ ИЗДЕЛИЙ Способ изготовления пустотелого стеклянного изделия при помощи установки I.S. и робота,перемещающегося вдоль ряда черновых форм установки, отличающийся тем, что робот выполнен с возможностью осуществления замены одной или нескольких черновых форм, секция за секцией. Установка I.S. для изготовления пустотелых стеклянных изделий, содержащая робот,перемещающийся вдоль ряда черновых форм, отличающаяся тем, что робот выполнен с возможностью установки на нем нескольких инструментов с разными функциями, одновременно и/или поочередно, выбираемых из группы, в которую входят электромагнит, и/или насадка для смазки распылением, и/или оптический пирометр, инфракрасное оптическое устройство или аналогичное устройство, и/или вращающийся абразивный инструмент, и/или камера или аналогичное устройство. Настоящее изобретение касается изготовления пустотелых стеклянных изделий, таких как бутылки,флаконы или банки. Для этого изготовления применяют установки I.S. (Individual Section), в которых каждая секция предназначена для обработки одной наборки стеклянной массы или нескольких наборок одновременно,при этом каждую наборку размещают и обрабатывают в черновой форме, затем в соответствующей отделочной форме. Черновая форма состоит из двух полуформ, образующих вертикальную плоскость стыка. Обе полуформы замыкаются на кольцевой форме, которая находится на нижнем конце черновой формы. Черновая форма содержит также пуансон, профиль которого определяет внутреннее пространство кольца. Загрузка наборки в черновую форму происходит за счет силы тяжести через открытый верхний конец, над которым находится воронка. В способе выдувания-прессования эту загрузку осуществляют при положении пуансона в состоянии выжидания. Затем закрывают верхний конец черновой формы дном, после чего пуансон совершает движение от кольцевой формы вверх и увлекает за собой наборку. После заполнения дна формы (верхняя часть) стекло проходит через каналы прессования для образования кольца. В способе выдувания-выдувания загрузку наборки осуществляют при верхнем положении пуансона, хотя и в течение относительно короткого времени. Верхний конец черновой формы соединен со средством для сжатия дна наборки, в результате чего получают кольцо. Затем этот верхний конец закрывают дном заготовки, пуансон опускают и выдуванием выполняют отверстие в заготовке. Дно заготовки и обе черновые полуформы открывают и заготовку, удерживаемую кольцевой формой, перемещают в отделочную форму, поворачивая ее вокруг горизонтальной оси. Формование заготовки для получения готового изделия осуществляют в три фазы: удлинение заготовки под действием собственного веса; выдувание удлиненной заготовки; извлечение бутылки. Основной причиной появления поверхностных дефектов на готовом изделии является относительно сильный контакт между наборкой и поверхностью полости черновой формы во время загрузки. Чтобы устранить эти дефекты, необходимо контролировать качество полости, а также скольжение наборки по поверхности полости путем ее периодической смазки. В некоторых случаях можно повысить качество поверхности полости путем абразивной или аналогичной обработки. Однако при существенном ухудшении этого качества черновую форму необходимо заменять. Обычно эту замену производит оператор. Разумеется, она требует остановки соответствующей секции в течение достаточного времени. Черновые формы являются тяжелыми и относительно недоступными, поэтому оператор должен переносить их, наклоняя вперед свой позвоночник, что приводит к растяжениям, болям или травмам. Кроме того, оператор работает в шумной среде и при повышенной температуре. Изобретатели поставили перед собой задачу разработки нового способа, в котором замена черновой формы происходит за минимальный промежуток времени и без создания вышеупомянутых проблем для оператора. Эта цель достигается за счет изобретения, объектом которого является способ изготовления пустотелого стеклянного изделия при помощи установки I.S. и робота, перемещающегося вдоль ряда черновых форм установки, отличающийся тем, что робот выполнен с возможностью осуществления замены одной или нескольких черновых форм, секция за секцией. В частности, робот выполнен с возможностью замены всех черновых форм, находящихся в одной секции. Для этого предпочтительно робот содержит электромагнит или электромагниты в количестве, соответствующем числучерновых заготовок в секции установки I.S. Таким образом, предпочтительно один электромагнит предназначен для замены одной черновой формы, хотя изобретение не исключает возможности замены нескольких черновых форм одновременно при помощи одного электромагнита при условии, что он имеет форму и характеристики, соответствующие этой функции. В другом предпочтительном варианте выполнения робот содержит только один электромагнит для замены только одной черновой формы за один раз, но позволяет заменять несколько форм последовательно. В способе согласно изобретению предпочтительно замена черновой формы содержит закрывание двух полуформ черновой формы путем воздействия давлением,приведение в действие электромагнита,сброс давления,затем высвобождение черновой формы. Предпочтительно робот выполнен с возможностью установки на нем нескольких инструментов с разными функциями, одновременно и/или поочередно. Один или несколько из этих инструментов могут быть съемными. Так, согласно предпочтительным отличительным признакам изобретения: робот выполнен с возможностью осуществления смазки одной или нескольких черновых форм,секция за секцией, в частности, путем распыления; робот выполнен с возможностью измерения температур одной или нескольких черновых форм,секция за секцией, в частности, за счет того, что на нем устанавливают оптический пирометр, инфракрасное оптическое устройство или аналогичное устройство (при этом контролируют уровень температур черновых форм и равенство температур двух образующих их полуформ); робот выполнен с возможностью очистки полости одной или нескольких черновых форм, секция за секцией; например, для этого на нем устанавливают абразивный инструмент, такой как вращающаяся щетка; робот выполнен с возможностью съемки изображений одной или нескольких черновых форм, секция за секцией, и содержит, в частности, камеру, связанную с программой обработки изображения или распознавания. Объектом настоящего изобретения является также установка I.S. для изготовления пустотелых стеклянных изделий, содержащая робот, перемещающийся вдоль ряда черновых форм, отличающаяся тем, что робот выполнен с возможностью установки на нем нескольких инструментов с разными функциями, одновременно и/или поочередно. Предпочтительно эти инструменты выбирают из группы, в которую входят электромагнит, и/или насадка для смазки распылением, и/или оптический пирометр, инфракрасное оптическое устройство или аналогичное устройство, и/или вращающийся абразивный инструмент, и/или камера или аналогичное устройство. Изобретение проиллюстрировано нижеследующим примером со ссылками на прилагаемый чертеж,на котором показан общий схематичный вид устройства замены черновой формы в соответствии с настоящим изобретением, соединенного с интерфейсами, необходимыми для обеспечения его работы. Пример. Как показано на чертеже, робот 1 с шестью осями перемещения содержит электромагнит 4 для замены одной черновой формы за один раз или нескольких черновых форм последовательно. Робот 1 расположен со стороны черновых форм 10 установки I.S. 20. Бутылки 30 получают со стороны отделочных форм 40 установки I.S. 20. Центральный пост 50 связывает робот 1 с установкой I.S. 20, обеспечивая управление циклами работы робота 1 и адаптацию одного или нескольких рабочих циклов секции, на которой в данный момент работает робот 1. С другой стороны, центральный пост 50 получает от установки I.S. 20 данные, такие как указания на дефекты бутылок 30, которые могут потребовать вмешательства робота 1 на соответствующей секции. Центральный пост 50 получает также информацию от самого робота 1, такую как близость постороннего предмета, которая влечет за собой адаптацию движений или остановку робота, а также адаптацию работы установки I.S. Центральный пост 50 связан с электрическим шкафом 60, который, в свою очередь, соединен с вычислительным устройством 70, и оба они предназначены для обслуживания движений робота. Наконец, центральный пост 50 соединен с терминалом 80, при помощи которого оператор может отслеживать, а также вмешиваться в работу всего комплекса. Робот 1 с шестью осями перемещения установлен с возможностью поступательного перемещения на направляющей 5, которая проходит вдоль ряда черновых форм не показанной установки I.S. Различные кабели, соединенные с роботом 1 (электрическое питание, управление движениями робота, питание сжатым воздухом и т.д.), объединены в кабельную магистраль 7 с компенсацией поступательного перемещения робота 1. Робот 1 оборудован детектором 6 обнаружения постороннего предмета, связанным с устройством автоматической остановки. С другой стороны, рука робота имеет функцию автоматического замедления,которая снижает эффект возможного контакта, например, в случае сбоев в работе детектора 6. Робот 1 содержит двигатель 2, который обеспечивает его поступательное движение. Он содержит электромагнит 4, предназначенный для последовательной замены двух черновых форм секций установки I.S. с двойной наборкой. Робот 1 содержит масляный резервуар 3 и источник питания сжатым воздухом под давлением 5 бар, которые предназначены для соединения с не показанными распылительными насадками, в случае необходимости, выполненными съемными и предназначенным для смазки черновых форм. Далее следует описание работы электромагнита 4. Предназначенная для замены черновая форма закрыта в соответствии со специальным циклом установки I.S. Руку робота 1 с установленным на ней электромагнитом 4 располагают над предназначенной для замены черновой формой. Руку робота 1 опускают до черновой формы, еще закрытой за счет действия давления, и активируют электромагнит. Давление закрывания черновой формы отключают. Черновую форму слегка приподнимают, чтобы высвободить зоны соединения в паз. Держатель черновой формы открывают, затем из него извлекают черновую форму и укладывают путем деактивации электромагнита. Для установки на место новой черновой формы операции осуществляют в обратном порядке. После этого можно произвести замену другой черновой формы секции при помощи этого же способа. Замена черновой формы может сопровождаться обнаружением дефектов на бутылках 30, как было указано выше. Процесс можно осуществлять автоматически через равномерные промежутки времени или после определенного числа циклов установки I.S. Существуют также другие возможности для устранения дефектов, обнаруженных на бутылках. Первым методом является смазка черновой формы, в частности, при помощи насадки для распыления масла, устанавливаемой на роботе и, в случае необходимости, выполненной съемной, одновременно с электромагнитом и другими инструментами или поочередно. Вторым методом является очистка полости черновой формы при помощи абразивного инструмента,приводимого во вращение и тоже устанавливаемого на роботе, в случае необходимости, выполненного съемным, одновременно с другими инструментами или поочередно. Точно так же на роботе можно устанавливать дополнительно или поочередно и, в случае необходимости, тоже разъемно: один или несколько инструментов измерения температуры (таких как оптический пирометр),одну или две камеры (по одной для каждой находящейся в секции черновой формы), связанные по меньшей мере с одной программой обработки изображения или распознавания, например, для обнаружения открытого положения формы или для идентификации этой формы (идентификационные номера). ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ изготовления пустотелого стеклянного изделия при помощи секционной установки и робота, перемещающегося вдоль ряда черновых форм установки, отличающийся тем, что робот выполнен с возможностью осуществления замены одной или последовательной замены нескольких черновых форм и содержит манипулятор, снабженный электромагнитом, причем замена черновой формы производится в отношении закрытых в результате воздействия давления двух полуформ черновой формы и включает в себя: приведение в действие электромагнита,сброс давления и последующее высвобождение черновой формы. 2. Способ по п.1, отличающийся тем, что робот выполнен с возможностью установки на нем нескольких инструментов с разными функциями, одновременно и/или поочередно. 3. Способ по одному из предыдущих пунктов, отличающийся тем, что робот выполнен с возможностью осуществления смазки одной или нескольких черновых форм, секция за секцией, в частности путем распыления. 4. Способ по одному из предыдущих пунктов, отличающийся тем, что робот выполнен с возможностью измерения температур одной или нескольких черновых форм, секция за секцией. 5. Способ по п.4, отличающийся тем, что робот содержит оптический пирометр, инфракрасное оптическое устройство или аналогичное устройство. 6. Способ по одному из предыдущих пунктов, отличающийся тем, что робот выполнен с возможностью очистки полости одной или нескольких черновых форм, секция за секцией. 7. Способ по п.6, отличающийся тем, что робот содержит абразивный инструмент, такой как вращающаяся щетка. 8. Способ по одному из предыдущих пунктов, отличающийся тем, что робот выполнен с возможностью съемки изображений одной или нескольких черновых и отделочных форм, секция за секцией. 9. Способ по п.8, отличающийся тем, что робот содержит камеру, связанную с программой обработки изображения или распознавания.
МПК / Метки
МПК: C03B 9/16, C03B 9/41, C03B 9/193, C03B 40/027
Метки: пустотелых, черновых, изготовлении, стеклянных, изделий, форм, автоматическая, замена
Код ссылки
<a href="https://eas.patents.su/5-21207-avtomaticheskaya-zamena-chernovyh-form-pri-izgotovlenii-pustotelyh-steklyannyh-izdelijj.html" rel="bookmark" title="База патентов Евразийского Союза">Автоматическая замена черновых форм при изготовлении пустотелых стеклянных изделий</a>
Стеновая конструкция из пустотелых стеклянных строительных элементов
Номер патента: 6994
Опубликовано: 30.06.2006
Автор: Мушински Аркадиуш
Метки: пустотелых, стеновая, строительных, стеклянных, элементов, конструкция
Формула / Реферат:
1. Конструкционный узел для возведения строительных стен с использованием пустотелых стеклоблоков, состоящий из опорных элементов, охватывающих пустотелые блоки с прямоугольным контуром, отличающийся тем, что указанные опорные элементы представляют сопряженные между собой горизонтальные и вертикальные крепежные детали (1 и 2), через торцы которых выполнены продольные отверстия (7 и 12) с пазами (10), вертикальные крепежные детали (2) имеют...
Автоматическая линия для химических и гальванических покрытий
Номер патента: 15069
Опубликовано: 29.04.2011
Авторы: Хитрун Владимир Николаевич, Бузанов Сергей Викторович
МПК: C23C 18/00, C25D 19/00
Метки: химических, линия, гальванических, покрытий, автоматическая
Формула / Реферат:
Автоматическая линия для химических и гальванических покрытий, содержащая процессные ванны (1) и ванны промывки (5), средство для межоперационного транспортирования обрабатываемых деталей, позиции загрузки и выгрузки, рельсовый путь, датчики (21, 22, 23), систему вентиляции и устройство программного управления, отличающаяся тем, что ванны расположены в два ряда длинными сторонами вдоль гальванической линии, при этом ванны промывки (5)...
Способ получения кристаллических форм а и в илапразола и способ превращения указанных кристаллических форм
Номер патента: 19058
Опубликовано: 30.12.2013
Авторы: Парк Сунг Тае, Лее Джун Йеоун, Ким Хее Юн, Ким Юнг Воо, Ким Донг Йеон, Шин Джае Соо, Нам Санг Дон, Чо Кви Хьюнг
МПК: C07D 235/24, C07D 403/14, C07D 401/14...
Метки: форм, превращения, кристаллических, получения, указанных, илапразола, способ
Формула / Реферат:
1. Способ получения кристаллической формы А илапразола, включающий стадии 1) получения неорганической соли илапразола или ее гидрата из илапразола в присутствии неорганического основания и растворителя для реакции и 2) нейтрализации полученной неорганической соли илапразола или ее гидрата кислотой в растворителе для реакции с получением кристаллической формы А илапразола.2. Способ по п.1, отличающийся тем, что указанное неорганическое основание...
Способ обработки пустотелых стальных стержней
Номер патента: 6471
Опубликовано: 29.12.2005
Авторы: Ахметов Малик Максутович, Голубев Александр Иванович, Россихин Глеб Борисович
МПК: C21D 9/08, C23C 8/32, C23C 8/22...
Метки: способ, обработки, стержней, стальных, пустотелых
Формула / Реферат:
1. Способ обработки пустотелых стальных стержней, включающий науглероживание и непосредственную закалку скоростным воздушным потоком в охладительном колодце, отличающийся тем, что науглероживание ведут в атмосфере, содержащей аммиак, а после науглероживания и непосредственной закалки скоростным потоком воздуха в охладительном колодце стержни подвергают высокотемпературному отпуску и повторной закалке, причем повторную закалку осуществляют в...
Способ моллирования стеклянных листов методом всасывания воздуха
Номер патента: 10208
Опубликовано: 30.06.2008
Авторы: Оллфиш Карл-Йозеф, Лаброт Михель, Балдуин Михель, Шалль Гюнтер, Радермахер Херберт
МПК: C03B 35/14, C03B 23/035, C03B 23/03...
Метки: всасывания, воздуха, методоm, стеклянных, листов, моллирования, способ
Формула / Реферат:
1. Способ изгибания размещенных друг на друге стеклянных листов, доведенных до температуры моллирования, включающий в себя этап всасывания и удержания, включающий в себя захват стеклянных листов верхним устройством, которое оснащено средствами всасывания, создающими направленный вверх воздушный поток, обтекающий кромку стеклянных листов, при этом вышеупомянутое всасывание оказывается достаточным для подъема и удержания размещенных друг на друге...
Предыдущий патент: Система с возможностью предоставления мобильного доступа
Следующий патент: Устройство и способ для изготовления полого элемента (варианты)
Случайный патент: Способ и установка для удаления диоксида углерода из сырьевого газа