Способ обработки пустотелых стальных стержней
Номер патента: 6471
Опубликовано: 29.12.2005
Авторы: Ахметов Малик Максутович, Голубев Александр Иванович, Россихин Глеб Борисович
Формула / Реферат
1. Способ обработки пустотелых стальных стержней, включающий науглероживание и непосредственную закалку скоростным воздушным потоком в охладительном колодце, отличающийся тем, что науглероживание ведут в атмосфере, содержащей аммиак, а после науглероживания и непосредственной закалки скоростным потоком воздуха в охладительном колодце стержни подвергают высокотемпературному отпуску и повторной закалке, причем повторную закалку осуществляют в жидкой закалочной среде, например в масле, с принудительной подачей последней в канал стержня, а закалку наружной поверхности и сердцевины стержня ведут потоком закалочной жидкости, движущимся со скоростью не менее 4 м/с, одновременно с закалкой внутренней поверхности под воздействием сжимающих усилий, приложенных к боковой поверхности стержня.
2. Способ по п.1, отличающийся тем, что науглероживание ведут при температуре 870-880шC и что стержни в жидкой закалочной среде закаливают поштучно.
3. Способ по п.1, отличающийся тем, что аммиак вводят в рабочее пространство печи не ранее, чем будет достигнут заданный углеродный потенциал атмосферы, а аммиак подают не ранее, чем через 2 ч после достижения углеродного потенциала.
4. Способ по п.1, отличающийся тем, что точки приложения сжимающих усилий, приложенных к боковой поверхности стержня, отстоят друг от друга не более чем на 50 мм, а величина усилия должна быть не менее 500 кг на 1 м длины стержня.
5. Способ по п.1, отличающийся тем, что закалочную жидкость, например масло, подают в канал индивидуально под давлением из расчета обеспечения ее расхода не менее 40-50 л/мин.
Текст
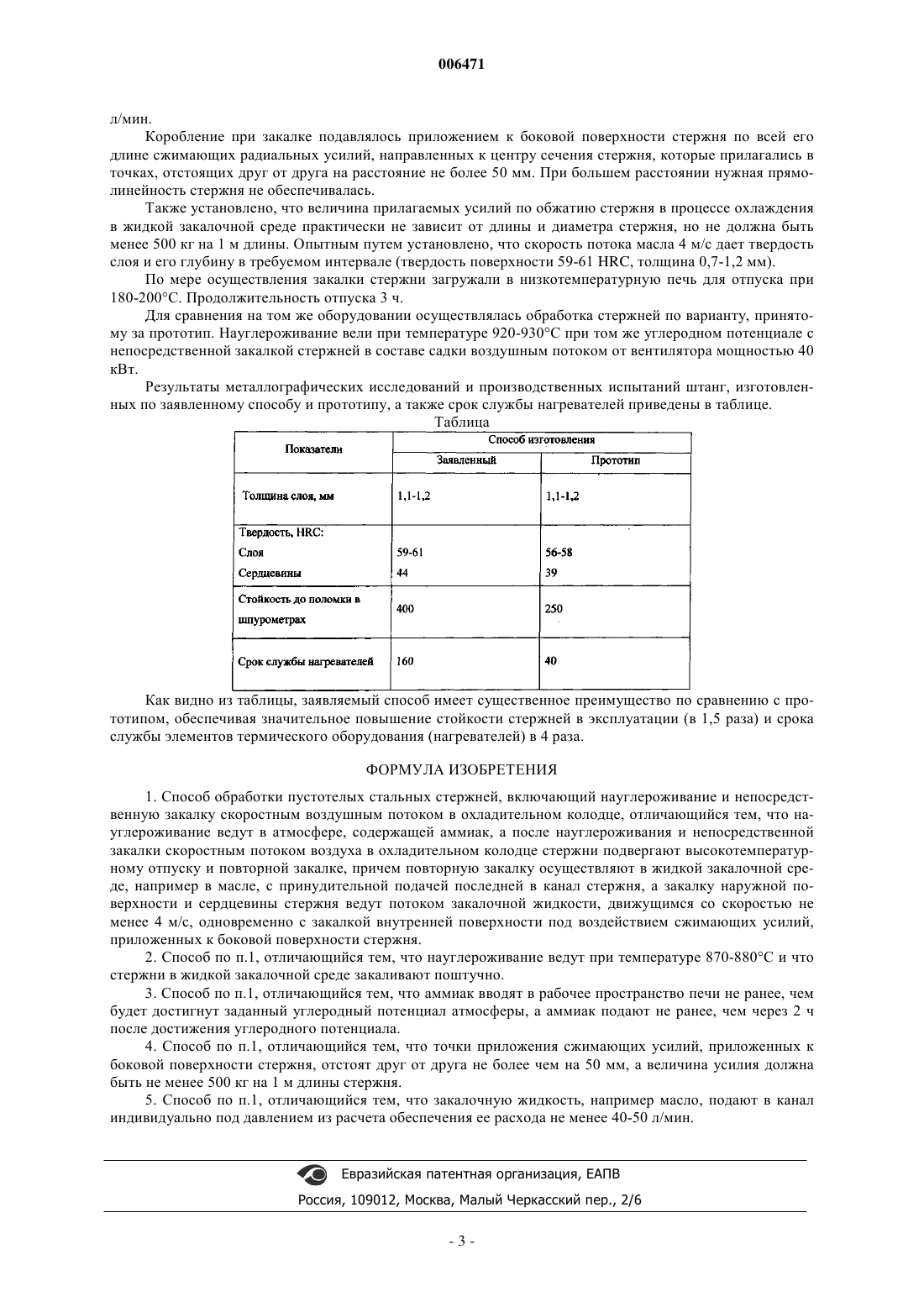
006471 Изобретение относится к области производства пустотелых стальных стержней, преимущественно, штанг перфораторного бурения. Известен традиционный способ химико-термической обработки пустотелых стальных стержней, выполненных преимущественно в виде штанг перфораторного бурения, включающий науглероживание их при температуре 920-930 С и непосредственную закалку с температуры науглероживания скоростным потоком воздуха в охладительном колодце (по зарубежной терминологии cooling in forced air)1. Данный способ наиболее близок к заявляемому. К недостаткам известного способа относятся:- ограниченная область применения и невозможность достижения полного использования прочностного потенциала легированной стали, из которой изготавливаются штанги. Практически данный способ пригоден только для изготовления стержней из высоколегированных сталей с низкой критической скоростью закалки, способных закаливаться на воздухе. Причем и в случае применения высоколегированной стали нет гарантии достижения высоких эксплуатационных свойств науглероженного (цементованного) слоя из-за большой вероятности получения в нем при воздушном охлаждении немартенситных структур, особенно на труднодоступной для закалочной среды внутренней поверхности стержней, образуемой узким (диаметром 7-9 мм) длинным (до 4,5 м) каналом. С другой стороны, известный способ не позволяет полностью использовать возможности высоколегированной стали в части обеспечения максимальной стойкости их к разрушению при циклической нагрузке из-за структурной наследственности и остаточного аустенита, образующегося в них в больших количествах при непосредственной закалке с цементационного нагрева.- сильное коробление, сопровождающее охлаждение стержней в свободно подвешенном состоянии, что вынуждает содержать дорогостоящее правильное оборудование;- повышенная аварийность оборудования, чаще всего связанная с выходом из строя нагревателей, стойкость которых при температуре насыщения 920-930 С нередко не превышает нескольких часов. Данный недостаток усугубляется особенностью производства стержней как длинномерных изделий (длина до 4,5 м), обуславливающей необходимость применения крупногабаритных печей, обладающих большой тепловой инерционностью (вывод с режима науглероживания до 2-х суток), не позволяющей оперативно произвести ремонт и замену их элементов (нагревателей, муфеля, футеровки и др.). Установлено, что понижение температуры науглероживания хотя бы на 40-50 С значительно повышает срок службы нагревателей. Однако при известном способе осуществить такой переход невозможно из-за резкого снижения диффузионной подвижности атомов углерода, предела растворимости его в решетке аустенита, пониженной в связи с этим закаливаемости и прокаливаемости науглероженного слоя, вследствие чего невозможно получить при пониженной температуре науглероживания той же толщины слой, что и при стандартной температуре (920-930 С). Таким образом, необходимость применения при обработке по известному способу (прототипу) высокой температуры науглероживания является первопричиной затруднений в обеспечении безаварийной работы оборудования. Как следует из вышеотмеченного, при переходе на пониженную температуру науглероживания надо не только сохранить на поверхности нужную концентрацию атомов внедрения, поскольку именно она определяет твердость поверхности и толщину слоя, но и увеличить скорость охлаждения стержня для подавления диффузионного распада малостойкого низкотемпературного аустенита на заданной глубине от поверхности и получения той же твердости, что и при стандартной температуре. Цель изобретения - повышение эксплуатационных свойств пустотелых стальных стержней, создание условий для расширения сортамента сталей, пригодных для изготовления бурового инструмента, снижение аварийности оборудования. Поставленная цель достигается тем, что в известном из вышеописанного прототипа способе химикотермической обработки пустотелых стальных стержней, преимущественно выполненных в виде штанг перфораторного бурения, включающем науглероживание и непосредственную закалку скоростным воздушным потоком в охладительном колодце, науглероживание ведут в атмосфере, содержащей аммиак, а после непосредственной закалки скоростным воздушным потоком в охладительном колодце стержни подвергают повторной закалке с промежуточным высоким отпуском между ними, причем повторную закалку осуществляют в жидкой закалочной среде, например, в масле, с принудительной подачей последней в канал стержня под давлением, обеспечивающим расход масла не менее 40-50 л/мин, а закалку наружной поверхности и сердцевины ведут потоком закалочной жидкости, движущимся со скоростью не менее 4 м/с, под воздействием радиально направленных к центру сечения стержня сжимающих усилий одновременно с закалкой внутренней поверхности. Пример. Обрабатывались пустотелые стержни (штанги перфораторного бурения) длиной 1,8-2,2 м шестигранного сечения с вписанной окружностью диаметром 25 мм, внутренним диаметром 8,6 мм из высоколегированной малоуглеродистой стали. В качестве науглероживающего оборудования использовалась шахтная муфельная цементационная электропечь с размерами рабочего пространства диаметром 800 мм, высотой 2400 мм. Мощность печи 140 кВт. Нагреватели из сплава Х 20 Н 80. Масса садки 0,9-1,1 т. Карбюризатор - синтин, подача которого в печь осуществлялась и регулировалась специальной установкой.-1 006471 Экспериментально отрабатывались параметры технологии, согласно которой стержни загружали на специальной подвеске в предварительно выведенную на заданную рабочую температуру печь, формировали в ней атмосферу с заданным значением углеродного потенциала, после чего осуществляли выдержку заданной продолжительности. Аммиак в печь подавали не ранее чем через 2 ч после выхода на заданный углеродный потенциал в количестве 8-10% от расчетного объема газа, образующегося в муфеле. Науглероживание вели при температуре 870-880 С. Выдержку устанавливали в зависимости от требуемой толщины слоя. После окончания выдержки печь вскрывали, садку, нагретую до температуры науглероживания, переносили в колодец, в котором она охлаждалась потоком воздуха от мощного вентилятора до комнатной температуры и таким образом осуществлялась непосредственная закалка. По сравнению с другими вариантами охлаждения с цементационного нагрева (в печи, на воздухе, в масле) целесообразность непосредственной закалки воздушным потоком в данном случае (большие габариты и вес садки) оправдывается как с точки зрения производительности и пожарной безопасности(при охлаждении в масле), так и с точки зрения предупреждения нежелательных процессов в поверхностном слое (выпадение цементита, обезуглероживание), а также относительно небольшим (по сравнению с охлаждением в масле) короблением, не укладывающимся тем не менее в требуемые нормы (1 мм на 1 м длины). Однако твердость и структура слоя получались нестабильными. Металлографические исследования показали, что в основе разброса твердости и структурной неоднородности слоя лежит грубое зерно, остаточный аустенит (до 60%), в больших количествах присутствует троостит. Практически поверхностный слой содержит все признаки неполной закалки. Как показали производственные испытания, структуры, полученные с непосредственной закалки, неработоспособны. Требуется дополнительная термообработка, исправляющая дефекты непосредственной закалки. С этой целью в дальнейшем стержни подвергали высокому отпуску с последующей закалкой с более интенсивным, чем воздушный поток, охлаждением (в масле). Предварительными опытами на экспериментальных садках было установлено, что для получения слоя той же толщины, что и при стандартной температуре, выдержку нужно увеличить на 60-70%. Установлено также, что без добавки аммиака снижение температуры науглероживания до 870-880 С позволяет получить слой толщиной не более 50% от толщины слоя при стандартной температуре, причем с цементитной сеткой. Таким образом, добавка аммиака в условиях пониженной температуры науглероживания благоприятствует процессу формирования слоя. В настоящее время нет общепринятого объяснения причин, стимулирующих увеличение толщины слоя при науглероживании в присутствии аммиака. Однако какими бы они ни были, из вышеприведенных данных можно заключить, что по своему влиянию на прокаливаемость, определяющую толщину слоя, и закаливаемость,определяющую уровень его твердости, низкотемпературный диффузионный поток из смеси атомов углерода и азота, порождаемый в аустените науглероживающей атмосферой с добавкой аммиака, аналогичен высокотемпературному диффузионному потоку из атомов одного только углерода. Иными словами не имеет значения из атомов каких элементов сформировался диффузионный поток внедрения (одного только углерода или суммы атомов углерода и азота). Важно чтобы количество их было достаточным. В этом случае толщину слоя определяет продолжительность выдержки, температура и режим подачи атомов (порциями, непрерывно, с понижением или повышением темпа подачи в процессе выдержки). Как известно, при науглероживании в присутствии аммиака существует вероятность появления пористости в слое. Поэтому проводилось тщательное обследование нетравленых шлифов на предмет выявления данного дефекта, которое, однако, не установило признаков, указывающих на его наличие при вышеуказанных количествах подачи аммиака (8-10%). Установлено, что пористость (темная составляющая) появляется, если аммиак подается преждевременно. Оптимальной является задержка в 2 ч после выхода на заданный углеродный потенциал. Длительная выдержка при высокой температуре неизбежно формирует грубую структуру слоя и сердцевины, что вынуждает производить перекристаллизацию. Поэтому науглероженную садку после непосредственной закалки ее воздухом помещали в печь высокого отпуска, в которой при температуре 630-640 С она выдерживалась в течение 4-5 ч с охлаждением на воздухе. При этом преследовались две цели: уничтожалась исходная игольчатость структуры, а вместе с ней и условие наследования аустенитом границ предшествующей структуры. Вместо бейнита и мартенсита формировалась феррито-цементитная смесь, необходимая для получения мелкозернистой структуры при последующем нагреве под окончательную закалку. В качестве другого эффекта достигалось перераспределение углерода и легирующих элементов с целью повышения мартенситной точки и снижения остаточного аустенита до приемлемого уровня 30-40%. После непосредственной воздушной закалки и высокого отпуска производили повторную закалку стержней, которую осуществляли поштучно с индивидуального нагрева с температурой нагрева под закалку 840850 С. Для нагрева использовалась камерная электропечь. Охлаждались стержни в потоке масла с индивидуальным прокачиванием последнего через канал. Установлено, что расход масла для охлаждения канала зависит от его длины и диаметра. Для стержня длиной 1,8-2,2 м, диаметром 8,6 мм достаточно 40-50-2 006471 л/мин. Коробление при закалке подавлялось приложением к боковой поверхности стержня по всей его длине сжимающих радиальных усилий, направленных к центру сечения стержня, которые прилагались в точках, отстоящих друг от друга на расстояние не более 50 мм. При большем расстоянии нужная прямолинейность стержня не обеспечивалась. Также установлено, что величина прилагаемых усилий по обжатию стержня в процессе охлаждения в жидкой закалочной среде практически не зависит от длины и диаметра стержня, но не должна быть менее 500 кг на 1 м длины. Опытным путем установлено, что скорость потока масла 4 м/с дает твердость слоя и его глубину в требуемом интервале (твердость поверхности 59-61 HRC, толщина 0,7-1,2 мм). По мере осуществления закалки стержни загружали в низкотемпературную печь для отпуска при 180-200 С. Продолжительность отпуска 3 ч. Для сравнения на том же оборудовании осуществлялась обработка стержней по варианту, принятому за прототип. Науглероживание вели при температуре 920-930 С при том же углеродном потенциале с непосредственной закалкой стержней в составе садки воздушным потоком от вентилятора мощностью 40 кВт. Результаты металлографических исследований и производственных испытаний штанг, изготовленных по заявленному способу и прототипу, а также срок службы нагревателей приведены в таблице. Таблица Как видно из таблицы, заявляемый способ имеет существенное преимущество по сравнению с прототипом, обеспечивая значительное повышение стойкости стержней в эксплуатации (в 1,5 раза) и срока службы элементов термического оборудования (нагревателей) в 4 раза. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ обработки пустотелых стальных стержней, включающий науглероживание и непосредственную закалку скоростным воздушным потоком в охладительном колодце, отличающийся тем, что науглероживание ведут в атмосфере, содержащей аммиак, а после науглероживания и непосредственной закалки скоростным потоком воздуха в охладительном колодце стержни подвергают высокотемпературному отпуску и повторной закалке, причем повторную закалку осуществляют в жидкой закалочной среде, например в масле, с принудительной подачей последней в канал стержня, а закалку наружной поверхности и сердцевины стержня ведут потоком закалочной жидкости, движущимся со скоростью не менее 4 м/с, одновременно с закалкой внутренней поверхности под воздействием сжимающих усилий,приложенных к боковой поверхности стержня. 2. Способ по п.1, отличающийся тем, что науглероживание ведут при температуре 870-880 С и что стержни в жидкой закалочной среде закаливают поштучно. 3. Способ по п.1, отличающийся тем, что аммиак вводят в рабочее пространство печи не ранее, чем будет достигнут заданный углеродный потенциал атмосферы, а аммиак подают не ранее, чем через 2 ч после достижения углеродного потенциала. 4. Способ по п.1, отличающийся тем, что точки приложения сжимающих усилий, приложенных к боковой поверхности стержня, отстоят друг от друга не более чем на 50 мм, а величина усилия должна быть не менее 500 кг на 1 м длины стержня. 5. Способ по п.1, отличающийся тем, что закалочную жидкость, например масло, подают в канал индивидуально под давлением из расчета обеспечения ее расхода не менее 40-50 л/мин.
МПК / Метки
МПК: C21D 9/08, C23C 8/32, C23C 8/22
Метки: способ, стержней, обработки, пустотелых, стальных
Код ссылки
<a href="https://eas.patents.su/4-6471-sposob-obrabotki-pustotelyh-stalnyh-sterzhnejj.html" rel="bookmark" title="База патентов Евразийского Союза">Способ обработки пустотелых стальных стержней</a>
Способ и устройство для изготовления литейных форм или стержней для целей литейного производства
Номер патента: 5362
Опубликовано: 24.02.2005
Автор: Кус Бернд
МПК: B22C 9/12
Метки: форм, производства, изготовления, литейного, литейных, способ, устройство, стержней, целей
Формула / Реферат:
1. Способ изготовления литейных форм или стержней (2) для целей литейного производства из смеси (3) формовочного песка и связующего, причем формовочный песок и связующее перемешивают и загружают в пресс-форму (8) литейной формы или стержня и связующее затем отверждается и придает требуемую прочность литейной форме или стержню (2), отличающийся тем, что в качестве связующего используют диспергированный и/или растворенный в воде сульфат магния,...
Механизм перемещения стержней оградительной решетки
Номер патента: 4388
Опубликовано: 29.04.2004
Авторы: Лейн Джон Александр, Коен-Ревид Моше
МПК: E06B 9/06
Метки: стержней, перемещения, решетки, оградительной, механизм
Формула / Реферат:
1. Оградительная решетка, содержащая ряд оградительных стержней, приводимых в действие приводной цепью стержней; и механизм перемещения, содержащий дисковый кулачок, имеющий углубление, служащее для подачи стержня к приводной цепи. 2. Оградительная решетка по п.1, в которой дисковый кулачок прикреплен к звездочке, звездочка входит в зацепление с приводной цепью стержней, а конец стержня входит в зацепление с приводной цепью стержней, когда...
Способ транспортировки и установки расширяемых стальных труб
Номер патента: 2432
Опубликовано: 25.04.2002
Автор: Лохбек Вильхельмус Кристианус Мария
МПК: E21B 19/22, B65H 75/34
Метки: расширяемых, установки, транспортировки, труб, стальных, способ
Формула / Реферат:
1. Способ транспортировки и установки стальной трубы (1), содержащий - придание трубе (1) плоской формы; - транспортировку трубы (1) в плоской форме к месту (6), где труба (1) должна быть установлена; и - возвратное придание трубе (1) объемной конфигурации; отличающийся тем, что - перед установкой трубы в указанном месте (6) трубе (1) вновь придают объемную конфигурацию и - трубу (1) расширяют вдоль, по меньшей мере, существенной части ее длины...
Композиция и флюид для кислотной обработки материнской породы, способ обработки поврежденной формации
Номер патента: 3312
Опубликовано: 24.04.2003
Авторы: Кард Роджер Дж., Фу Дианкуй
МПК: C09K 3/00
Метки: породы, формации, способ, поврежденной, обработки, флюид, материнской, кислотной, композиция
Формула / Реферат:
1. Композиция для обработки материнской породы, отличающаяся тем, что она содержит в основном ионную жидкость. 2. Флюид для обработки материнской породы, отличающийся тем, что он содержит ионную жидкость, состоящую из органического катиона и неорганического аниона, причем упомянутый органический катион выбран из группы, включающей соединения четвертичного аммония, производные сульфония и производные фосфония, а упомянутый анион выбран из группы,...
Способ обработки кожи и композиция для косметической обработки кожи
Номер патента: 5099
Опубликовано: 28.10.2004
Автор: Шилтц Джон Р.
МПК: A61P 17/00, A61K 7/50
Метки: композиция, кожи, способ, обработки, косметической
Формула / Реферат:
1. Способ обработки кожи, предусматривающий местное нанесение на старую или поврежденную кожу косметической композиции, содержащей химически совместимую комбинацию по меньшей мере одного катионогенного поверхностно-активного вещества, по меньшей мере одного анионогенного поверхностно-активного вещества и по меньшей мере одного хелатообразующего агента, в количестве, эффективном для обеспечения продолжительной стимуляции скорости обновления...
Предыдущий патент: Пневмоподдержка
Следующий патент: Система и способ для управления множеством инструментов посредством одной управляющей линии
Случайный патент: Чашка вертлужной впадины бесцементной фиксации