Способ моллирования стеклянных листов методом всасывания воздуха
Номер патента: 10208
Опубликовано: 30.06.2008
Авторы: Лаброт Михель, Шалль Гюнтер, Радермахер Херберт, Оллфиш Карл-Йозеф, Балдуин Михель
Формула / Реферат
1. Способ изгибания размещенных друг на друге стеклянных листов, доведенных до температуры моллирования, включающий в себя
этап всасывания и удержания, включающий в себя захват стеклянных листов верхним устройством, которое оснащено средствами всасывания, создающими направленный вверх воздушный поток, обтекающий кромку стеклянных листов, при этом вышеупомянутое всасывание оказывается достаточным для подъема и удержания размещенных друг на друге стеклянных листов под вышеуказанным устройством;
этап прессования, включающий в себя прессование стеклянных листов между верхним устройством и нижней вогнутой монолитной пресс-формой, содержащей отверстия, при этом процесс вышеупомянутого прессования начинается тогда, когда процесс всасывания, осуществляемый на предыдущем этапе, еще не завершился или находится в стадии завершения;
этап всасывания и моллирования, включающий в себя формование размещенных друг на друге стеклянных листов путем присасывания основной поверхности нижнего стеклянного листа через отверстия, просверленные в нижней вогнутой пресс-форме, при этом вышеупомянутое формование методом всасывания начинается тогда, когда процесс прессования, осуществляемый на предыдущем этапе, еще не завершился;
этап охлаждения, включающий в себя охлаждение стеклянных листов.
2. Способ по п.1, отличающийся тем, что размещенные друг на друге стеклянные листы проходят подготовительное моллирование перед этапом всасывания и удержания.
3. Способ по любому из пп.1 или 2, отличающийся тем, что размещенные друг на друге стеклянные листы, прошедшие моллирование, отделяются от нижней вогнутой пресс-формы после этапа всасывания и моллирования путем их захвата верхним устройством, снабженным средствами всасывания, которые создают направленный вверх воздушный поток, обтекающий кромку стеклянных листов; при этом вышеупомянутое всасывание является достаточным для подъема и удержания размещенных друг на друге стеклянных листов под вышеуказанным верхним устройством; при этом в последующем вышеупомянутое верхнее устройство укладывает размещенные друг на друге стеклянные листы, прошедшие моллирование, на подставке, которая доставляет их в зону охлаждения для реализации этапа охлаждения.
4. Способ по п.3, отличающийся тем, что верхнее устройство, отделяющее стеклянные листы, прошедшие процесс моллирования, от нижней пресс-формы, представлено устройством FS2, которое отличается от верхнего устройства FS1, которое производит захват стеклянных листов на этапе всасывания и удержания, при этом перемещение стеклянных листов из-под устройства FS1 в точку, расположенную под устройством FS2, обеспечивается путем перемещения удерживающей их нижней пресс-формы.
5. Способ по п.4, отличающийся тем, что в тот момент, когда устройство FS2 укладывает размещенные друг на друге стеклянные листы, которые прошли моллирование, на подставку, которая доставляет их в зону охлаждения для реализации этапа охлаждения, начинается процесс моллирования другого стеклопакета, состоящего из размещенных друг на друге стеклянных листов, при этом нижняя вогнутая пресс-форма располагается под устройством FS1.
6. Способ по любому из пп.1-5, отличающийся тем, что для реализации этапа охлаждения стеклянные листы укладываются на подставку охлаждения, которая доставляет их в зону охлаждения, при этом подставкой охлаждения является та же самая подставка, которая их доставила под верхнее устройство FS1.
7. Устройство изгибания стеклопакетов, состоящих из размещенных друг на друге стеклянных листов, содержащее
верхнее выпуклое устройство FS1, которое снабжено расположенными вокруг него средствами всасывания, создающими направленный вверх воздушный поток, обтекающий кромку стеклянных листов, и при этом обеспечивающее всасывание, достаточное для подъема и удержания размещенных друг на друге стеклянных листов под вышеупомянутым верхним устройством;
вогнутую монолитную нижнюю пресс-форму, снабженную отверстиями, просверленными в ее основной поверхности, и средствами всасывания через эти отверстия, при этом вышеупомянутое верхнее устройство и вышеуказанная нижняя пресс-форма выполнены с возможностью перемещения относительно друг друга по вертикали для прессования стеклянных листов.
8. Устройство по п.7, отличающееся тем, что включает в себя состав с тележками для производства подготовительного моллирования, которые перемещаются и проходят поочередно друг за другом под верхним выпуклым устройством FS1.
9. Устройство по любому из пп.7 или 8, отличающееся тем, что оно содержит другое выпуклое верхнее устройство FS2, снабженное средствами всасывания, которые расположены вокруг него и создают направленный вверх поток воздуха, обтекающий кромку стеклянных листов, и при этом обеспечивающее всасывание, достаточное для подъема и удержания под ним размещенных друг на друге стеклянных листов; при этом вогнутая нижняя пресс-форма способна перемещаться и проходить поочередно под одним, а затем под другим верхним устройством.
10. Устройство по п.9, отличающееся тем, что содержит состав с тележками для производства подготовительного моллирования, которые перемещаются и проходят под выпуклым верхним устройством FS1, а затем под выпуклым верхним устройством FS2.

Текст
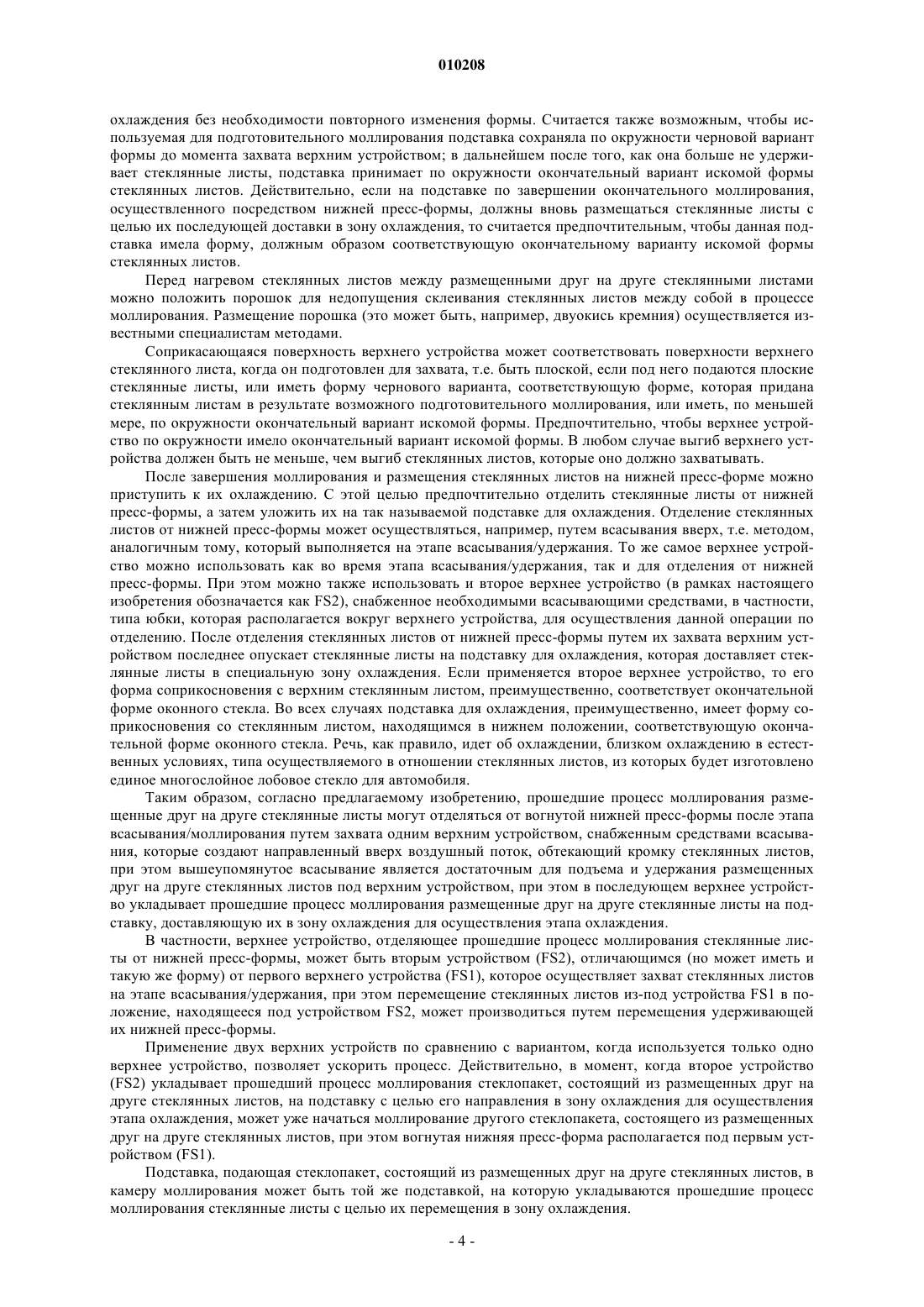
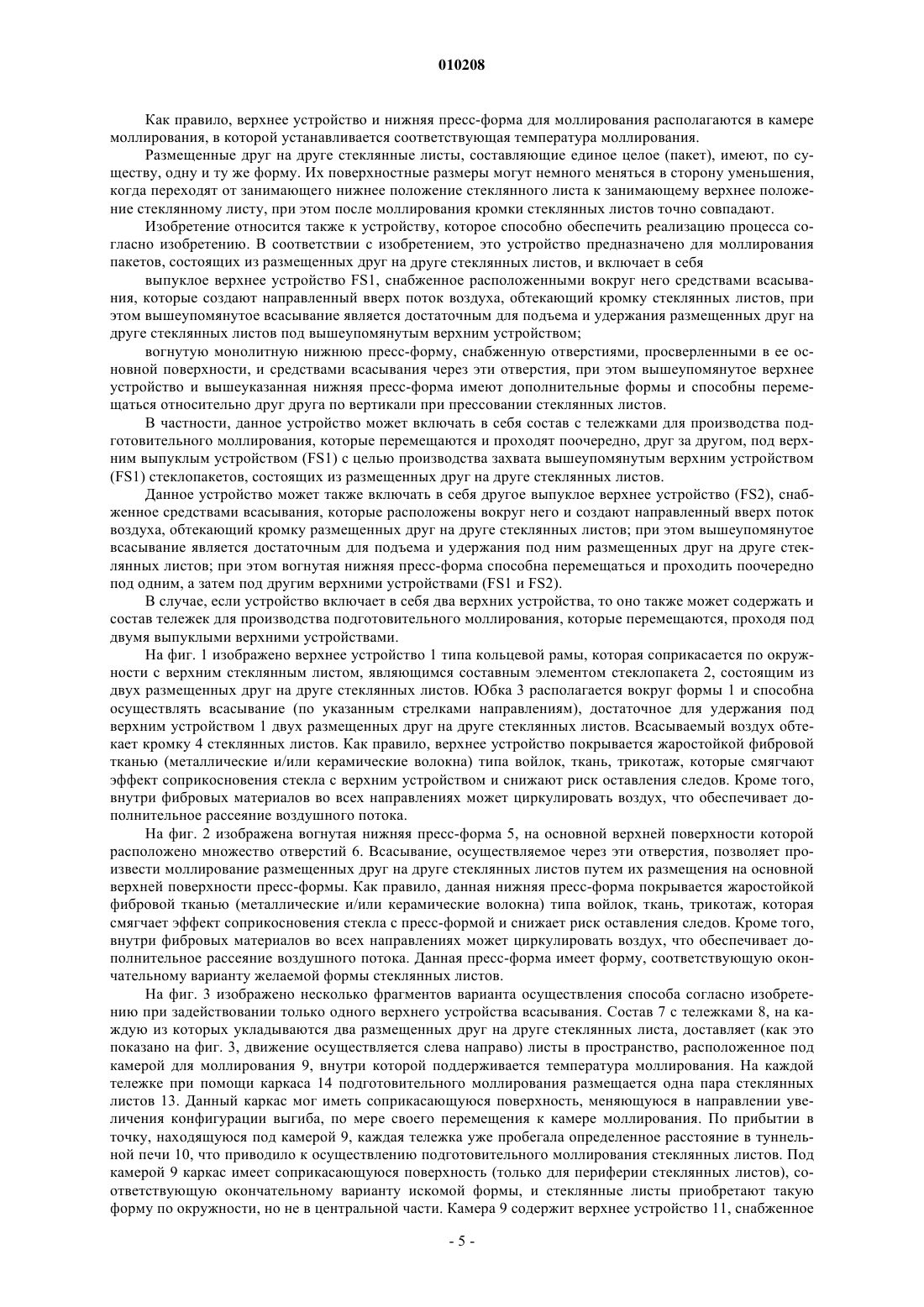
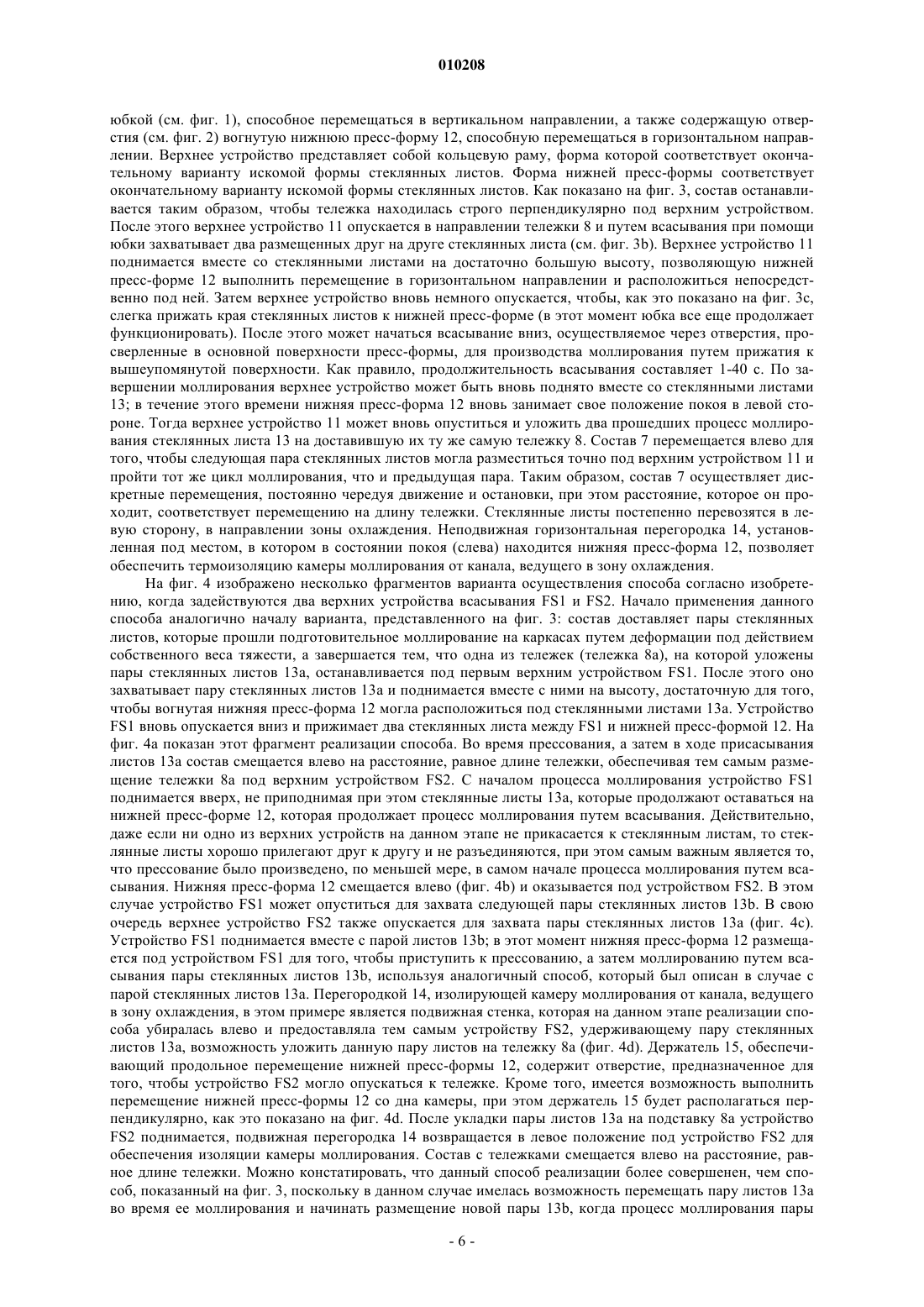
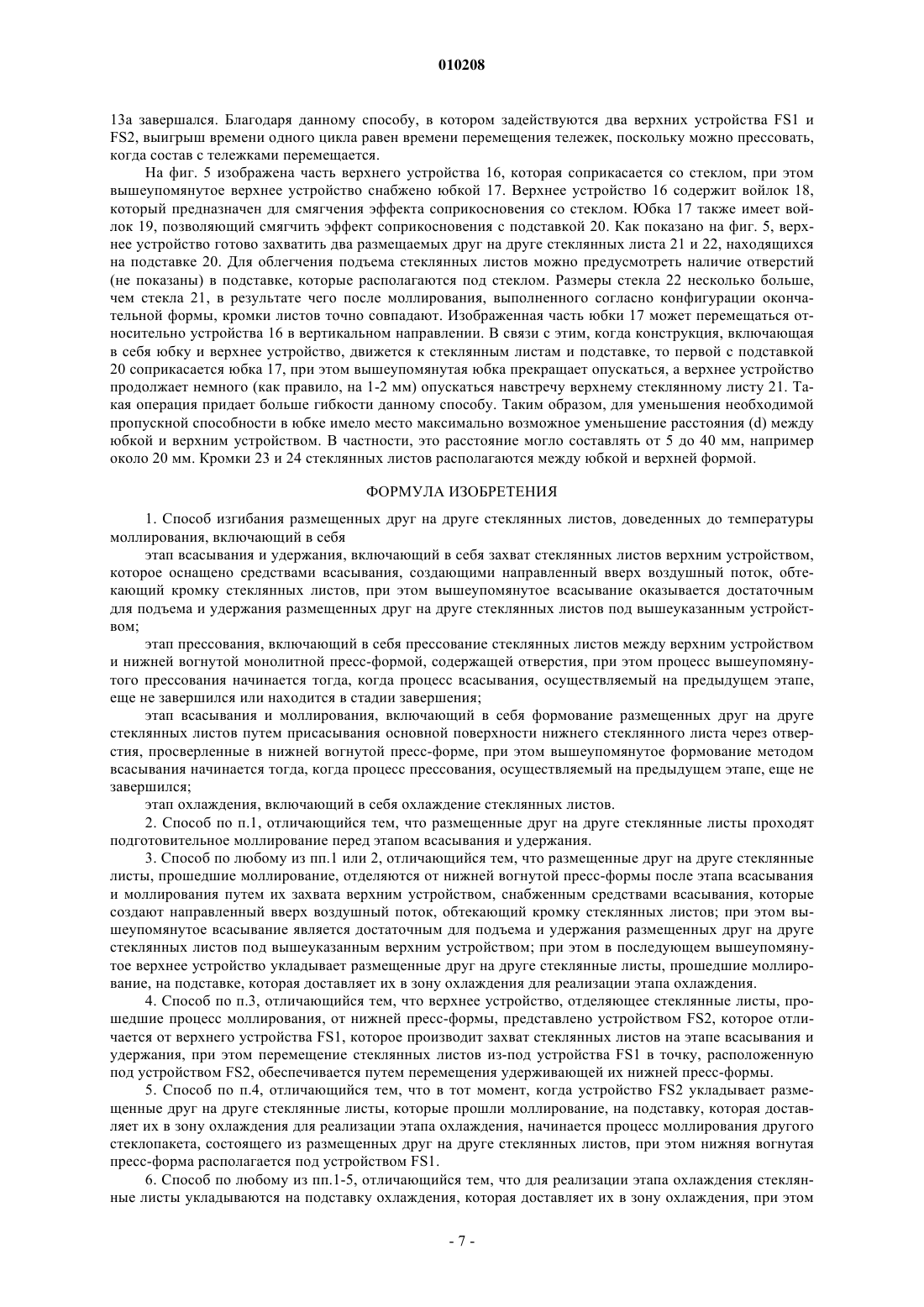
010208 Изобретение относится к способу моллирования оконных стекол, согласно которому стекло притягивается воздухом через сквозные отверстия, просверленные в вогнутой, монолитной пресс-форме, и принимает форму вышеупомянутой вогнутой пресс-формы. Способ согласно изобретению, в частности,предназначен для быстрого промышленного производства оконных стекол, в которых отсутствует оптический дефект. Изобретение, в частности, относится к одновременному моллированию размещенных друг на друге стеклянных листов (обычно двух размещенных друг на друге стеклянных листов), из которых в последующем предполагается изготовить окно, состоящее из нескольких слоев, в частности, для использования в качестве ветрового автомобильного стекла. Изготовление стекол осуществляется известным специалистам методом путем размещения между ними слоя полимерного материала, как правило, типа поливинилбутираль. В патенте EP 0363097 дается описание всасывания одинарного стеклянного листа нижней вогнутой пресс-формой. После моллирования стеклянный лист отделяется от нижней пресс-формы посредством рамы, которая располагается вокруг вогнутой пресс-формы и, поднимаясь вверх, удерживает стеклянный лист. Для поднятия стеклянного листа необходимо, чтобы он по всему периметру выступал за пределы вогнутой пресс-формы. С точки зрения производства моллирования кромок, такой выход за ее пределы не является достаточным, поскольку в процессе моллирования они не всегда точно укладываются в форму. В связи с этим существует опасность возникновения дефекта моллирования по краям стеклянного листа. Кроме того, в данном документе не содержится никакой информации относительно моллирования нескольких размещенных друг на друге стеклянных листов. В патенте US 3778244 дается описание верхнего устройства, оснащенного всасывающей юбкой, которое располагается над нижней пресс-формой, содержащей сквозные отверстия всасывания, просверленные в ее монолитной поверхности. Устройство и пресс-форма, предназначенные для моллирования,работают поочередно, друг за другом, не производя никакого прессования стекла, поскольку после выполнения частичного моллирования одного стеклянного листа верхним устройством данный стеклянный лист просто опускается на нижнюю пресс-форму (колонка 5, строки 3-6). В патенте WO 02064519 дается описание моллирования размещенных друг на друге стеклянных листов вогнутой нижней пресс-формой. Моллирование верхним устройством может привести к взаимному сжатию кромок двух стеклянных листов в момент всасывания вогнутой формой. В этом случае именно рамка, располагаемая вокруг нижней пресс-формы, поднимаясь вверх, захватывает прошедшие моллирование стеклянные листы. С учетом этого стеклянные листы также должны выступать за пределы нижней пресс-формы. Однако хотя данный способ представляет значительный прогресс, он не отличается высокой производительностью при использовании в промышленном производстве. Для ускорения процесса можно варьировать объем разреженного воздуха, образуемого во время всасывания. Вместе с тем заявителем отмечено, что значение разрежения не должно превышать порядка 100 мбар (разница между атмосферным давлением и давлением в нижней пресс-форме), поскольку это может привести к видимым невооруженным глазом оптическим дефектам типа искаженного обзора видения. Повидимому, данный эффект возникает в связи с тем, что в процессе всасывания между различными листами создается зазор. В центральной части этот зазор может достигать 1 мм. Возникающие в связи с этим оптические искажения могут достигать 90 миллидиоптрий. Изобретение позволяет разрешить вышеупомянутые проблемы. Согласно изобретению используются средства всасывания в верхнем направлении, в частности, типа всасывающей юбки, для захвата стеклянных листов перед этапом моллирования методом всасывания. Установлено, что применение таких средств удержания давало два преимущества. Во-первых, отпала необходимость, чтобы стеклянные листы выходили за пределы нижней вогнутой пресс-формы; во-вторых (что оказалось неожиданным),когда всасывание/удержание (всасывание в верхнем направлении) правильно сочетается с всасыванием/моллированием (всасывание в нижнем направлении) нижней пресс-формой, то становится возможным создать разрежение в нижней вогнутой пресс-форме, превышающее 100 мбар, и не допустить при этом возникновения проблем, связанных с появлением оптического дефекта. С учетом этого изобретение позволяет осуществлять высокоскоростное моллирование размещенных друг на друге стеклянных листов. Для того чтобы вышеизложенное не ограничивало объем охраны, по-видимому, следует отметить,что всасывание вверх удаляет значительное количество воздуха, находящегося между размещенными друг на друге стеклянными листами, и способствует лучшему прилеганию размещенных друг на друге стеклянных листов. В связи с этим все стеклянные листы во время всасывания/моллирования на нижней пресс-форме более точно подаются в направлении нижней вогнутой формы. Действительно, повидимому, наличие остаточного воздуха между стеклянными листами могло бы помешать листу, не находящемуся в непосредственном соприкосновении с нижней пресс-формой, следовать за нижним листом на этапе моллирования методом всасывания. Таким образом, изобретение относится, в частности, к способу формования размещенных друг на друге стеклянных листов (как правило, двух размещенных друг на друге стеклянных листов), которые доводятся до температуры формования, включающему в себя-1 010208 этап всасывания/удержания, включающий в себя захват стеклянных листов верхним устройством,которое оснащено средствами всасывания, создающими направленный вверх воздушный поток, обтекающий кромку стеклянных листов, при этом вышеупомянутое всасывание оказывается достаточным для подъема и удержания размещенных друг на друге стеклянных листов под вышеуказанным устройством; этап прессования, включающий в себя прессование стеклянных листов между верхним устройством и нижней вогнутой монолитной пресс-формой, содержащей отверстия, при этом процесс вышеупомянутого прессования начинается тогда, когда процесс всасывания, осуществляемый во время предыдущего этапа, еще не завершен или находится в стадии завершения; этап всасывания/моллирования, включающий в себя формование размещенных друг на друге стеклянных листов путем присасывания основной поверхности нижнего стеклянного листа через отверстия,просверленные в нижней вогнутой пресс-форме, при этом вышеупомянутое формование методом всасывания начинается тогда, когда процесс прессования, осуществляемый на предыдущем этапе, еще не завершился; этап охлаждения, включающий в себя охлаждение стеклянных листов. Согласно изобретению установлено, что всасывание, осуществляемое на этапе всасывания/удержания, служит не только для удержания стеклянных листов и их расположения соответствующим образом на нижней пресс-форме, используемой для моллирования, но также и для удаления воздуха, находящегося между стеклянными листами. В связи с этим предпочтительно согласно изобретению приступать к прессованию в тот момент, когда всасывание в верхнем направлении еще продолжается или находится в стадии завершения, поскольку прессование позволяет добиться плотного прилегания стеклянных листов друг к другу и обеспечить водонепроницаемость после того, как находящийся между ними воздух будет удален. На практике всасывание в верхнем направлении может быть прекращено с началом процесса прессования, при этом остановка всасывания в верхнем направлении может быть осуществлена почти одновременно с началом прессования. Действительно, никакие эластичные материалы не применяются для разделения стеклянных листов. Такое прессование препятствует обратному поступлению воздуха в пространство между стеклянными листами. Таким образом, стеклянные листы готовы к процессу моллирования путем присасывания нижнего стеклянного листа. Такое всасывание (вниз) нижней пресс-формой начинается, когда прессование еще не завершено. В связи с отсутствием между стеклянными листами воздуха все стеклянные листы принимают аналогичные формы нижнего стеклянного листа во время его формования. Следует отметить, что в процессе всасывания/моллирования удалось добиться разрежения в 350 мбар, что выразилось в получении максимального зазора (0,5 мм) между стеклянными листами, при этом оптическое искажение составило менее 70 миллидиоптрий; эти значения могли меняться в зависимости от конфигурации и сложности форм, которые пытались получить в результате моллирования. Соответственно, отпала необходимость в осуществлении прессования на всем протяжении процесса моллирования методом всасывания. Действительно, с началом процесса моллирования методом всасывания и после уменьшения напряжения упруговязкого вещества можно ослабить силу прессования, поскольку размещенные друг на друге стеклянные листы хорошо прилегают друг к другу. Предпочтительно осуществлять всасывание на этапе всасывания/моллирования в течение времени, достаточном для получения желаемой формы и уменьшения напряжения упруговязкого вещества после получения окончательного варианта формы. Верхнее устройство, предназначенное для захвата стеклянных листов, может иметь или монолитную форму, или, предпочтительно, форму рамы. Под понятием рама понимается полоса, изготовленная из соответствующего материала (как правило, металла), обеспечивающая по окружности стеклянного листа, находящегося в верхнем положении, соприкасающуюся поверхность, которая обычно составляет от 0,5 мм до 10 см. Под понятием периферия понимается имеющая форму окружности зона кромки основной поверхности стеклянного листа, располагаемая на расстоянии не менее 15 см от края. На этапе прессования может оказываться очень легкое воздействие. Действительно, обычно достаточно слегка подать стеклянный лист вверх (пока еще осуществляется всасывание в верхнем направлении или оно находится в стадии завершения), чтобы два листа стали плотно прилегать друг к другу. Преимущественно, такое прессование осуществляется в периферийной зоне стеклянного листа. Предпочтительно также, чтобы прессование производилось таким образом, чтобы оно препятствовало прохождению воздуха между листами. Применяемая при моллировании нижняя пресс-форма имеет вогнутую форму, при этом ее вогнутость, по существу, соответствует окончательному варианту желаемой конфигурации оконного стекла. Данная нижняя пресс-форма представляет собой монолит и на своей поверхности содержит отверстия,позволяющие осуществлять всасывание находящегося в нижнем положении стеклянного листа, с которым она соприкасается. Эта нижняя пресс-форма, предпочтительно, имеет, по меньшей мере, такие же размеры, что и нижний стеклянный лист, при этом размещаемые друг на друге стеклянные листы ни в одном месте не выходят за пределы пресс-формы. После начала процесса всасывания воздуха через нижнюю пресс-форму прессование можно остановить путем увеличения расстояния между верхним устройством и нижней пресс-формой. В этот самый-2 010208 момент прекращается всасывание воздуха в верхнем направлении. Процесс всасывания воздуха вниз через нижнюю пресс-форму продолжается от 1 до 40 с. Присасывание стеклянных листов, осуществляемое, с одной стороны, во время всасывания/удержания (в верхнем направлении) и, с другой стороны, во время всасывания/моллирования (в нижнем направлении), носит различный характер. Действительно, в первом случае речь идет о создании разреженного состояния по кромке стеклянных листов, которое бы позволило поднять стеклянные листы и дополнительно откачать воздух, находящийся между стеклянными листами (большой расход воздуха,например, порядка 25000 м 3/ч для лобового автомобильного стекла площадью 1,8 м 2), а во втором случае речь идет о прижатии нижнего стеклянного листа к нижней пресс-форме (высокий уровень разрежения и незначительный расход воздуха). При всасывании в верхнем направлении возникает необходимость создания сильного воздушного потока, обтекающего кромку стеклянных листов, в то время как при всасывании вниз (для моллирования) требуется удаление воздуха через отверстия, просверленные практически по всей поверхности нижней пресс-формы. Как правило, всасывание в верхнем направлении на этапе всасывания/удержания производится через юбку, которая окружает верхнее устройство. Для лучшего захвата и подъема стеклянных листов юбка, расположенная вокруг верхнего устройства, может соприкасаться с подставкой, на которой располагаются стеклянные листы. Если данная подставка представляет собой раму, то ее центральная часть пропускает воздух под стеклянными листами, которые в этом случае без труда поднимаются. Если подставка не является рамочной конструкцией, то можно предусмотреть наличие по меньшей мере одного отверстия в подставке, на которой размещаются стеклянные листы для того, чтобы воздух, всасываемый через юбку, более легко поднимал стеклянные листы. Для осуществления захвата размещаемых друг на друге стеклянных листов на этапе всасывания/удержания они могут быть или плоскими, или перед данным этапом уже пройти подготовительное моллирование и иметь температуру, позволяющую выполнить их моллирование (обычно от 560 до 610 С). Преимущественно, они проходят подготовительное моллирование. Как правило, такое подготовительное моллирование осуществлялось путем оседания под собственным весом тяжести на используемую для производства подготовительного моллирования подставку, которая обычно имеет вид рамы или каркаса. Поскольку сопоставление линии изгиба во время подготовительного моллирования имеет достаточно большое значение, то можно прибегать к шарнирно сочлененному каркасу или любому другому типу каркаса, последовательно придавая стеклянным листам различные формы. В частности, речь может идти о каркасах, описание которых приводится в патентах EP 448447, EP 705798 или в заявке PCT/FR 2004/050198. Во время возможного этапа подготовительного моллирования стеклянным листам придается черновой вид, который представляет собой промежуточный вариант между запланированной и окончательной, искомой формой. В процессе подготовительного моллирования окончательная форма может быть придана краям стеклянного листа, в то время как центральная часть будет иметь только черновой вариант. В том случае, когда окончательная форма имеет относительно ярко выраженный выгиб, особенно, когда окончательная форма имеет выгиб в перекрещивающихся между собой под прямым углом направлениях (двойное моллирование), такое подготовительное моллирование считается предпочтительным. Конструкторы автомобилей все больше и больше прибегают к данному типу сложных форм, прошедших серьезное двойное моллирование. Такое подготовительное моллирование обычно осуществляется с задействованием собственного веса, при этом размещаемые друг на друге стеклянные листы укладываются на специальную подставку, перемещаемую в туннельной печи в зону основного моллирования,которая включает в себя верхнее устройство и нижнюю пресс-форму моллирования. Туннельная печь служит как для доведения стеклянных листов до температуры моллирования, так и для осуществления подготовительного моллирования. Используемые для подготовительного моллирования подставки перемещаются в туннельной печи, в частности, благодаря тому, что они смонтированы на тележках с колесами, которые двигаются по направляющим. Используемые для подготовительного моллирования подставки проходят под верхним устройством, которое производит захват размещаемых друг на друге стеклянных листов путем, как это уже пояснялось выше, всасывания в верхнем направлении. Как уже отмечалось, применяемая для подготовительного моллирования подставка, в частности,каркасного типа, может иметь, как соприкасающаяся со стеклом поверхность, форму, которая меняется в процессе ее перемещения. Такое изменение может происходить при перемещении для занятия положения под верхним устройством, когда на подставке располагаются стеклянные листы. В частности, соприкасающаяся поверхность используемой для подготовительного моллирования подставки по окружности может приобретать окончательный вариант искомой формы стекла даже до того, как верхнее устройство произведет его захват. Это не означает, что до захвата стекла верхним устройством ему уже придан окончательный вариант требуемой формы, поскольку оседание стекла по окружности в этот момент может еще не завершиться. Кроме того, даже, если стекло по окружности везде соприкасается с используемой для подготовительного моллирования подставкой, то все равно формирования окончательного варианта искомой формы центральной части стекла не произошло. Если применяемая для подготовительного моллирования подставка в момент захвата стекла верхним устройством по окружности имеет форму,соответствующую окончательному варианту искомой формы стеклянных листов, то данная подставка может вновь захватывать стеклянные листы по завершении моллирования с целью их доставки в зону-3 010208 охлаждения без необходимости повторного изменения формы. Считается также возможным, чтобы используемая для подготовительного моллирования подставка сохраняла по окружности черновой вариант формы до момента захвата верхним устройством; в дальнейшем после того, как она больше не удерживает стеклянные листы, подставка принимает по окружности окончательный вариант искомой формы стеклянных листов. Действительно, если на подставке по завершении окончательного моллирования,осуществленного посредством нижней пресс-формы, должны вновь размещаться стеклянные листы с целью их последующей доставки в зону охлаждения, то считается предпочтительным, чтобы данная подставка имела форму, должным образом соответствующую окончательному варианту искомой формы стеклянных листов. Перед нагревом стеклянных листов между размещенными друг на друге стеклянными листами можно положить порошок для недопущения склеивания стеклянных листов между собой в процессе моллирования. Размещение порошка (это может быть, например, двуокись кремния) осуществляется известными специалистам методами. Соприкасающаяся поверхность верхнего устройства может соответствовать поверхности верхнего стеклянного листа, когда он подготовлен для захвата, т.е. быть плоской, если под него подаются плоские стеклянные листы, или иметь форму чернового варианта, соответствующую форме, которая придана стеклянным листам в результате возможного подготовительного моллирования, или иметь, по меньшей мере, по окружности окончательный вариант искомой формы. Предпочтительно, чтобы верхнее устройство по окружности имело окончательный вариант искомой формы. В любом случае выгиб верхнего устройства должен быть не меньше, чем выгиб стеклянных листов, которые оно должно захватывать. После завершения моллирования и размещения стеклянных листов на нижней пресс-форме можно приступить к их охлаждению. С этой целью предпочтительно отделить стеклянные листы от нижней пресс-формы, а затем уложить их на так называемой подставке для охлаждения. Отделение стеклянных листов от нижней пресс-формы может осуществляться, например, путем всасывания вверх, т.е. методом,аналогичным тому, который выполняется на этапе всасывания/удержания. То же самое верхнее устройство можно использовать как во время этапа всасывания/удержания, так и для отделения от нижней пресс-формы. При этом можно также использовать и второе верхнее устройство (в рамках настоящего изобретения обозначается как FS2), снабженное необходимыми всасывающими средствами, в частности,типа юбки, которая располагается вокруг верхнего устройства, для осуществления данной операции по отделению. После отделения стеклянных листов от нижней пресс-формы путем их захвата верхним устройством последнее опускает стеклянные листы на подставку для охлаждения, которая доставляет стеклянные листы в специальную зону охлаждения. Если применяется второе верхнее устройство, то его форма соприкосновения с верхним стеклянным листом, преимущественно, соответствует окончательной форме оконного стекла. Во всех случаях подставка для охлаждения, преимущественно, имеет форму соприкосновения со стеклянным листом, находящимся в нижнем положении, соответствующую окончательной форме оконного стекла. Речь, как правило, идет об охлаждении, близком охлаждению в естественных условиях, типа осуществляемого в отношении стеклянных листов, из которых будет изготовлено единое многослойное лобовое стекло для автомобиля. Таким образом, согласно предлагаемому изобретению, прошедшие процесс моллирования размещенные друг на друге стеклянные листы могут отделяться от вогнутой нижней пресс-формы после этапа всасывания/моллирования путем захвата одним верхним устройством, снабженным средствами всасывания, которые создают направленный вверх воздушный поток, обтекающий кромку стеклянных листов,при этом вышеупомянутое всасывание является достаточным для подъема и удержания размещенных друг на друге стеклянных листов под верхним устройством, при этом в последующем верхнее устройство укладывает прошедшие процесс моллирования размещенные друг на друге стеклянные листы на подставку, доставляющую их в зону охлаждения для осуществления этапа охлаждения. В частности, верхнее устройство, отделяющее прошедшие процесс моллирования стеклянные листы от нижней пресс-формы, может быть вторым устройством (FS2), отличающимся (но может иметь и такую же форму) от первого верхнего устройства (FS1), которое осуществляет захват стеклянных листов на этапе всасывания/удержания, при этом перемещение стеклянных листов из-под устройства FS1 в положение, находящееся под устройством FS2, может производиться путем перемещения удерживающей их нижней пресс-формы. Применение двух верхних устройств по сравнению с вариантом, когда используется только одно верхнее устройство, позволяет ускорить процесс. Действительно, в момент, когда второе устройство(FS2) укладывает прошедший процесс моллирования стеклопакет, состоящий из размещенных друг на друге стеклянных листов, на подставку с целью его направления в зону охлаждения для осуществления этапа охлаждения, может уже начаться моллирование другого стеклопакета, состоящего из размещенных друг на друге стеклянных листов, при этом вогнутая нижняя пресс-форма располагается под первым устройством (FS1). Подставка, подающая стеклопакет, состоящий из размещенных друг на друге стеклянных листов, в камеру моллирования может быть той же подставкой, на которую укладываются прошедшие процесс моллирования стеклянные листы с целью их перемещения в зону охлаждения.-4 010208 Как правило, верхнее устройство и нижняя пресс-форма для моллирования располагаются в камере моллирования, в которой устанавливается соответствующая температура моллирования. Размещенные друг на друге стеклянные листы, составляющие единое целое (пакет), имеют, по существу, одну и ту же форму. Их поверхностные размеры могут немного меняться в сторону уменьшения,когда переходят от занимающего нижнее положение стеклянного листа к занимающему верхнее положение стеклянному листу, при этом после моллирования кромки стеклянных листов точно совпадают. Изобретение относится также к устройству, которое способно обеспечить реализацию процесса согласно изобретению. В соответствии с изобретением, это устройство предназначено для моллирования пакетов, состоящих из размещенных друг на друге стеклянных листов, и включает в себя выпуклое верхнее устройство FS1, снабженное расположенными вокруг него средствами всасывания, которые создают направленный вверх поток воздуха, обтекающий кромку стеклянных листов, при этом вышеупомянутое всасывание является достаточным для подъема и удержания размещенных друг на друге стеклянных листов под вышеупомянутым верхним устройством; вогнутую монолитную нижнюю пресс-форму, снабженную отверстиями, просверленными в ее основной поверхности, и средствами всасывания через эти отверстия, при этом вышеупомянутое верхнее устройство и вышеуказанная нижняя пресс-форма имеют дополнительные формы и способны перемещаться относительно друг друга по вертикали при прессовании стеклянных листов. В частности, данное устройство может включать в себя состав с тележками для производства подготовительного моллирования, которые перемещаются и проходят поочередно, друг за другом, под верхним выпуклым устройством (FS1) с целью производства захвата вышеупомянутым верхним устройством(FS1) стеклопакетов, состоящих из размещенных друг на друге стеклянных листов. Данное устройство может также включать в себя другое выпуклое верхнее устройство (FS2), снабженное средствами всасывания, которые расположены вокруг него и создают направленный вверх поток воздуха, обтекающий кромку размещенных друг на друге стеклянных листов; при этом вышеупомянутое всасывание является достаточным для подъема и удержания под ним размещенных друг на друге стеклянных листов; при этом вогнутая нижняя пресс-форма способна перемещаться и проходить поочередно под одним, а затем под другим верхними устройствами (FS1 и FS2). В случае, если устройство включает в себя два верхних устройства, то оно также может содержать и состав тележек для производства подготовительного моллирования, которые перемещаются, проходя под двумя выпуклыми верхними устройствами. На фиг. 1 изображено верхнее устройство 1 типа кольцевой рамы, которая соприкасается по окружности с верхним стеклянным листом, являющимся составным элементом стеклопакета 2, состоящим из двух размещенных друг на друге стеклянных листов. Юбка 3 располагается вокруг формы 1 и способна осуществлять всасывание (по указанным стрелками направлениям), достаточное для удержания под верхним устройством 1 двух размещенных друг на друге стеклянных листов. Всасываемый воздух обтекает кромку 4 стеклянных листов. Как правило, верхнее устройство покрывается жаростойкой фибровой тканью (металлические и/или керамические волокна) типа войлок, ткань, трикотаж, которые смягчают эффект соприкосновения стекла с верхним устройством и снижают риск оставления следов. Кроме того,внутри фибровых материалов во всех направлениях может циркулировать воздух, что обеспечивает дополнительное рассеяние воздушного потока. На фиг. 2 изображена вогнутая нижняя пресс-форма 5, на основной верхней поверхности которой расположено множество отверстий 6. Всасывание, осуществляемое через эти отверстия, позволяет произвести моллирование размещенных друг на друге стеклянных листов путем их размещения на основной верхней поверхности пресс-формы. Как правило, данная нижняя пресс-форма покрывается жаростойкой фибровой тканью (металлические и/или керамические волокна) типа войлок, ткань, трикотаж, которая смягчает эффект соприкосновения стекла с пресс-формой и снижает риск оставления следов. Кроме того,внутри фибровых материалов во всех направлениях может циркулировать воздух, что обеспечивает дополнительное рассеяние воздушного потока. Данная пресс-форма имеет форму, соответствующую окончательному варианту желаемой формы стеклянных листов. На фиг. 3 изображено несколько фрагментов варианта осуществления способа согласно изобретению при задействовании только одного верхнего устройства всасывания. Состав 7 с тележками 8, на каждую из которых укладываются два размещенных друг на друге стеклянных листа, доставляет (как это показано на фиг. 3, движение осуществляется слева направо) листы в пространство, расположенное под камерой для моллирования 9, внутри которой поддерживается температура моллирования. На каждой тележке при помощи каркаса 14 подготовительного моллирования размещается одна пара стеклянных листов 13. Данный каркас мог иметь соприкасающуюся поверхность, меняющуюся в направлении увеличения конфигурации выгиба, по мере своего перемещения к камере моллирования. По прибытии в точку, находящуюся под камерой 9, каждая тележка уже пробегала определенное расстояние в туннельной печи 10, что приводило к осуществлению подготовительного моллирования стеклянных листов. Под камерой 9 каркас имеет соприкасающуюся поверхность (только для периферии стеклянных листов), соответствующую окончательному варианту искомой формы, и стеклянные листы приобретают такую форму по окружности, но не в центральной части. Камера 9 содержит верхнее устройство 11, снабженное-5 010208 юбкой (см. фиг. 1), способное перемещаться в вертикальном направлении, а также содержащую отверстия (см. фиг. 2) вогнутую нижнюю пресс-форму 12, способную перемещаться в горизонтальном направлении. Верхнее устройство представляет собой кольцевую раму, форма которой соответствует окончательному варианту искомой формы стеклянных листов. Форма нижней пресс-формы соответствует окончательному варианту искомой формы стеклянных листов. Как показано на фиг. 3, состав останавливается таким образом, чтобы тележка находилась строго перпендикулярно под верхним устройством. После этого верхнее устройство 11 опускается в направлении тележки 8 и путем всасывания при помощи юбки захватывает два размещенных друг на друге стеклянных листа (см. фиг. 3b). Верхнее устройство 11 поднимается вместе со стеклянными листами на достаточно большую высоту, позволяющую нижней пресс-форме 12 выполнить перемещение в горизонтальном направлении и расположиться непосредственно под ней. Затем верхнее устройство вновь немного опускается, чтобы, как это показано на фиг. 3 с,слегка прижать края стеклянных листов к нижней пресс-форме (в этот момент юбка все еще продолжает функционировать). После этого может начаться всасывание вниз, осуществляемое через отверстия, просверленные в основной поверхности пресс-формы, для производства моллирования путем прижатия к вышеупомянутой поверхности. Как правило, продолжительность всасывания составляет 1-40 с. По завершении моллирования верхнее устройство может быть вновь поднято вместе со стеклянными листами 13; в течение этого времени нижняя пресс-форма 12 вновь занимает свое положение покоя в левой стороне. Тогда верхнее устройство 11 может вновь опуститься и уложить два прошедших процесс моллирования стеклянных листа 13 на доставившую их ту же самую тележку 8. Состав 7 перемещается влево для того, чтобы следующая пара стеклянных листов могла разместиться точно под верхним устройством 11 и пройти тот же цикл моллирования, что и предыдущая пара. Таким образом, состав 7 осуществляет дискретные перемещения, постоянно чередуя движение и остановки, при этом расстояние, которое он проходит, соответствует перемещению на длину тележки. Стеклянные листы постепенно перевозятся в левую сторону, в направлении зоны охлаждения. Неподвижная горизонтальная перегородка 14, установленная под местом, в котором в состоянии покоя (слева) находится нижняя пресс-форма 12, позволяет обеспечить термоизоляцию камеры моллирования от канала, ведущего в зону охлаждения. На фиг. 4 изображено несколько фрагментов варианта осуществления способа согласно изобретению, когда задействуются два верхних устройства всасывания FS1 и FS2. Начало применения данного способа аналогично началу варианта, представленного на фиг. 3: состав доставляет пары стеклянных листов, которые прошли подготовительное моллирование на каркасах путем деформации под действием собственного веса тяжести, а завершается тем, что одна из тележек (тележка 8 а), на которой уложены пары стеклянных листов 13 а, останавливается под первым верхним устройством FS1. После этого оно захватывает пару стеклянных листов 13 а и поднимается вместе с ними на высоту, достаточную для того,чтобы вогнутая нижняя пресс-форма 12 могла расположиться под стеклянными листами 13 а. УстройствоFS1 вновь опускается вниз и прижимает два стеклянных листа между FS1 и нижней пресс-формой 12. На фиг. 4 а показан этот фрагмент реализации способа. Во время прессования, а затем в ходе присасывания листов 13 а состав смещается влево на расстояние, равное длине тележки, обеспечивая тем самым размещение тележки 8 а под верхним устройством FS2. С началом процесса моллирования устройство FS1 поднимается вверх, не приподнимая при этом стеклянные листы 13 а, которые продолжают оставаться на нижней пресс-форме 12, которая продолжает процесс моллирования путем всасывания. Действительно,даже если ни одно из верхних устройств на данном этапе не прикасается к стеклянным листам, то стеклянные листы хорошо прилегают друг к другу и не разъединяются, при этом самым важным является то,что прессование было произведено, по меньшей мере, в самом начале процесса моллирования путем всасывания. Нижняя пресс-форма 12 смещается влево (фиг. 4b) и оказывается под устройством FS2. В этом случае устройство FS1 может опуститься для захвата следующей пары стеклянных листов 13b. B свою очередь верхнее устройство FS2 также опускается для захвата пары стеклянных листов 13 а (фиг. 4 с). Устройство FS1 поднимается вместе с парой листов 13b; в этот момент нижняя пресс-форма 12 размещается под устройством FS1 для того, чтобы приступить к прессованию, а затем моллированию путем всасывания пары стеклянных листов 13b, используя аналогичный способ, который был описан в случае с парой стеклянных листов 13 а. Перегородкой 14, изолирующей камеру моллирования от канала, ведущего в зону охлаждения, в этом примере является подвижная стенка, которая на данном этапе реализации способа убиралась влево и предоставляла тем самым устройству FS2, удерживающему пару стеклянных листов 13 а, возможность уложить данную пару листов на тележку 8 а (фиг. 4d). Держатель 15, обеспечивающий продольное перемещение нижней пресс-формы 12, содержит отверстие, предназначенное для того, чтобы устройство FS2 могло опускаться к тележке. Кроме того, имеется возможность выполнить перемещение нижней пресс-формы 12 со дна камеры, при этом держатель 15 будет располагаться перпендикулярно, как это показано на фиг. 4d. После укладки пары листов 13 а на подставку 8 а устройствоFS2 поднимается, подвижная перегородка 14 возвращается в левое положение под устройство FS2 для обеспечения изоляции камеры моллирования. Состав с тележками смещается влево на расстояние, равное длине тележки. Можно констатировать, что данный способ реализации более совершенен, чем способ, показанный на фиг. 3, поскольку в данном случае имелась возможность перемещать пару листов 13 а во время ее моллирования и начинать размещение новой пары 13b, когда процесс моллирования пары-6 010208 13 а завершался. Благодаря данному способу, в котором задействуются два верхних устройства FS1 иFS2, выигрыш времени одного цикла равен времени перемещения тележек, поскольку можно прессовать,когда состав с тележками перемещается. На фиг. 5 изображена часть верхнего устройства 16, которая соприкасается со стеклом, при этом вышеупомянутое верхнее устройство снабжено юбкой 17. Верхнее устройство 16 содержит войлок 18,который предназначен для смягчения эффекта соприкосновения со стеклом. Юбка 17 также имеет войлок 19, позволяющий смягчить эффект соприкосновения с подставкой 20. Как показано на фиг. 5, верхнее устройство готово захватить два размещаемых друг на друге стеклянных листа 21 и 22, находящихся на подставке 20. Для облегчения подъема стеклянных листов можно предусмотреть наличие отверстий(не показаны) в подставке, которые располагаются под стеклом. Размеры стекла 22 несколько больше,чем стекла 21, в результате чего после моллирования, выполненного согласно конфигурации окончательной формы, кромки листов точно совпадают. Изображенная часть юбки 17 может перемещаться относительно устройства 16 в вертикальном направлении. В связи с этим, когда конструкция, включающая в себя юбку и верхнее устройство, движется к стеклянным листам и подставке, то первой с подставкой 20 соприкасается юбка 17, при этом вышеупомянутая юбка прекращает опускаться, а верхнее устройство продолжает немного (как правило, на 1-2 мм) опускаться навстречу верхнему стеклянному листу 21. Такая операция придает больше гибкости данному способу. Таким образом, для уменьшения необходимой пропускной способности в юбке имело место максимально возможное уменьшение расстояния (d) между юбкой и верхним устройством. В частности, это расстояние могло составлять от 5 до 40 мм, например около 20 мм. Кромки 23 и 24 стеклянных листов располагаются между юбкой и верхней формой. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ изгибания размещенных друг на друге стеклянных листов, доведенных до температуры моллирования, включающий в себя этап всасывания и удержания, включающий в себя захват стеклянных листов верхним устройством,которое оснащено средствами всасывания, создающими направленный вверх воздушный поток, обтекающий кромку стеклянных листов, при этом вышеупомянутое всасывание оказывается достаточным для подъема и удержания размещенных друг на друге стеклянных листов под вышеуказанным устройством; этап прессования, включающий в себя прессование стеклянных листов между верхним устройством и нижней вогнутой монолитной пресс-формой, содержащей отверстия, при этом процесс вышеупомянутого прессования начинается тогда, когда процесс всасывания, осуществляемый на предыдущем этапе,еще не завершился или находится в стадии завершения; этап всасывания и моллирования, включающий в себя формование размещенных друг на друге стеклянных листов путем присасывания основной поверхности нижнего стеклянного листа через отверстия, просверленные в нижней вогнутой пресс-форме, при этом вышеупомянутое формование методом всасывания начинается тогда, когда процесс прессования, осуществляемый на предыдущем этапе, еще не завершился; этап охлаждения, включающий в себя охлаждение стеклянных листов. 2. Способ по п.1, отличающийся тем, что размещенные друг на друге стеклянные листы проходят подготовительное моллирование перед этапом всасывания и удержания. 3. Способ по любому из пп.1 или 2, отличающийся тем, что размещенные друг на друге стеклянные листы, прошедшие моллирование, отделяются от нижней вогнутой пресс-формы после этапа всасывания и моллирования путем их захвата верхним устройством, снабженным средствами всасывания, которые создают направленный вверх воздушный поток, обтекающий кромку стеклянных листов; при этом вышеупомянутое всасывание является достаточным для подъема и удержания размещенных друг на друге стеклянных листов под вышеуказанным верхним устройством; при этом в последующем вышеупомянутое верхнее устройство укладывает размещенные друг на друге стеклянные листы, прошедшие моллирование, на подставке, которая доставляет их в зону охлаждения для реализации этапа охлаждения. 4. Способ по п.3, отличающийся тем, что верхнее устройство, отделяющее стеклянные листы, прошедшие процесс моллирования, от нижней пресс-формы, представлено устройством FS2, которое отличается от верхнего устройства FS1, которое производит захват стеклянных листов на этапе всасывания и удержания, при этом перемещение стеклянных листов из-под устройства FS1 в точку, расположенную под устройством FS2, обеспечивается путем перемещения удерживающей их нижней пресс-формы. 5. Способ по п.4, отличающийся тем, что в тот момент, когда устройство FS2 укладывает размещенные друг на друге стеклянные листы, которые прошли моллирование, на подставку, которая доставляет их в зону охлаждения для реализации этапа охлаждения, начинается процесс моллирования другого стеклопакета, состоящего из размещенных друг на друге стеклянных листов, при этом нижняя вогнутая пресс-форма располагается под устройством FS1. 6. Способ по любому из пп.1-5, отличающийся тем, что для реализации этапа охлаждения стеклянные листы укладываются на подставку охлаждения, которая доставляет их в зону охлаждения, при этом-7 010208 подставкой охлаждения является та же самая подставка, которая их доставила под верхнее устройствоFS1. 7. Устройство изгибания стеклопакетов, состоящих из размещенных друг на друге стеклянных листов, содержащее верхнее выпуклое устройство FS1, которое снабжено расположенными вокруг него средствами всасывания, создающими направленный вверх воздушный поток, обтекающий кромку стеклянных листов, и при этом обеспечивающее всасывание, достаточное для подъема и удержания размещенных друг на друге стеклянных листов под вышеупомянутым верхним устройством; вогнутую монолитную нижнюю пресс-форму, снабженную отверстиями, просверленными в ее основной поверхности, и средствами всасывания через эти отверстия, при этом вышеупомянутое верхнее устройство и вышеуказанная нижняя пресс-форма выполнены с возможностью перемещения относительно друг друга по вертикали для прессования стеклянных листов. 8. Устройство по п.7, отличающееся тем, что включает в себя состав с тележками для производства подготовительного моллирования, которые перемещаются и проходят поочередно друг за другом под верхним выпуклым устройством FS1. 9. Устройство по любому из пп.7 или 8, отличающееся тем, что оно содержит другое выпуклое верхнее устройство FS2, снабженное средствами всасывания, которые расположены вокруг него и создают направленный вверх поток воздуха, обтекающий кромку стеклянных листов, и при этом обеспечивающее всасывание, достаточное для подъема и удержания под ним размещенных друг на друге стеклянных листов; при этом вогнутая нижняя пресс-форма способна перемещаться и проходить поочередно под одним, а затем под другим верхним устройством. 10. Устройство по п.9, отличающееся тем, что содержит состав с тележками для производства подготовительного моллирования, которые перемещаются и проходят под выпуклым верхним устройствомFS1, а затем под выпуклым верхним устройством FS2.
МПК / Метки
МПК: C03B 23/03, C03B 35/14, C03B 23/035, C03B 35/20
Метки: воздуха, моллирования, способ, листов, стеклянных, всасывания, методоm
Код ссылки
<a href="https://eas.patents.su/12-10208-sposob-mollirovaniya-steklyannyh-listov-metodom-vsasyvaniya-vozduha.html" rel="bookmark" title="База патентов Евразийского Союза">Способ моллирования стеклянных листов методом всасывания воздуха</a>
Способ моллирования листового стекла и устройство для его осуществления
Номер патента: 7128
Опубликовано: 30.06.2006
Авторы: Машир Юрий Иванович, Солинов Владимир Федорович
МПК: C03B 23/03
Метки: устройство, стекла, осуществления, моллирования, способ, листового
Формула / Реферат:
1. Способ моллирования листового стекла сложной формы, включающий нагрев и охлаждение горизонтально уложенного листа стекла или стеклопакета с подложечным листом стекла прямоугольной или трапециевидной формы на раскрытом раздвижном формующем устройстве заданной цилиндрической или конической поверхности и последующего его изгибания, отличающийся тем, что моллирование оформаченных стекол проводят в два этапа: на первом этапе проводят...
Устройство и способ отделения листов от пачки
Номер патента: 425
Опубликовано: 24.06.1999
Автор: Лёйтхольд Карл
МПК: G06K 13/10, B65H 1/24
Метки: способ, листов, пачки, устройство, отделения
Формула / Реферат:
1. Устройство для отделения от пачки листового материала, такого как банкноты, содержащее подвижную прижимную пластину, на которой уложена пачка листов и с помощью которой пачка подается к отделяющему механизму, который по одному отделяет от пачки ее верхние листы, отличающееся тем, что - в нем имеется датчик (50, 60, 70, 80, 81) плотности, который непрерывно в процессе отделения от пачки листов, по крайней мере, в зоне расположения отделяющего...
Способ и установка для транспортировки стопы металлических листов в плавильную печь
Номер патента: 4969
Опубликовано: 28.10.2004
Авторы: Сямянен Юкка, Марттила Том, Райтанен Теро
Метки: транспортировки, металлических, способ, листов, стопы, печь, плавильную, установка
Формула / Реферат:
1. Способ транспортировки стоп металлических листов, в частности листов металлических катодов, в плавильную печь, отличающийся тем, что захватывают стопу металлических листов с помощью грейфера (10), выполненного в виде подъемного грейфера, который расположен на передаточном устройстве, и перемещают стопу (1) металлических листов в камеру (14) плавильной печи (2), и тем, что на предварительно определенной высоте внутри камеры печи,...
Способ кондиционирования воздуха в зданиях и здание с кондиционированием воздуха, в частности дом с нулевой энергией
Номер патента: 4624
Опубликовано: 24.06.2004
Автор: Креке Эдмон Д.
МПК: F24D 11/00, F24F 5/00
Метки: кондиционирования, способ, воздуха, частности, здание, зданиях, энергией, нулевой, кондиционированием, дом
Формула / Реферат:
1. Способ кондиционирования воздуха в зданиях с малой потерей тепла, включающий в себя следующие операции: А) откачивают отходящий воздух и/или подают приточный воздух; Б) откачанный отходящий воздух пропускают через аккумулятор (20) тепла, при этом В) приточный воздух и отходящий воздух по принципу противотока подают мимо друг друга, так что при различии в температурах приточного воздуха и отходящего воздуха имеет место теплообмен. 2. Здание с...
Стеклянные нити, пригодные для усиления органических и/или неорганических материалов, способ изготовления стеклянных нитей и используемый состав
Номер патента: 8278
Опубликовано: 27.04.2007
Авторы: Кре Софи, Леконт Эмманюэль, Рено Николя
МПК: C03C 13/00, H05K 1/03
Метки: стеклянные, материалов, нитей, состав, пригодные, неорганических, способ, органических, стеклянных, нити, используемый, изготовления, усиления
Формула / Реферат:
1. Армирующая стеклянная нить, выполненная из стекла, в состав которого входят следующие компоненты: SiO2 50-60 мас.% Аl2O3 10-19 мас.% В2О3 16-25 мас.% ZrO2 0,5-1,5 мас.% Na2O _1,5 мас.% K2O _1,5 мас.% R2О _2 мас.% СаО _10 мас.% MgО _10 мас.% F 0-2 мас.% TiO2 0-3 мас.% RO 4-15 мас.% Остальное _3 мас.% где R2O=Na2O+K2O+Li2O и RO=CaO+MgO. 2. Стеклянная нить по п.1, отличающаяся тем, что дополнительно...
Предыдущий патент: Система планирования, способ и устройство для конформной радиотерапии
Следующий патент: Сборная железобетонная колонна, стык сборных колонн и способ выполнения стыка
Случайный патент: Способ резания и режущий вращающийся инструмет